Abstract
Superalloy has been used for aerospace application because of their excellent attributes of high strength and corrosion resistance at high temperature. Inconel 718 is one of the representative Ni-based superalloy. Generally, superalloy has poor workability, especially high tool wear by machining, so that it is not easy to produce the components of complex shaped parts at low cost. To overcome such as the problem, metal injection molding (MIM) process would be a useful technique which offers net shape production, high design flexibility, and high cost efficiency for mass production. In this study, gas-atomized fine alloy powder of Inconel 718 was prepared for MIM process, and the mechanical properties of injection molded compacts were investigated. The relative density over 99.7 %, which is much higher than density of usual MIM compacts, was obtained by supersolidious liquid-phase sintering. Furthermore, injection molded Inconel 718 showed high fatigue strength comparable to the wrought materials, because the pore size of the MIM compacts was smaller than the inclusion size of wrought materials. And it was found that the grain size was more dominant than pore size against the fatigue failure of MIM Inconel 718 with near full density.
1 Introduction
Superalloy is a kind of heat-resistant alloys based on nickel or cobalt. They have been used variously in the field of aerospace and power plant because of their high strength, oxidation resistance and heat corrosion resistance at elevated temperature1–3). Currently, casting, machining and welding are commonly used to produce the superalloy. However, high strength and toughness of the superalloy make them difficult to form the complicate shape via machining. To overcome this problem, Metal injection molding (MIM) is an alternative process which offers net shape production4), high design-flexibility, and high cost-efficiency. Inconel 718 is one of the nickel based superalloy which is widely used in gas turbines, aerospace vehicles and tooling materials. Inconel 718 is a precipitation hardening material by two phases of γ′-Ni3Al and γ″-Ni3Nb. Previous our studies showed that the fatigue strength of Inconel 718 manufactured by MIM was lower than that of wrought material due to the remaining of large pores5). The aim of this study is the improvement of mechanical properties of MIM Inconel 718 compacts using fine Inconel 718 powders for the reduction of pore size.
