Note
Techniques and Sampling Process for Iron Ore Sinter Characterisation
2013 Volume 53 Issue 6 Pages 1112-1114
Details
2013 Volume 53 Issue 6 Pages 1112-1114
The most difficult part of iron ore sinter characterization is finding a suitable means to describe the heterogeneous multiphase microstructure and correlating its properties to processing conditions. Thus computerized image analysis systems are finding increasing applications in the field of iron ore sintering. This work details a new method developed to perform this function, and discusses some possible applications. Sinter samples from plant were subjected to Reflected light microscopy, Chemical analysis, QEMSCAN (QEMSEM) and XRD analysis. The selection of representative sample and its size fraction for phase quantification was an issue. It is established from the analysis of phase quantification data generated by optical image analysis, that there is no effect of size fractions on phase variations. Any size fractions used for quantitative analysis gives similar results. In case of XRD analysis information of amorphous phases (mainly silicates) is absent. QEMSEM is still in nascent stage and needs further database development.
A detailed sampling procedure was formulated to collect the representative samples from each plant. 200 kgs batch of sinter samples from the sinter plant for over a period of one month were collected by auto sampler. The above sample size was reduced to 5 kgs by means of coning and quartering. The samples were further screened for required size fractions. These size fractions were subjected to chemical analysis, optical image analysis, XRD analysis, and QEMSEM analysis. The data thus generated was compared for the variations in the result output by different analytical techniques.
2.2. Sample Selection and Preparation for CharacterisationBased on the variation in Fe% and CaO%, by size wise chemical analysis of ten sinter samples it was observed that –40+25 mm and –25+15 mm , –15+5 mm and –5 mm size ranges were showing an opposite trend (Fig. 1). Thus, for characterisation study the above size range of sinter samples were selected.

