3. Results and Discussion
3.1. Reaction Mechanism of Carbon Composite Pellets
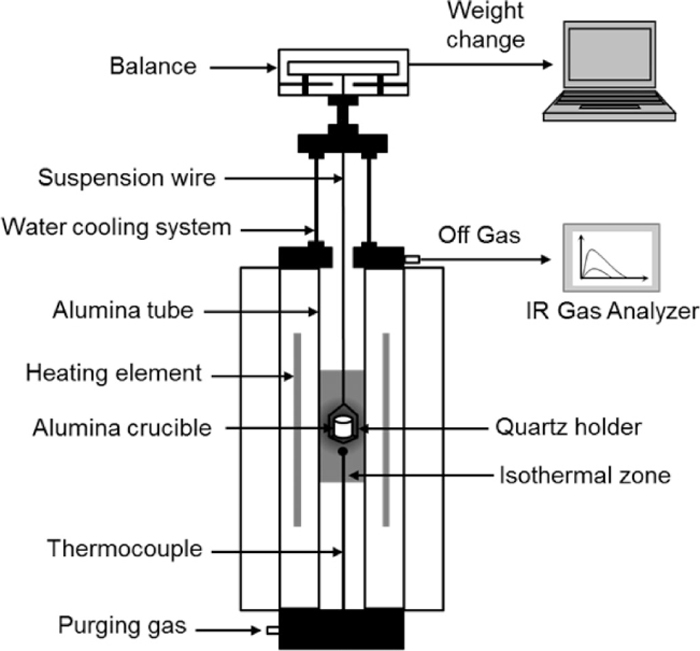
The reduction of carbon composite pellet takes place through the reaction between hematite and graphite in solid state at 1273 K (1000°C) and 1373 K (1100°C). The experiments were carried using a thermogravimetric analyzer (TGA) by monitoring the weight change of pellet samples during reduction reaction at high temperatures. Moreover, progress of the reaction was investigated through continuous gas analysis with infrared gas analyzer. The reaction mechanism of so-called direct reduction between iron oxide and solid carbon has been studied by numerous investigators.19,20,21,22)
The actual reaction is generally believed to occur through gas intermediates of CO and CO
2 and should be written
|
Fe
O
n
+nCO ⇌ Fe+nC
O
2
| (2) |
It is well established idea that the Boudouard reaction is significantly slower than the reduction of iron oxide below 1473 K (1200°C),23,24) so the overall reaction rate is controlled by Eq. (3). Boudouard reaction was confirmed to be influenced by different type of carbonaceous materials (coal char, coke and graphite) due to their various surface area as well as hydrocarbon contents.24) According to the study, temperature and catalyst additions (Ca2+) were also major factors affecting activation energy for Boudouard reaction.24) In the current experimental setup, reaction mechanism of hematite reduction by solid carbon can be established as a function of time from in-situ measurement of weight changes of pellet and continuous gas analysis data. The chemical reactions occurring during the reduction of carbon composite pellets are
i) Solid – solid interaction
|
3F
e
2
O
3
(
s
)
+3C (
s
)
=2F
e
3
O
4
(
s
)
+3CO (
g
)
| (4) |
ii) Gaseous reduction of hematite
|
3F
e
2
O
3
(
s
)
+3CO (
g
)
=2F
e
3
O
4
(
s
)
+3C
O
2
(
g
)
| (5) |
iii) CO regeneration
|
C (
s
)
+C
O
2
(
g
)
=2CO (
g
)
| (6) |
iv) Gaseous reduction of magnetite
|
F
e
3
O
4
(
s
)
+CO (
g
)
=3FeO (
s
)
+C
O
2
(
g
)
| (7) |
v) Gaseous reduction of wűstite
|
FeO (
s
)
+CO (
g
)
=Fe (
s
)
+C
O
2
(
g
)
| (8) |
The reactions are occurring in the following order. First, solid carbon particles in composite pellet react with solid hematite as shown in Eq. (4). Although the solid – solid interaction contribute only a small part to the total reduction process, overall reaction cycle is initiated by this reaction. When CO is produced from the Eq. (4), the gas immediately reacts with solid hematite as shown in Eq. (5). This solid – gas reaction generates CO2 gas that is used for a source of carbon solution loss reaction in Eq. (6). The carbon solution loss equation which is typically called as Boudouard reaction plays an important role on the reduction process acting as a driving force of chemical reaction. The Boudouard reaction occurs simultaneously with iron oxide reduction in overall reaction stages. CO gas generated from Eq. (6) subsequently reduces magnetite and wűstite as indicated in Eqs. (7) and (8). Interestingly, magnetite (Fe3O4) exist as an intermediate form of iron oxide between hematite (Fe2O3) and wüstite (FeO) when the pellet was reduced both at 1273 K (1000°C) and 1373 K (1100°C), while it was not observed at 1473 K (1200°C) due to the relatively fast reaction rate.18) The aforementioned reaction mechanism of carbon composite pellet is explained in detail by the combination of gas analysis and reacted fraction data in sections 3.3 and 3.4.
