抄録
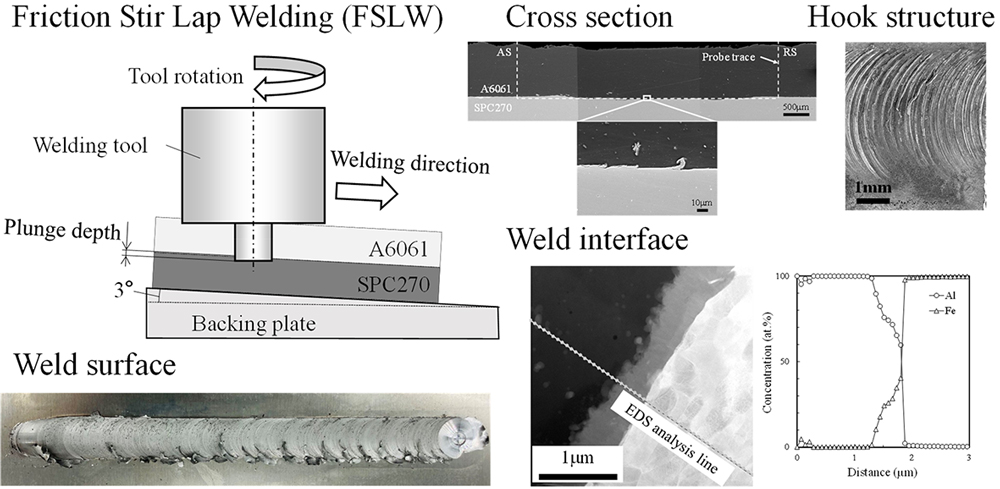
Friction stir lap welding (FSLW) between SPC270 steel sheet and A6061 aluminum alloy sheet were investigated with the effect of tilt angle and plunge depth of the welding tool. Tilt angle of 3 degree improved the material flow and suppressed generation of defect in the weld. The weld strength with tilt angle increased with the plunge depth of the welding tool and achieved maximum value of 212 MPa at 0.15 mm of plunge depth. From the TEM observation, uniform reaction layer of 450 nm was formed on the weld interface. On the weld interface, probe rotation and movement fabricated weld bead like structure on the steel surface and formed hook like structure on the cross section. Although the weld without tilt angle had a groove like defect, the weld strength was 208 MPa at 0.06 mm of plunge depth. The weld interface was composed of laminated structures with different composition of aluminum and iron with 400 nm in each layer. This achieved by the mixing and pressurization by the probe on the weld interface.