Synopsis:
Machined surface and chip formation mechanism in pure iron with a single phase and low C structural steel (S10C) with dual phases is discussed, using the Quick Stop Test (QST). On the machined surfaces, chip surfaces and built-up edges of the QST samples, many elongated dimples are found and the dimples suggested that the fracture occurred on both the rake side and flank side of the tool. These results suggested that the chip, surface and Built-up Edge (BUE) formation of pure iron and S10C are formed by accumulation of many fine ductile fractures. Therefore BUE formation is affected by microstructure, because the ductile fracture property is affected by microstructure of steels.
1. 緒言
切削は切り屑生成・分離とともに表面創成する除去加工である。一般に切削において,被削材が軟質であれば切り屑を生じて工具寿命を長くすることができるとされているが,鉄鋼材料に限らず軟質な材料の切削ではむしれを生じやすく,良好な被削面を得られにくいことは経験的にも知られていた。
切削面の創成は切り屑生成の一環として考えられることが多く1),力学的な検討はなされるものの,表面性状と関連づけた研究は多くない2,3)。その中で星らは鋼切削で切り屑と切削面の創成に構成刃先が関与し,構成刃先の成長と脱落を繰り返しながら切り屑が創成されること,脱落した一部が切削面上と切り屑に残留することを指摘し4),Yaguchiも表面粗さと構成刃先の形状に及ぼす快削元素の影響を検討した5)。これらの研究では構成刃先が表面性状に影響することを示すものの,構成刃先の成長,切り屑の分離および被削材の表面創成との関係についてはほとんど言及していない。
Katayamaらは鋼切削時の構成刃先の成長と切削面性状に鋼のミクロ組織が影響することを報告した6)。しかしその報告は複相組織を有する鋼の切削における切削面・工具逃げ面付近で被削材挙動に限定され,構成刃先の成長メカニズムにはほとんど言及していない。
一方,Usuiらは有限要素法解析により切り屑創成時の被削材の青熱脆性が構成刃先発生に関与することを予測した7)。しかし工具すくい面側の被削材変形挙動を中心に検討しており,構成刃先の成長や切削面表面性状との関係については説明されていない。すなわち切り屑と構成刃先の生成・成長と切削面の創成は互いに影響すると考えられるものの,その関連性に関しては明確にされていなかった。
本研究では切り屑,構成刃先および切削創成面の関連性をより明確にするために軟質鋼としてミクロ組織が単相の純鉄と二相の機械構造用炭素鋼S10Cを切削し,高速工具抜き取り試験3)(Quick Stop Test:以後QSTと記す)を行って切削工具刃先周辺を詳細に観察するとともに,有限要素法による変形挙動のシミュレーションを行い,切り屑,構成刃先および切削面の創成メカニズムを検討した。
2. 実験方法
2・1 供試材
Table 1に対象とした供試材の化学成分と硬さを示す。表面粗さにミクロ組織の影響を受けることが指摘されているため6),本研究では切削において異なる挙動を示すと考えられる2種の低炭素鋼を対象とした。すなわちミクロ組織がフェライト単相になる純鉄と炭素鋼中で比較的含有炭素量が少なく軟質でフェライトパーライト二相であるS10C8)を用いた。純鉄は電解鉄を10 kg真空溶解炉にて溶製後,φ30 mmに鍛造して供した。S10Cは室蘭製鉄所270 t転炉溶製材で,φ50 mm圧延材を供した。
Table 1. Chemical composition and hardness of workpieces.