2 Experimental
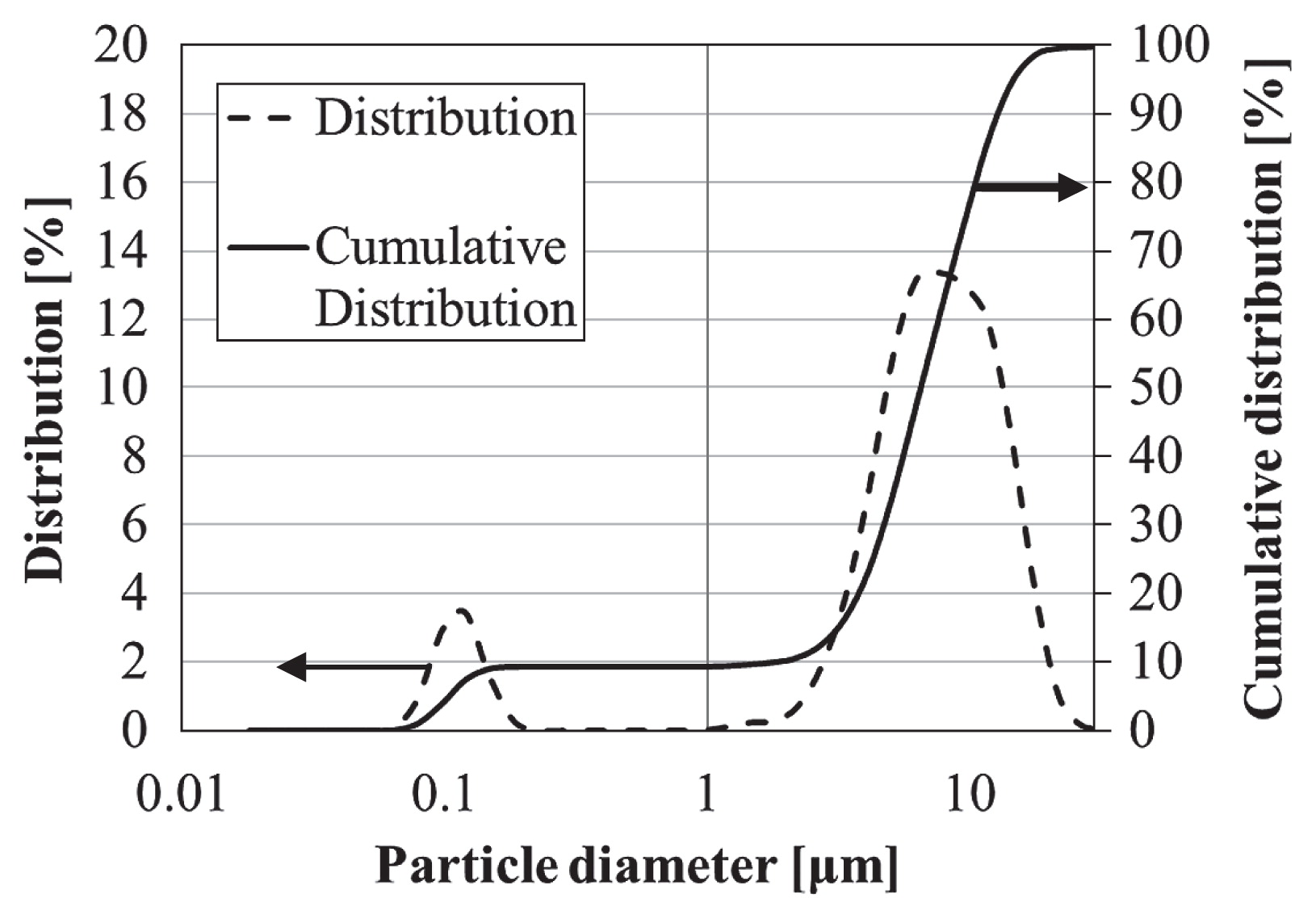
Pre-alloyed Inconel 718 gas-atomized powder with a mean particle size of 6.5 μm (Sanyo Special Steel Co., Ltd.) was used in this study. SEM image of the powder is shown in Fig. 1, and the distribution of particle size is shown in Fig. 2. This distribution has two peaks at 0.12 μm and 7 μm. Chemical compositions of the powder and wrought material are listed in Table 1. Chemical compositions of both materials are substantially the same.
Table 1
Chemical compositions of Inconel 718 powder and wrought material (mass %).
|
Ni |
Cr |
Al |
Ti |
Nb |
C |
Mo |
O |
Fe |
| MIM |
52.53 |
19.06 |
0.61 |
0.87 |
5.10 |
0.045 |
3.06 |
0.074 |
Bal. |
| Wrought |
52.34 |
18.65 |
0.54 |
0.95 |
5.29 |
0.030 |
3.06 |
0.040 |
Bal. |
The composition of binder used in this study is listed in Table 2. The powder loading was 65 % in volume. The powder and binder was kneaded at 140 °C for 3.6 ks. Then, the mixed material was injected into a mold as shown in Fig. 3.
Table 2
Characteristic of binder composition.
| Binder |
Density (g/cm3) |
Mixiing ratio (mass%) |
| Atactic polypropylene |
0.860 |
40 |
| Paraffin wax |
0.895 |
49 |
| Carnauba wax |
0.995 |
10 |
| Stearic acid |
0.941 |
1 |
Debinding process consists of two steps; solvent and thermal debinding. Solvent debinding process was performed under vapored heptane atmosphere. Then, thermal debinding process was performed in depressurized N2 atmosphere followed by sintering process in 10−1 Pa. In this study, sintering temperature was set at 1150, 1200 and 1230 °C, and sintering time was set at 21.6 ks. Then precipitation hardening treatment was performed under Ar atmosphere. All samples containing wrought material were kept at 718 °C for 28.8 ks, and after furnace cooling to 621 °C, they were hold at 621 °C for a total aging time of 64.8 ks followed by air cooling.
Relative density of the sintered compacts was measured by Archimedes’ method. To measure the pore sizes of sintered compacts and the inclusion sizes of wrought materials, image processing was performed. Hardness was measured by micro Vickers hardness test (HV0.1). Grain size was measured by inverse pole figure (IPF) mapping of electron backscatter diffraction (EBSD).
The mechanical properties were evaluated by tensile test and rotating bending fatigue test. Tensile tests were performed at room temperature and 650 °C.
