Regular Article
DEM Simulation of Collapse Phenomena of Packed Bed of Raw Materials for Iron Ore Sinter during Charging
2013 Volume 53 Issue 9 Pages 1555-1560
Details
2013 Volume 53 Issue 9 Pages 1555-1560
The collapse phenomena like an avalanche of sinter bed during charging of raw materials in the iron ore sintering are often observed. The collapse phenomena strongly influence the size segregation of raw materials in sinter bed, permeability and productivity of sinter. The reasons why collapse phenomena of the sinter bed during charging occur in the iron ore sintering have been discussed using the simulation by DEM (Discrete Element Method) in this work. As factors causing the collapse phenomena, there could be the granule shape of raw materials charged and the adhesion between the granules. First of all, a simulation model which is considered the adhesion force between the granules has been developed. The charging behavior of raw materials on the sintering machine was simulated by DEM. Effects of the adhesion force on deposition and collapse phenomena of the sinter bed were investigated. The deposition angle of the sinter bed obviously increases and the collapse phenomena of granules are clearly observed when the adhesion force was introduced into the granules. The ridges on the surface of the sinter bed which are feature of the collapse phenomena are confirmed. Therefore one of the reasons why the collapse phenomena occur during charging of the raw materials into the sintering machine would be adhesion of granules.
Most of iron ores are agglomerated through the sintering process to have appropriate size range prior to charging to blast furnaces. In general the raw materials for sintering are charged from a surge hopper through the chute into the pallets to have desired size segregation of coke content in the vertical direction of the sinter bed and to have high permeability of sinter bed. The size segregation naturally occurs during raw materials flow on the chute and on the slope of the sinter bed on the pallets. Since the degree of the size segregation strongly depends on the permeability of the sinter bed and productivity of sinter, the size segregation of the sinter bed should be controlled exquisitely.
Lots of experimental and theoretical approaches to understand and to control the size segregation of granules of raw materials in the sinter bed have been performed so far. Fukami et al.1) have found the degree of size segregation in the vertical direction in the sinter bed would be related to the granule velocity in the horizontal direction at the end of the chute. Inazumi et al.2) have found the collapse phenomena like avalanches on the slope on the sinter bed occur during charging of raw materials and strongly influence the size segregation of granules. Then a new screen for classification of granules has been introduced in order to avoid the collapse phenomena. Oyama et al.3,4) have introduced the magnetic force into the charging process of raw materials to control the void fraction and size segregation of sinter bed. However, having more detailed information on the size segregation phenomena to control exquisitely is important. On the other hand, mathematical model for predicting the granule size distribution as well as the permeability of sinter bed has been presented.5) This model is the first step towards the development of an integrated model for the complete iron ore sintering process. Then the mathematical approach is complicated because lots of parameters are related to the sintering process. Therefore, development of a new approach to understand the size segregation and collapse phenomena of the slope of the sinter bed is an important issue. Computer simulation by DEM (Discrete Element Method) has been introduced in iron making processes. Ramos et al.6) and Yuu et al.7) have applied DEM simulation to the sinter bed shrinking during sintering. Soda et al.8) have applied to granulation in continuous drum mixer. Nakano et al.9) have applied DEM simulation to the size segregation in the sinter bed during charging of raw materials and have discussed the size segregation mechanism. The trends of the size segregation represented by DEM simulation have been in good agreement with the actual plant data. However, this simulation could not represent the collapse phenomena, which strongly influence the size segregation in the sinter bed.2)
In this study, the charging behavior of raw materials on the sintering machine has been simulated by DEM. The factors to cause the collapse of the sinter bed at the charging point of raw materials are discussed using DEM simulation. Especially adhesion force as one of the factors to cause the collapse is introduced into the DEM simulation and the representation of collapse phenomena of sinter bed has been attempted by DEM simulation.
The charging behavior of raw materials on sintering machine is simulated by Discrete Element Method (DEM). DEM is one of the most popular simulation methods for solid particles behavior. The interaction forces at the moment of collision between two particles are calculated by the Voigt model as shown in Fig. 1, in which a slider for the friction in the tangential direction is inserted.