| C | Si | Mn | P | S | HV |
|---|
| Pure iron | 0.01 | < 0.01 | < 0.01 | < 0.01 | < 0.01 | 80 |
| S10C | 0.10 | 0.2 | 0.7 | 0.02 | 0.02 | 110 |
いずれの材料も切削前に焼準(920°C×1 hr→空冷)し,硬さは純鉄がHV80,S10CがHV110である。
2・2 切削および観察方法
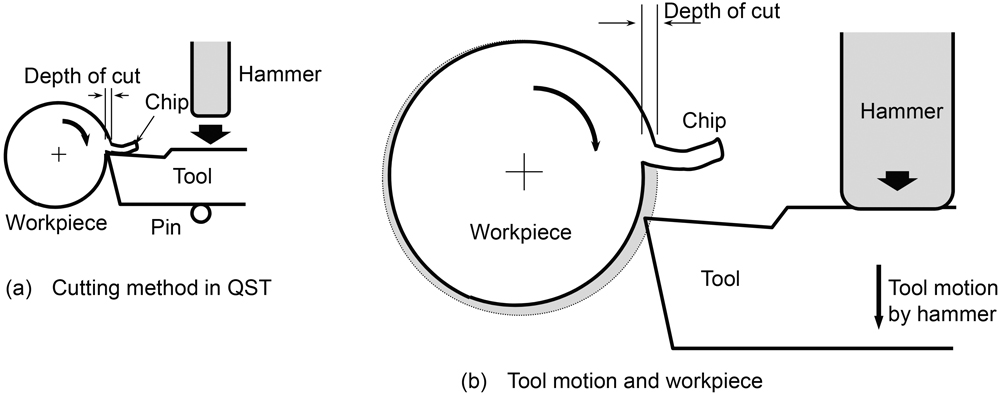
本研究では高速工具抜き取り試験(QST)により軟質鋼切削面の創成メカニズムについて検討した。Fig.1にQSTの概要を示す。Fig.1(a)に示すようにQST装置を用い,プランジ切削中にピンで支えられた工具を切削速度以上に加速されたハンマーでピンを折りながら叩き落すことで切り屑生成途中の状況を残したまま工具を抜き取ることができる。その結果採取されるサンプルは分離途中の切り屑を残したままの被削材と叩き落された工具である。本研究では切り屑分離部を断面研磨して観察するだけでなく,直接切り屑分離部付近を走査型電子顕微鏡で観察した。工具についても断面研磨または直接観察することで切り屑分離部と関連を検討した。
通常の切削で工具を低速で引き抜く場合,切り屑が残らないだけでなく,切削終了段階で工具の送り方向の動きを停止するため,Fig.1(b)の円周に見える濃い網掛け部が切り取られる。したがって観察される切削面は定常切削状態で創成された面ではなく,徐々に切込み量が減少して創成された切削面を観察することになり,切削メカニズムの解明には不適当な観察面である可能性がある。一方,QSTによって採取したサンプルでは切り屑を残留させるとともに,定常切削状態で創成された切削面が残留するため,切削メカニズム解明に適すると考えられる。このQSTにおける切削条件は切削速度80 m/min,送り0.05 mm/rev湿式および切削幅4 mmのプランジ切削で,工具にはすくい角20°逃げ角5°のSKH57高速度鋼工具を用い,軟質鋼の切削では一般的な条件である。
3. 実験結果
3・1 断面観察による構成刃先観察
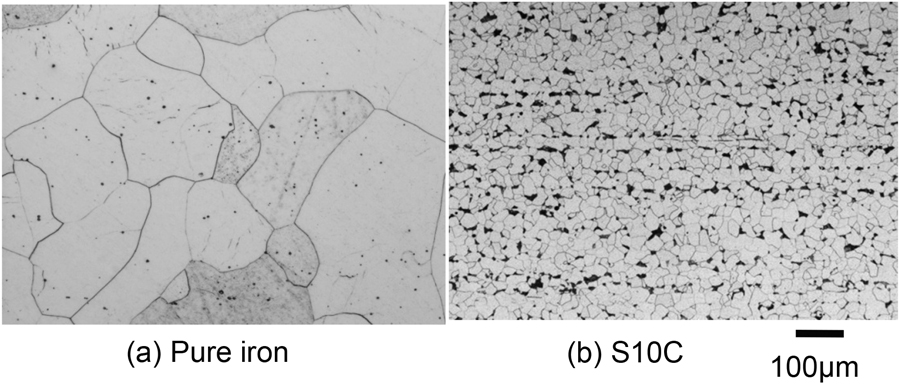
Fig.2にミクロ組織を示す。純鉄はフェライト単相,S10Cはフェライトパーライトの二相組織でフェライト相とバンド状に生成したパーライトが認められる。そのほかに純鉄は酸化物,S10Cは酸化物,硫化物の介在物がわずかに観察される。
