Abstract
Metallurgical and mechanical properties of two low alloy, TRIP assisted, multi-phase steels are investigated. Tension and compression experiments are performed over a range of strain rates and temperatures to determine the kinetics of the austenite to martensite transformation. The volume fraction of retained austenite is measured using neutron diffraction which provides measurements of high accuracy. Results are used to assess the energy absorption characteristics of the steels for use in crashworthiness evaluations.
1. Introduction
Over the last few years, the increase in the levels of comfort, safety and convenience in the automobile has led to an increase in the overall weight of the car. This increase in weight naturally results in an increase in fuel consumption and carbon emission in the atmosphere. In order to curb the environmental footprint of the increasing number of automobiles worldwide, several governmental and continental directives are introduced aimed at reducing the vehicle fuel consumption. Reducing the automobile carbon emission and increasing the mile per gallon range is not only achieved by improving the engine efficiency, but also by reducing the vehicle weight. It is important however, that such a trade-off does not result in compromising the vehicle’s structural integrity and passenger safety in the event of a crash.
For decades, the developments of strengthening mechanisms in steels have led to improvements in mechanical properties such as strength and ductility. TRansformation Induced Plasticity (TRIP) in advanced high strength steels (AHSS) is one of the strengthening mechanisms that have been the focus of recent studies due to its superior combination of strength and ductility. This class of steels, presenting a potential for weight reduction without loss of crashworthiness properties, is an ideal candidate to use in the automotive industry. Transformation induced plasticity is a phenomenon first highlighted by Zackay1) in 1949 for fully austenitic stainless steels. During deformation, the austenite phase progressively transforms to martensite resulting in improved ductility and strength. Due to the remarkable improvement in properties, the TRIP phenomenon was thoroughly investigated and modelled by Olson, Cohen and Stringfellow2,3,4,5) and later by Iwamoto, Tomita et al.6,7,8,9) The authors reported on the influence of strain rate, stress state and temperature on the kinetics of the martensitic transformation. The focus on the transformation kinetics is due to its direct influence on the mechanical properties. Recently, low alloy TRIP assisted multiphase steels have gained prominence due to their promising improvement in strength and ductility. Their microstructure consists of ferrite, bainite, retained austenite and martensite. The improved properties are due to the increase in the dislocation density in the ferrite matrix, resulting from the generation of the hard martensite phase, responsible for the increase in the work hardening rate and a direct upward influence on strength and ductility.
Even though the benefits of the multiphase structure with retained austenite has been known earlier in dual phase steels,10) and later in the early nineties in low alloy multiphase steels that take advantage of the TRIP strengthening,11,12,13,14) its widespread understanding and commercialization has been limited due to the complexity and variety of the factors that control the TRIP phenomenon in cold rolled low alloy TRIP assisted multiphase steels. The understanding of these various factors remains work in progress and to various degrees have been the subject of several studies as discussed by Ref.15,16,17,18,19) Among the factors that have direct influence on the microstructural properties and mechanical characteristics are the metallurgical aspects such as heat treatment parameters, the alloying elements and their weight % composition. Moreover, the mechanical response of these steels is directly influenced by physical conditions such as the strain rate, stress state and temperature. These same physical conditions were determined earlier to have direct influence on the kinetics of the martensitic transformation which plays a pivotal role, among others, on the strengthening of this class of steels. The interaction of these various elements and their influence on the bulk properties of the material is yet to be fully explored.
The effect of strain rate on the martensitic transformation is already understood and reported for fully austenitic stainless steels. The increase in strain rate results in an acceleration of the martensitic transformation at low strain as reported by Hecker et al.20) and Tomita and Iwamoto.8) Yet the influence on the strain rate on the strength, ductility and transformation kinetics is still a work in progress for the TRIP assisted low alloy multiphase steels. Limited research has highlighted the influence of strain rate on the martensitic transformation and the mechanical strength of TRIP steels based on elevated strain rate tension tests conducted using hydraulic testing at strain rates on the order of 100 s–1 or Hopkinson bars setup reaching strain rates on the order of 2000 s–1. Moreover, for most of these studies, the quantification of the volume fraction of retained austenite is determined “post mortem” on tensile samples in the neck region rather than throughout the deformation process. Fu et al.21) conducted a study on a 0.195% C, silicon bearing TRIP steel to determine the influence of strain rate on the mechanical response. The authors conducted tension tests at quasi-static strain rates as well as various elevated strain rates of 950 s–1, 1300 s–1 and 1600 s–1. They noted an increase in UTS with increasing strain rates in their tests. This strength increase is accompanied by a decrease in ductility to values below that observed for the quasi static test. The test conducted at a strain rate of 950 s–1 displays the lowest ductility amongst the high strain rate tests, whereas the tests conducted 1300 s–1 and 1600 s–1 display comparable final elongation. Moreover, the authors observed a decrease in the amount of the transformed martensite in the neck region with an increase in strain rate. This was attributed to adiabatic heating, which counters the effect of strain rate increase