Abstract
Effects of temperature, strain, strain rate and cooling rate on austenite grain size were investigated at first. The results show that by increasing the strain from 0.0 to 0.5 can significantly refine austenite grains for different deformation temperatures studied. However, by increasing the strain from 0.5 to 0.8 can not continue to refine austenite grains for higher deformation temperatures of 1100 and 1150°C, while austenite grains can be further refined for lower deformation temperature of 1000°C. The austenite grain size is proportional to
 (
(
 is strain rate and p is the strain rate exponent) and v–q (v is cooling rate and q is cooling rate exponent). Moreover, using ultra fast cooling after hot rolling can significantly refine austenite grains. Then a low-carbon bainite steel with yield strength of 811 MPa and ductile-brittle transition temperature (DBTT) of –49°C produced by optimum recrystallization controlled rolling designed based on thermosimulation results and ultra fast cooling. The microstructural characteristics, mechanical properties and the mechanism of toughening were investigated in details. On the one hand, fine austenite grains with equivalent diameter of 16.5 μm is obtained by recrystallization repeated and suppressing recrystallized austenite grain growth using ultra fast cooling. On the other hand, recrystallized austenite grains are divided by fine bainite blocks with higher misorientation between each other. So the fine bainite microstructure is obtained. In addition, Prior austenite grain boundaries and bainite packet and block boundaries with higher misorientation can effectively arrest cracks propagation, resulting in better low-temperature toughness.
is strain rate and p is the strain rate exponent) and v–q (v is cooling rate and q is cooling rate exponent). Moreover, using ultra fast cooling after hot rolling can significantly refine austenite grains. Then a low-carbon bainite steel with yield strength of 811 MPa and ductile-brittle transition temperature (DBTT) of –49°C produced by optimum recrystallization controlled rolling designed based on thermosimulation results and ultra fast cooling. The microstructural characteristics, mechanical properties and the mechanism of toughening were investigated in details. On the one hand, fine austenite grains with equivalent diameter of 16.5 μm is obtained by recrystallization repeated and suppressing recrystallized austenite grain growth using ultra fast cooling. On the other hand, recrystallized austenite grains are divided by fine bainite blocks with higher misorientation between each other. So the fine bainite microstructure is obtained. In addition, Prior austenite grain boundaries and bainite packet and block boundaries with higher misorientation can effectively arrest cracks propagation, resulting in better low-temperature toughness.
1. Introduction
The thermomechanical process plays a significant role in controlling final microstructure and mechanical properties of hot rolled productions1,2,3,4,5,6,7,8,9,10,11,12) due to its influence on microstructural characteristics of austenite, i.e., austenite grain size and distribution.6) The most frequently referred to thermomechanical process is low-temperature controlled rolling13) which is carried out below the recrystallization stop temperature, but the productivity is significantly lowered due to delays while cooling to a low temperature and powerful mills are needed due to high deformation resistance. However, the deformed austenite is not a prerequisite for microstructure refinement.8,13) The austenite grain size can be refined to 10 μm using metadynamic recrystallization controlled rolling and water cooling and the fine ferrite microstructure can be obtained.8) Ferrite grains with the diameter of 6 μm are produced from recrystallized austenite.13) Although the fine microstructure can be also produced from recrystallized austenite, the recrystallization controlled rolling is usually carried out at high temperature range and the kinetics of recrystallized austenite grains coarsened is fast, resulting in that the refinement effect becomes weak. Two methods are usually adopted to suppress recrystallized austenite grain growth. On the one hand, the migration of austenite grain boundaries can be effectively lowered due to solute drag-like effect (SDLE) by additions of Ni, Cr, Cu, Mo and Nb which tend to segregate toward austenite grain boundaries14,15,16,17) and pinning by undissolved TiN particles.18) On the other hand, the migration of austenite grain boundaries can be also effectively lowered due to recrystallized austenite grains cooled to a low temperature range using ultra fast cooling. So it is possible to obtain fine recrystallized austenite grains using recrystallized controlled rolling and ultra fast cooling. But effects of temperature, strain, strain rate and cooling rate on austenite grain size need to be further investigated to obtain fine recrystallized austenite grains. In addition, it is usually thought that the toughness for higher temperature rolling is strongly deteriorated due to microstructure not sufficiently refined, but using ultra fast cooling can effectively improve toughness,19) so the characteristics of bainite transformation from fine recrystallized austenite grains also need to be elucidated at the condition of ultra fast cooling, and the mechanism of toughening also needs to be clarified.
