論文
超高強度ホットスタンピング材の耐遅れ破壊性向上の組織制御
2019 年 105 巻 2 号 p. 173-181
詳細
2019 年 105 巻 2 号 p. 173-181
Toward a high demand for ultrahigh strength automotive components for reducing body weight and increasing crashworthiness, hot stamped components have been employed worldwidely, and the further increase in strength of hot stamped components is being requested. A large obstacle of the strength increase is the concern about the occurrence of delayed fracture.
In this study, we investigated the effects of microstructure on the resistance to delayed fracture of hot stamped steel sheets from a viewpoint of the control of heterogeneous microstructure, and the following results were obtained:
(1)The grain refinement of martensite increases the resistance to delayed fracture.
(2)Samples containing some amount of ferrite in the martensite matrix have a lower or higher resistance to delay fracture than samples with full martensitic microstructure, depending on the morphology of ferrite.
(3)The presence of residual austenite of several % increases the resistance to delayed fracture remarkably but if it is strained and transformed to martensite, the resistance to delayed fracture drastically decreases.
(4)Concerning 2000 MPa class hot stamping steel sheets, a higher carbon steel quenched and tempered at low temperature has higher resistance to delayed fracture than a quenched lower carbon steel with the same strength.
In the paper, we discussed these results including their mechanisms in detail.
著者らは本特集号を企画したJSTプロジェクト「革新的構造用金属材料創製を目指したヘテロ構造制御に基づく新指導原理の構築」において「超微細マルテンサイト相を母相としたヘテロ組織の創成とその特性の解明」と題した研究を行った1)。その研究の目的は①マルテンサイトの超微細化の極限を追求するとともに,②ヘテロ組織の最適化により,超高強度部材の開発にブレークスルーを与える技術基盤を確立することであった。具体的には自動車車体の軽量化と衝突安全性の向上に大きく貢献する超高強度部材の製造方法で注目されているホットスタンピング技術において,耐遅れ破壊性を向上させる適切な組織制御の基礎基盤を確立しようとするものであった。
ホットスタンピングとは,素材をオーステナイト域に加熱して,オーステナイト域でプレス成形をするとともに金型の抜熱で急冷することで組織をマルテンサイトにして高強度化を図る自動車部材の製造技術である。ホットスタンピング材の使用量は自動車車体の軽量化,衝突安全性向上のニーズに対応し,年々高まり,将来は骨格材の40%を目指す勢いで実用化されている。ホットスタンピング技術の概要に関しては解説論文をご参照いただきたい2–8)。
研究目的①のマルテンサイト組織の微細化技術については既報に報告しているので9),本報では超高強度鋼板の耐遅れ破壊性に及ぼすヘテロ組織の影響について報告する。ここで取り上げるヘテロ組織とはマルテンサイト組織を母相とするフェライト,残留オーステナイト,炭化物などの第二相との複合組織だけでなく,結晶粒界も含めて考え,マルテンサイト鋼の遅れ破壊抵抗に及ぼすこれらのヘテロ組織因子の影響を各節に分けて報告する。