that is expected to accelerate the martensitic transformation. This same observation is also reported by Wei et al.22) for various TRIP steels. They also noted the existence of a transition point for the rate of the martensitic transformation. At strain values below 4% for the quasi static tension test, and 8% for the high strain rate tests, the rate of the transformation of the retained austenite to martensite was higher than that observed beyond these transition strains. Even though the total elongation decreased with the increase in strain rate, the authors observed a higher ductility in the neck region for the specimens tested at high strain rates in comparison to those tested at the quasi-static strain rate. Fractographic observations indicated the role of thermal softening on the observed increase in ductility of the neck region. The increase in strength, and the acceleration of the martensitic transformation with the increase in strain rate (150 s–1 compared to quasi-static strain rate), as well as the decrease of the rate of transformation with the increase in plastic strain due to the resulting adiabatic heating, were also observed by Pyshmintsev et al.23) Moreover, the authors reported a varying strength and martensitic transformation response between the tested silicon and aluminum bearing steels. A marginal increase in strength with the increase in strain rate was observed for the aluminum steel as opposed to the pronounced strength increase in the case of the silicon steel. Second, the volume fraction of the transformed retained austenite is lower for the aluminum steel at both quasi-static and high strain rates. Similar observations have been noted elsewhere,24,25,26,27) for the dynamic behaviour of TRIP steels. Van Slycken et al. and Poulon-Quintin et al.28,29,30) tested various silicon and aluminum bearing TRIP steels at high strain rate and reported similar results as above concerning the increase of mechanical strength with the increase in the strain rate, and the competing effect of the strain rate and temperature on the rate of transformation of the retained austenite. However, they also noted a reverse trend regarding ductility and final elongation, and reported an increase in elongation to failure with the increase in strain rate, as opposed to the decrease reported earlier. A possible reason for this difference is the variation in the geometry of the specimens tested by the various researchers.
Similar to the strain rate, the stress state is reported to have a direct influence on the transformation kinetics of the retained austenite in fully austenitic stainless steel. While some authors reported an acceleration of the martensitic transformation in tension compared to compression, other authors have reported the opposite trend. The stress state effect on the martensitic transformation in low alloy, TRIP assisted, multiphase steel has been investigated by several authors and they reported similar findings. Furnemont et al.31) conducted experiments in pure uniaxial tension, at quasi-static strain rate, on various specimen geometries in order to alter the resultant stress state value. Their experimental results revealed that the increase in stress state promotes the transformation of the retained austenite. Pyshmintsev et al.32,33) conducted tension experiments under superimposed hydrostatic pressure, which lead to a decrease in stress state. These tests were performed on silicon and aluminum bearing TRIP steels, the results of which showed that the increase in the hydrostatic pressure (and resultant decrease in stress state) promotes the stability of the retained austenite and reduces the rate of the martensitic transformation.
The effects of temperature on the martensitic transformation have long been established as it controls the number of shear band intersections that represent the sites for nucleation of martensitic embryos. The influence of temperature on the transformation kinetics of the retained austenite in fully austenitic stainless steel has received considerable attention, and previous studies have indicated that an increase in the austenite stability accompanies an increase in temperature. The importance of temperature is also due to the adiabatic heating present during high strain rate deformation. The rate of heat generation exceeds the rate at which it is dissipated at these conditions, thereby leading to an increase in the bulk material temperature. Therefore it is important to extend these studies and understand the effect of temperature on the transformation behaviour of the retained austenite present in low alloy TRIP steels. Bleck et al.34) investigated the influence of temperature on the mechanical response of silicon bearing low alloy TRIP steels. They performed tensile tests at increasing temperature between room temperature and 100°C and noted a decrease in tensile strength with the increase in testing temperature. Similar findings were reported by Rong et al.,27) who tested low silicon bearing TRIP steels in tension at various temperatures and strain rates. The authors also reported an increase in the retained austenite stability with the increase in testing temperature, detected by the increase in the amount of untransformed retained austenite with the increase in temperature.
It can be seen that the strain rate plays an important role in the transformation kinetics of the retained austenite and the mechanical properties of low alloy TRIP assisted multiphase steels. The increase in strain rate is seen to promote the martensitic transformation whereas the increase in temperature helps stabilize the retained austenite, leading to a slower martensitic transformation. During high strain rate testing, where both strain rate and temperature increase, the two effects are in competition and the level or rate of variation of the retained austenite depends on the testing conditions, the TRIP steel preparation, and chemical composition. The results presented above for the various materials are far from complete even if the various effects are highlighted. Therefore, it is important to systematically determine the influence of each of the above-mentioned variables on the transformation kinetics of the retained austenite, and on the strength and ductility of low alloy TRIP assisted multiphase steels.