3.2. Temperature Dependence and Activation Energy
In Fig. 2, the reduced fraction (X) of carbon composite pellets (CF2 samples) are shown as a function of time calculated from the following equation
where
W is an initial weight of pellet, Δ
W is the total weight loss of pellet and Δ
WC is amount of carbon loss calculated from CO and CO
2 in off gases measured by an infrared gas analysis. Reduction behaviors of carbon composite pellets at 1273 K (1000°C) and 1373 K (1100°C) are plotted with the comparison of previous research data.
18,24) While it takes less than 600 seconds for complete reduction at 1200°C (1473 K), samples require more time for complete reduction at lower temperatures. At 1100°C (1373 K), pellet with CF2 composition attained complete reduction after 900 seconds indicating slower reaction rate compare to 1200°C (1473 K). Meanwhile, reduction rate of carbon composite pellet seems to be much slower at 1000°C (1273 K). The reduction reaction of CF2 sample continues even after 1 hour as shown in
Fig. 2. Temperature is a factor that influences the rate of reaction significantly. The dependence of reaction rate on temperature can be described by activation energy
Ea defined by the Arrhenius equation. The activation energy represents the chemical energy required for both Boudouard reaction and gaseous reduction of FeO, and therefore provides an understanding of underlying mechanisms.

K is a rate constant derived from the plot of –ln(1 – X) as a function of time at FeO → Fe reaction stages. From Fig. 4, FeO → Fe stage shows the slowest reaction which means a rate controlling step. When plotting with –ln(1 – X) at this stage, the graph showed good linearity with time. The values were calculated at 1273 K (1000°C), 1373 K (1100°C) and 1473 K (1200°C) respectively. A plot of ln(K) against 1/T, shown in Fig. 3, indicates a good linear relationship and yields activation energy of 243 kJ/mol for CF2 sample. According to Moon and Sahajwalla,24) the activation energies for different carbonaceous materials containing briquettes with lime additions were between 106 kJ/mol and 221 kJ/mol. Graphite displays the highest activation energy due to the lowest surface area, while the char with the highest surface area shows the lowest activation energy.24) The presence of the Boudouard reaction catalyst (Ca2+) in the briquettes had lowered the activation energy for all carbonaceous materials. Therefore, the activation energy (243 kJ/mol) obtained from present study is consistent with the previous study carried out at temperatures between 1273 K (1000°C) and 1473 K (1200°C).24)

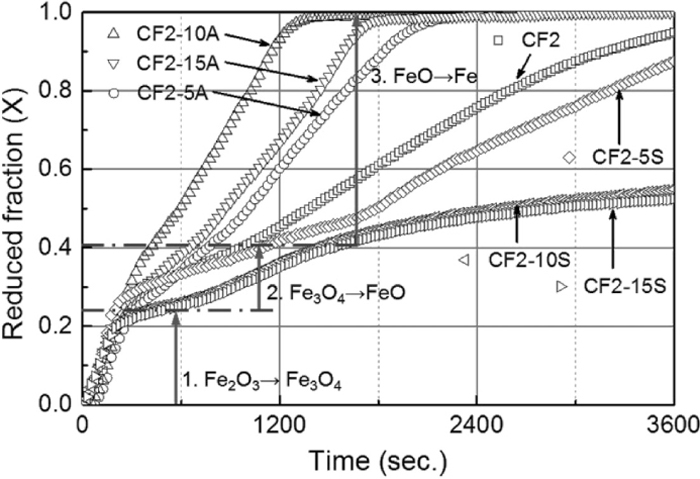