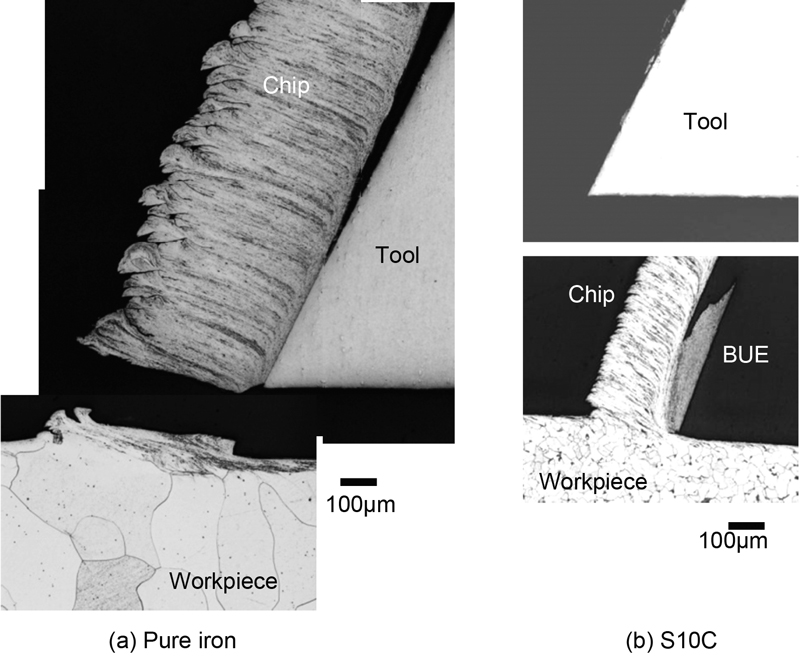
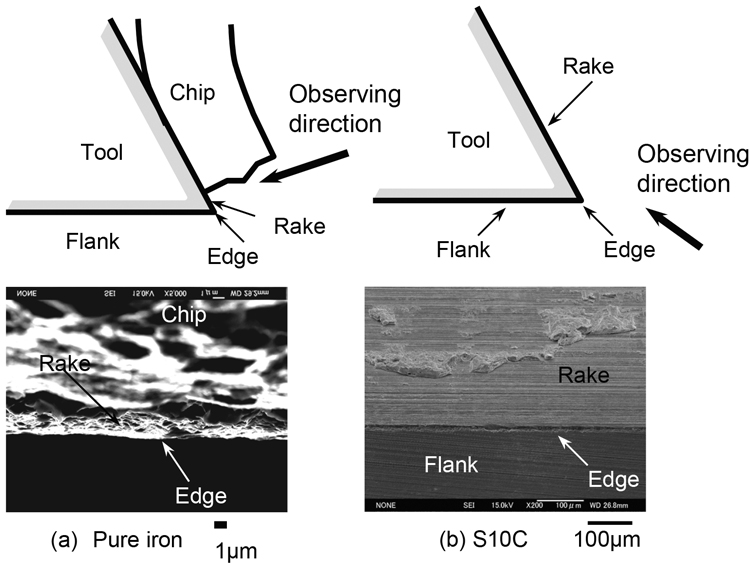
Fig.3に(a)純鉄および(b)S10CのQSTで採取された工具および切り屑付き被削材の断面の観察例を示す。純鉄の被削材断面では切り屑が工具側に凝着して工具とともに取り去られていたが,被削材と切り屑の分離部にはわずかに段差がのこっていた。純鉄では切り屑・工具間の凝着は激しいものの明確な構成刃先が認められなかったが,S10Cでは構成刃先が大きく成長していた。また切り屑厚さは純鉄の方がS10Cより厚く,約2倍であった。純鉄が50 μmの切込み量に対して切り屑と工具の接触長さは300 μm程度と長かった。S10Cについても構成刃先の大きさから工具−構成刃先間の接触長さが300 μm程度であったが,構成刃先−切り屑間の接触長さは200 μm程度であり,切り屑と工具は刃先近傍では直接接触せず,両者の間に構成刃先が存在し,切削メカニズムを考慮する際に構成刃先を考慮した検討が必要と考えられた。
3・2 被削材直接観察
Fig.4に切削幅にわたる切り屑分離部の観察結果を示す。(a)にその観察方向を示し,(b),(c)にそれぞれ純鉄,S10Cの分離部観察結果を示す。純鉄は切り屑が工具に付着して抜き取り時に取り去られたものの,Fig.3で認められた被削材−切り屑の分離部の段差は切削幅の全幅にわたり観察された。S10Cは全幅にわたり構成刃先が付着し,その大きさは幅方向でかなりばらつきがあった。
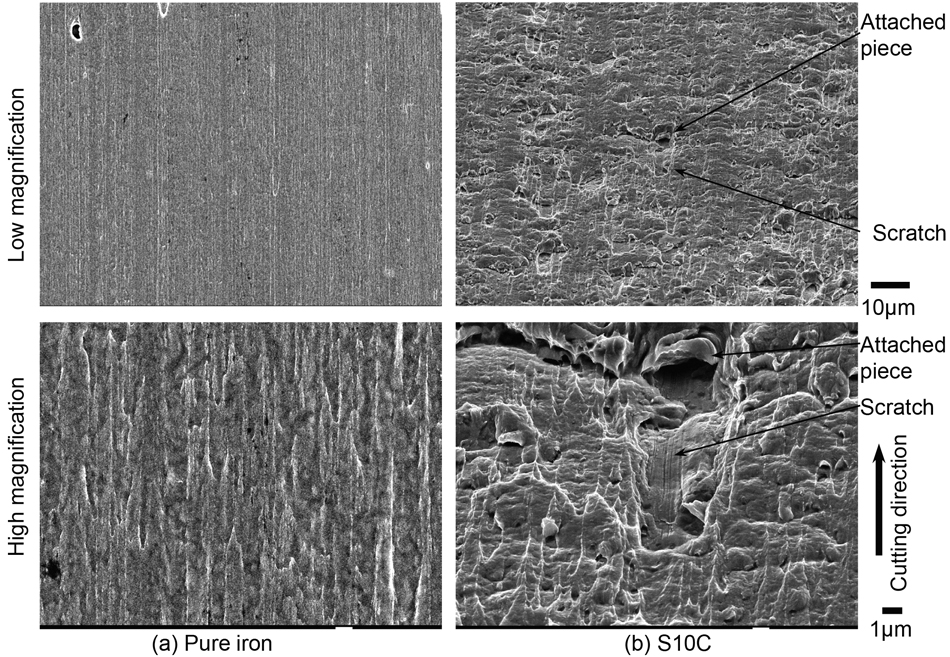
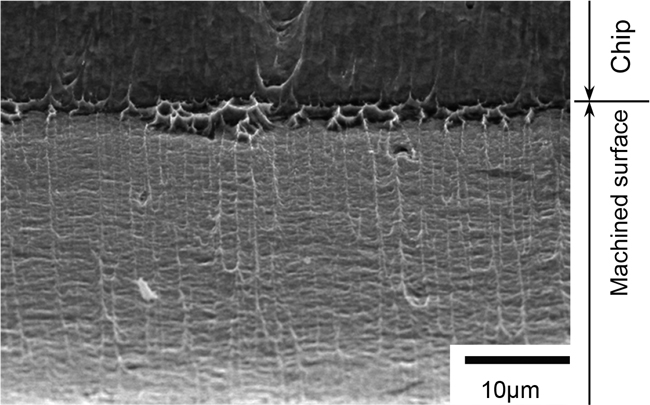
Fig.5に(a)純鉄および(b)S10Cの切削創成面を示す。低倍の観察において純鉄は酸化物を起点としたと考えられる穴状のパターンが時折見られるが,平坦に見える素地部分をさらに高倍率で観察すると,切削方向に口を開いたV字型の模様が見られ,非常に長く延びたせん断ディンプルと考えられた。
一方,S10Cでは低倍ではあばた上の表面が認められ,穴状の凹凸が点在していたが,さらに素地部分を高倍率で観察すると,大部分が切削方向に開口したU字型のパターンで覆われており,せん断ディンプルと考えられた。また時おり構成刃先脱落片と考えられる付着物とそれによるスクラッチ痕が見られた。