Size wise chemical analysis of sinter.
Five Kgs of representative sinter samples were collected and screened. A part of the sample was powdered for chemical analysis. The chemical analysis was done by ICP AES instrument. A representative fraction of each individual size was crushed to –3+1 mm size fraction and were subsequently cold mounted and polished. Phase analysis was carried out with a Carl Zeiss reflected light microscope Axiovision 4. For image analysis, Axiovision 4.5 was used. Approx 100 photographs of each individual mounted block was analysed to get an average phase percentage. Same sample blocks were used for QEMSEM analysis.
The samples of all the individual sinter and their size fractions mentioned earlier, were pulverised and subjected to qualitative X-ray diffraction (XRD) analysis, using Cu Kα radiation, a 2θ scan range of 10–90°, a step size of 0.02° 2θ, and a counting time of 1 s per step. Only crystalline phases in amounts sufficient to diffract (usually ≥ 3–4 mass%) under the conditions employed, were detected.
SFCA (Silico Ferrites of Calcium and Alumina), Calcium Ferrite, CF (calcium Ferrite) and CFS, (Calcium Ferrite with silicates) are the names as in the database of different instruments and represents the different types of calcium ferrites present in sinter. In image analysis only Ferrites are used as its unable to differentiate between different types of calcium ferrites.
Significant variation is present in the chemistry and phase composition of the phases in the size wise analysis. It was observed that Magnetite and Ferrite are major sinter phases and together contribute to approx 80% of the total volume. Hematite and Silicate phase contributes to rest of the 20%.
3.1. Image AnalysisThe data was averaged for three sets of size fraction; 1) Global average- weighted average of all size fractions. It is done by mass balance as per the formula given below:
Phase present in size fraction –40+25 mm = L×W; Phase present in size fraction –25+15 mm = M×X; Phase present in size fraction –15+6.3 mm = N×Y; Phase present in size fraction –6.3 mm = O×Z.
Where L M N O is phase percentage, and W X Y Z are weight percentage of that size fraction
Thus global average = L×W + M×X + N×Y + O×Z; excluding return fines = L×W + M×X + N×Y; Size containing RDI fraction- N×Y; Return fines (RF) - O×Z.
The above calculated average data values were plotted against RDI (IS 10823 1994) values for individual size fractions. It was observed that there is no significant variation of phases, in different size ranges with respect to their RDI (Figs. 2(a)–2(e)). The return fines fraction however, tends to have a higher or lower amount of phases with respect to other size fractions. Thus for phase analysis purpose any size range (except of RF) will provide similar information.
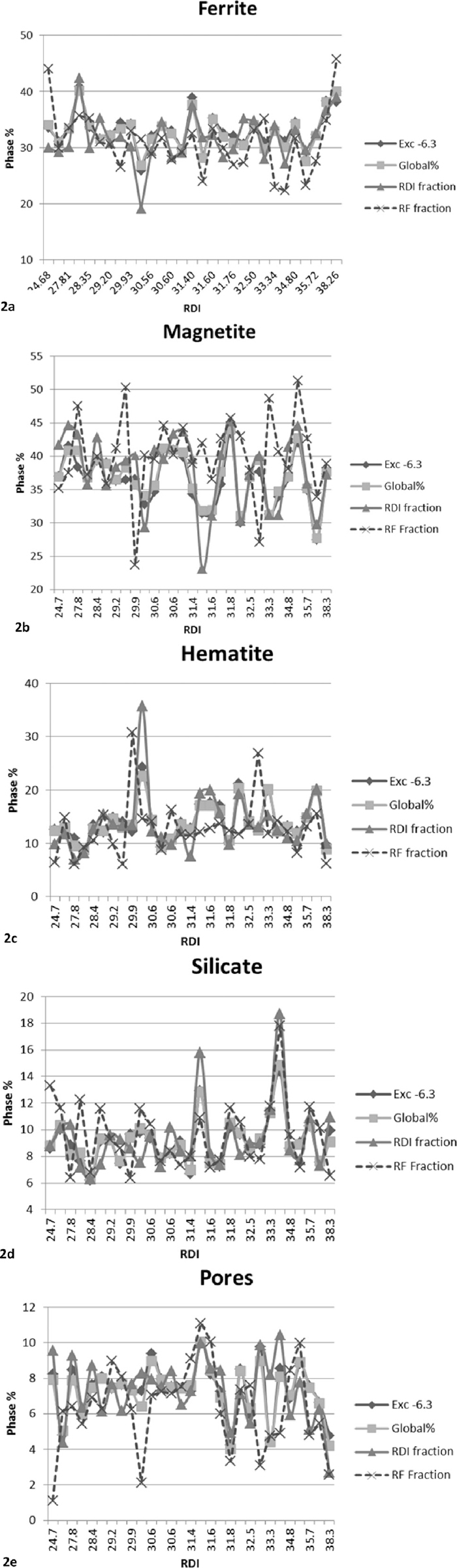
a)–e) Distribution of phase% with respect to the RDI of sinter. RF fraction depicts a different trend from the rest of the size ranges a) Ferrite, b) Magnetite, c) Hematite, d) Silicate, e) Pores.
In recent years image analysis of optical and scanning electron microscope (SEM) images of polished sinter sections has been shown to be viable for microstructure characterization.1,2,3) However, due to the heterogeneous nature of sinter a very large number of observations are needed to ensure the results are representative. This necessitates the use of automated systems to obtain and measure images.
In the case of the SEM, this tends to limit operation to more rapidly obtained backscattered electron (BSE) images. A drawback with BSE images is that the BSE intensity difference for the important sinter phases of hematite and magnetite is only about 3%. In comparison, optical image analysis is far more flexible because they have a difference in reflectance of approximately 20%, so are easily separated by grey level contrast. In addition, there are significant differences in reflectance between the other sinter phases of calcium ferrite, glass and calcium silicate.2)
The most difficult part of iron ore sinter characterization is finding a suitable means to describe the heterogeneous multiphase microstructure. This work details a new method developed to perform this function, and discusses some possible applications.
4.1. QEMSEMQEMSEM is an abbreviation standing for Quantitative Evaluation of Minerals by SCANning electron microscopy. The identification of different phases through QEMSEM depends on related standard database where backscattered electron value and EDS spectrum are stored. But due to change in element proportion in one phase, both the values are changed. Thus, the same database may not be able to identify the same phase if elemental proportion is changed. Hence, a standard database should be developed addressing the above so that it can identify phase covering the whole range. Effort has been made to develop such databases for our iron ore sinter.
4.2. Particle View from QEMSEMQEMSEM gives information related to the association of the different minerals (Fig. 3). This helps to analyse the textural arrangement of the phases (Fig. 4). In this case it is evident that magnetite and Ferrite phase is intimately associated. In few cases SFCA, Silicates and hematite can be observed.
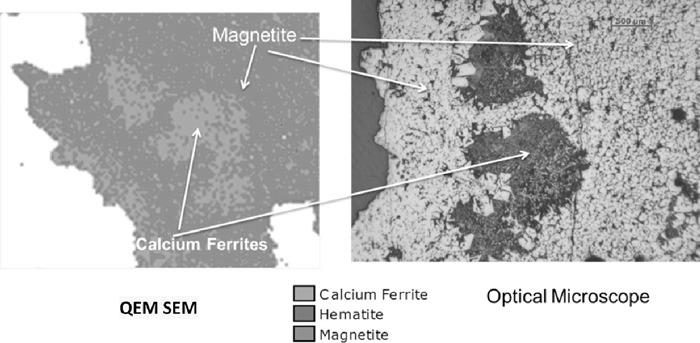
Comparative view of optical image and QEMSEM image.

Particle view by QEMSEM.
The same samples used for Image analysis were analysed in the QEMSEM. It can be observed that there is a considerable difference in the results in terms of absolute values of phase% of the two systems (Fig. 5).

Comparative view of phase% by Image analysis and QEMSEM.

XRD analysis of sinter.
The above difference in the data can be attributed to the fact that, there is a human interference in case of optical image analysis and there is no elemental analysis possible in image analysis. The variation in the data is however comparable relatively, thou the QEMSEM gives a higher individual/absolute value for the same phase.
X-ray powder diffraction (XRD) is a rapid analytical technique. This technique provides information on the crystal structure and minerals phases or compounds present in the sample. This however has its limitation in identification of amorphous minerals/phases. Thus for sinter this analysis can give information on the crystalline phases, but information of amorphous phases (mainly silicates) is absent. The complications arises in phase determination when there is a impurity in the phases, for ex presence of Ca in Magnetite phase. In this case the XRD peak will differ from the pure magnetite phase. In general this technique is good for rapid analysis and relative value for comparison.
• It is established from the analysis of phase quantification data generated by optical image analysis, that there is no effect of size fractions on phase variations. Any size fractions used for quantitative analysis gives similar results.
• The major phases identified were Magnetite, Calcium Ferrites, Hematite and Silicates.
• The absolute values given by QEMSEM is higher, than, that of optical system. However, the trend of phase quantification remains the same.
• In case of XRD analysis information of amorphous phases (mainly silicates) is absent.