遅れ破壊抵抗に及ぼすこれらのヘテロ組織因子の影響を検討するに当たっては遅れ破壊のメカニズムを知る必要がある。メカニズムに関してはいろいろな提案がなされているが,Robertsonら10)も述べているように材料,水素量,応力状態によって,さまざまなメカニズムが複合して関わっていると考えられる。提案されているメカニズムの詳細については解説論文10–14)を参照されたい。
本報で対象にしている自動車用の高強度材料の遅れ破壊の場合,部材に侵入する水素はおもに腐食に伴う電気化学反応で生じるもので,その量はサブppmオーダーと少ない。このような微量な水素の侵入による自動車用高強度材料の遅れ破壊は延性破壊であり,そのメカニズムの有力な候補としては粒界水素脆化(GBHE)説,水素助長局所塑性変形(HELP)説,そして水素助長ひずみ誘起空孔(HEVIC)説が考えられる。以下に,これらの説について簡単に説明する。
GBHE説は延性破壊の起点である粒界や介在物などの界面の剥離強度が水素の存在で低下することでボイドの発生が助長されるという考えである。粒界で転位がパイルアップした個所では転位によって運ばれた水素が流れ込み,局所的に水素濃度が高まるとともに,集積転位による応力の増加や一部の転位の流入による粒界構造の変化などが起こるため粒界剥離が起こりやすくなると考えられる。第一原理計算によるとΣ3(111)の粒界は水素の偏析により粒界結合エネルギーが25%程度低下すると報告されている15)。また,他の報告ではΣ5(120)粒界で50%程度の結合エネルギーの低下が算出されている16)。
HELP説17)はき裂の伝播のためにき裂先端から発生した転位に水素が付着すると転位芯の応力場が緩和され,転位の移動が容易になり,き裂の進展が促進されるというものである。HELP説は転位易動度の上昇のほかに,水素により転位間距離の減少や転位源からの転位増殖の増加なども起こり,それらによっても転位の下部組織が変化して脆化が進むと考えられている。Nagaoら18)は破面直下の転位構造をTEMで詳細に観察し,水素の存在により転位下部組織が発達し,破壊が助長される過程を考察してHELP論とGBHE論の組み合わせたメカニズムを提案している。
HEVIC説は水素脆化の原因を水素の存在そのものではなく,水素が存在することで影響を受けた空孔の生成とその凝集挙動に注目した推論である19)。塑性変形に伴う過剰空孔の生成はらせん転位同士の切り合いや±の刃状転位の消滅時に生じる。水素が存在しない場合は生成した過剰空孔は容易に拡散して,その濃度を低下させるが,水素が存在するとその相互作用で空孔の拡散が著しく抑制され,すべり面上に高密度の空孔が存在し,クラスタリングを起こしボイドの生成につながると考えられている。水素は空孔の形成自由エネルギーも落とすため,空孔の生成も助長すると考えられる。
これらのメカニズムを考慮すると遅れ破壊の起点は最弱点部である粒界や介在物界面で起こり,その伝播は粒界強度が顕著に低い場合は粒界破壊が起こるが,そうでない場合は欠陥により弱体化されたすべり面に沿って起こると推察される20)。
また,遅れ破壊に影響を与えるその他の重要な因子として,水素が欠陥発生部ならびに伝播部に達するのを遅延させる水素トラップサイトの頻度と破壊の起点となるセメンタイトの析出形態が考えられる。各節での遅れ破壊に及ぼすヘテロ組織の影響の議論では上述のメカニズムとこれらの影響因子を考慮して検討する。
ここでは各節で報告する実験に共通する試験・解析方法ならびにその条件について記述する。そして,各実験での個別の実験条件については各節で述べることにする。
3・1 組織観察組織観察は光学顕微鏡ならびに走査型電子顕微鏡(日本電子製)を用いて行った。本研究において,旧オーステナイト粒径をマルテンサイト粒径と定義した。粒径の認識方法は2通り試みた。一つはピクリン酸を用いたエッチング法,もう一つはEBSPの測定結果を東北大学の古原研究室で開発された「旧オーステナイト粒界解析プログラム−ROPA」21)を用いて解析する方法である。両者を比較検討したところ,互いによい対応があることを確認した。それゆえ,エッチング法で粒界が明瞭に出現しないときはEBSP法の方位解析の結果も併用してマルテンサイト粒径を決定した。析出物の観察は透過電子顕微鏡(TEM)によって行った。観察用薄膜試料は,電解液に体積比で過塩素酸:メタノール=1:9の溶液を用い,液温−40°C,20 Vの印加電圧の条件下でツインジェット研磨によって作製した。TEM観察は加速電圧200 kVにて行なった。
3・2 引張試験引張試験はJIS13号Bの試験片を用いて精密万能試験機オートグラフにてn数3で行い,その平均値を採用した。
3・3 遅れ破壊試験本研究における耐遅れ破壊性の評価はFig.1に示す東伸工業製定荷重遅れ破壊試験機を用いて行った。耐遅れ破壊性はFig.2に示す板厚1 mmの試験片のノッチ部(曲率半径2.5 mm)に応力集中係数1.8を考慮して最大応力が1 GPaあるいは1.3 GPaになるように負荷を加えた状態で10%あるいは20%のチオシアン酸アンモニウム溶液あるいは5%塩酸溶液に浸漬して,浸漬開始から破断までの時間を測定して評価した。