The reduced fraction of carbon composite pellets during reaction at 1373 K (1100°C) is shown in Fig. 4. The overall reaction can be divided into three stages depending on the slope changes of the graphs. First, there is a Stage 1 where Fe2O3 → Fe3O4 reduction occurs. Hematite particles are reacting with solid carbon or CO gas at this stage as shown in Eqs. (4) and (5), then they are rapidly transforming into magnetite. The graph of CF2 sample shows the steepest slope at this stage indicating the fastest reaction rate of hematite / magnetite reduction. Secondly, Fe3O4 → FeO reduction stage is observed between 150 and 300 seconds of reaction time that is equal to Eq. (7). Magnetite exists as an intermediate phase at Stage 2 that contributes to the slightly decreased reduction rate. The result is consistent with a well-known understanding that magnetite is harder to be reduced than hematite due to the higher standard Gibbs free energy as shown in the following equations.25)
|
1
2
F
e
2
O
3
(
s
)
=
1
3
F
e
3
O
4
(
s
)
+
1
12
O
2
(
g
)
Δ
G
1 373K
o
= 2.324 kcal
| (11) |
|
1
3
F
e
3
O
4
(
s
)
=FeO(
s
)
+
1
6
O
2
(
g
)
Δ
G
1 373K
o
= 11.189 kcal
| (12) |
Finally, there is a Stage 3 where the reduction of FeO into Fe takes place as seen in Eq. (8). For CF2 sample, wűstite / iron reduction has the slowest reaction rate at this stage as wűstite requires the highest energy for reduction as below.25)
|
FeO(
s
)
=Fe(
s
)
+
1
2
O
2
(
g
)
,
Δ
G
1 373K
o
=41.864 kcal
| (13) |
A part from the overall slope changes during reaction process, reduction behavior of pellets at each stage are significantly influenced by added amount of alumina and silica. Samples including alumina (CF2-5A, CF2-10A and CF2-15A) have much faster reaction rate during Stages 2 and 3. The time required for complete reaction varies depending on the alumina content in carbon composite pellets. While CF2 sample takes more than 900 seconds to attain its maximum reduced fraction, samples with alumina require less time. CF2-5A with 5 wt% of alumina takes 600 seconds for complete reaction while CF2-10A with 10 wt% of alumina needs 525 seconds to reach its final state of reaction. Moreover, sample CF2-15A with the highest amount of alumina takes only 450 seconds for complete reduction that is exactly a half of CF2 sample’s case. The faster reaction rate coming from alumina addition can be understood by cation substitution effect between FeOn and Al2O3. In FeOn–Al2O3 binary system,26) FeO·Al2O3 phase has a high melting point at 2093 K (1820°C), while the eutectic between FeOn and FeO·Al2O3 located at 1583 K (1310°C) and no mutual solubility occurs in the sub-system of Al2O3–FeO·Al2O3. According to Roiter,27) Al3+ ion can substitute Fe3+ ion in magnetite from Fe3O4+x through FeAl2O4+x, and spinel phase derived from magnetite with Al3+ substitution can exist with considerable oxygen excess. Therefore, alumina contents in CF2-5A, CF2-10A and CF2-15A samples facilitated magnetite / wűstite reduction by forcing more oxygen to be removed.