In the present work, the effects of temperature, strain, strain rate and cooling rate on austenite grain size was investigated at first, and the optimum process to obtain fine austenite grains was determined. In addition, the microstructure and mechanical properties of tested steel processed by recrystallization controlled rolling and ultra fast cooling were investigated using optical microscope (OM), scaning electron microscope (SEM), electron back-scattered diffraction (EBSD) and transmission electron microscope (TEM). The strengthening and toughening mechanism was elucidated.
2. Materials and Experimental Procedure
The chemical composition of the tested steel in the present work is given in Table 1. The tested steel was melted in a vacuum induction furnace and cast to ingots, which were hot rolled at 1150–1100°C to plates with the thickness of approx. 12 mm using a two-high 450 mm experimental hot rolling mill and then water quenched to ambient temperature. Cylindrical specimens were machined from the pre-quenched plate. The cylindrical specimens were 8 mm in diameter and 15 mm in length, with the axis aligned in the rolling direction.
Table 1. Chemical composition of the tested steel, wt%.
| C | Si | Mn | P | S | Als | Ni | Cr | Cu | Ti | Mo | Nb | N |
|---|
| 0.051 | 0.44 | 1.60 | 0.007 | 0.001 | 0.011 | 0.33 | 0.46 | 0.44 | 0.027 | 0.169 | 0.044 | 0.0045 |
All thermosimulation tests were carried out using thermomechanical simulator. The cylindrical specimens were reheated to 1200°C and held at this temperature for 300 s, then cooled to the deformation temperature and held at this temperature for 15 s to eliminate temperature gradient. After holding, the uniaxial compression deformation was performed, and the deformation parameters consisted of four different deformation temperatures of 1000, 1050, 1100 and 1150°C, four different strains of 0, 0.2, 0.5 and 0.8 and five different strain rates of 0.1, 1, 2, 5, 10 s–1. After deformation, cylindrical specimens were immediately cooled to 900°C with different cooling rates of 0.5, 1, 2, 5, 10°C/s, then water quenched to ambient temperature to remain austenite grain shape in order to investigate effects of temperature, strain, strain rate and cooling rate on austenite grain size. And the austenite grain size was measured using the linear intercept method.
In addition, the tested steel was also hot rolled and cooled using the two-high 450 mm experimental hot rolling mill followed by ultra fast cooling system. Moreover, the rolling pass schedules were designed based on above thermosimulation results. Given the entry thickness H, exit thickness h and roll speed U, the effective strain and average effective strain rate can be determined using Eqs. (1) and (2):20)
|
ε
˙
=
0.1209Uln(
H
h
)
α
| (2) |
|
α=
cos
-1
(
1-
H-h
2R
)
| (3) |
where,
H is entry thickness in mm,
h is exit thickness in mm,
R is radius of roll in mm,
α is nip angle in rad,
U is roll speed in rpm,
ε is effective strain and
ε
˙
is average effective strain rate in s
–1. And the rolling pass schedules are shown in
Table 2.
Table 2. Rolling pass schedules.
| Pass | 0 | 1 | 2 | 3 | 4 | 5 |
|---|
| Exit thickness, mm | 90 | 60 | 40 | 27 | 18 | 12 |
| Temperature, °C | – | 1157 | 1127 | 1100 | 1073 | 1050 |
| Reduction, % | – | 33.3 | 33.3 | 32.5 | 33.3 | 33.3 |
| Effective strain | – | 0.47 | 0.47 | 0.45 | 0.47 | 0.47 |
| Average effective strain rate, s–1 | – | 9.5 | 11.7 | 14.1 | 17.5 | 21.4 |
The diagrammatic sketch of thermomechanical control process is depicted in Fig. 1. The tested steel was reheated to 1200°C and held at this temperature for 2 h. After that, the recrystallization controlled rolling, which is carried out at austenite recrystallization zone where the dynamic recrystallization (DRX), metadynamic recrystallization (MDRX) or static recrystallization (SRX) can take place, following rolling pass schedules shown in Table 2 was performed. After hot rolling, the tested steel was cooled to 400°C using ultra fast cooling at first and then cooled to ambient temperature using air cooling.