Facility for delayed fracture test.

Size of the sample provided to delayed fracture test.
鋼中の水素量の測定はJ-Science製鋼中水素測定システムGTS-201を用いてクロマトグラフ法により,昇温速度100°C/hあるいは200°C/hで,キャリアガスを50 ml/minのArガスを用いて5分に1回の割合でAr中の水素濃度を測定し,試料1 g当たりに含まれる水素放出量を求めた。鋼中への水素チャージはサンプルを10%あるいは20%のチオシアン酸アンモニウム溶液に48時間浸漬して行った。
本実験で用いた材料は旧新日鐵(株)から提供された市販の1.4 mm厚の1500 MPa級アルミめっき鋼板(0.22%C-1.3%Mn-0.15%Cr-0.01%Ti-0.002%B)である。1.4 mm×20 mm×200 mmの短冊形状の試験片をネツレン製通電加熱装置を用いて10°C/sで900°C,1000°C,1200°Cに加熱し,その温度に到着した時点で水冷して結晶粒径の異なるサンプルを作製した。Fig.3に各サンプルの組織を示す。マルテンサイト粒径は900°C材が6.88 µm,1000°C材が16.45 µm,そして1200 µmが55.78 µmであった。

Microstructure of samples heated at 10°C/s to 900°C (a), 1000°C (b), 1200°C (c) and subsequently water quenched immediately after reaching the heating temperature. (Online version in color.)
Fig.4ならびにFig.5にマルテンサイト粒径の異なる試料のBH処理(170°C×20 min)後の引張試験ならびに遅れ破壊試験の結果を示す。自動車の構造部材は塗装焼き付け処理(BH処理)を経て使用されるため,機械試験用試料はBH処理を施した(4・4節で詳しく述べるようにBH処理によりナノサイズの微細な鉄炭化物が析出する)。遅れ破壊試験はノッチ部の応力を1 GPaに設定し,20%のチオシアン酸アンモニウム溶液中で行った。図が示すように強度ならびに遅れ破壊時間は結晶粒の微細化に伴い増加する。すなわち,組織の微細化は高強度化の手段であるだけでなく耐遅れ破壊性の向上にも貢献する優れた組織制御であることを示している。

Effect of martensite grain size on the yield and tensile strength.

Effect of martensite grain size on the time to delayed fracture (Maximum stress at the notch of the sample was 1 GPa, The sample was immersed in 20% ammonium thiocyanate solution).
マルテンサイト粒径の微細化が,耐遅れ破壊性を向上させるメカニズムを考察するために,鋼中水素量の測定と詳しい組織観察を行った。Fig.6は20%のチオシアン酸アンモニウムに48 h浸漬した試料を200°Cまで昇温した時に放出されたトータル水素量に及ぼすマルテンサイト粒径の影響を示す。このように組織の微細化により水素のトラップ量が増えたことが分かる。

Effect of martensitic grain size on the amount of H trapped in unit area of grain boundary (H was charged by holding the sample in 20% ammonium thiocyanate solution for 48 h).
Fig.7はマルテンサイト粒が6.88 µm(900°C加熱材)と55.78 µm(1200°C加熱材)の試料のマルテンサイト粒界,パケット粒界,ブロック粒界の中で傾角が15°以上の界面を示した図である。このような大傾角を持つ界面は転位の移動の抵抗になり塑性変形を抑制すると共に水素のトラップ能力が高いと考えられる。リニアインターセプト法で縦方向と横方向の単位長さ当りの接点数を数え,各接点の間隔を求め,それを平均化して粒径に換算すると900°C加熱材が0.24 µmで1200°C加熱材が0.77 µmであった。このように大傾角を持つ界面が増加すると塑性変形が抑制され,過剰空孔の発生も抑えられためHEVIC説の観点から遅れ破壊感受性が低下することが考えられる。一方,マルテンサイト粒が55.78 µmから6.88 µmに微細化したことで大傾角を持つ界面の面積が約3.2倍になったのに対して鋼中にトラップされたトータル水素量は1.3倍弱にしかなっていないので,組織微細化により単位界面面積当たりの水素量は減少したと推察できる。すなわち,水素による界面の脆化度も組織微細化により低減されGBHE説の観点からも遅れ破壊抵抗を高めたと考えられる。