The development of material models for predicting the dynamic behaviour of low alloy TRIP steels, which explicitly account for the austenite to martensite transformation, such as those developed by Tomita and Iwamoto and others for fully austenitic steels, requires mechanical characterization over a range of temperatures and strain rates, as well as accurate measurement of the evolution of the retained austenite volume fraction. Because of the relatively low volume fraction of retained austenite in the low alloy TRIP steels, many of the methods used for determining the retained austenite volume fraction in studies of fully austenitic steels, do not provide sufficient accuracy. In this work, neutron diffraction is used to determine the evolution of retained austenite in two low alloy TRIP steels subject to tension and compression loading at both quasi-static and high strain rates. Tests at elevated temperature are also performed to assess the effect of adiabatic heating due to high strain rate deformation.
2. Materials
Low alloy TRIP assisted multiphase steel is prepared following a 3 stage heat treatment process from TRIP capable steel as shown in Fig. 1. The first stage is the intercritical annealing (I. A.) during which the alloying elements are redistributed in the ferrite and austenite phases present at this temperature. The second stage is the bainitic holding (B. H.) aimed at transitioning part of the austenite present in the material into bainite, thus increasing the carbon concentration in the austenite. The third and final stage of this process is the cooling to room temperature where the austenite is retained in a metastable form. The temperature and duration of the first two stages of the TRIP preparation process control its composition and the stability of the retained austenite and both factors, among others; play a major role in the mechanical properties of the material and the kinetics of the martensitic transformation.

The alloying elements and their concentration play an important role on the volume fraction of retained austenite and the mechanical properties of the produced TRIP steels. The main alloying elements other than carbon are manganese and silicon (or aluminum) in addition to trace quantities of other elements. The role of manganese is to control the stability of the retained austenite, whereas the silicon, which is sometimes replaced by aluminum, is used to suppress the precipitation of cementite.35) The use of aluminum instead of silicon results in an improved surface finish and weldability favourable for the auto industry.36) Jacques et al.15,18,37,38,39,40,41) reported on the influence of varying the carbon, silicon and aluminum content on the rate of the martensitic transformation and the resulting alteration of the mechanical properties. They noted that the increase in the carbon content to 0.29% in the silicon bearing TRIP steel results in an increase, from 8% to 18%, of retained austenite compared to the 0.13% C steel, as well as a substantial increase in tensile strength and uniform ductility. The decrease in silicon content results in a reduction of the uniform ductility and retained austenite volume fraction as well as a slight reduction in tensile strength. Even though aluminum is a successful suppressor of carbide formation and an aid to retaining the austenite and the aforementioned advantage of its use instead of silicon, a noted deterioration of the strength and ductility are noted by the authors for the aluminum bearing TRIP steels relative to the silicon steels. In this work two hot rolled silicon bearing TRIP steels are produced with varying weight percent content in carbon as shown in Table 1.
Table 1. Chemical composition of the TRIP steel (% weight).
| C | Mn | Si | Al | N | P |
|---|
| “Low” carbon (LC) | 0.16 | 1.5 | 1.53 | 0.03 | 0.0048 | 0.007 |
| “High” carbon (HC) | 0.31 | 1.50 | 1.53 | 0.004 | 0.0035 | 0.002 |
3. Experimental Procedures
In order to systematically characterize the kinetics and mechanical properties of the TRIP steels, a series of tests is performed under quasi static and high strain rate (Hopkinson bars). The uniaxial tension and compression tests are performed to determine the mechanical properties of the materials. The tested samples are recovered and subsequently examined using the neutron diffraction techniques in order to determine the evolution of the retained austenite with strain under the various testing conditions. The tests are conducted on samples of identical geometry at quasi-static and high strain rates in order to eliminate any size effects from the determined results. The compression samples, shown in Fig. 2, are 4 mm in height and diameter. For the tension tests, reduced 10 mm gage samples, shown in Fig. 3, are used. The use of the same specimen geometry for both the quasi-static and high strain rate tests makes the comparison of the results between the quasi-static and high strain rate tension tests more objective.

The heat treatment schedule for each of the TRIP steel is shown in Table 2. Hereafter, the “low carbon” TRIP steel is referred to as LC, whereas the “high carbon” is designated as HC. For the purpose of producing the mechanical tests samples, bars are cut from the steel plates and then machined into 14 mm diameter cylinders, 45 mm in length. The axis of the cylinders is aligned with the plates rolling direction. After the appropriate heat treatment the mechanical samples are machined. A typical microstructure for each of the TRIP steel is shown in Figs. 4 and 5. The TRIP microstructure is revealed by etching the polished samples using the LePera agent prepared by mixing equal quantities of 1% sodium metabisulfite and 4% picral. After etching for 10 seconds approximately, the ferrite appears bluish, bainite in brown, whereas the austenite phase and martensite are shown in white. To polish the samples 10 mm sections of the heat treated cylinders are cut, and then sectioned along their centerline using a rotary diamond saw. The samples are then ground and polished using 1 micron water soluble diamond suspension while lubricated with water based diamond extender.