3 Results and discussion
3.1 Properties of sintered specimens
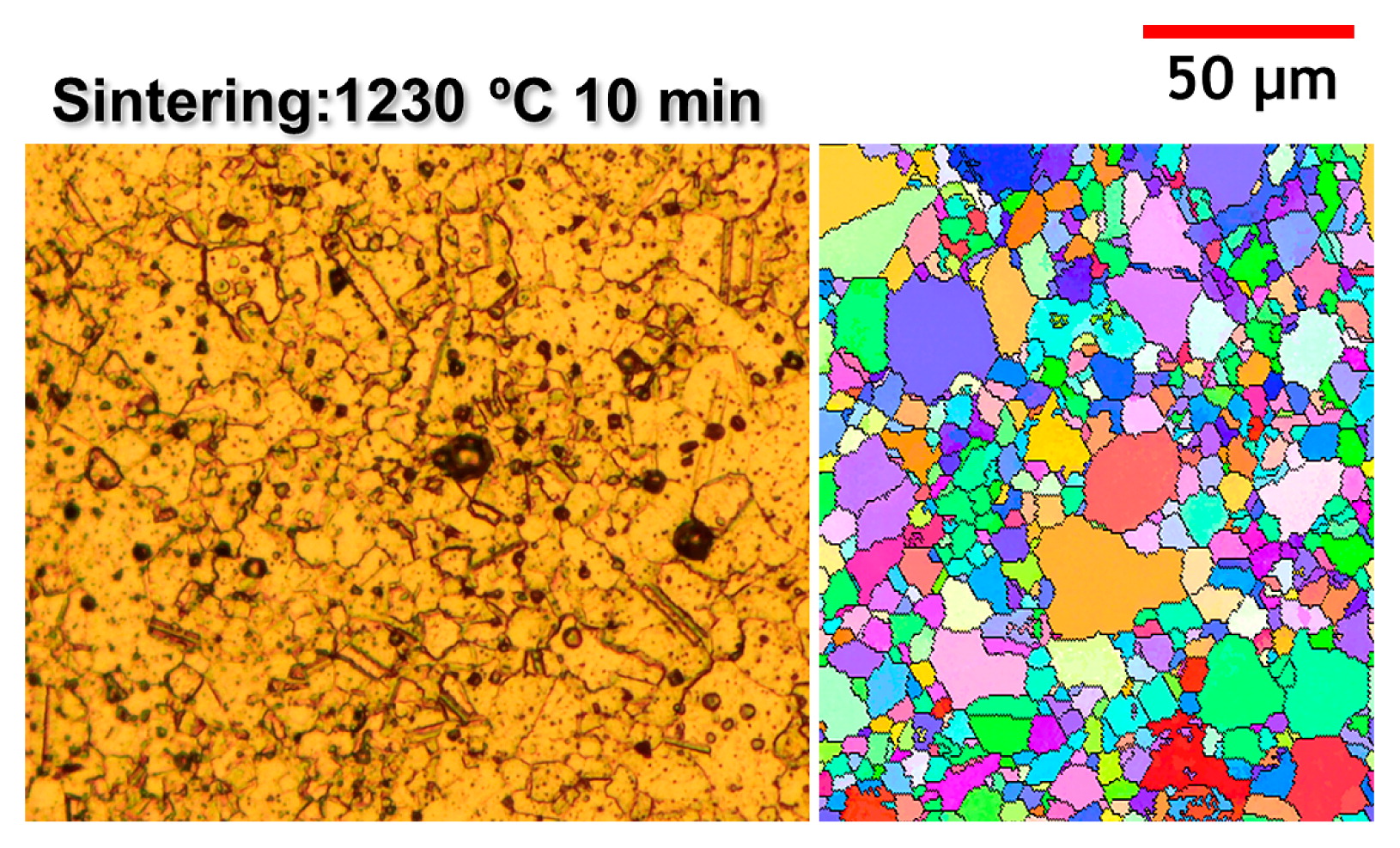
The relationships between sintering temperature and relative density are shown in Fig. 4. As sintering temperature increases, the relative density of sintered compacts is also increased. At sintering temperature of 1230 °C, high relative density (MAX 99.7 %) was obtained. Supersolidious liquid-phase sintering (SLPS)6) caused this high density. Fig. 5 shows the microstructure and inverse pole figure image of the compacts sintered at 1230 °C only for 600 s. Large grains (about 40 μm) are observed by the liquid phase sintering resulted in abnormal grain growth7).

Cross sections of the sintered compacts and the wrought material are shown in Fig. 6. Fig. 7 shows the distribution of Nb element by EDX analysis. In MIM compact, Nb was homogeneously distributed and large inclusion was not observed, while in the Nb rich areas which were corresponded to black areas in cross-sectional image were found in wrought material. This result shows that the black region of MIM compact was pore, and that of wrought material was the inclusion (M7C3).

Distribution of pore and inclusion sizes measured by image processing is shown in Fig. 8. As increasing the relative density, the amount of pore area decreased. Wrought material contained the inclusion at the region of large square root of area, which is from 12 μm to 25 μm. On the other hand, MIM material did not have pore at such the region. Therefore, it was considered that the pores did not adversely affect on the mechanical properties of MIM compacts. Fig. 9 shows the IPF images by EBSD. The mean grain sizes of MIM compacts were larger than that of the wrought material.
3.2 Mechanical properties and fractography
(i) Micro Vickers hardness
The micro Vickers hardness is shown in Fig. 10. The hardness of sintered compacts after heat treatment was between 420 HV and 440 HV, which was equal to that of wrought material.
(ii) Tensile strength at room temperature
Fig. 11 shows the relationships between tensile strength and elongation at room temperature. The ultimate tensile strength of MIM compacts after heat treatment reached 93 % compared to that of wrought material. Although the relative density of the compacts sintered at 1230 °C was 99.7 %, the tensile strength was a little low compared to wrought material.