High angle boundaries in the samples heated to 900°C (left) and 1200°C (right), respectively. (Online version in color.)
Takazawaらは通常の引張試験に対する45 MPa水素雰囲気中での引張試験の機械的性質の劣化代に及ぼす結晶粒径の影響を調べ,機械的性質の劣化代とマルテンサイトの単位粒界面積当たりの水素量との間に良い相関がみられることを明らかにし,GBHE説による水素脆化を示唆した22)。
一方,水素脆化に及ぼすマルテンサイト粒径の影響についてFuchigamiら23)も検討しており,組織微細化が水素脆化を抑制するという同様の結果を得た。ただし,彼らはマルテンサイト粒の単位粒界面積当たりの水素量が等しくなる状態まで水素をチャージして低ひずみ速度引張試験を行っているので,組織微細化による脆化の抑制はGBDE説では説明が難しく,組織微細化が過剰空孔の発生を抑制したため水素脆化感受性が低下したというHEVIC説を主張している。
いずれにしても,結晶粒の微細化は粒界の剥離強度の低下を抑制する手段としても,過剰空孔密度の増加を抑える手段としても有効であり,それに加え靱性向上のメカニズムで知られるようにき裂の伝播抵抗を高める作用もあるので,遅れ破壊抵抗向上をもたらす優れた組織制御であることに異論はないと思われる。
4・2 マルテンサイト鋼の遅れ破壊抵抗に及ぼす微量フェライトの影響著者らは以前0.28%C-0.02%Si-3%Mn-0.01%Ti-0.002%B鋼を用いて遅れ破壊抵抗に及ぼす微量フェライトの影響を検討し,一部を報告した24)。試料は以下のようにして作製した。仕上温度900°C,巻取相当温度400°Cの条件下で2.8 mmの熱延板を作製し,酸洗後,冷間圧延によって板厚を1.4 mmに調整した。その素材から1.4×20×200 mmの短冊試料を作製し,それを通電加熱装置を用いて10°C/sで725°C,740°C,800°Cに加熱し,すぐに水冷した。Table 1にそれぞれの試料の機械的性質ならびにフェライト率,水素放出量などを示す。水素放出量は20%チオシアン酸アンモニウムに48時間浸漬した試料で測定した。遅れ破壊試験はノッチ部の応力を1 GPaに設定し,5%塩酸液中で行った。その結果,フェライトの存在は水素のトラップ量にはほとんど影響を及ぼさないが,遅れ破壊時間はフルマルテンサイトの試料より短くなった。ここで,留意しなければならないのはフェライトの形態がFig.8に見られるように圧延方向に列状に存在したことである。
| Heating temperature (°C) | 725°C | 740°C | 800°C |
| Tensile strength (MPa) | 2042 | 2233 | 2252 |
| Yield stress (MPa) | 1570 | 1571 | 1625 |
| Total elongation (%) | 8.9 | 8.8 | 9.9 |
| Ferrite fraction (%) | 30 | 7 | 0 |
| Total amount of H stored in the sample (mass ppm) | 1.32 | 1.48 | 1.32 |
| Time to delayed fracture (h) | 11.2 | 12.1 | 17.2 |