Table 2. Heat treatment schedules.
| Intercritical annealing T1 (°C) for 20 min. | Bainitic holding T2 (°C) | Holding time t2 (min.) |
|---|
| LC | 840 | 400 | 2 |
| HC | 765 | 360 | 2 |
The quasi-static tension and compression experiments are conducted using a software controlled servo-hydraulic MTS testing machine at room temperature (293 Kelvin). High temperature isothermal (373 Kelvin) quasi-static compression tests are conducted inside an environmental chamber fitted to the MTS testing machine. Test temperature is chosen to cover a range typified by that which occurs during high rate deformation such as an automotive crash. The isothermal tests are used only for compressing the specimens to different levels of strain and not for determining the stress vs. strain response of the material. For conducting the compression experiments, the samples are sandwiched between two hard metal platens with polished smooth surfaces. The polished surfaces of the platens and adequate lubrication helped keep the friction at the specimen-platen interface to a minimum which eliminated the barrelling effect. The lubricant used is a combination of molybdenum disulfide and graphite lubricant powder in suspension in petroleum jelly. The quasi-static tension tests are conducted by threading the samples to the MTS machine crosshead. Strain rates are on the order of 10–3 s–1 which minimizes any additional heating due to plastic work.
3.3. Hopkinson Bars Testing
The high strain rate tests are conducted using the Kolsky (Hopkinson bars) technique42,43,44,45) based on the theory of the propagation of the 1-dimensional elastic waves in rods. This is a well-established experimental method based on the one dimensional elastic wave propagation in both compression and tension.
In order to be able to determine the volume fraction of retained austenite as a function of strain, interrupted compression tests are performed in order to measure the retained austenite content for different strain values. For each measurement a separate experiment is needed. This is easily done in the case of quasi-static compression testing where the test can be interrupted once the monitored displacement reaches the required value. This cannot be said for the case of high strain rate compression testing. Therefore an external means of displacement control is needed. For this purpose several steel collars, with the external diameter that of the incident and transmitted bars and an internal diameter large enough to allow the sample to expand freely when compressed, are machined. Each of the collars has a predetermined height corresponding to a required value of strain. When conducting the test, the collar is aligned coaxially around the specimen,46) allowing only the portion of the sample to be deformed to extrude. During the test, when the required displacement is reached, the collar acts as a bridge that interrupts the test at the needed strain value. Interrupted high strain rate tension tests are considerably more complex, requiring a significant amount of interpretation, and are not performed as part of this study.
4. Transformation Properties
The effects of strain, strain rate, stress state and temperature on the transformation characteristics of retained austenite in low alloy TRIP steels are studied using the neutron diffraction method for accurately determining the volume fraction of retained austenite in the TRIP steel samples. This testing method is chosen for its unmatched accuracy compared to other methods, such as X-Ray diffraction. The accuracy is a result of the high penetrative nature of the neutron beam that enables the analysis of the bulk of the sample, as opposed to the surface layer analysis in the alternative methods. A comprehensive analysis of the qualitative and quantitative methods for determining the volume fraction of retained austenite in TRIP steel is described in.46)
Data analysis is performed using the Rietveld refinement method47,48) with the use of the GSAS (General Structure Analysis System)49,50) powder diffraction package. The Rietveld refinement method is a nonlinear least square minimization procedure with a starting set of parameters close to the final values. All the structural and instrumental parameters are refined by fitting a calculated profile, such as peak width and shape, to the observed data. A representative diffraction pattern for one of the tested samples, used to determine the crystal structure, is shown in Fig. 6. This method is successfully used for quantitative phase analysis with high accuracy (0.1–0.4% standard deviation) by utilizing the scale factor related to the phase composition of the mixture of each of the determined crystalline phases in the sample. The results of the quantitative phase analysis indicate that the initial volume fraction of retained austenite for LC is determined to be 10%, whereas HC contains 16% retained austenite initially. The effect of strain on the transformation kinetics of the retained austenite is determined by analysing the quasi-static uniaxial tested samples. The effect of stress state is highlighted by comparing the quasi-static uniaxial tension and compression tested samples. The strain rate effect is highlighted by comparing the measurement from the quasi-static and high strain rate compression test samples. However, due to the existence of adiabatic heating, intrinsic to the high strain rate testing, the effects of temperature and strain rate on the martensitic transformation kinetics are coupled. The analysis of samples tested in compression at isothermal conditions, 373 Kelvin, demonstrates the effect of temperature on the martensitic transformation. Using a separate specimen for each data point, Figs. 7 and 8 display the evolution of the retained austenite for the TRIP steels at the corresponding testing conditions.