In contrast, silica contents from 5 to 15 wt% contributed to the gradual decrease of reaction rate when the carbon composite pellet was reduced at 1373 K (1100°C). In Fig. 4, CF2-5S, CF2-10S and CF2-15S samples are showing slower reaction rate at Stage 2 and 3 when compared to CF2 sample. The slope at Stage 2 is slightly decreases and the reaction becomes more sluggish at Stage 3. At this stage, wűstite / iron reduction should take place, but the reaction seems to be substantially inhibited by silica which is known to have high solubility in FeO–SiO2 melt.28) In FeO–SiO2 binary system, eutectic area at around the fayalite (2FeO·SiO2) compound has low melting temperature at 1451 K (1178°C).29) Although all reactions occur in solid state at 1373 K (1100°C), reduced Fe ion would exist as Fe2+ cation as an intermediate state. Since SiO2 is highly electro-negative to Fe2+ cation considering its acidic characteristics,30) it might have formed a structure that has a higher binding energy. As a result, reactions in CF2-5S, CF2-10S and CF2-15S samples show decreased reaction rate during wűstite / iron reduction stage.
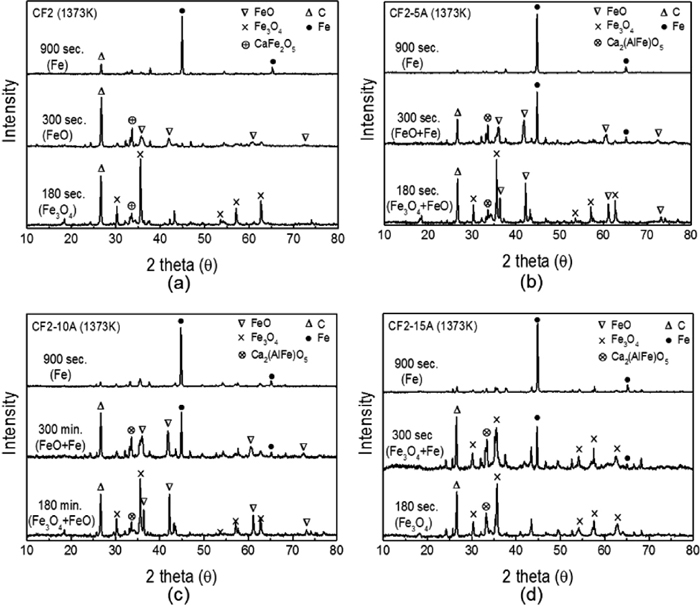
X-ray diffraction analysis is useful for the confirmation of the reduction mechanism of carbon composite pellet that was investigated by thermogravimetric analyzer. During the reduction process, phase transformation of iron oxide is expected to occur from hematite to reduced iron as described earlier. Each sample was collected after 180 second, 300 second and 900 second of reaction at 1373 K (1100°C) and ground into powder (≤100 μm) for XRD measurement. Powder samples were immediately analyzed to prevent oxidation by air. In Fig. 5, the major peaks for carbon, iron, wűstite and magnetite are changing as the reduction proceeds. The results were consistent with the kinetic data from TGA results by showing phase change is in accordance with the reaction stages. CF2 sample is composed of Fe3O4 and solid carbon at 180 second as seen in Fig. 5(a) which is equivalent to reaction Stage 2 in Fig. 4. After 300 seconds, Fe3O4 transforms to FeO with residual solid carbon as the sample proceeds to Stage 3. Reduced iron is observed after 900 seconds when the sample attains the maximum reduction degree. On the other hand, samples with alumina (CF2-5A, CF2-10A and CF2-15A) show faster phase