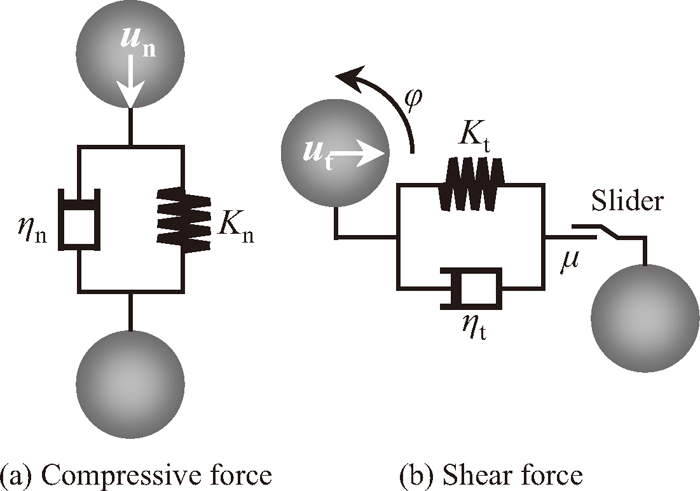
Principle of the simulation model of DEM.
Granules for sintering have complicated structure and properties, because granules are composed of iron ore, limestone and coke. Therefore, granules have wide distribution in density or particle size. To represent the characteristic of granules, the simulation parameters were chosen as shown in Table 1. These parameters are the same used in the previous paper9) and have been determined by comparing the flow test results of the experiment and the simulation.
| Diameter of granules | 7.5, 15.0, 30.0 | [mm] |
| Ratio of number of granules (volume) | 23.3, 44.5, 32.2 | [%] |
| Density of granule | 2090, 2400, 2450 | [kg/m3] |
| Friction coefficient (granule-granule) | 0.65 | [–] |
| Friction coefficient (granule-wall) | 0.65 | [–] |
| Young’s modulus | 2.2 | [MPa] |
| Poisson’s ratio | 0.3 | [–] |
| Rolling friction coefficient | 4.0 | [–] |
Most raw materials for sintering feed are aggregated to be granules consisting of a centered particle and adhering fine particles on it by water in a drum mixer. In this study, adhesion force between two granules to represent the influence of water is considered. Figure 2 shows the contact bond model, in which a spring expressing the adhesion force is inserted in the normal direction in the interaction model. The adhesion force is defined as Eq. (1).
| (1) |
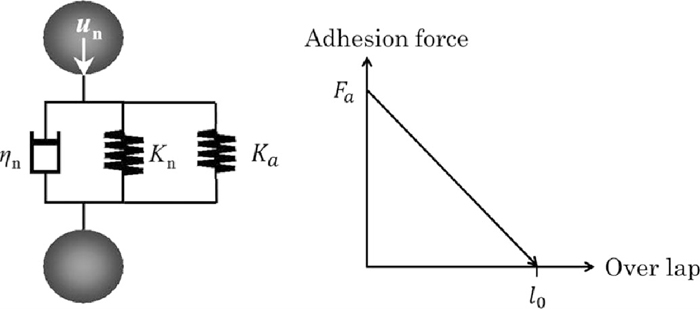
The contact bond model for expressing adhesion force.
Where Ka is adhesive coefficient, l is length of overlap, m and g are the mass granule and the gravitational acceleration, respectively. The adhesion force take the maximum value (Fa) when granules are just touched each other, and the adhesion force take 0 when the length of overlap is l0. In this study, l0 is 0.01 times the radius of granule. In case of Fa = 1, it means a fixed granule can suspend a granule.
The schematic diagram of charging apparatus is shown in Fig. 3, whose dimension has been determined based on Kimitsu No.1 sintering machine, Nippon Steel, however, the length of pallet width was reduced to 0.3 m because of reduction in calculation load. The height of the chute was 0.75 m and the chute angle was 45 degree. To focus on the charging behavior from the chute, the feed process before the chute was omitted, and granules were generated directly above the chute.
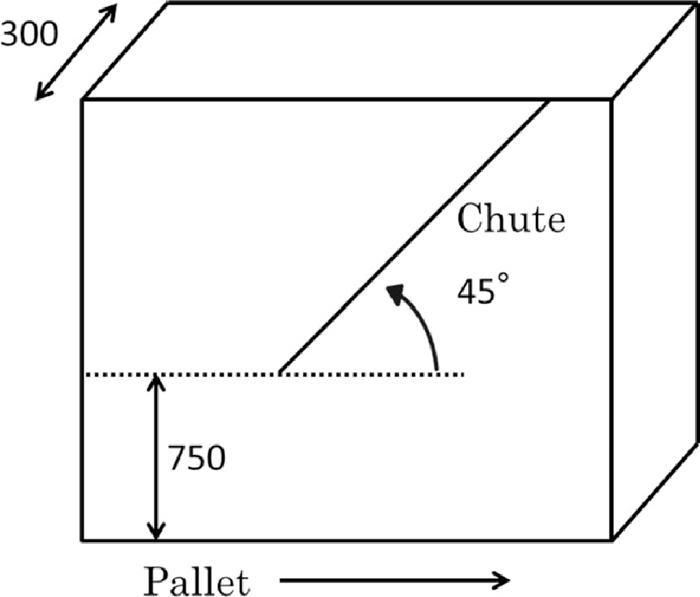
Schematic diagram of charging apparatus for simulation.