3・3 抜き取り工具の観察
Fig.6(a)純鉄および(b)S10CのQSTに供された工具すくい面の観察結果を示す。純鉄は工具抜取り時にすくい面上に切り屑が付着したため,切り屑からわずかに見える工具刃先近傍のすくい面を観察した。切り屑が大きく付着したままであったが,観察部の刃先には構成刃先のような大きな付着物は認められず,工具刃先は露出していた。
一方,Fig.3に示したようにS10Cでは被削材サンプルには大きな構成刃先が観察されたにも関わらず,工具先端に残留する付着物はほとんど見られなかった。このことから構成刃先は工具と被削材間の化学的な凝着力だけでなく,切削中のきわめて大きな圧縮応力と工具表面の凹凸により被削材は機械的に押し付けられた状態で工具上に付着していたが,工具の高速抜き取り時には工具と構成刃先の界面で容易に引きはがされたと考えられる。
4. 考察
4・1 切り屑分離メカニズムの推定
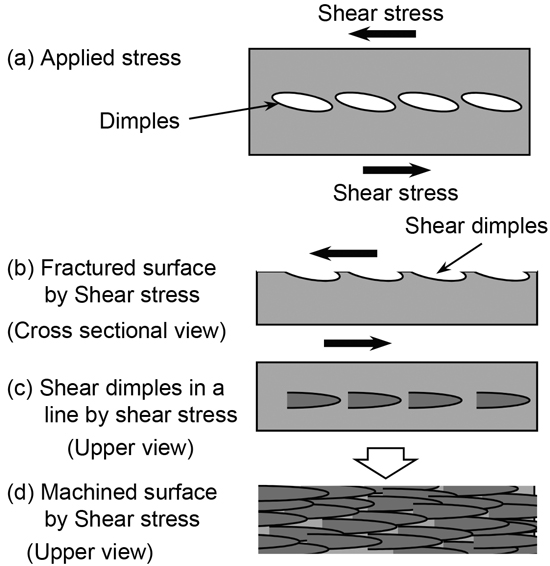
快削元素のほとんど添加されていない純鉄およびS10Cで切削創成面にせん断ディンプルが多く認められた。Fig.7(a)~(c)にせん断ディンプル生成の概要および(d)せん断ディンプルの集積で創成された面を模式的に示す。せん断ディンプルは延性破壊の痕跡であり,切削の場合,工具によって生じたせん断場で生成されたと考えられる。一方,最終的に工具が直接創成面を押し付けると,ディンプルはつぶされて認められないはずであるから,せん断ディンプルが残留しているということは工具に被削材の一部が付着/残留し,せん断ディンプルを形成したあとも工具が切削面に接触しなかったと考えられる。
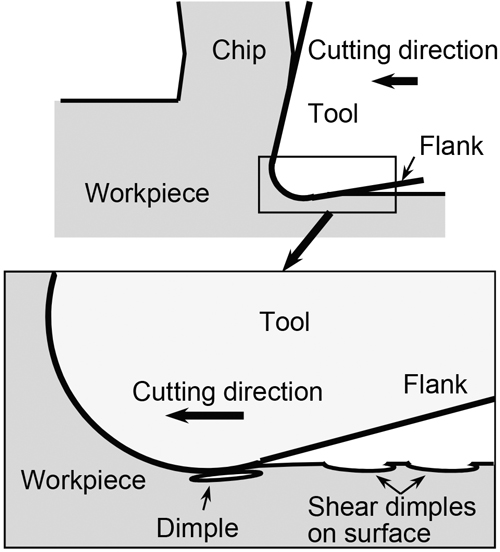
このことから推定される工具近傍での切削面創成メカニズムをFig.8に示す。創成面にディンプルが残留していることから,被削材が工具先端の接触部から逃げ面側に通過し,工具との接触がなくなると圧縮応力が低下した工具近傍の被削材内部でディンプルが生じ,さらに完全破断することで創成面に残留したと考えられる。さらに一度ディンプルが生じて破断すると,工具と接触している被削材は工具と一体化して移動することになる。この一体化した付着物が構成刃先と考えられ,このようなディンプルを伴う延性破壊が連続して生じることにより構成刃先が成長すると考えられる。
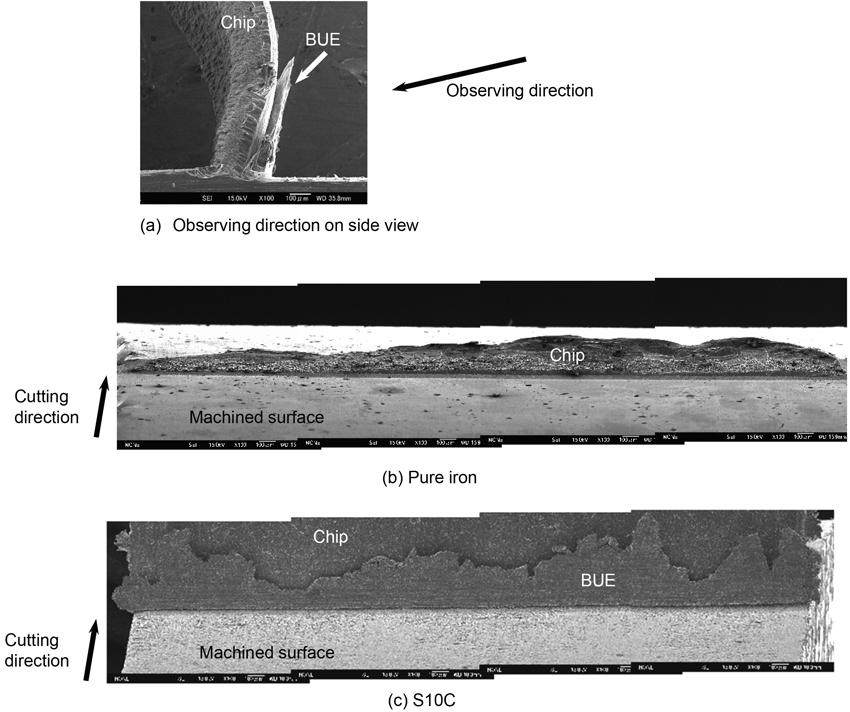
