3. Research Result Based on Phenomenological Theory
As discussed in the beginning of this presentation, the progress of chemical metallurgy was developing slowly due to the difficulty of “quantitative description” for many metallurgical processes. As a result, the empirical relations have been applied that will not be helpful for further investigation. Based on this situation, the phenomenological theory has been introduced to our problems and it is hoped that will be useful for solving our problems quantitatively. In this report, we will introduce five examples—three theoretical topics and two technique examples, to see how to use phenomenological theory to get solution done.
3.1. Calculation of Physicochemical Properties of Melts in Multicomponent Systems
Physicochemical properties of solution for multicomponent systems are very important for many fields, such as, metallurgy, materials science, chemical engineering, medical, agriculture, environment … etc.. Nevertheless, this problem has not been solved yet for a long time. For binary systems there are a number of data, however, for ternary system and up the data are very limited. The experimental methods are very difficult to solve this problem. One has to go to solve this problem based on theoretical calculation due to its huge numbers of systems. There are two kinds of calculation methods “physical model” and “phenomenological model”. The former one has a very clear physical picture and a detailed theoretical deduction steps. Nevertheless, its practical application still has a long way because lack of many structure information and accurate results. In the practice, it still relied on empirical methods, for instance, especially on the method of calculating ternary properties in terms on binary ones. This method began in the early 20th century, Scatchard5,6,7) and his group from MIT had done a lot of researches in this topic for both symmetric systems and asymmetric ones. In 1960, a group of researchers8,9,10) from material sciences developed another model system for calculating properties of ternary system from binaries;11) we called this new model as “geometrical model” due to its relying on a geometrical plot.12) The author has proved that these two model systems actually are equivalent. This fact leads two important conclusions: (i) the geometrical model (or numerical model) has not made any further progresses after this half century; (ii) though the first principle method can give a very clear physical picture and parameter meaning, it is still not able to replace the empirical model in providing practical data. The above two facts lead to one conclusion, that is, “the empirical model cannot be replaced but needs to improve”. How to improve? This way directs to phenomenological model. Based on the above fact and conclusion, we have made our effort in improving geometric model. The direction points to make the theoretical method reasonable. As we pointed out in our series of papers, all current geometrical models are not reasonable due to its incorrect selection of “binary representative point”. Based on our analysis, a reasonable selection for “binary representative point” has been proposed that varies with the system itself.13,14,15) Our new model is described as follows.
The physicochemical properties in a multicomponent system ΔGE can be expressed as a combination of the corresponding properties
Δ
G
ij
E
for all binaries with an assigned probability weight Wij, which can be expressed as the following equation.15)
|
Δ
G
E
=
∑
i,j=1
i≠j
m
W
ij
Δ
G
ij
E
| (1) |
where Δ
GE represents the molar property for a multicomponent system,
Δ
G
ij
E
molar property for “
ij” binary system,
Wij probability weight of “
ij” binary that can be expressed as.
|
W
ij
=
x
i
x
j
X
i(ij)
X
j(ij)
(
i,j=1
to
m
i≠j
)
| (2) |
where
xi,
xj represent the compositions of components in a multicomponent system while the capital
Xi(ij),
Xj(ij) represent the selected binary compositions of components “
i” and “
j” in the “
ij” binary system respectively. The relationship between compositions of components in a multicomponent system and the selected compositions of “
i” and “
j” in the “
ij” binary system can be expressed as
|
X
i(ij)
=
x
i
+
∑
k=1
k≠i,j
m
x
k
ξ
i(ij)
<k>
| (3) |
where
ξ
i(ij)
<k>
is referred as the “similarity coefficient” of component “
k” to component “
i” in the “
ij” binary system. It is defined as
|
ξ
i(ij)
<k>
=
η(ij,ik)
η(ij,ik)+η(ji,jk)
| (4) |
where
η(
ij,
ik) is called “the deviation sum of squares” which is defined as
|
η(ij,ik)=
∫
X
i
=0
X
i
=1
(Δ
G
ij
E
-Δ
G
ik
E
)
2
d
X
i
| (5) |
It may be seen from above definition that, if component “
k” is similar to “
j” thus
η(ij, ik)≈0
and
ξ
i(ij)
<k>
=0
, on the contrary, if component “
k” is similar to “
i”,
η(
ij,
ik) will be greater than zero and
η(
ij,
jk)=0, that will cause
ξ
i(ij)
<k>
=1
. Therefore, the similarity coefficient
ξ
i(ij)
<k>
will range from 0 to 1 and a small value means component “
k” being similar to “
j”, a large value similar to “
i”.
ξ
i(ij)
<k>
is an index to show the extent of component “
k” being similar to “
i” or “
j”.
Figure 1 shows the geometrical expression of selected binary compositions for this new model in a ternary system.