First of all, the influence of adhesion force to the collapse phenomena has been evaluated. Figure 4 shows the behaviors of granules with and without adhesion force at the charging point from the chute. To observe the influence of adhesion force clearly, granule diameter was unified as 24.8 mm. The parameters of simulation are as shown in Table 2. The pallet speed is 31.8 mm/s and the supply speed of granules is 80 ton/h, aiming at 600 mm in the sinter bed height.
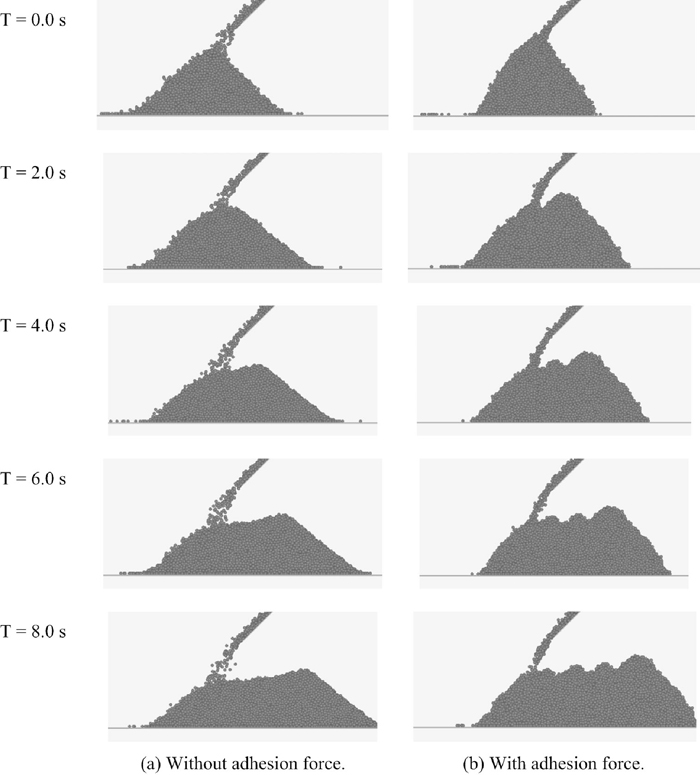
Charging behaviors of granules from the chute.
| Diameter of granules | 24.8 | [mm] |
| Density of granule | 2.40 | [g/cm3] |
| Friction coefficient (granule-granule) | 0.65 | [–] |
| Friction coefficient (granule-wall) | 0.65 | [–] |
| Young’s modulus | 2.2 | [MPa] |
| Poisson’s ratio | 0.3 | [–] |
| Rolling friction coefficient | 4.0 | [–] |
In case of without adhesion force as shown in Fig. 4(a), granules have been deposited continually and smoothly. On the other hand, in case of with adhesion force as shown in Fig. 4(b), the dynamic angle of repose of the sinter bed gradually increase and the sinter bed collapses when the degree of dynamic angle of repose reached a certain value. The definition of dynamic angle of repose is shown in Fig. 5. The collapse phenomena occur intermittently. The ridges on the surface of sinter bed are observed. In order to evaluate the periodicity of the collapse phenomena the dynamic angle of repose was measured. Figure 6 shows the relationship between dynamic angle of repose, θ and time. The significant change in the dynamic angle of repose cannot be seen in case of without adhesion force. When the adhesion force is introduced, the dynamic angle of repose gradually increases with time and then becomes small. The periodicity of collapse phenomenon is confirmed. This result would be in good agreement with an experiment (Fig. 7).2) These results indicate that adhesion force would be one of the factors to cause the collapse phenomena of sinter bed.