Fig.9に純鉄の切りくず分離部のSEMによる観察結果を示す。純鉄の場合には切り屑分離部が直接観察可能であったため,切り屑分離部からディンプルが認められ,それが創成面に連続的に繋がっていることが確認された。
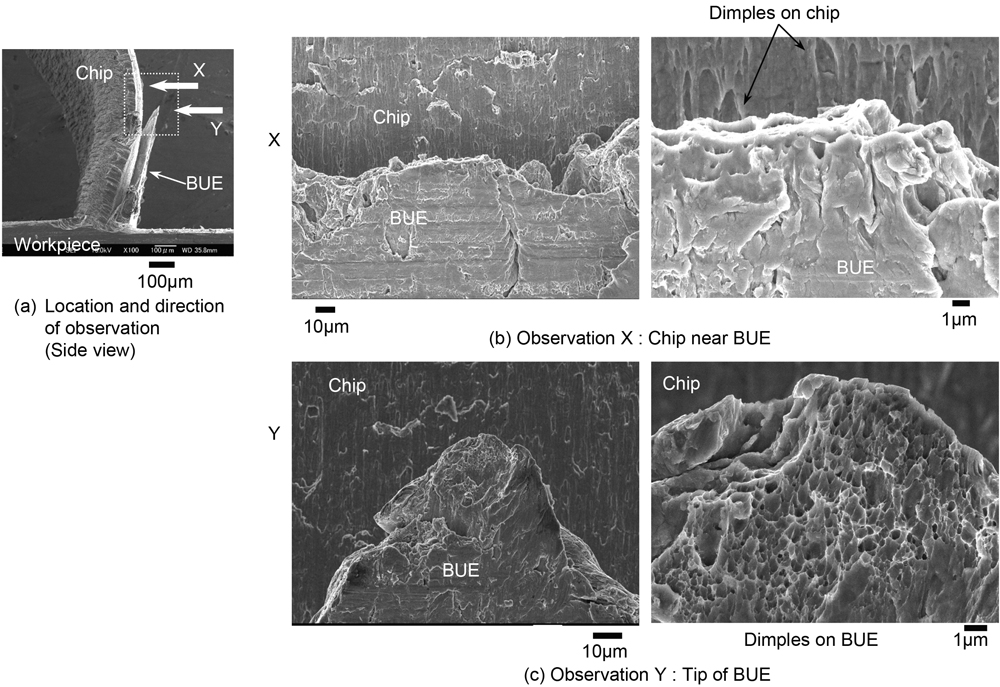
このように創成面はディンプルによるせん断延性破壊と考えられたので,次に切り屑−構成刃先間の分離状況を観察した。Fig.10にS10Cの切り屑と構成刃先間の分離について観察した結果を示す。Fig.10(a)に観察方向を示し,Fig.10(b)にFig.10(a)に示すXの方向から見た切り屑の工具側分離面観察結果を,Fig.10(c)にFig.10(a)に示すYの方向から見た構成刃先先端の観察結果を示す。その結果,Fig.10(b)に示すように切り屑にも切削創成面と同様にディンプルを生じていること,Fig.10(c)に示すように,構成刃先先端にもディンプルが認められていることが確認された。Fig.10(c)の構成刃先の先端は切削時には工具すくい面から非常に近く,構成刃先生成初期の位置であったと考えられるが,創成面のような明確なせん断ディンプルではなく,むしろ引張環境での延性破壊で生じるディンプルに似た形状であった。一方,Xに見られる切り屑にはせん断ディンプルが見られることから,構成刃先の観察方向Yの裏側にはせん断ディンプルが生じていると推定される。このように切り屑と構成刃先の間でも延性破壊による分離が生じ,その構成刃先生成初期ではその分離に引張成分が含まれ,構成刃先が安定して付着した後には切り屑上のディンプル形状からのせん断延性破壊により構成刃先−切り屑間が分離し,構成刃先が成長すると考えられた。
4・2 有限要素法による工具刃先近傍の力学解析
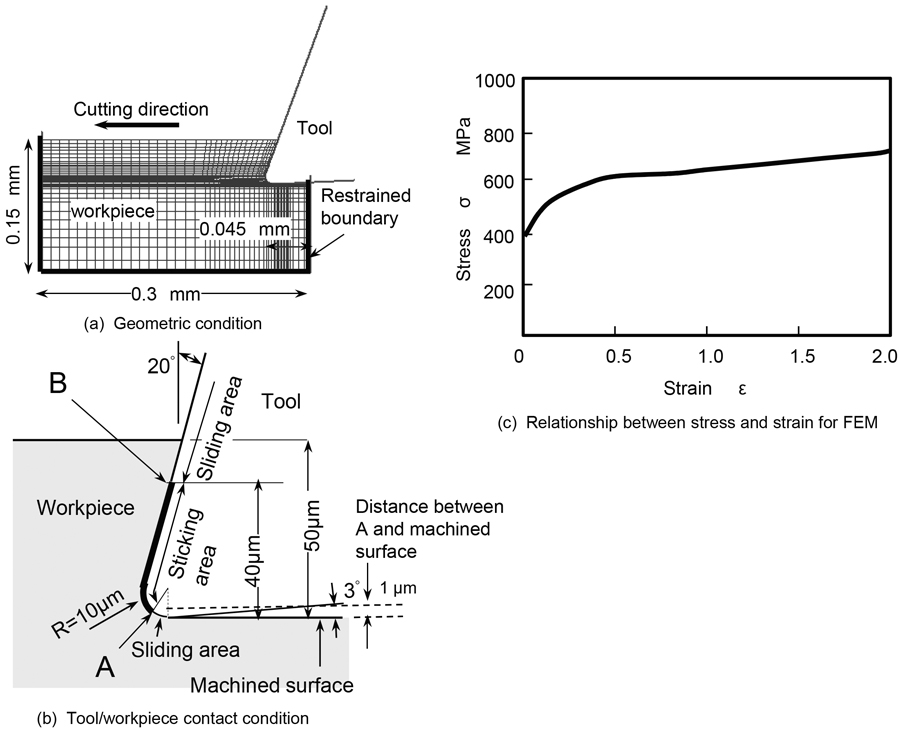
さらに破断位置を力学的に検討するために有限要素法による応力解析を試みた。Fig.11に有限要素法モデルの概要を示す。解析には静的陰解法の有限要素法を用いた。二次元平面歪み要素を用い,Fig.11(a)において紙面奥行き方向の変形を拘束した解析を行った。また被削材の上面を除く周囲は変位を生じない境界とした。さらに工具周辺形状では工具先端形状を実工具と同様の円弧とした。被削材は剛塑性体,工具は剛体とし,工具を強制的に切削方向に動かした場合の被削材の変形および応力を計算した。