For the “low carbon” steel, LC, the volume fraction of retained austenite decreases with the increase in strain for all testing conditions. Figure 7 shows that, for the quasi-static strain rate, more retained austenite is transformed in tension than in compression. When comparing the quasi-static compression, it can be seen that the transformation is more rapid for the tests conducted at room temperature which indicates that the increase in temperature is an inhibitor of the martensitic transformation. The effect of strain rate on the level of transformation is also highlighted when comparing the level of martensite between quasi-static and high strain rate tests. It is obvious that, as opposed to temperature, the increase in strain rate acts as a catalyst for the martensitic transformation. However, with the increase in strain which in turn leads to the increase in temperature, due to adiabatic heating, the rate of transformation is reduced in comparison to that for low strains.
For the “high carbon” steel, HC, the evolution of the volume fraction of retained austenite with strain is shown in Fig. 8 for the mechanical tests conducted at quasi-static strain rate, high strain rate and elevated isothermal temperature. The austenite transformation rate with strain is the highest for the uniaxial tension test conducted at quasi static strain rate. When comparing the results of the quasi-static compression tests, it is obvious that the increase in temperature acts as a suppressor of the martensitic transformation. The influence of strain rate as a transformation catalyst is also obvious at low strains; however the competition between the high strain rate and the adiabatic heating effect is apparent, with the strain increase, at reducing the martensitic transformation rate.
5. Mechanical Properties
For the “low carbon” steel, LC, the true stress vs. strain results for the tension and compression tests, at quasi-static and high strain rates are shown in Fig. 9. A summary of strength and ductility results is shown in Table 3 indicates an increase in the ultimate tensile strength (UTS) from 784 MPa at quasi-static strain rate to 872 MPa at high strain rate, Fig. 10. This increase in strength, however, is accompanied by a decrease of uniform elongation from 25.60% to 16.20%, and a decrease in final elongation from 51% to 36.73%. For both the tension and compression tests, a noted increase in strength is observed at high strain rate as compared to the quasi-static test results. Furthermore, the stress differential between the tension and compression tests is worth noting, with the compression strength being higher.

Table 3. Tensile strength and ductility values for steel LC.
| Test | UTS (MPa) | Uniform Elongation (%) | Final Elongation (%) |
|---|
| Tension (10–3 s–1) | 784 (+2/–2) | 25.60 (+0.50/–0.50) | 51.00 (+0.15/–0.15) |
| Tension (1400 s–1) | 872 (+6/–6) | 16.20 (+0.25/–0.25) | 36.73 (+0.39/–0.68) |

For the “high carbon” steel, HC, the uniaxial, quasi-static and high strain rate, tension and compression tests results are shown in Fig. 11. As can be seen, the effect of the high strain rate leads to the increase in strength, however the magnitude of the strength differential decreases with the increase in strain. Table 4 summarizes the strength and ductility metrics for the HC TRIP steel. The noted increase in UTS is not as pronounced, as compared to the LC TRIP steel, being 1293 MPa at high strain rate in comparison to 1227 MPa at quasi-static strain rate, Fig. 12. Even though the final elongation remains unchanged, the uniform elongation drops from a strain of 16.60% at quasi static strain rate to 11.58% at high strain rate. Similar to the LC steel, the strength increases with the increase in strain rate in both tension and compression test modes. We can also observe an apparent softening of the steel with the increase in strain at high strain rate which results in a slight decrease in the strength differential between the quasi-static and high strain rate tests. Figure 11 also shows the effect of strain rate and stress state on the stress vs. strain response. While the uniaxial strength is higher in tension than in compression at the quasi-static rate, mostly above 5%, this trend is reversed for the tests conducted at high strain rate.
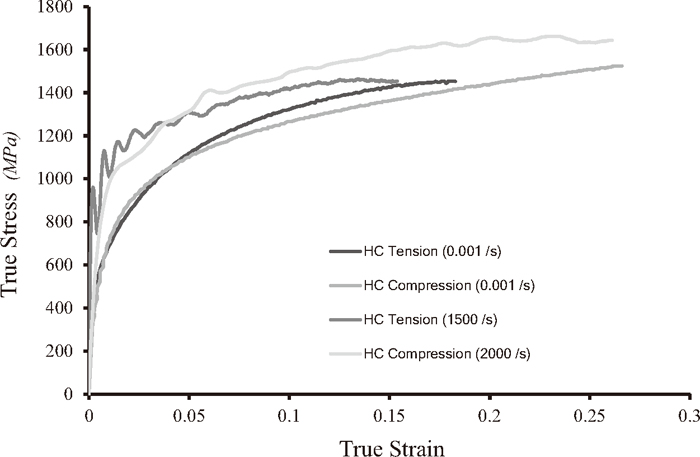
Table 4. Tensile strength and ductility values for steel HC.
| Test | UTS (MPa) | Uniform Elongation (%) | Final Elongation (%) |
|---|
| Tension (10–3 s–1) | 1227 (+3/–2) | 16.60 (+0.30/–0.20) | 22.68 (+0.30/–0.30) |
| Tension (1400 s–1) | 1293 (+6/–6) | 11.58 (+0.53/–0.44) | 22.72 (+0.24/–0.23) |
A Comparison of the true stress vs. strain and the engineering stress vs. strain test results plots for the two tested steels are shown in Figs. 13 and 14, respectively.