changes. As seen in Figs. 5(b) and 5(c), reduced iron peaks begin to emerge only after 300 second demonstrating much faster reaction rate of alumina samples. Intermediate compound (Ca2(AlFe)O5) were observed as more alumina was added in the system, which supported cation substitution effect. In the case of sample CF2-15A from Fig. 5(d), even though the magnetite is remaining, reduced iron starts to be observed at 300 second indicating a very fast reduction. The residual carbon in composite pellet after reduction can also be used for the estimation of reduction rate. After 900 second of reaction, carbon peaks for CF2-5A, CF2-10A and CF2-15A samples become negligible compared to carbon peak of CF2 sample. This reveals that the carbon solution loss (Boudouard reaction) is easy to occur in alumina containing samples which supports the faster reaction.
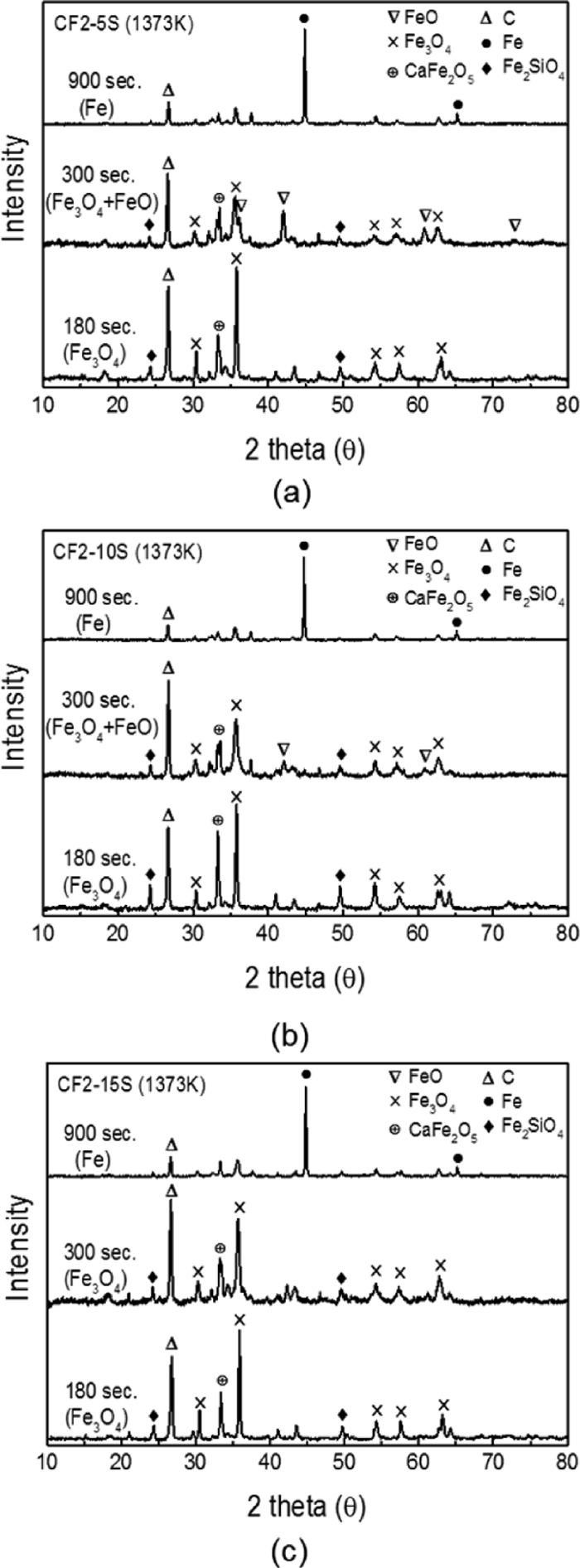
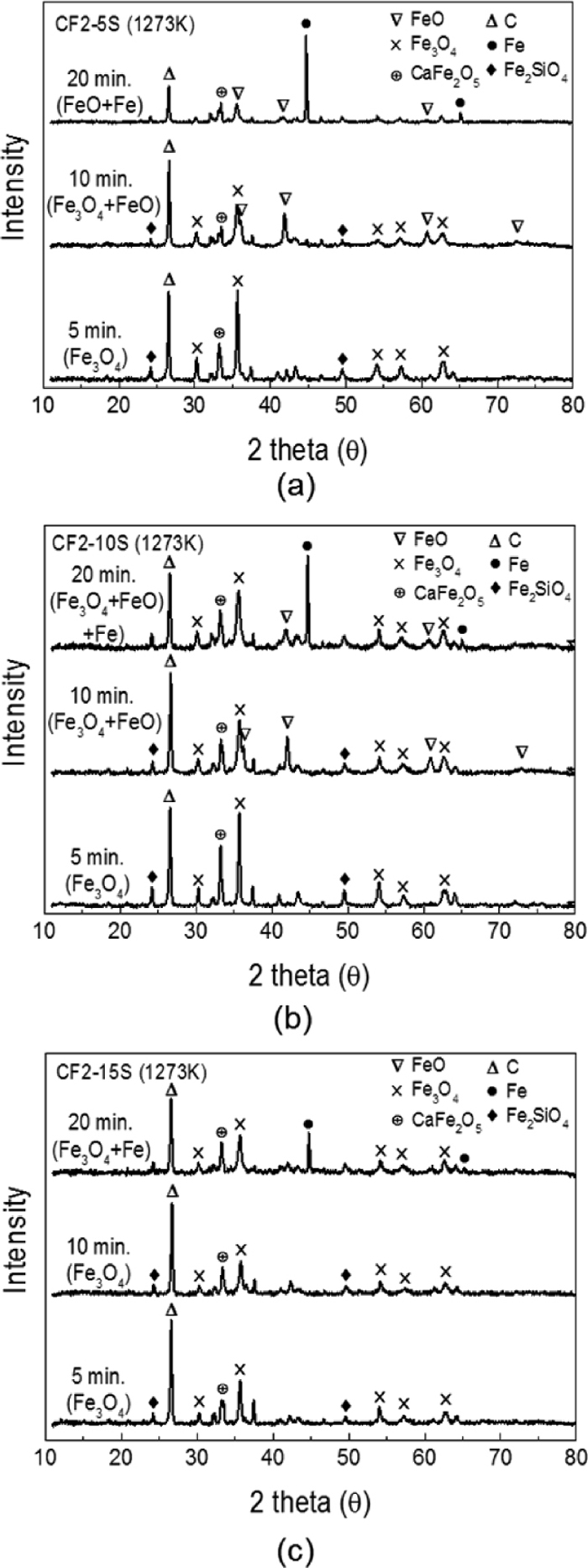
In contrast, samples including silica (CF2-5S, CF2-10S and CF2-15S) were confirmed to have slower phase changes than CF2 sample. In Fig. 6, XRD results are shown as a function of reduction time. Similar phase variation is observed in Figs. 6(a) and 6(b) as CF2-5S and CF2-10S sample have the same peak positions at 180 second, 300 second and 900 second of reaction. Magnetite is still remaining until 300 seconds with partially existing wűstite demonstrating slower reaction rates. Moreover, in CF2-15S sample, magnetite remains as primary phase even after 300 seconds. While CF2 sample and alumina containing samples (CF2-5A, CF2-10A and CF2-15A) already initiated wűstite phase transformation in 300 seconds, samples containing silica took more time for magnetite / wűstite reduction. This is due to the formation of fayalite (Fe2SiO4) phase observed from XRD results in Fig. 6. Wüstite easily forms fayalite compound with silica which requires higher energy for reduction.18) Residual carbon at 900 seconds in Figs. 6(a), 6(b) and 6(c) also indicates that reactions at Stage 3 are slower than other samples due to the limited Boudouard reaction in the presence of silica as explained in earlier papers.16,17,18)
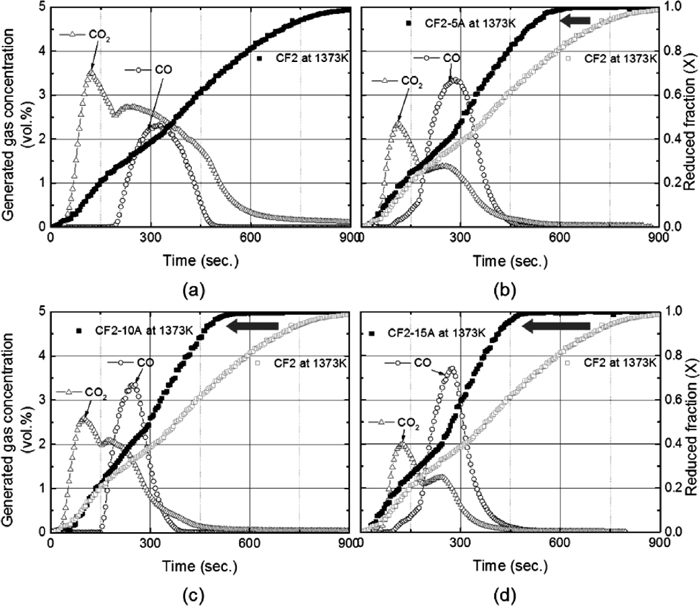
The increased reaction rate from alumina effect and decreased reaction rate from silica addition could be precisely demonstrated by CO and CO2 analysis from off gas. In Fig. 7, CO and CO2 gas concentrations (vol%) resulting from the reduction of carbon composite pellet at 1373 K (1100°C) are shown as a function of time with reduced fraction. The reaction mechanism elucidated in section 3.1 can be clarified with off-gas analysis. CO2 gas concentration surges in Fig. 7(a) after 30 