またFig.11(b)に工具刃先付近の位置と摩擦条件を示す。工具表面と被削材(切り屑)界面は凝着を想定し,すくい面上の点Aと点Bの間のすべりを生じない固着領域とし,その他の工具/被削材の接触界面の鍛造でも用いられる摩擦係数0.1とした。ここで点AおよびBの位置は創成面からそれぞれ1 μmおよび40 μmである。被削材の材料特性としてFig.11(c)に示すようなS10C相当鋼の応力−ひずみ関係を用いた。なお本計算では変形による温度上昇とそれによる材質変化は考慮していない。
ここで,延性破壊の起点を予測するために式(1)で示される大矢根の延性破壊条件式9)を用いた。Satoらは据え込みでの延性破壊に対する式(1)中の材料定数a,Cを素材炭素量の回帰式で示しており10),ここでは炭素量0.105%に対応する値としてa=0.105,C=0.912とした。
ここで,Df:ダメージ値,a,C:材料定数,σm:平均応力,σ:相当応力,dε:相当ひずみ増分である。
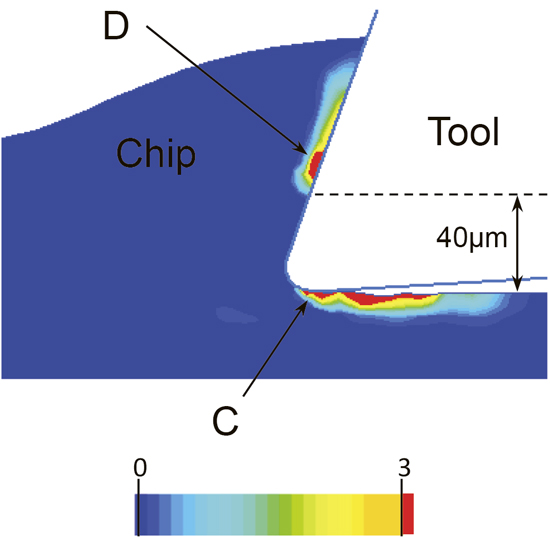
Fig.12にはDf>3となる部位が赤くなるようにしてDfの分布を表示した。式(1)はDf>1となる部位で延性破壊が生じると予測するものであるが,本解析ではDfは大きな値を示した。これは据え込みの応力状態と切削のそれとは異なるため,延性破壊発生の閾値を示す式(1)中の材料定数Cの値が,両者で異なっているためと考えられる。しかしDfの大小によって延性破壊発生の起点を判断することは差し支えないと考えた。
その結果,Fig.12中でDf>3となる部分は赤い部分は工具逃げ面側とすくい面側の2カ所に認められ,それぞれC,Dとすると,それらは工具/被削材の固着部端部のA点,B点に近い。よって,被削材の分離位置は被削材が逃げ面通過直後のA点付近と切り屑が工具から離脱し始める切り屑固着域端部B点付近の2か所である可能性が高い。また実際の観察の結果でもディンプルが観察され,工具との擦過によって潰されていなかったことからも,このような固着条件端部A,B付近での破断が妥当と考えられた。
4・3 構成刃先生成に及ぼす第二相の影響
純鉄の切削の場合,不可避の酸化物など,介在物まわりでは大型のディンプルを,介在物の認められないマトリックス部では非常に延性に富むディンプルが多数見られていた。
