Regular Article
A New Model for the Prediction of Evolution of the Residual Stresses in Tension Leveling
2013 Volume 53 Issue 8 Pages 1436-1442
Details
2013 Volume 53 Issue 8 Pages 1436-1442
The shape defects such as edge waves and center buckles may be formed in the rolled strip, since rolling can easily produce non-homogenous elongation across the strip width. The main purpose of tension leveling is to cure such defects by eliminating the differences in elongation and thus eliminating the residual stresses. In this paper, a new model is presented for the prediction of the evolution of the residual stress distribution in the strip undergoing tension leveling. The model consists of an analytic model for the prediction of the strip curvature at each roll, the residual stress distribution along the width of the strip, and the roll force at each roll. The prediction accuracy of the proposed model is examined through comparison with the predictions from a finite element model.
During rolling, elongation of a fiber may vary across the strip width, due to the non-uniform nature of plastic deformation, heat transfer, and phase transformation that the strip experiences. Consequently, a substantial level of residual stresses may manifest in the product, which would often accompany shape defects such as edge waves and center buckles. Tension leveling is performed to drastically reduce the magnitude of such residual stresses. During tension leveling, bending and tension are applied simultaneously, in such a way that the shorter (the longer) fiber would receive greater (smaller) elongation, so that elongation may eventually become uniform across the strip width. One of the most important issues in such a practice is, naturally, how to optimize the process conditions so as to reduce the residual stresses effectively, and it is in this regard that a sound mathematical model is desired which is capable of precisely predicting the evolution of the residual stresses throughout the process.
A classical model for predicting fiber elongation is due to Kinnavy1) in which dimensionless factors α and β are introduced which represent the contribution of stretching and the contribution of bending moment to total strain, respectively. However, a sound approach regarding proper selection of these values is yet to be developed. The model proposed by Misaka and Masui,2) which is developed on the basis of experimental results, is widely used for process control.3) Similar models are proposed by Hattori et al.,4) and also, by Hibino.5) The accuracy of their empirical equation for the calculation of bending curvature, which is vital for sound prediction of the evolution of residual stresses, however, may have to be examined for a wide range of process conditions.
In this paper, we present a new model for the prediction of the evolution of the residual stresses. A detailed description of the model is given, with emphasis on the analysis of the strip curvature. The prediction accuracy of the proposed model is examined through comparison with the predictions from a series of finite element simulation.
The strip processed by tension leveling, illustrated in Fig. 1, is thin and wide. Therefore, we may assume that the normal stress acting across the strip thickness is negligible. Also, the plane strain condition would be applicable across the strip width. Let x, y, and z denote longitudinal direction, normal (thickness) direction and transverse (width) direction, respectively. Then
| (1) |
| (2) |
| (3) |
| (4) |
| (5) |
| (6) |

Tension leveling, a schematic view (a) the region where the strip undergoes plastic deformation while passing through a series of idle rolls placed on the top and bottom surfaces of the strip, (b) the front end of the strip which moves with the prescribed velocity, (c) the back end of the strip where tension is applied.
From Eqs. (4) and (6), we obtain
| (7) |
| (8) |
| (9) |
| (10) |
| (11) |
| (12) |
From Eqs. (8) and (12), the increment of the z-average longitudinal strain at the strip center is given by
| (13) |
| (14) |
| (15) |
It follows from Eqs. (8), (13), and (15) that
| (16) |
| (17) |
| (18) |
| (19) |
| (20) |
| (21) |
| (22) |
| (23) |
| (24) |
| (25) |
| (26) |

(a) strip geometry, (b) mesh representing the cross-sectional plane of the strip
Using the radial return algorithm,6) the plastic strain increments may be calculated, as follows:
Define
| (27) |
| (28) |
| (29) |