second when the reaction in Eq. (5) takes place. CO gas begins to increase after 200 second which indicates that CO gas from Eq. (4) was fully consumed by reaction in Eq. (5). When CO is generated from the reaction in Eq. (6), gaseous reduction of Fe3O4 in Eq. (7) also increases producing more CO2 gas. Slightly increased CO2 gas after 200 seconds in Fig. 7(a) could be explained by this mechanism. After 300 seconds, gaseous reduction of wűstite by CO occurs as seen in Eq. (8). Maximum amount of CO gas is produced at this stage providing enough reducing gas for wűstitie / iron reduction. The effect of alumina on CO and CO2 gas generation is revealed in Figs. 7(b), 7(c) and 7(d). In CF2-5A sample, CO gas concentration starts to increase only after 100 seconds and it reaches the maximum at 280 seconds. Generated CO gas from CF-5A is much higher than CF2 sample. From 200 seconds, a gap in reduced fraction between CF2 and CF2-5A becomes wide due to the faster reaction rate of CF2-5A sample from the benefit of increased CO gas amount. This phenomenon is more obvious in the case of CF2-10A and CF2-15A sample. When more alumina is added in carbon composite pellet, the maximum CO gas concentration increases and the CO proportion in total gas increases accordingly. It is shown in Figs. 7(c) and 7(d) that reduction reactions are becoming faster from the point where CO gas concentration begin to rise.
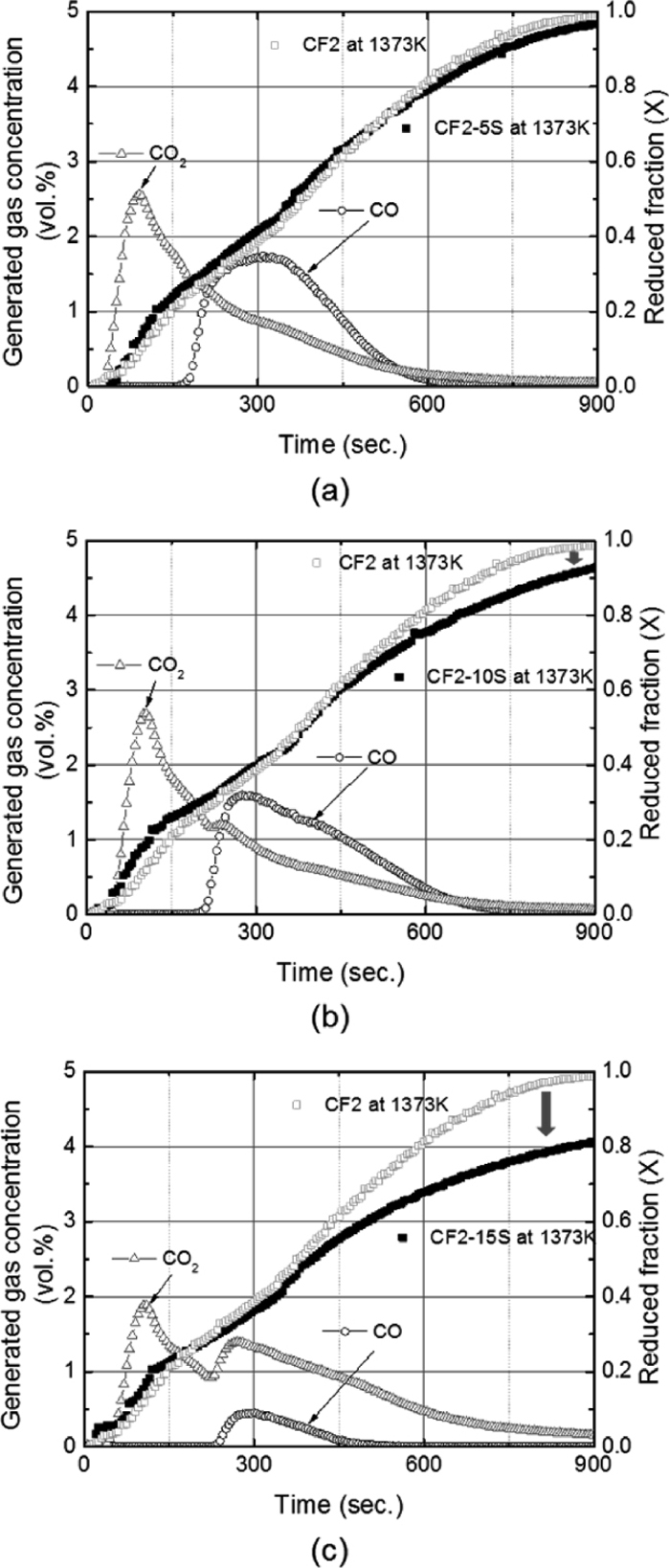
However, analyzed CO and CO2 gas data show opposite results in Boudouard reaction when silica is introduced in the carbon composite pellet system. Figs. 8(a), 8(b) and 8(c) show CO and CO2 gas concentrations (vol%) from off gas measurement and reduced fraction of silica containing pellet samples at 1373 K (1100°C). In CF2-5S and CF2-10S samples, CO gas concentration is observed to be much lower than CF2 sample. Moreover, CO2 gas concentration in these samples gradually decrease, while considerable CO2 amount continues until 600 seconds in CF2 sample as seen from Fig. 7(a). From the reaction mechanism explained in section 3.1, CF2-5S and CF2-10S sample do not seem to produce sufficient amount of CO2 gas from hematite reduction in Eq. (5) that is used for Boudouard reaction in Eq. (6). Thus, reduction reaction of CF2-5S and CF2-10S is limited by the gaseous reduction of hematite and following Boudouard reaction. From Fig. 8(c), Boudouard reaction in CF2-15S sample is more affected by silica by producing lower amounts of CO gas. The reduced amount of CO2 gas from Eq. (5) and decreased CO gas generations from Eq. (6) have resulted decreased reaction rate at 1373 K (1100°C).