Microstructure of the samples heated to 725°C (a) and 740°C (b).
一方,微量フェライトの存在が遅れ破壊抵抗を高めるという報告がある25,26)。例えば,Watanabeら25)は0.35%C-1.5%Mn-(0.05%-0.15%)V鋼を1050°Cで1 h加熱した後に550°C~600°Cで30 s~60 sの2段ステップ加熱を行いフェライトを3.5%~8.4%析出させた後に,焼き入れ,330°C~360°Cで1 h焼き戻しを行い,強度を1300 MPa~1400 MPaに調整した試料を用いて遅れ破壊試験を行い,1050°Cから直接焼き入れ,420°Cで1 h焼き戻した試料と比較して,フェライトの存在が遅れ破壊抵抗を顕著に増加させることを示した。彼らの組織ではフェライトはホリゴナル状で旧オーステナイトの粒界に沿って析出している。彼らの実験ではマルテンサイト単相鋼の遅れ破壊が粒界破面を呈し,フェライトを析出させると擬劈開破面に変化する。すなわち,彼らのマルテンサイト単相試料では粒界が焼き戻し脆化を起こし,フェライトを粒界に析出させることで,それを抑制したことが遅れ破壊抵抗の顕著な上昇につながった可能性を示唆する。
また,Kimら26)も0.2%Cの低合金鋼を870°Cでオーステナイト化したのちに870°C,825°C,815°Cで1時間保持して,水冷することでマルテンサイト母相に0,6,10%のフェライトを生成させ,それに450°C~500°Cの焼き戻しを施して1100 MPa級の試料を作製して遅れ破壊試験に供し,フェライト率の増加に伴い遅れ破壊抵抗が高くなることを報告している。フェライト率の増加に伴い遅れ破壊抵抗が高まる理由としてフィルム状に生成したセメンタイトが,粒界に析出したフェライトにより分断されることを挙げている。すなわち,Kimらのマルテンサイト単相の試料も渡辺らの試料と同様に焼き戻しにより粒界が脆化しており,フェライトがその粒界に生成することで粒界破壊が抑制されたために耐遅れ破壊性が向上したと考えられる。
前述した著者らの実験で,微量フェライトが存在したにもかかわらず遅れ破壊抵抗が増加せず,逆に低下したのは,マルテンサイト同士の粒界がWatanabeらやKimらの試料のように顕著な焼き戻し脆化を起こしていないためにフェライトが粒界に生成したことによる脆化の抑制が明確に現れなかったことに加えて,Fig.7に見られた圧延方向に列状に延伸して存在したフェライトの形態が耐遅れ破壊性に不利に働いた可能性が高い。
そこで,今回フェライトのモフォロジーの影響を検討する実験を行った。用いた素材は0.22%C-1.2%Mnの1500 MPa級ホットスタンピング用の現場で製造された冷延まま材(CR)と溶融アルミめっき材(AC)である。冷延まま材は加工組織を,そして溶融めっき材は再結晶組織を呈する。これらの素材を10°C/sで900°Cに加熱後,水冷した試料を比較材(900°C-CR)とし,試料1(790°C-CR)は冷延まま材を10°C/sで790°Cの二相域に加熱し,60 s保持した後に水冷した試料,そして,試料2(790°C-AC)は溶融めっき材を試料1と同様の二相域加熱を行った試料である。Fig.9にそれぞれの試料の組織写真を示す。比較材はマルテンサイト単相組織を示し,試料1では比較的大きな扁平フェライトが列状に不均一に存在し,試料2ではフェライトが比較的均一に微細分散して存在する。各試料の硬さは520 Hv前後と大差はなかった。

Microstructures of samples 900°C-CR (a), 790°C-CR (b) and 790°C-AC (c).
Fig.10はBH処理を施したこれらの試料の遅れ破壊試験の結果を示す。遅れ破壊試験は試験片のノッチ部の最大引張応力を1 GPaに調整し,10%のチオシアン酸アンモニウム溶液中で行った。この図が示すように比較的大きな扁平フェライトが列状に不均一に存在した試料1の遅れ破壊時間は比較材より短く,フェライトが微細分散して存在する試料2は200時間の試験でも破断に至らなかった。このようにフェライトのモフォロジーは遅れ破壊抵抗に大きな影響をもたらすことが明らかになった。微細分散フェライトの存在による耐遅れ破壊性の向上はマルテンサイト変態時に生じた局所的な応力集中がフェライトの存在によって緩和されためと推察されるが,その実証は今後の課題としたい。 2節に述べた遅れ破壊の影響因子のほかに,軟質相のヘテロ構造の形態が遅れ破壊感受性にこのような大きな影響を及ぶすという実験結果は重要な知見である。
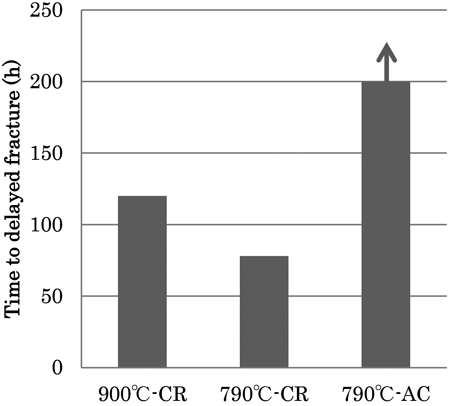
Effect of ferrite and its morphology existing in martensitic matrix on the time to delayed fracture.
本報では1500 MPa超級の自動車用冷延鋼板の製造で注目されているQ&P(Quench and partitioning)鋼とホットスタンピング材を比較しながら遅れ破壊抵抗に及ぼす残留オーステナイト(以降,残留γと称する)の影響を検討する。用いた鋼はラボの真空溶解材でその成分は0.31%C-0.96%Si-2.5%Mn-0.02%Nb-0.01%Ti-0.002%Bである。Fig.11にQ&Pの熱処理条件を示す。引張試験の結果は引張強度が1490 MPaで均一伸びが21.5%,そして全伸びが23%の優れた強度−延性バランスを示す。この鋼板を用いて冷間スタンピングで部品を製造した際,最も変形した部位のひずみが15%であったと仮定して,15%の引張試験を行った試料から遅れ破壊試験片を切り出して試験に供した。また,ひずみを加えなかったQ&P材ならびに同じ鋼を10°C/sで800°Cに昇温し,すぐに水冷した2000 MPa級のホットスタンピング材の遅れ破壊試験も行った。遅れ破壊試験はBH処理後にノッチ部の最大応力が1300 MPaになるように負荷を加えて10%のチオシアン酸アンモニウム溶液中で行った。その結果をFig.12に示す。Q&P処理ままの試料は400 hを経過しても破断に至らなかったが,それに15%のひずみを加えた試料は500 MPaも強度の高い2000 MPa級のホットスタンピングよりも短時間で破断に至った。EBSPで感知されたγ相の量は引張試験前が3.6%で,15%の引張試験後が2.3%であった。すなわち,変形によりマルテンサイトに変態した残留γ量は初期量に対して36%であった。加工誘起マルテンサイト変態による遅れ破壊抵抗の低下は誘起されたマルテンサイトの近傍に生じた引張の残留応力が水素脆化に伴うき裂の発生を著しく助長したことを示唆する。