15)
In sum, all foregoing models for calculating properties of multicomponent system based on the corresponding binary properties are incorrectly assumed that the “selected binary representative point” is fixed and independent of the system treated, that will cause the calculated property of a ternary system cannot reduce to a lower binary system even though when two components are identical. Our new model meets this theoretical requirement; therefore, it is a phenomenological model.13,14,15) This kind of model has already been paid attention by many readers due to its theoretical correction16,17,18,19) and used to higher component systems,20) up to now it has been cited over two hundred times. Some authors even did some comparison for different methods and based on which they had confirmed the correction of our new model.20,21,22,23,24,25,26,27,28,29) Besides we have also considered the calculation in a miscibility area.30,31,32,33)
The above phenomenological model deals with various kinds of properties for solution in a whole concentration range. For some metallurgical slags our group has also summarized some regulations for viscosity and conductivity that belong to semi-theoretical and semi-empirical models. They are also very meaningful for practical systems.34,35)
3.2. Calculation of Activity from Phase Diagram
In the previous section we have discussed how to calculate the properties of multicomponent systems based on binary ones. In this section we will further discuss how to get binary data. It is well known that, the phase diagram is a big data source for thermodynamic properties, from which one can find the activity, melting point, heat capacities, enthalpy, Gibbs free energy, partial entropy, … and so forth. It is also well known that, sometimes the activity of component is difficult to measure due to the higher melting temperature or caustic environment in experimental conditions. Therefore, the theoretical calculation of activity is meaningful.
Richardson had proposed a method for calculating activities based on the phase diagram that contains a series of intermediate compounds, and for which the Gibbs free energies of formations are known. Later Chou Yuan-hsi developed a new method based on only one intermediate compound. The above works are all based on the phase diagram with intermediate compounds. It is well known that there are many kinds of phase diagrams. The different phase diagrams should have different calculation methods. Our group has developed all kinds of methods for all possible binary phase diagrams including simple phase diagrams with complete insolubility in solid, phase diagrams with partial dissolubility in liquid or solid phase, … and so forth.
In this section we would like to give an example that shows how to calculate the activity from a phase diagram with an intermediate compound AηBξ (shown in Fig. 2) when the entropy of formation of this intermediate compound
Δ
S
f
0
is known36)
|
dln
γ
1
=-
1
T
0
(η
X
2
-ξ
X
1
)
[
X
2
Δ
S
f
0
R
+ξ(
X
1
ln
X
1
+
X
2
ln
X
2
)
]dT-d(
T
T
0
ln
X
1
)
| (6) |
Where
γ1,
γ2 represent the activity coefficients of components “1” and “2” respectively. A series of formulae for calculating activity for other kinds of phase diagrams have also been given in our previous publications.
36,37,38,39,40,41,42,43,44)
Please note the method introduced here is based on the relations of thermodynamic function that is different from a regression method. In our method all functions have their own physical meanings and their corresponding values are all fixed and won’t be changed with the number of data points.
3.3. Kinetics of Metallurgical Reaction
There are a series of consecutive reactions from ore to metal in a metallurgical process. The reaction rate is concerned since it is directly related to productivity. From point of view of reactant phases, there are totally six kinds of reactions: solid-gas, solid-liquid, solid-solid, liquid-gas, liquid-liquid and gas-gas reactions, in which the most important type of reaction is the gas-solid reaction. It is because, not only the gas-solid reaction plays a very important role in the practical metallurgical processes but also the way of its theoretical treatment can also be referenced by rest kinds of reactions. It is well known that the reactions in blast furnace, converter furnace, flash furnace… all belong to a gas-solid reaction. Besides, the theoretical treatment for gas-solid reaction can also be referenced by gas-liquid, liquid-liquid, solid-liquid reactions in some manner.
Except for the reaction temperature, external pressure, particle size as well as particle shape, the main factor affecting the reaction rate is the reaction mechanism that is also a very complicated factor including many intermediate steps and each step will affect the total rate.45,46,47) Unfortunately, the foregoing treatments had been greatly simplified by so called Jander model,48) parabolic model49)… etc. that cannot meet the requirement of today’s metallurgy industry development.
In the past years, our group has made an effort in the metallurgical kinetic researches based on some theoretical considerations. We had considered the influence of various kinds of factors on the reaction rates: such as external temperature and pressure, the shape and size of particles … etc.. We had discussed these effects of varying temperature and pressure on the reaction rate, for instant46,50,51)
|
ξ=1-
(
1-
(
2K
O
0β
D
O
0
v
m
(
P
O
2
-
P
O
2
eq
)
R
0
2
exp(
-
Δε+ΔH
RT
)
)
t
)
3
| (7) |
where
ξ represents the reacted fraction,
D
O
o
and
K
O
0β
represent a constant independent of temperature, R
0 particle original radius,
P
O
2
oxygen partial pressure, ΔH the enthalpy of oxygen dissolution, Δ
ε the activation energy of oxidation of the particle, R gas constant, v
m a constant related to the system studied.