In Fig. 9, the reduced fraction of carbon composite pellets during reaction at 1273 K (1000°C) is plotted as a function of time. Like the case of 1373 K (1100°C), the overall reaction is divided into three stages based on the slope changes of the graphs. In Stage 1, hematite / magnetite reduction takes place until 5 minutes that is short period of time considering the overall process. Once hematite transforms to magnetite, reaction rate decreases substantially due to the higher energy needed for reduction as shown in Stage 2. The time period for Stage 2 varies depending on the added amount of alumina and silica. Finally, there is a Stage 3 where wűstite / ion reduction occurs as Eq. (8), which takes the longest reaction time While CF2 sample takes more than 1 hour for complete reduction, samples including alumina (CF2-5A, CF2-10A and CF2-15A) have much faster reaction rate at Stage 2 and 3. CF2-5A with 5 wt% of alumina required 35 minutes for complete reaction, and CF2-10A with 15 wt% of alumina takes only 30 minutes to reach its final state of reaction. Interestingly, effective amount of alumina on reduction reaction is different from the reduction result at 1373 K (1100°C). The higher alumina does not necessarily mean the faster reaction at 1273 K (1000°C). Sample CF2-10A with 10 wt% of alumina takes only 22 minutes for complete reduction that is the minimum among all samples. The fastest reaction rate at 10 wt% of alumina is due to the amphoteric characteristics of alumina.30) A viscosity study on FeOt–Al2O3–SiO2 ternary slag system32) shows that alumina acts as basic as well as acidic oxide depending on the basicity of the melts. In the study, from 5 wt% to 20 wt% of alumina was added and the minimum viscosity was measured at around 10 wt%.32) Likewise, in the present composite pellet system, alumina content up to 10 wt% acts as basic oxide that is considered to be repulsive with Fe2+ ion. However, alumina content above 15 wt% plays an acidic role in carbon composite pellet which demonstrates an attractive force towards Fe2+ ion. Thus, the fastest reaction rate of CF2-10A sample from the amphoteric behavior of alumina can be understood on the basis of this explanation. Whereas, samples with silica show much slower reaction at 1273 K (1000°C). From Fig. 9, the graphs of CF2-5S, CF2-10S and CF2-15S samples have much lowered slopes at Stage 3. This behavior is more evident in CF2-10s and CF2-15S samples since they reach only a half of reduced fraction when compared to other samples. The influence of silica on the reduction of carbon composite pellet is significant at 1273 K (1000°C) as Boudouard reaction is dominant rate controlling step in overall reaction at lower temperatures.