Samples were cut from tested steel and their surface along thickness direction (ND) and rolling direction (RD) were polished and then etched in 4% nital solution for the observation of OM (LEICA DMIRM) and SEM (ZEISS ULTRA 55). In addition, these samples were also electropolished in a mixture of 12.5% perchloric acid and 87.5% absolute ethyl alcohol at 20°C using voltage of 35 V for EBSD analysis. Moreover, Charpy V-notch (CVN) impact samples tested at temperature of –60°C were splited along RD and transverse direction (TD) at center thickness using electron discharge machining, and this surface was polished and then etched in 4% nital solution for the observation of cracks underneath fracture surface. Thin foils were prepared by cutting slices from metallographic samples. These slices were mechanically thinned to approx. 50 μm at first and then twin-jet electropolished in a mixture of 9% perchloric acid and 91% absolute ethyl alcohol at –25°C using voltage of 31 V to gain thin regions by perforation. These thin foils were examined on a FEI Tecnai G2 F20 transmission electron microscope.
Mechanical properties in RD were tested using CMT-5105 electron universal testing machine controlled by computer. Standard round tensile samples with diameter of 10 mm, original gauge length of 50 mm and parallel length of 70 mm were tested at ambient temperature at a cross beam speed of 5 mm/min. The yield strength, tensile strength and elongation were all determined. CVN impact samples were machined based on standard samples with the size of 10 mm×10 mm×55 mm and roughness concentration of approx. 1.6, and their axis and V-notch is parallel to RD and ND, respectively. These CVN impact samples were tested using JBW-500 impact testing machine at temperatures of 25, 0, –20, –40, –60 and –80°C.
3. Results and Discussions
3.1. Effects of Thermomechanical Control Process Parameters on Austenite Grain Size
3.1.1. Effect of Strain on Austenite Grain Size
The effect of strain on austenite grain size is given in Fig. 2. As can be seen in this figure, the austenite grain size is reduced as the strain ranging from 0.0 to 0.5 is increased for four different deformation temperature of 1150, 1100, 1050 and 1000°C. However, at higher deformation temperatures of 1150 and 1100°C, the austenite grain size for strain of 0.8 is higher than that for strain of 0.5. At lower deformation temperature of 1000°C, although the austenite grain size can be further refined by increasing strain to 0.8, the refinement effect becomes weak. So the strain of 0.5 should be adopted, moreover, the strain of 0.5 for each pass can be easily realized during hot rolling.
3.1.2. Effect of Strain Rate on Austenite Grain Size
The austenite grain size for different strain rates at two different deformation temperatures are given in Fig. 3. At higher deformation temperature of 1150°C, the austenite grain size is sharply reduced at first and then slightly reduced with the increase of strain rate. While at lower deformation temperature of 1000°C, the austenite grain size can not be significantly affected by strain rates studied. In addition, it can be found that the austenite grain size is proportional to
ε
˙
-p
(
ε
˙
is strain rate and p is strain rate exponent). The equations of dγ=42.3
ε
˙
–0.127 and dγ=30.7
ε
˙
–0.030 (dγ is austenite grain size) for higher deformation temperature of 1150°C and lower deformation temperature of 1000°C were established, respectively. Furthermore, it is noted that p equals 0.127 and 0.030 for 1150°C and 1000°C, respectively, indicating that the effect of strain rate on austenite grain refinement was vigorous at higher deformation temperatures. Moreover, the black lines in Fig. 3 were plotted based on above power raw equations, showing the calculated dγ values are in better agreement with measured ones.

Figure 4 shows the effect of cooling rate on austenite grain size. It can be seen that the austenite grain size is sharply reduced at first and then nearly remains unchanged as the cooling rate ranging from 0.5°C/s to 10°C/s is increased. Furthermore, the austenite grain size is also proportional to v–q (v is cooling rate and q is cooling rate exponent) within the cooling rate studied and the black solid lines in Fig. 4 were also plotted based on the power raw equations. However, if the tested steel was immediately cooled using ultra fast cooling after compression deformation, the austenite grain size can be significantly refined for higher deformation temperature of 1150°C, but for lower deformation temperature of 1000°C, the recrystallization of austenite can not occur and the deformed austenite can be observed, indicating that using ultra fast cooling can effectively suppress recrystallized austenite grain growth and fine austenite microstructure can be obtained. And the above deduced power raw equations can not be applied for ultra fast cooling.