Thermal history of Q&P treatment.

Time to delayed fracture of samples of 2000 MPa class hot stamping steel sheet, 1500 MPa class Q&P steel sheets before and after 15% straining.
本結果より,強度−延性バランスに優れたQ&P材は厳しい成形に対応できる可能性はあるが,成形度合いによってはホットスタンピング部材に比較して形状凍結性だけでなく耐遅れ破壊性も劣位となる可能性が高い。一方,最近ホットスタンピング材の延性を向上する方策としてホットスタンピング後の冷却工程でQ&P処理をする報告27,28)がみられるが,耐遅れ破壊性については検討されていない。この処理で生成する残留γは無加工なので遅れ破壊抵抗を高めることが期待できる。しかし,部品形状になったものをFig.11のような温度履歴で精度よく熱処理するのは難しく,コストの上昇も招くためホットスタンピング部材へのQ&P処理の実用化には課題が残る。
鋼中の残留γが耐遅れ破壊性に及ぼす影響については遅れ破壊を抑制するという報告29,30)がある一方,助長するという報告31,32)もある。今回の結果とこれらの文献調査の結果を整理すると,遅れ破壊に及ぼす残留γの効果は,加工が加わらない場合,あるいは加工度の小さい場合は残留γの存在は水素のトラップサイトとして有効に働き遅れ破壊を抑制するように作用し,加工度が大きくなり残留γが加工誘起変態を起こすと局所的な応力集中の発生により遅れ破壊を促進することが推察される。
4・4 マルテンサイト鋼の遅れ破壊抵抗に及ぼす鉄炭化物の影響自動車用ホットスタンピング部材は金型冷却での冷却速度が十分に早ければ鉄炭化物の生成は抑制され,フレッシュマルテンサイト(FM)が生成するが,実際のホットスタンピング工程では金型温度上昇や低温域で金型の抜熱能力が低下することによりオートテンパリングが起こり鉄炭化物が生成する。また,部材は通常,BH処理がなされるので低温焼き戻し状態となる。著者らは既報24)においてオートテンパリング鋼やBH処理鋼はFM鋼より優れた耐遅れ破壊性を示すことを報告した。しかし,その効果が固溶炭素の析出に伴う強度の低下によってもたらされたものか,生成した鉄炭化物による水素のトラップ能力の増加によるものかは明確ではなかった。そこで,ここでは炭素量以外は化学成分に大きな差のない2種類の鋼を用いて,低炭素のFMの試料(LC-FM)と同程度の強度をBH処理することで得られる高炭素の試料(HC-BH)を作製した。Table 2に両鋼の炭素量,降伏強度(YS),引張強度(TS),遅れ破壊時間(DFT)を示す。遅れ破壊試験はノッチ部の応力を1 GPaに設定し,5%塩酸液中で行った。この結果が示すように同強度の試料でもHC-BHの方がLC-FMより高い遅れ破壊抵抗を示した。BH処理材にはFig.13に見られるようなナノサイズのεカーバイドと推察される鉄炭化物が粒内に大量に析出するが,粒界に粗大な鉄炭化物は観られない。Fig.14に20%チオシアン酸アンモニウムに48時間浸漬した両サンプルの水素放出曲線を示す。εカーバイドはセメンタイトより水素のトラップ能力が高いと報告11)されており,BH処理により生成したεカーバイドの析出量が多いため,水素のトラップ量が増加したと考えられる。それに伴いき裂の発生ならびに成長先端への水素の拡散が遅延し,遅れ破壊に達する時間が長くなったと推察される。今回の実験では低温で焼き戻したためにナノサイズの鉄炭化物が均一に析出したが,焼き戻し温度によってはマルテンサイト粒界を覆うようにセメンタイト析出する場合もある。そのような場合は粒界脆化が起こり,同じ強度のFM鋼より低い遅れ破壊抵抗を示すことは十分考えられる33)。それゆえ,本結果をもって炭素量の多い鋼を焼き戻して,炭素量の少ない鋼の焼き入れままの強度にすれば,前者が常に高い遅れ破壊抵抗を示すと短絡的に考えるのは危険である。鉄炭化物の析出状態をいろいろ変え,強度を同等にした試料による系統的な遅れ破壊試験は今後の課題としたい。
| C content (%) | YS (MPa) | TS (MPa) | DFT (h) | |
|---|---|---|---|---|
| LC-FM | 0.28 | 1625 | 2252 | 17.1 |
| HC-BH | 0.40 | 1694 | 2270 | 64.7 |