A graphical representation of the radial return algorithm.
From Eqs. (1), (2), (3), (4), (5) and the incompressibility of plastic deformation, it may be shown that
| (30) |
| (31) |
| (32) |
| (33) |
| (34) |
| (35) |
| (36) |
| (37) |
| (38) |
The following procedure may then be taken to predict the change of the residual stress distribution in a cross-section of the strip during tension leveling.
1) Read initial stress distribution and initial curvature.
2) Read the increment of the strip curvature dκ.
3) Assume that the plastic strains are equal to zero,
4) Calculate the increment of the strain at center, dεc from Eq. (18).
5) Calculate the increment of the longitudinal strain, dεx from Eq. (19).
6) Calculate the increments of the deviatoric strain,
7) Calculate the increments of the plastic strain,
8) Repeat from 4) to 7) until the convergence.
9) If the increments of the plastic strain converge, calculate the increment of the stresses and the average increment of the longitudinal stress, dσx, dσz and
10) Update the stresses and the average longitudinal stress, σx, σz, and
11) Repeat from 2) to 10), until the strip section completely passes through the tension leveling process.
As may be seen in Eq. (6), sound prediction of the change in the curvature of the strip during tension leveling is a prerequisite for precise prediction of the evolution of the residual stresses in it. Let us consider a strip segment between two adjacent rolls, which constitutes a part of the whole strip, as shown in Fig. 4(a). Three assumptions are adopted for the prediction of the strip curvature, as follows. (1) Change in the sign of the curvature occurs at the mid-point between two rolls. (2) The deflection of the strip at the mid-point is one-half of the compression depth of the roll. (3) The tensile force is acting along the center line of the strip.

(a) process geometry (b) the free body diagram for one half of the strip between two adjacent rolls (c) the free body diagram showing the variation of the bending moment in the strip.
As may be seen from Fig. 4(b), the maximum moment is given by
| (39) |
Also from Fig. 4(c), the moment is given by,
| (40) |
| (41) |
| (42) |
| (43) |
| (44) |
| (45) |
| (46) |
| (47) |
| (48) |
It is clear from Eqs. (45), (46), (47), (48) that the effect of the compression depth and tensile force on the deflection and the curvature at any point in the strip is given by
| (49) |
| (50) |
As shown in Fig. 4(b), the shear force is given by
| (51) |
The bending moment is given by
| (52) |
It may be shown that
| (53) |
| (54) |
| (55) |
A finite element model for the analysis of 3D non-steady elastic-plastic deformation, which is described in detail in the reference,7) is used for the examination of the prediction accuracy of the proposed model. Initially, the prescribed tension is applied to the back end of the strip while the front end is attached to a frictionless, flat die, as illustrated in Fig. 1-(b), and all the upper rolls are in contact with the strip. The first step of FE simulation is the upward movement of the lower rolls until the prescribed compression depth is achieved. The second step is to pull the flat die with a prescribed velocity, until the steady-state is reached regarding stress distributions in the deformation zone.
For the validation of the present model, tension leveling with three rolls is investigated, which is described in Fig. 5. The strip subject to tension leveling is assumed to be 1.0 mm thick and 800 mm wide. Also assumed are; Young’s modulus of the strip is 200 GPa, Poisson’s ratio is 0.3, and the yield strength of the strip is 400 MPa, the prescribed tension at the back end of the strip is 200 MPa, and the prescribed velocity of the flat die is 5000 mm/sec. The intermeshes considered are 0.7 mm and 1.5 mm.

Tension leveling with three rolls, process geometry.
In order to eliminate the effect of the mesh size as well as the time step size on the solution accuracy, a series of numerical tests were conducted. The mesh selected from these tests, is found to be one having 12 elements across the half width of the strip, 6 elements across the thickness of the strip, while the length of each element along the moving direction being 1/60 of the roll diameter, which amounts to 0.667 mm. In order to ensure achieving the steady-state stress distributions, the strip length is selected to be 400 mm, five times longer than the roll pitch, which leads to using 600 elements across the length of the strip. For the time step size, 0.000012 second was chosen. With this time step size, simulation requires about 5000 time steps.
As may be seen in Figs. 6 and 7, the predicted strip curvature is in excellent agreement with the predictions from FEM, either when 0.7 mm intermesh is applied or when 1.5 mm intermesh is applied. The predicted progressive reduction in the residual stress level as the strip passes through the roll gaps, as well as the predicted roll force, are also found to match precisely the predictions from FEM, as illustrated in Figs. 8, 9, 10.

The strip curvature, for 0.7 mm intermesh (three rolls).

Strip curvature, for 1.5 mm intermesh (three rolls).

Evolution of the residual stress distribution, for 0.7 mm intermesh (three rolls).

Evolution of the residual stress distribution, for 1.5 mm intermesh (three rolls).