The austenite microstructure of tested steel processed by recrystallization controlled rolling and ultra fast cooling is shown in Fig. 5. It can be seen that austenite grains show equiaxed shape, indicating that the recrystallization of austenite has sufficiently occurred. In addition, the austenite grain size was measured as approx. 16.5 μm using linear intercept method, showing the austenite grain size can be markedly refined by recrystallization repeated and suppressing recrystallized austenite grain growth using ultra fast cooling.

The results of OM and SEM observation are presented in Fig. 6, showing microstructure consisting of granular bainite (GB), upper bainite (UB) and lath bainite (LB) distinguished based on bainite features.21,22) The granular bainite (denoted by white arrow in Fig. 6(a)) consists of lath ferrite with low misorientations, containing equiaxed M/A constituents, but these lath boundaries can not be observed in OM pictures. The upper bainite also consists of lath ferrite with low misorientations with banding-form M/A constituents distributed at lath boundaries, as shown in Fig. 7(b). The lath bainite consists of packets of parallel lath ferrite, as shown in Fig. 7(a). Furthermore, it can be seen that M/A constituents are very fine due to using ultra fast cooling after hot rolling, and this result is consistent with previous report.19)

On the one hand, the total driving force ΔGγ→α= ΔGchem+ΔGdef23) can be significantly lowered due to the recrystallization of austenite which leads to the decrease of dislocation density. On the other hand, the ferrite may be only nucleate at prior austenite grain boundaries, resulting in a lower nucleation rate. So the formation of ferrite can be obviously suppressed, indicating that recrystallized austenite has a higher hardenability, so bainite microstructure was gained after recrystallization controlled rolling and ultra fast cooling.
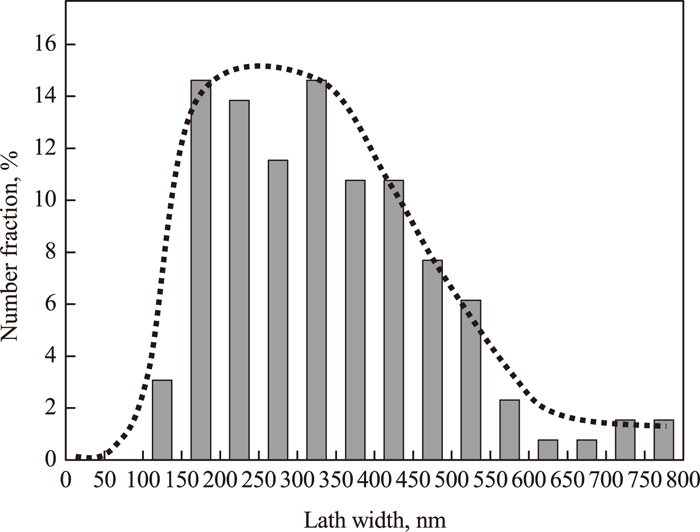
The thin foil machined from tested steel processed by recrystallization controlled rolling and ultra fast cooling was observed using TEM, as shown in Fig. 7. Figure 7(a) shows that lath bainite with lamellar M/A constituents distributed at lath boundaries can be observed. Figure 7(b) shows that upper bainite can be also observed. In addition, the lath width was measured from about 30 TEM images, and measured results are shown in Fig. 8. As can be seen in this figure, the lath width mainly ranges from 150 nm to 450 nm, and the average lath width is about 342 nm. However, in our previous study,19) after two-stage controlled rolling, the lath width of the steel with higher Ni, Cu and Mo content for ultra fast cooling or air cooling during bainite transformation is about 300 nm and 400 nm, respectively. In this study, although the steel contains lower Ni, Cu and Mo and hot rolled at higher temperature, the average lath width is only 342 nm, indicating that fine lath bainite can be also obtained after transformation from recrystallized austenite using ultra fast cooling.