Precipitation state of 0.4% C steel after BH treatment.

Hydrogen evolution rate of samples HC-BH and LC-FM (H was charged by holding the sample in 20% ammonium thiocyanate solution for 48 h).
自動車部材の高強度化の要請に対応して1500 MPa級ホットスタンピング材の採用が急ピッチで進められている。しかし,さらなる高強度化の実現には遅れ破壊の発生の懸念を払しょくする必要がある。そこで,本研究ではヘテロ組織制御の観点でホットスタンピング材の耐遅れ破壊性の向上策を検討して,以下の結果を得た。
(1)マルテンサイト組織の微細化は高強度化の手段であるだけでなく耐遅れ破壊性の向上にも貢献する優れた組織制御であることを示した。
(2)一部フェライトを含むマルテンサイト鋼の遅れ破壊抵抗はそのフェライトのモフォロジーに影響され,マルテンサイト単相鋼より高くなる場合も低くなる場合もある。
(3)数%の残留γでも,その存在は耐遅れ破壊性を顕著に向上させるが,加工を受けマルテンサイトに変態すると逆に著しく遅れ破壊感受性を高める。
(4)2000 MPa級のホットスタンピング材では同じ強度の低炭素の焼き入れまま材より,BH処理をした高炭素鋼の方が優れた耐遅れ破壊性を示した。その理由としてBH処理で生成したナノサイズの鉄炭化物が水素のトラップサイトとして働き,鋼中の水素の拡散を遅らせた可能性がある。
(5)以上の結果を整理すると組織の微細化,適正なモフォロジーを持った微細フェライトの析出,微細分散した残留γならびにεカーバイドの析出が超高強度鋼材の遅れ破壊抑制に有効なヘテロ組織制御であると結論づけることができる。
ここで得られたヘテロ組織制御による耐遅れ破壊性の向上策が自動車部材のさらなる高強度化に繋がる技術開発に貢献することを祈念したい。
本研究を実行するに当たりJSTより経済的支援を受けたことを感謝する。特に加藤雅治プログラムオフィサーをはじめ,アドバーサリーボードの方々からは貴重なアドバイスを賜ったことをここに深謝したい。また,本実験の一部は旧新日鐵株式会社から提供して頂いた現場材を用いて行った。ここに,感謝に意を表する。