Figure 3 shows this formula has been used in the AlON powder oxidation.
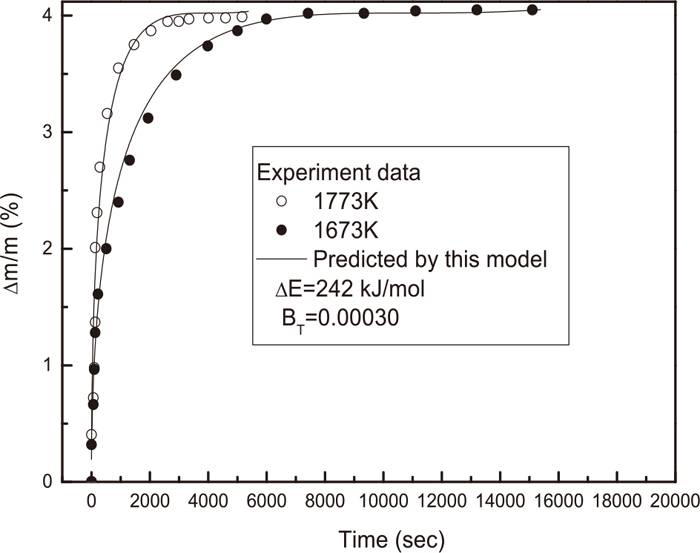
The influence of different particle distribution on reaction rate had also been considered in our lab. Here is the formula52,53)
|
ξ=
∑
i=1
n
ζ⋅f(
R
i
)
=
∑
i=1
i=n
(
1-
(
1-
1
R
e
t
B
R
exp(
-
ΔE
RT
)
)
3
)
⋅f(
R
e
)
| (8) |
|
B
R
=
1
2K
0
D
0
ν
m
(
P
O
2
-
P
O
2
eq
)
| (9) |
where f(R
e) represents the density function of particle size distribution.
From the above Figs. 4 and 5, it is clear to show that, after considering the size distribution factor, the calculated results have obtained a great improvement.52,53)
The effect of oxidation product outside the particle on the oxidation rate has also been considered recently. A theoretical formula has been presented for particle shape of spherical one as follows54)
|
∫
0
ξ
[
[β-(β-1)(1-ξ)]
1
3
-
(1-ξ)
1
3
]
3
(1-ξ)
2
3
dξ=
D
O
M(
C
0
-
C
eq
)
ρ
r
0
2
t
| (10) |
where
β represents Pilling-Bedworth ratio that is equal to the ratio of oxide volume to metal volume, M molecular weight,
ρ the density, the other parameters’ meanings are the same as before.
In addition to the factors mentioned above that have been considered in our group, we have also studied other more situations, such as temperature and pressure as a variable in the kinetic treatment … etc.. Owing to the limitation of the length of paper, it is omitted here. The interested readers might refer to our relevant papers.46,50,51,55)
Our researches have successfully been applied to many practical systems, such as hydrogen storage materials, ceramic system, metal and alloys oxidation as well as reduction of metallurgical ores. They all get good results. Besides, we have also considered the applications in metallurgical processes.56,57,58,59)
3.4. A New Technique: Deoxidation Ball
In the above section, we have introduced how the theoretical method can be applied to the chemical metallurgy and further to establish some new theories. In this section, we are going to discuss how to use the theory to design some new technology directly.