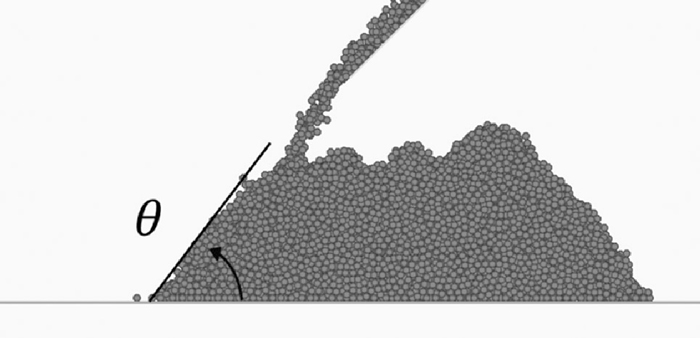
Definition of dynamic angle of repose.
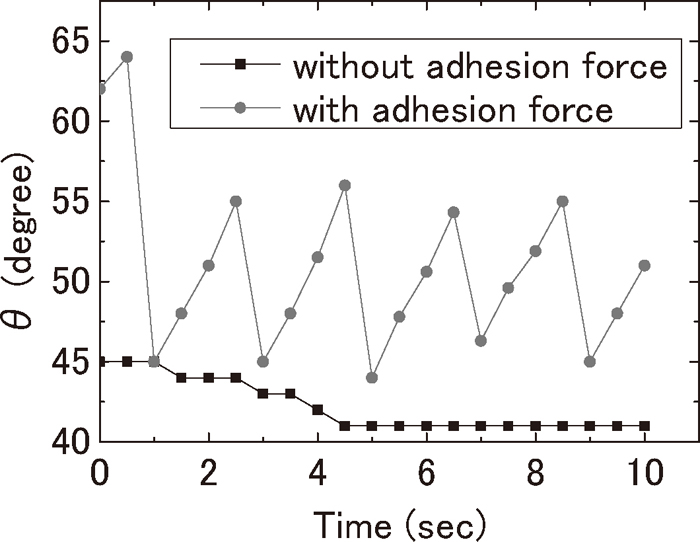
Dynamic angle of repose as a function of time.
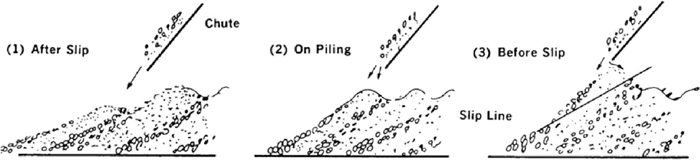
Schematic diagram of collapse phenomena and size segregation formation.
The collapse phenomenon was observed under the condition with uniform granules when adhesion force was introduced. The adhesion force was introduced into granules having size distribution, and the relation between the collapse phenomena and the size segregation phenomena are investigated. The pallet speed is 25 mm/s and the supply speed of granules is 80 ton/h, aiming at 600 mm in the sinter bed height. Figure 8 shows the granules behavior at the charging point from the chute (Fa = 0, 0.02). The colors of granules indicate the granule diameter: red means the largest granules and their diameters is 30 mm, light blue means middle size and their diameter is 15 mm, and blue means the smallest granules and their diameter is 7.5 mm. In case of Fa = 0, collapse phenomena cannot be seen. While, in the case of Fa = 0.02, the slip line is obviously observed. It is confirmed that the adhesion force cause the collapse phenomena even if granules have size distribution. Figure 9(a) shows snapshots of charging behavior in each adhesion force (Fa = 0, 0.01, 0.02, 0.03) and Fig. 9(b) shows the weight ratio of each granules size in the vertical direction. Figure 10 shows the sampling position for evaluating the size segregation in the vertical direction. The width of sampling box is 750 mm, which is almost same as the length of one period of the collapse of the packed bed at Fa = 0.03. Simulation conditions are the same as shown in Table 1. The value of the adhesion force was determined based on the largest granules of 30 mm. When the adhesion force is 0.01, the collapse phenomena cannot be seen clearly. On the other hand, in the case of 0.02 and 0.03 in adhesion force, the collapse phenomena and slip lines are obviously observed. While, from the size distribution in the vertical direction as shown in Fig. 9(b) most of the largest granules exist in the bottom of the sinter bed when the adhesion force is 0. The largest granules spread to the top of the sinter bed when the adhesion force was introduced into the granules. The degree of the size segregation in the vertical direction decreases with an increase in the adhesion force of granules. The reason why the degree of the size segregation decreases in the vertical direction would be that the largest size granules exist along the slip line. The collapse phenomena of the sinter bed would impede the size segregation in the vertical direction of sinter bed. Figure 11 shows the dynamic angle of repose as a function of time with a parameter of adhesion force. When Fa = 0, the dynamic angle of repose is almost constant. On the other hand, when the adhesion force is introduced, the dynamic angle of repose fluctuates periodically and overall increases with an increase in the adhesion force. The period of the dynamic angle of repose changing reduces with an increase in the adhesion force.