The influence of alumina and silica on reaction rate of carbon composite pellet at 1273 K (1000°C) was confirmed by X-ray diffraction analysis. Reduced pellet samples were collected and analyzed after 5 minute, 10 minute and 20 minute of reaction at 1273 K (1000°C). In Fig. 10, variation of XRD patterns for CF2, CF2-5A, CF2-10A and CF2-15A are shown with the indication of major peaks. Phase changes of iron oxide in CF2 sample were consistent with reduction stages described in Fig. 9. After 5 minutes, the sample consists of Fe3O4 with residual carbon as shown in Fig. 10(a). As the reduction proceeds, Fe3O4 changes to FeO with carbon at 10 minute. Reduced iron was observed after 20 minutes of complete reduction. Meanwhile, alumina enhances the phase changes of iron oxide in carbon composite pellet. From Figs. 10(b) and 10(c), it is shown that magnetite transforms to wűstite in 5 minutes and reduced iron begins to emerge only after 10 minutes. The result demonstrates the increased reaction rate of CF2-5A and CF2-10A at reduction Stage 1 and Stage 2 at 1273 K (1000°C). This is due to the formation of Ca2(AlFe)O5 compound that is easy to be reduced. This mechanism was explained by cation substitution effect in paragraph 3.3. However, CF2-15A shows slower phase change than CF2-10A sample due to the amphoteric behavior of alumina as explained before. After 10 minutes, mixed peaks of magnetite, wűstite and reduced iron were observed in Fig. 10(d) indicating slower reaction rate of CF2-15A sample compared to CF2-10A sample.

In contrast, silica containing samples were confirmed to have slower phase changes than CF2 sample at 1273 K (1000°C). In Fig. 11, XRD results of CF2-5S, CF2-10S and CF2-15S samples are shown as a function of reduction time. After 5 minutes of reduction, magnetite still exists as a primary phase in silica containing samples. Iron oxide phases in CF2-5S sample slowly changes to wűstite in 10 minutes and reduced iron is observed in 20 minutes. The XRD analysis confirms a slightly slower reaction of CF2-5S compared to CF2 as indicated in Fig. 9. Importantly, 10 wt% and 15 wt% of silica included in CF2-10S and CF2-15S have a huge impact on phase changes as seen in Figs. 11(b) and 11(c). Major peak after 10 minutes of reduction is observed to be magnetite and it remains until final stage of a reaction. From the XRD results, reduction stages of magnetite / wűstite and wűstite / iron are confirmed to be significantly influenced by silica effect. Fayalite compound observed in Fig. 11 decreased the overall reaction rate. Gaseous reductions in Eqs. (7) and (8) did not occur sufficiently due to the lack of reducing gas (CO) from the limited Boudouard reaction at this temperature.
Boudouard reaction is becoming much slower at 1273 K (1000°C) accordingly to previous studies.23,24) When solid carbon reacts with solid iron oxide in carbon composite pellet, the overall reaction is largely influenced by the reaction in Eq. (6). Thus, the influence of alumina and silica on the gasification of carbon needs to be investigated in order to identify the reaction controlling step. The effect of mineral phases on coal combustion for the use of pulverized coal injection (PCI) application was comprehensively studied by Gupta et al.31) According to the study, iron oxide is believed to enhance the coal burning rate, but it has retarding effect when associated with silica.31) Off gas analysis in terms of CO and CO2 assisted with kinetic data to clarify reaction mechanism that was mainly controlled by Boudouard reaction. In Figs. 12 and 13, generated CO and CO2 gas concentrations (vol%) from the reduction of carbon composite pellets at 1273 K (1000°C) are shown with reduced fractions. From Fig. 12(a), small amount of CO gas is generating from reaction of CF2 sample which is significantly lower than 1373 K (1100°C). Limited Boudouard reaction in Eq. (6) provided insufficient CO gas for gaseous reduction in Stage 2 and 3 resulting slower reaction rates in CF2 sample. Alumina containing samples, however, had higher amounts of CO gas as shown in Figs. 12(b), 12(c) and 12(d). Cation substitution effect of Al3+ ion enhances gaseous reduction of magnetite in Eq. (7) which consequently increases Boudouard reaction rate in Eq. (6). CF2-10A sample with 10 wt% of alumina has the highest CO gas concentration among all samples contributing to the fastest reaction rate. The generated gas data is consistent with TGA and XRD results from correlation with Boudouard reaction. In contrast, silica contents from 5 to 15 wt% in carbon composite pellet prevent CO gas generation as seen in Fig. 13. While lower amount of CO gas observed in CF2-5S sample contributed to the reaction rate in Fig. 13(a), negligible amount of CO is produced from CF-10S and CF-15S sample as seen in Figs. 13(b) and 13(c). Boudouard reaction in silica containing carbon composite pellet is limited when iron oxide is included in the system. Since silica has strong attraction with hematite, thus gaseous reduction shown in Eq. (5) is difficult to occur. Limited amount of CO2 generation from Eq. (5) provides insufficient source for Eq. (6). As a consequence, Boudouard reaction acts as a rate controlling step for silica containing samples. Decreased reaction rate of silica containing samples at 1273 K (1000°C) is explained by this reaction mechanism.