An image quality (IQ) map and inverse pole figure (IPF) from metallographical sample were obtained using EBSD analysis, as shown in Fig. 9. It can be seen that prior austenite grain boundaries can be clearly observed. And the austenite grains are divided into several parts by bainite blocks. In addition, Fig. 10 shows that the misorientations between bainite blocks reach approx. 60 deg, indicating that recrystallized austenite grains are further refined. The bainite transformation temperature can be obviously lowered due to higher hardenability of recrystallized austenite and higher cooling rate, resulting in a higher driving force. So although the recrystallized austenite has a relatively lower dislocaiton density, the higher nucleation rate can be obtained, resulting in the formation of fine bainite microstructure.
3.3. Mechanical Properties of Tested Steel Processed by Recrystallization Controlled Rolling and Ultra Fast Cooling
Mechanical properties consisting of yield strength (YS), tensile strength (TS), percentage elongation after fracture (A) and yield ratio (YR) are given in Table 3, and the value, as shown in Table 3, is the average value of three parallel specimens. It can be seen that high strength hot rolled plate with a higher strength of 811 MPa was produced using recrystallization controlled rolling and ultra fast cooling.
Table 3. Mechanical properties of tested steel processed by recrystallization controlled rolling and ultra fast cooling.
| Process | YS, MPa | TS, MPa | A, % | YR |
|---|
| RCR+UFC | 811 | 982 | 14.6 | 0.83 |
The ductile-brittle transition temperature (DBTT) curve of the tested steel is depicted in Fig. 11. The DBTT can be determined using a method that the DBTT is the temperature at an energy level midway between the upper and lower plateau of DBTT curve.24) The DBTT of tested steel is approx. –49°C. In our previous study,19) the steel with higher Ni, Cu and Mo content was processed by two-stage controlled rolling and ultra fast cooling, and the CVN impact energy is only 170J at the temperature of –40°C. However, Fig. 11 shows that the CVN impact energy also reaches about 170J at the temperature of –40°C, also showing a better low-temperature toughness.

Despite a low-temperature controlled rolling is not used, low-temperature toughness is not deteriorated. On the one hand, the austenite grain size is sufficiently refined by optimum recrystallized controlled rolling designed based on thermosimulation results, and recrystallized austenite grain growth can be effectively suppressed using ultra fast cooling after hot rolling, resulting in fine austenite grains. On the other hand, fine austenite grains are divided by bainite blocks with higher misorientation between each other, resulting in that the microstructure is further refined. So the better low-temperature toughness can be obtained.
In order to investigate cracks propagation, cracks underneath the fracture surface of the CVN impact sample were observed, as shown in Fig. 12. Figure 12(a) shows that cracks propagation is not along prior austenite grain boundaries, and they usually turn to another direction when they pass through prior austenite grain boundaries (denoted by letters A, B and C in Fig. 12(a)), indicating that refining austenite grains can increase cracks propagation energy. In addition, Fig. 12(b) shows that cracks also turn to another direction when they collide with another bainite packet, and larger plastic defoemation takes place at turning sites, indicating that the bainite packet boundaries can also increase cracks propagation energy. Furthermore, the high angle bainite block boundaries also arrest cracks propagation, showing a tortuous cracks propagation path when they pass through one bainite packet.
4. Conclusions
On the basis of hot rolling practice, effects of temperature, strain, strain rate, and cooling rate on austenite grain size were investigated using thermomechanical simulator at first. The tested steel was also hot rolled using optimum recrystallized controlled rolling process designed based on thermosimulation results. After hot rolling, the tested steel was cooled to 400°C using ultra fast cooling at first and then cooled to ambient temperature in air. And a low-carbon bainite steel with high strength and toughness processed by recrystallization controlled rolling and ultra fast cooling. The following conclusions have been drawn in this study.
(1) The austenite grain size can be greatly refined by increasing the strain from 0.2 to 0.5. When the strain is increased up to 0.8, the austenite grain size can not be continuously refined for higher deformation temperatures of 1150, 1100 and 1050°C, but it can be further refined for lower deformation temperature of 1000°C.
(2) The austenite grain size is sharply reduced at first and then slightly reduced with the increase of strain rate or cooling rate, showing that the austenite grain size is proportional to
ε
˙
-p
(
ε
˙
is strain rate and p is strain rate exponent) and v–q (v is cooling rate and q is cooling rate exponent). Moreover, using ultra fast cooling after hot rolling can greatly refine austenite grains.