This is owing to the larger grain size of MIM compact than that of wrought material. Fig. 12 shows the Hall-Petch relations of tensile strength and grain size with reference samples8). The relationships are in good agreement with the line obtained from the reference values. On the other hand, the data at sintering temperature of 1200 °C is slightly below from the line because of less relative density.
Fig. 13 shows the fracture surface of specimen. Lots of dimple, which are typical structure on ductile fracture surface, could be observed in both MIM compacts and wrought materials. In addition, Prior Particle Boundary (PPB)9) observed in fracture surface might lead the low strain of MIM compact.
(iii) Tensile strength at elevated temperature
Fig. 14 shows the ultimate tensile strength tested at 650 °C. The result of heat treated compacts sintered at 1230 °C reached 1080 MPa, which was 90.4 % compared to that of wrought material. The fracture surface is shown in Fig. 15. The fracture surface at elevated temperature of 650 °C is similar to the fracture surface at room temperature. A lot of dimples which lead to the ductile fracture were also observed.
(iv) Fatigue strength at room temperature
Fig. 16 shows the results of rotating bending fatigue test at room temperature. The heat treated compact sintered at 1230 °C showed 520 MPa fatigue strength. This is 96.4 % compared to the fatigue strength of wrought material. Generally, MIM compact usually shows the lower fatigue strength compared to the wrought material. However, a little high fatigue strength was obtained in this study. The fracture surface is shown in Fig. 17. The fracture origin for the compact sintered at 1230 °C and wrought material was on the grain boundary, not the pore and inclusion. The size of the fracture origin of the specimen sintered at 1230 °C was larger than that of the wrought material since the grain size of MIM compact was larger. On the other hand, the fracture origin of MIM compact sintered at 1200 °C was not clearly observed. As MIM compact sintered at 1200 °C has low relative density compared to other compact, the fracture origin was formed by multiplex cracks. Fig. 18 shows the crack propagating region of fracture surface of each material. Pores were slightly observed at the compact manufactured by MIM. However, the number of pores at fracture surface was less than that in cross sectional image as shown in Fig. 6. This showed that the crack did not preferentially propagate by connecting the pores as shown in the normal sintered compacts. In this case, the grain size was more effect on the fatigue failure of MIM Inconel 718 with near full density.

5 Conclusion
In this study, specimens were prepared using pre-alloyed Inconel 718 gas atomized powder which was finer than usual powder as a starting material, and the mechanical properties of MIM compacts were investigated. By using fine powders and SLPS process, very high relative density of 99.7 % could be obtained. Furthermore, the pore size of MIM compacts was smaller than the inclusion size of wrought materials. The mechanical properties of MIM compacts were comparable to those of wrought materials. The grain size showed more dominant effect than pore size on the fatigue failure of MIM Inconel 718 with near full density.
References
- 1) C. T. Sims: “A History of Superalloy Metallurgy for Superalloy Metallurgists”, The Minerals, Metals and Materials Society, Superalloys 1984 (Fifth International Symposium), (1984) 399–419.
- 2) H. Harada, T. Yokokawa, A. Sato, K. Kawagishi, Y. Gu: “Development of high temperature turbine materials at NIMS: present and future”, Journal of High Temperature Society, 33 (2007) 237–243.
- 3) G. A. Rao, M. Srinivas, D. S. Sarma: “Effect of solution treatment temperature on microstructure and mechanical properties of hot isostatically pressed superalloy Inconel 718”, Materials Science and Technology, 20 (2004) 1161–1170.
- 4) H. Ikeda, T. Iwahashi, T. Osada, H. Miura: “Application of MIM Process for Nickel Base Superalloy”, J. Jpn. Soc. Powder Powder Metallurgy, 58 (2011) 33–37.
- 5) H. Ikeda, T. Osada, H. Kang, F. Tsumori, H. Miura: “Fatigue Failure Properties of Injection Molded Superalloy Compacts”, J. Jpn. Soc. Powder Powder Metallurgy, 58 (2011) 679–685.
- 6) R. M. German: “Supersolidious Liquid-Phase Sintering of Prealloyed Powders”, Metallurgical and Materials transactions A, 28 (1997) 1553–1567.
- 7) K. Majima, T. Nakamura, M. Yokota, S. Mishima, H. Nagai: “Improvement of the Magnetic Properties of Mn-Zn Ferrites by Grain Refinement”, J. Japan Inst. Metals, 56 (1992) 1093–1100.
- 8) Inconel alloy 718, Special Metals Corporation, SMC-045, (2007) 15–16.
- 9) G. A. Rao, M. Srinivas, D. S. Saema: “Effect of oxygen content of powder on microstructure and mechanical properties of hot isostatically pressed superalloy Inconel 718”, Materials Science and Engineering, 435–436 (2006) 84–99.