5.1. Energy Absorption
In order to complement the above results and gain a better understanding of the strength and ductility variation and their influence on the crashworthiness performance of the various steels, the absorbed energy at various levels of strain, 10, 15, 20% strain and at final elongation is determined from the engineering stress vs. strain and the results shown in Fig. 15.
The most important measure being that at 10% strain26) which represents the level of deformation mostly encountered during crash. It can be seen that the absorbed energy increases with the increase in strain and strain rate. Despite the noticeable decrease in ductility, the absorbed energy for the HC TRIP steel is higher than that of the LC steel for the 10, 15 and 20% strains. The energy absorbed at final elongation however is generally higher for the LC TRIP steel as a result of the higher ductility at final elongation.
6. Results and Discussions
In the previous sections the metallurgical and mechanical characteristics of two different TRIP steels are presented. The evolution of the volume fraction of retained austenite and the normalized martensite content are determined with the variation of strain, strain rate, stress state and temperature. Moreover, the mechanical response is determined for the two TRIP steels at different strain rates and state. The influence of the various physical factors on the transformation and mechanical properties is discussed in the following sections.
6.1. Transformation Characteristics
The martensitic transformation is seen to be affected by the external factors such as strain rate, stress state and temperature to various degrees. The influence of each of these factors is discussed below.
Strain Rate - Beside the influence of strain on the martensitic transformation, the strain rate plays a major role on the amount of transformed retained austenite. For both TRIP steels, it can be seen the strain rate plays the role of accelerating the martensitic transformation. The catalyzing influence of the strain rate on the martensitic transformation has been reported for the TRIP transformation in general in fully austenitic steels;8,20) also specifically for the TRIP assisted multiphase steels.22,51)
Temperature - The influence of temperature is obvious and consistent for both TRIP steels. At quasi-static compression testing conditions, the volume fraction of transformed martensite decreases with the increase in temperature indicating an increased stability of the retained austenite. The same observation is also reported by several authors.22,24,27,28,29,52,53,54)
Stress state - The influence of the stress state on the transformation kinetics is obvious when comparing the quasi-static tension and compression results. The results are consistent with the experimental observations reported by various authors7,31,32,33,53,55,56) indicating that the transformation is favoured with the increase in the stress state level ∑. Therefore the volume fraction of transformed martensite is higher in tension
(
Σ=
1
3
)
than in compression
(
Σ=-
1
3
)
.
6.2. Mechanical Properties
As can be seen in Figs. 9 and 11 the stress vs. strain results display a range of trends with commonalities and divergences. One of the common observations, being a characteristic of multiphase steels, is the absence of a defined yield point for the quasi-static tests. This observation has also been reported by several authors concerned with the mechanical behaviour of multiphase steels.25,28,29,57,58,59,60) Another common characteristic among the tested steels is the increased strength for the tests conducted at high strain rates. This observation is also consistent with the work of several authors.21,25,28,29,51,58,59,61)
When comparing the uniaxial tension and compression strength among the two TRIP steels, two groups of behaviours are identified. For the low carbon steel the compressive strength is higher than the tensile strength at quasi-static and high strain rate. This observation is counter intuitive considering the fact that more of the harder martensite phase transforms in tension than in compression. This observation reinforces the postulate that not only the amount of the transformed martensite is important for the mechanical properties of TRIP steels, but also the martensitic transformation rate is of equal importance.18,62) For the high carbon steels, the trend in regard to the variation between the compressive and tensile strength is mixed. At quasi-static strain rate, the compressive strength is higher than in tension up to an approximate true strain of 5%; this trend is reversed however for higher strains. Similarly, Choi et al.26) reported on the existence of two strain hardening trends for TRIP steels separated at the 5% strain level.
7. Conclusions
This paper has presented a detailed mechanical characterization of two low alloy TRIP steels, including compression and tension tests at quasi-static and high strain rates. The results permit a better understanding of the effects of strain-rate and stress state on the steel behaviour, which had not been systematically investigated in previous studies of these steels. The use of neutron diffraction for the measurement of the volume fraction of retained austenite provides accurate measurement of its evolution during deformation. In addition, the experiments conducted at elevated temperature can be used to assess the effects of temperature associated with adiabatic heating during high rate deformation. The results have been used to investigate energy absorption at different levels of deformation which is valuable in assessing the crashworthiness behaviour of steels, which is of significant interest in the automotive industry. These results should also be of interest for the development of constitutive models to describe the rate-dependent deformation behaviour of low alloy TRIP steels.
Acknowledgement
The authors gratefully acknowledge the financial contribution of AUTO 21 (a member of the Networks of Centres of Excellence of Canada program) as well as the NRC-CNBC (National Research Council-Canadian Neutron Beam Center) for the support and assistance in conducting the neutron diffraction experiments.