前述したとおり,このように被削面側にディンプルが存在することから,その対になる付着物が工具上に残留すると考えられる。しかし純鉄は変形能が大きく,酸化物などの不純物を除いて第二相が極めて少ないことから,破断に至るまで材料は大きく変形したため,創成面に観察されたディンプルは極めて細長く見えたと考えられる。したがって構成刃先の成長速度も遅く,付着は認められたものの,光学顕微鏡による観察倍率では構成刃先が認められなかったと考えられる。一方,S10Cにはパーライトのような第二相が多く存在している。引張試験などで見られる延性破壊では介在物など第二相が核となりディンプルを生成するとされていることから11),パーライトなどの第二相がディンプル生成核になり,切り屑の分離/破壊を促進していたと考えられる。Fig.5の観察結果でもディンプルは純鉄にくらべ大きかった。このことはS10Cの方がわずかな変形でも容易にディンプルを生成しやすく,構成刃先が成長しやすいと考えられた。
4・4 構成刃先を伴う切削面創成メカニズム
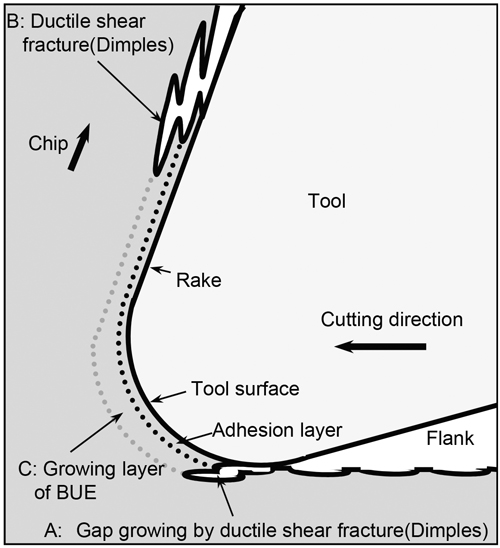
これらのことからFig.13にS10C切削時の構成刃先,切り屑生成および切削面創成の関係を模式的に示す。被削材創成面側Aと切り屑側Bの両方で刃先に向かって開口したディンプルが認められ,そのディンプルの方向などから切り屑生成に伴い,破壊または分離は工具の逃げ面側とすくい面側の両者で別々に生じ,分離部の間の工具刃先付近では構成刃先が成長していると考えられる。
創成面側と切り屑側で生じたディンプルにはさまれた部分は工具上に付着物として残留し,構成刃先を形成し,創成面側と切り屑側でディンプルが繰り返し生じることで構成刃先が成長すると考えられる。
さらにこのことは切削幅方向についても同様であり,工具に接触した刃先幅の全幅にわたって同時に破断を生じるのではなく,ディンプル単位の微細な破断の集積で切り屑が分離されていると考えられた。このことからFig.4(c)で観察されたS10Cの構成刃先の幅方向の大きさばらつきは微細な破壊のばらつきが反映されたものと考えられた。
さらに純鉄は極めて延性に富むため,ディンプルが長く伸びて構成刃先の成長も微細であり,付着層は存在するものの,構成刃先として認識されるほど大きく成長しなかったものと考えられた。
5. 結論
軟質鋼(純鉄およびS10C)のプランジ切削において,高速工具抜き取り試験(QST)を中心に軟質鋼切削面の創成メカニズムについて検討した結果,以下の知見を得た;