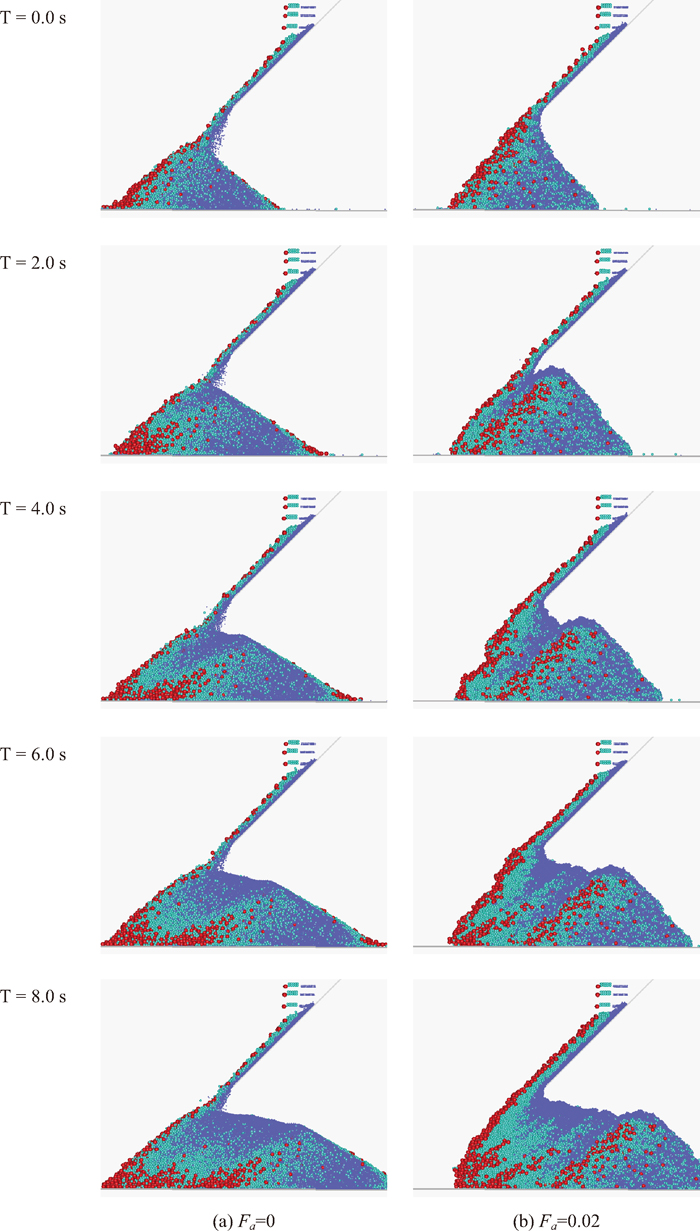
Charging behaviors of granules having size distribution from the chute. (red: 30 mm, light blue: 15 mm, blue: 7.5 mm).
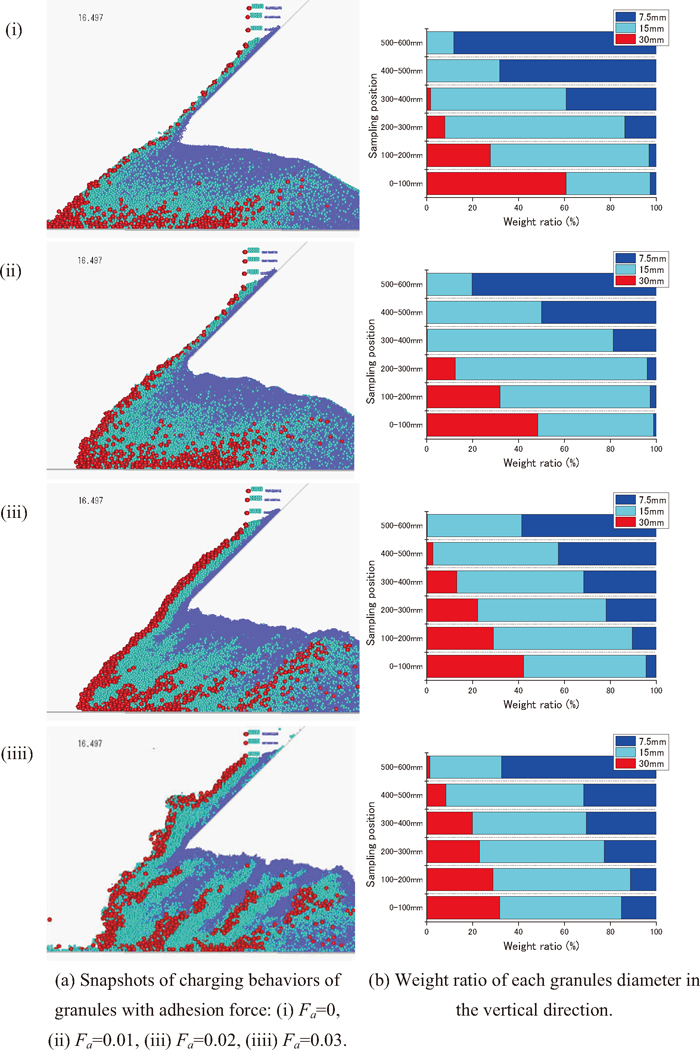
Influence of adhesion force to the collapse phenomena and size segregation.