References
- 1) V. F. Zackay, E. R. Parker, D. Fahr and R. Busch: Trans. Am. Soc. Met., 60 (1967), 252.
- 2) R. G. Stringfellow, D. M. Parks and G. B. Olson: Acta Metall. Mater., 40 (1992), 1703.
- 3) G. B. Olson and M. Azrin: Metall. Mater. Trans. A, 9 (1978), 713.
- 4) G. B. Olson and M. Cohen: Metall. Trans. A, 6 (1975), 791.
- 5) M. Azrin, G. B. Olson and R. A. Gagne: Mater. Sci. Eng., 23 (1976), 33.
- 6) T. Iwamoto, Y. Kawagishi, T. Tsuta and S. Morita: J. Soc. Mech. Eng. Int. J. Ser. A, 66 (2000), 269.
- 7) T. Iwamoto, T. Tsuta and Y. Tomita: Int. J. Mech. Sci., 40 (1998), 173.
- 8) Y. Tomita and T. Iwamoto: Int. J. Mech. Sci., 37 (1995), 1295.
- 9) Y. Tomita and K. Morioka: Mater. Charact., 38 (1997), 243.
- 10) A. K. Sachdev: Acta Metall., 31 (1983), 2037.
- 11) Y. Sakuma, D. Matlock and G. Krauss: Metall. Mater. Trans. A, 23 (1992), 1221.
- 12) Y. Sakuma, D. Matlock and G. Krauss: Metall. Mater. Trans. A, 23 (1992), 1233.
- 13) K. Sugimoto, N. Usui, M. Kobayashi and S. Hashimoto: ISIJ Int., 32 (1992), 1311.
- 14) W. C. Jeong, D. K. Matlock and G. Krauss: Mater. Sci. Eng. A, 165 (1993), 1.
- 15) P. Jacques and Q. Furnémont: J. J. Jonas Symp. on Thermomechanical Processing of Steel, ed. by S. Yue and E. Essadiqi, CIM, Montréal, Qc., (2000), 527.
- 16) B. C. De Cooman, L. Barbe, J. Mahieu, D. Krizan, L. Samek and M. De Meyer: Can. Metall. Q., 43 (2004), 13.
- 17) L. Li, P. Wollants, Y. L. He, B. C. De Cooman, X. C. Wei and Z. Y. Xu: Acta Metall. Sin. (Engl. Lett.), 16 (2003), 457.
- 18) P. J. Jacques, Q. Furnemont, A. Mertens and F. Delannay: Philos. Mag. A, 81 (2001), 1789.
- 19) P. J. Jacques, Q. Furnemont, T. Pardoen and F. Delannay: Acta Mater., 49 (2001), 139.
- 20) S. Hecker, M. Stout, K. Staudhammer and J. Smith: Metall. Mater. Trans. A, 13 (1982), 619.
- 21) R. Y. Fu, X. C. Wei, W. Shi, L. Li, B. C. De Cooman, P. Wollants, X. D. Zhu and L. Wang: Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, ed. by B. C. de Cooman, Wissenschaftsverlag Mainz GmbH, Aachen, Germany, (2002), 287.
- 22) X. C. Wei, L. Li, R. Y. Fu, B. C. De Cooman, P. Wollants, X. D. Zhu and L. Wang: Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, ed. by B. C. de Cooman, Wissenschaftsverlag Mainz GmbH, Aachen, Germany, (2002), 373.
- 23) I. Y. Pyshmintsev, R. A. Savray, B. C. De Cooman and O. Moriau: Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, ed. by B. C. de Cooman, Wissenschaftsverlag Mainz GmbH, Aachen, Germany, (2002), 299.
- 24) X. C. Wei, L. Li, R. Y. Fu, B. C. De Cooman, P. Wollants, X. D. Zhu and L. Wang: Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, ed. by B. C. de Cooman, Wissenschaftsverlag Mainz GmbH, Aachen, Germany, (2002), 253.
- 25) X. C. Wei, L. Li, R. Y. Fu and W. Shi: Acta Metall. Sin. (Engl. Lett.), 15 (2002), 285.
- 26) I. D. Choi, D. M. Bruce, S. J. Kim, C. G. Lee, S. H. Park, D. K. Matlock and J. G. Speer: ISIJ Int., 42 (2002), 1483.
- 27) T. Rong, L. Lin, B. C. De Cooman, X. C. Wei and S. Peng: J. Iron. Steel Res. Int., 13 (2006), 51.
- 28) J. Van Slycken, P. Verleysen, J. Degrieck, J. Bouquerel and B. C. De Cooman: Mater. Sci. Eng. A, 460 (2007), 516.
- 29) J. Van Slycken, P. Verleysen, J. Degrieck, L. Samek and B. C. De Cooman: Metall. Mater. Trans. A, 37 (2006), 1527.
- 30) A. Poulon-Quintin, J. B. Vogt, V. Shivanyuk and J. Foct: J. Phys. IV, 118 (2004), 355.