Roll force, for 1.5 mm intermesh (three rolls).
Verification is also performed for a more complex process geometry, which involves six rolls with different roll diameters, as shown in Fig. 11. Note that the process consists of ‘stretching unit’, and ‘anti-cambering unit’. The process conditions are, as summarized in Table 1, as follows. The stretching unit consists of three rolls, with the diameter of each roll being 30 mm (roll no. 1), 30 mm (roll no. 2), and 80 mm (roll no. 3), respectively. The distances between two adjacent rolls are, L1 = 30 mm, and L2 = 80 mm. The anti-cambering unit consists of three rolls, with the diameter of each roll being 80 mm (roll no. 4), 40 mm (roll no. 5), and 80 mm (roll no. 6), respectively. The distances between two adjacent rolls in this unit are all 42.5 mm. The distance between the stretching unit and the anti-cambering unit is D = 100 mm. The intermesh of the stretching unit as well as that of the anti-cambering unit is 0.4 mm. The strip thickness, width and the material properties are the same as those used in tension leveling with three rolls. It is assumed that the yield strength of the strip is 400 MPa, the prescribed tension at the back end of the strip is 200 MPa, and the prescribed velocity of the flat die is 5000 mm/sec.
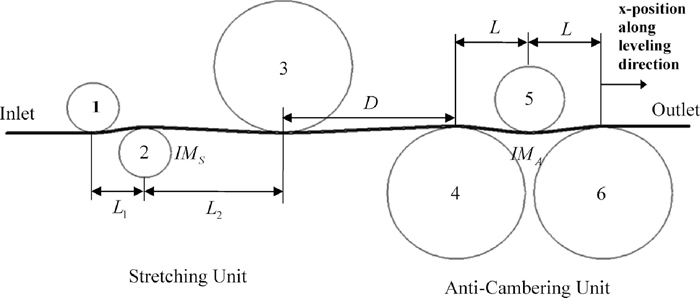
Process geometry, industrial tension leveling.
| Stretching unit | L1 (mm) | 30.0 |
| L2 (mm) | 80.0 | |
| Roll 1 diameter (mm) | 30.0 | |
| Roll 2 diameter (mm) | 30.0 | |
| Roll 3 diameter (mm) | 80.0 | |
| Intermesh IMs (mm) | 0.4 | |
| Between units | D (mm) | 100.0 |
| Anti-cambering unit | L (mm) | 42.5 |
| Roll 4 diameter (mm) | 80.0 | |
| Roll 5 diameter (mm) | 40.0 | |
| Roll 6 diameter (mm) | 80.0 | |
| Intermesh IMA (mm) | 0.4 |
Regarding the FE mesh used, the same mesh as used in the investigation of tension leveling with three rolls is used. Namely, 12 elements across the half width of the strip and 6 elements across the thickness of the strip are used, while the length of each element along the moving direction is 0.667 mm. In order to ensure achieving the steady-state stress distributions, the strip length is selected to be as great as 800 mm.
The predicted strip curvature, the predicted progressive reduction of residual stress level both in the stretching unit and in the anti-cambering unit and the predicted roll force are in excellent agreement with the predictions from FEM, as shown in Figs. 12, 13, 14, 15.

Strip curvature, industrial tension leveling.

Evolution of the residual stress distributions, industrial tension leveling, the stretching unit.

Evolution of the residual stress distributions, industrial tension leveling, the anti-cambering unit.

Roll force, industrial tension leveling.
Process setup and control in tension leveling is mainly practiced on the basis of an operator’s experience, as in many other steel processing lines in the mill. Definitely, a scientific approach is highly desired, for the purpose of improving the product quality and reducing the production cost. There are two pre-requisites to achieve this goal. One is the on-line capability of precisely predicting the residual stress distributions in the strip, and the other is the on-line capability of precisely predicting the evolutions of the residual stresses during tension leveling. In this paper, a new model is presented with regard to the latter. It is shown that the model’s prediction accuracy is comparable to that of FEM. Considering that approximately two CPU seconds are consumed when prediction is to be made using a personal computer, the model may play an important role in sound, automatic process setup and control in tension leveling.
εij = strain tensor
εc = longitudinal strain at the strip center
σij = stress tensor
σY = yield strength
E = Young’s modulus (elastic modulus)
μ = shear modulus
I = moment of inertia of the strip
IM = intermesh of lower roll
v = Poisson’s ratio
κ = curvature of the strip
ρ = curvature radius of the strip
γ = ratio between the thickness of the strip and the thickness of the elastic part
δ = compression depth
L = distance between two rolls
t = thickness of the strip
w = width of the strip