(3) The bainite microstructure with lath width of 342 nm and fine M/A constituents can be gained using recrystallization controlled rolling and ultra fast cooling, and its yield strength, ultimate tensile strength, elongation, yield ratio and DBTT is 811 MPa, 982 MPa, 14.6%, 0.83 and –49°C, respectively.
(4) On the basis of thermosimulation results, the optimum recrystallization controlled rolling process is designed and fine recrystallized austenite grains with equivalent diameter of 16.5 μm is obtained after ultra fast cooling. In addition, recrystallized austenite grains are divided by bainite blocks with higher misorientation between each other, resulting in that the microstructure is further refined. Moreover, Prior austenite grain boundaries and bainite packet and block boundaries with higher misorientation can effectively arrest cracks propagation, resulting in a better low-temperature toughness.
Acknowledgments
This work is supported by Project funded by China Postdoctoral Science Foundation (2014M560217) and Fundamental Research Funds for Central Universities (N110607003 and N120807001).
References
- 1) B. Dutta and E. J. Palmiere: Metall. Mater. Trans. A, 34 (2003), 1237.
- 2) L. J. Cuddy: Metall. Trans. A, 15 (1984), 87.
- 3) L. J. Cuddy: Metall. Trans. A, 12 (1981), 1313.
- 4) C. Roucoules, S. Yue and J. J. Jonas: Metall. Mater. Trans. A, 26 (1995), 181.
- 5) A. I. Fernández, P. Uranga, B. López and J. M. Rodriguez-Ibabe: Mater. Sci. Eng. A, 361 (2003), 367.
- 6) H. Beladi, P. Cizek and P. D. Hodgson: Acta Mater., 59 (2011), 1482.
- 7) H. Beladi, P. Cizek and P. D. Hodgson: Scr. Mater., 62 (2010), 191.
- 8) T. M. Maccagno, J. J. Jonas and P. D. Hodgson: ISIJ Int., 36 (1996), 720.
- 9) A. Najafizadeh and J. J. Jonas: ISIJ Int., 46 (2006), 1679.
- 10) Y. C. Lin and M. S. Chen: Mater. Sci. Eng. A, 501 (2009), 229.
- 11) F. H. Samuel, S. Yue, J. J. Jonas and K. R. Barnes: ISIJ Int., 30 (1990), 216.
- 12) S. H. Cho, K. B. Kang and J. J. Jonas: ISIJ Int., 41 (2001), 63.
- 13) S. Zajac, T. Siwecki, B. Hutchinson and M. Attlegård: Metall. Trans. A, 22 (1991), 2681.
- 14) S. J. Lee and Y. K. Lee: Mater. Des., 29 (2008), 1840.
- 15) M. Enomoto, C. L. White and H. I. Aaronson: Metall. Trans. A, 19 (1988), 1807.
- 16) J. K. Chen, R. A. Vandermeer and W. T. Reynolds: Metall. Mater. Trans. A, 25 (1994), 1367.
- 17) H. Ohtsuka, G. Ghosh and K. Nagai: ISIJ Int., 37 (1997), 296.
- 18) M. Arribas, B. López and J. M. Rodriguez-Ibabe: Mater. Sci. Eng. A, 485 (2008), 383.
- 19) J. Chen, S. Tang, Z. Y. Liu and G. D. Wang: Mater. Sci. Eng. A, 559 (2013), 241.
- 20) T. M. Maccagno, J. J. Jonas, S. Yue, B. J. Mccrady, R. Slobodian and D. Deeks: ISIJ Int., 34 (1994), 917.
- 21) D. S. Liu, Q. L. Li and T. Emi: Metall. Mater. Trans. A, 42 (2011), 1349.
- 22) P. Cizek, B. P. Wynne, C. H. J. Davies, B. C. Muddle and P. D. Hodgson: Metall. Mater. Trans. A, 33 (2002), 1331.
- 23) D. N. Hanlon, J. Sietsma and S. V. D. Zwaag: ISIJ Int., 41 (2001), 1028.
- 24) R. L. Klueh and D. J. Alexander: J. Nucl. Mater., 265 (1999), 262.