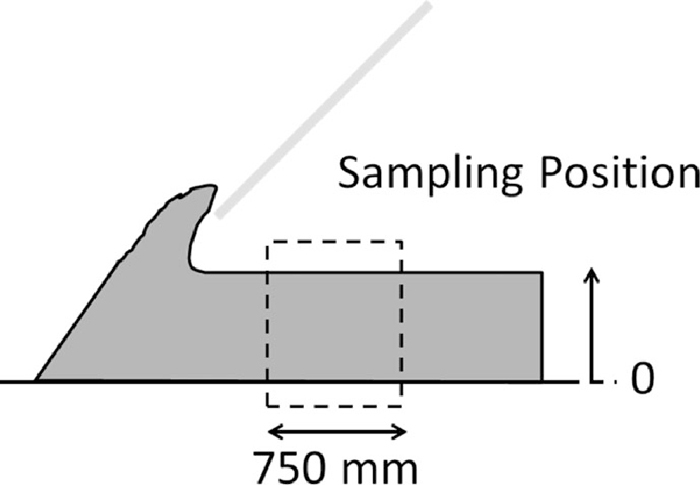
Schematic diagram of sampling position.
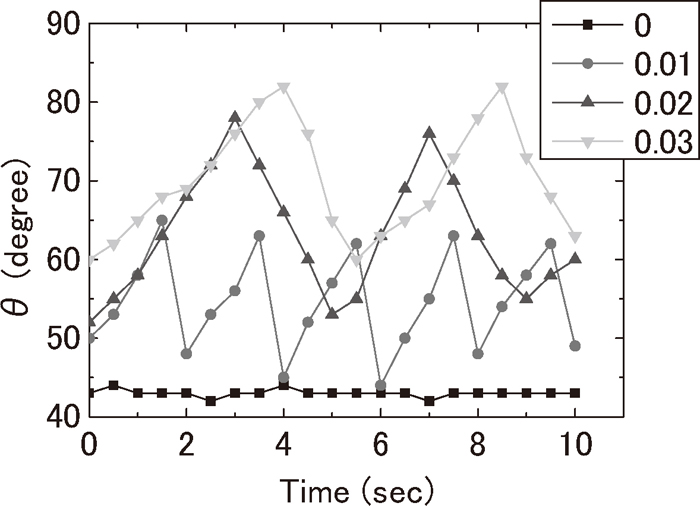
Dynamic angle of repose as a function of time with a parameter of adhesion force (Fa = 0, 0.01, 0.02, 0.03).
The charging behavior of raw materials on the sintering machine has been simulated by DEM, and effects of the adhesion force on collapse phenomena of sinter bed and size segregation phenomena in the vertical direction of sinter bed were investigated.
(1) The collapse phenomena of the sinter bed in both cases of uniform and ununiform granules sizes are observed when the adhesion force was introduced in the granules.
(2) The dynamic angle of repose of the sinter bed changes up and down and the value overall increases with an increase in the adhesion force. The period of the dynamic angle of repose reduces with an increase in the adhesion force.
(3) The collapse phenomena impede the size segregation in the vertical direction and it makes the ridges on the surface of the sinter bed.
(4) Under the conditions used in this work, the collapse phenomena occurred when the adhesion force larger than 0.02.