- 31) Q. Furnemont, F. Delannay and P. J. Jacques: J. Phys. IV, 112 (2003), 421.
- 32) I. Y. Pyshmintsev, M. De Meyer, B. C. De Cooman, R. A. Savray, V. P. Shveykin and M. Vermeulen: Metall. Mater. Trans. A, 33 (2002), 1659.
- 33) I. Y. Pyshmintsev, R. A. Savray and B. C. De Cooman: Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, ed. by B. C. de Cooman, Wissenschaftsverlag Mainz GmbH, Aachen, Germany, (2002), 79.
- 34) W. Bleck, S. Kranz, J. Ohlert and K. Papamantellos: Steels and Materials for Power Plants, Wiley, Weinheim, (2006), 65.
- 35) P. J. Jacques, E. Girault, T. Catlin, N. Geerlofs, T. Kop, S. Van Der Zwaag and F. Delannay: Mater. Sci. Eng. A, 273 (1999), 475.
- 36) M. Xia, Z. Tian, L. Zhao and Y. Zhou: ISIJ Int., 38 (2008), 483.
- 37) P. J. Jacques, E. Girault, P. Harlet and F. Delannay: ISIJ Int., 41 (2001), 1061.
- 38) P. J. Jacques, E. Girault, A. Mertens, B. Verlinden, J. Van Humbeeck and F. Delannay: ISIJ Int., 41 (2001), 1068.
- 39) P. J. Jacques, X. Cornet, P. Harlet, J. Ladriere and F. Delannay: Metall. Mater. Trans. A, 29 (1998), 2383.
- 40) P. J. Jacques, J. Ladriere and F. Delannay: Metall. Mater. Trans. A, 32 (2001), 2759.
- 41) E. Girault, A. Mertens, P. Jacques, Y. Houbaert, B. Verlinden and J. Van Humbeeck: Scr. Mater., 44 (2001), 885.
- 42) H. Kolsky: Proc. Phys. Soc. London, Sect. B, 62 (1949), 676.
- 43) M. M. Al-Mousawi, S. R. Reid and W. F. Deans: Proc. Inst. Mech. Eng. C, 211 (1997), 273.
- 44) J. E. Field, S. M. Walley, W. G. Proud, H. T. Goldrein and C. R. Siviour: Int. J. Impact Eng., 30 (2004), 725.
- 45) G. Staab and A. Gilat: Exp. Mech., 31 (1991), 232.
- 46) W. Dabboussi: PhD, McGill University, (2009).
- 47) V. K. Pecharsky and P. Y. Zavalij: Fundamentals of Powder Diffraction and Structural Characterization of Materials, Springer, New York, (2005), 347.
- 48) G. Will: Powder Diffraction: The Rietveld Method and the Two-stage Method to Determine and Refine Crystal Structures from Powder Diffraction Data, Springer, Berlin, (2006), 41.
- 49) A. C. Larson and R. B. Von Dreele: Los Alamos Laboratory Report LA-UR-86-748, Los Alamos Laboratory, USA, (2004).
- 50) B. H. Toby: J. Appl. Crystallogr., 34 (2001), 210.
- 51) S. Oliver, T. B. Jones and G. Fourlaris: Mater. Charact., 58 (2007), 390.
- 52) M. R. Berrahmoune, S. Berveiller, K. Inal, A. Moulin and E. Patoor: Mater. Sci. Eng. A, 378 (2004), 304.
- 53) L. Delannay, P. Jacques and T. Pardoen: Int. J. Solids Struct., 45 (2008), 1825.
- 54) W. C. Jeong, D. K. Matlock and G. Krauss: Mater. Sci. Eng. A, 165 (1993), 9.
- 55) T. K. Shan, S. H. Li, W. G. Zhang and Z. G. Xu: Mater. Design, 29 (2008), 1810.
- 56) A. A. Lebedev and V. V. Kosarchuk: Int. J. Plast., 16 (2000), 749.
- 57) A. Airod, R. Petrov, R. Colas and Y. Houbaert: ISIJ Int., 44 (2004), 179.
- 58) L. Samek, B. De Cooman, J. Van Slycken, P. Verleysen and J. Degrieck: Steel Res. Int., 75 (2004), 716.
- 59) O. Moriau, L. Tosal-Martinez, P. Verleysen and J. Degrieck: Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, ed. by B. C. de Cooman, Wissenschaftsverlag Mainz GmbH, Aachen, Germany, (2002), 247.
- 60) A. Uenishi, Y. Kuriyama, H. Yoshida and M. Takahashi: Nippon Steel Tech. Rep., 88 (2003), 22.
- 61) H. Huh, S. B. Kim, J. H. Song and J. H. Lim: Int. J. Mech. Sci., 50 (2008), 918.
- 62) P. Jacques, A. Petein and P. Harlet: Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, ed. by B. C. de Cooman, Wissenschaftsverlag Mainz GmbH, Aachen, Germany, (2002), 281.