(1)QST後の被削材および工具の断面および直接観察の結果,構成刃先の大きさはフェライト単相の純鉄は小さく,フェライト−パーライト組織を有するS10Cは大きかった。
(2)切削創成面の観察から創成面には延性破壊の痕跡,すなわち工具刃先方向に開口したディンプルが認められた。これにより延性破壊による切削面の創成が示唆された。
(3)切り屑面にも工具刃先方向に開口したディンプルが認められた。
(4)これらの結果,延性破壊による分離は工具先端をはさんで被削材創成面側と切り屑側の2箇所で生じていることが確認された。
(5)純鉄では工具上の構成刃先は光学顕微鏡レベルの倍率では明確では無かったものの,このディンプルの残留から工具表面には非常に薄い付着層が存在していることが示唆された。
(6)材料(切り屑)の分離現象は切り屑側と創成面側の両者で別々に生じ,両者に挟まれた部分が構成刃先として残留するため,それが繰り返されることで構成刃先が成長するものと考えられた。
文献
- 1) 臼井英治:現代切削理論,共立出版,東京,(1990), 1.
- 2) 杉田忠彰,上田完次,稲村豊四郎:基礎切削加工学,共立出版,東京,(1984), 158.
- 3) S. Katayama and M. Hashimura: ISIJ Int., 30(1990), No.6, 457.
- 4) 星光一,星鐵太郎:金属切削技術,工業調査会,東京,(1969), 33.
- 5) H. Yaguchi: Mater. Sci. Technol., 4(1988), 926.
- 6) S. Katayama, M. Toda and M. Hashimura: J. Jpn. Soc. Precis. Eng., 62(1996), No.9, 1345.
- 7) E. Usui, K. Maekawa and T. Shirakashi: J. Jpn. Soc. Precis. Eng., 47(1981), No.2, 197.
- 8) JIS G 4051: 2005, Carbon Steels for Machine Structural Use.
- 9) M. Oyane: J. Jpn. Soc. Mech. Eng., 75(1972), No.639, 596.
- 10) T. Sato and H. Inoue: J. Jpn. Soc. Technol. Plast., 18(1977), 392.
- 11) 町田進:延性破壊力学,日刊工業新聞社,東京,(1984), 3.