The deoxidation is one of the important steps in the steel-making process. The key issue is that, the deoxidation inclusion is difficult to be removed out of the liquid steel due to the extremely small size. In order to solve this problem, we have proposed couple of electrochemical methods60,61,62) that have been published in some US patents63,64) and Chinese patents.65) At present we like to introduce our interesting patent named “deoxidation ball”66) as shown in Fig. 6, in which the ball shell is made by ZrO2 (or a kind of solid electrolyte). The metal aluminum powder is filled up inside the ball. Finally, the hole is sealed with a kind of cement that must be a kind of electronic conductor. When this kind of deoxidation balls are poured into the liquid steel, the oxygen inside the steel will be removed immediately and without any inclusion formed within liquid steel. This idea was come from our former theoretical analyses of short circuit deoxidation patent. The whole electrochemical reaction can be shown in the following steps:
|
3[ O ](
Fe
)
=3O(
Fe/Zr
O
2
)
| (i) |
|
3O(
Fe/Zr
O
2
)
+6e(
Fe/Zr
O
2
)
=3
O
2-
(
Zr
O
2
)
| (ii) |
|
3
O
2-
(
Zr
O
2
)
=3
O
2-
(
Zr
O
2
/Al
)
| (iii) |
|
2Al(
in ball
)
+ 3
O
2-
(
Zr
O
2
/Al
)
=
A
l
2
O
3
(
in Zr
O
2
ball
)
+6e(
Zr
O
2
/Al
)
| (iv) |
|
6e(
Zr
O
2
/Al
)
=6e(
Fe/Zr
O
2
)
| (v) |
|
+)____________________________________________________________
|
|
2Al(
in ball
)
+3O(
Fe
)
=A
l
2
O
3
(
inside Zr
O
2
ball
)
| (11) |
The theoretical formula for the short circuit process (
Fig. 7) is shown in
Eq. (12)60,61)
|
d
I
O
=
dt
=
I
O
=
M
O
10
6
2FW
+
d
[O]
r
dt
exp{
2F
RT
∑
i≠
O
=
σ
i
(
I
O
=
∑
σ
i
σ
O
=
)
}
M
O
10
6
2αAFW
+
[O]
r
2F∑
σ
i
RT
σ
O
=
∑
i≠
O
=
σ
i
exp{
2F
RT
∑
i≠
O
=
σ
i
(
I
O
=
∑
σ
i
σ
O
=
)
}
| (12) |
where I represents deoxidation current,
σi conductivity, F Faraday constant,
MO oxygen molecular weight. Based on this equation, one might find that, as long as increasing the conductivity of ion oxygen, system circuit, the deoxidation rate should increase.
It is easy to prove that the equivalent circuit of deoxidation ball is the same as the above short circuit processes. Therefore the Eq. (12) can be used for deoxidation ball either. This designed deoxidaton ball greatly simplifies the whole electric circuit system, and then greatly increases the electric conductivity, therefore, they should have a high deoxidation rate and more important is that, it completely prevents the deoxidation inclusion from entering into the liquid steel.
3.5. Measurement of Melting Temperature of Glass Materials
In the metallurgical process, one might use various kinds of slags for extracting and separating metals or alloys, for this purpose the melting temperatures are concerned. It is well known that there are a lot of cases that the slag is in glass states, in which the freedom degree of Gibbs phase rule is not equal to zero, in this case how to measure the melting point (or melting range) is a question. In general, the slag melting point can be measured by using the so-called cooling curve or heating curve technique. However, when the measured system is with a glass state or with a very small melting heat, that will cause the problem by using this kind of technique. The above situation can be explained in terms of the Fig. 8(a), it is a typical heating curve diagram that can be used as an experimental method to decide the melting point of a pure compound, in which, the curve is with a “horizontal segment” that means a process of melting is set in motion. if this heat effect is so small that one cannot find this “turning point”, under this situation a smooth curve with a small change in curve tangent should be expected (Fig. 8(b)). Under this situation one will be difficult to find the “glass softening point”.13)

This problem can be solved in this way, according to our derived formula for heating curve in the melting process of glass, that is
|
dT
dt
=
d
Q
p1
dt
+
3σ
rρ
w
0
ξ
w
0
(
C
p
l
-(
C
p
l
-
C
p
s
)
ξ
)
| (13) |
where T is temperature of the system, t time,
d
Q
p1
dt
the intensity of heat supplied from surrounding plus heat releasing from the system,
C
p
s
,
C
p
l
heat capacity of solid and liquid sample per gram, r the radius of particle,
σ surface tension,
ρ and
w0 density and weight of glass,
ξ a parameter indicating how many percentage of solid particle that has been melted, that is related to the outside heat supplied (
i.e.
d
Q
p1
dt
). From
Eq. (13) it is easy to see that, for big pieces of glass, “r” goes to infinitive, the tangent of heating curve should be simplified to
|
dT
dt
=
d
Q
p1
w
0
(
C
p
l
-(
C
p
l
-
C
p
s
)
ξ
)
dt
| (14) |
and one couldn’t find tangent changing as the system is heated from low temperature to high temperature. However, if one uses a bunch of small balls instead of a big piece of glass, the situation will change at the glass softening point. Under this situation
Eq. (13).
dT
dt
becomes larger and larger as “r” getting to smaller and smaller since
3σ
rρ
w
0
ξ
can’t be neglected at this time. It is also easy to find from
Eq. (13) that, the factors density and surface tension do have their influence on
dT
dt
either. The more the surface tension “
σ” and the less the density weight “
ρ”, the larger the tangent
dT
dt
value will be.
If some glass materials are difficulty to find the softening point due to smaller heat effect, let us grind the solid molten slag or glass materials into small powder, a turning point will appears around the softening point.
From above applications, it can be seen that, our researches have involved in the thermodynamics, solution model, phase diagram calculation, metallurgical kinetics, electro-chemistry as well as surface effect that are almost all contents concerned by physical chemistry. Therefore, it is expected that the applications of the phenomenological theory to physical chemistry of chemical metallurgy should have a very bright future.