Regular Article
Deoxidation of Liquid Steel with Molten Slag by Using Electrochemical Method
2014 Volume 54 Issue 12 Pages 2767-2771
Details
2014 Volume 54 Issue 12 Pages 2767-2771
A new unpolluted deoxidation method for liquid steel was given in this paper. Four deoxidation experiments were done, under the conditions of applied voltage U=0, 2 V, 4 V and 6 V between the liquid steel and CaO(45 wt%)–Al2O3(55 wt%) molten slag. The results showed that the deoxidation rate increased as increasing of applied voltage. In addition, based on the oxygen diffusion behavior under the gradient of electrochemical potential, the kinetics formulae for deoxidation of steel with molten slag electrochemistry method are derived. The formulae can well describe the change of dissolved oxygen content in the steel. From the formulae it can be concluded that deoxidation rate could be enhanced by strengthening the stirring of steel, increasing the applied voltage, and selecting slag system with a high basicity and a low viscosity, etc.
Deoxidation of liquid steel is one of the most important tasks in the steelmaking process, which could directly affect the performances of the steel product. The most widely used method is the precipitation deoxidation by adding alloy elements into the liquid steel, such as Al, Fe–Si, Fe–Mn and Ca–Si etc., which can combined with the dissolved oxygen to generate stable oxides. This method can decrease the dissolved oxygen to a very low level quickly. However, the deoxidation products, especially these with very small sizes, are very hard to be removed from the steel, which constitutes the main source of inclusions. Consequently, the demand for a new unpolluted deoxidation method become more and more urgent. By the way of directionally leading the transfer of oxygen by using the solid electrolyte, electrochemical method could successfully remove the oxygen from metal melts without the pollution of inclusions. Lots of investigation were carried out on the deoxidation of liquid steel and copper by using ZrO21,2,3,4,5,6,7) solid electrolyte. In this process, the solid electrolyte acts as the transmission route of oxygen ion and simultaneously separates the melts with the deoxidation product, thereby it can accomplish the unpolluted deoxidation of liquid steel. However, this method has the disadvantages of i) high price of solid electrolyte; ii) possible crack of solid electrolyte; iii) inconvenient operation, which make it hard to be applied on a large scale.
Recently, a new unpolluted deoxidation method was developed, which replaced the solid electrolyte by molten slags and realized the deoxidation by exerting electric field between slag and metal melt.8) Deoxidation of liquid copper was achieved by Lu et al. by using Na3AlF6–Al2O3 melt.8) In the present study, this method will be used to liquid steel. Furthermore, the doxidation kinetics will also be developed.
40 g slag and 200 g electrolytic iron powder were used in the present study. The composition of electrolytic iron is shown in Table 1. The composition of slag was CaO–Al2O3 (55 wt%), which was pre-melted for 2 h at 1580°C before use. Based on the calculated results by Factsage 6, the saturation concentration of alumina at 1580°C is around 60 wt%. Since alumina crucible was used as the reaction container, Al2O3 content of the slag was set to 55 wt%. The concentration of oxygen in the steel was adjusted by adding Fe2O3 of a high purity. The systematic diagram of experiment apparatus is shown in Fig. 1. The used alumina crucible has an inner diameter of 45 mm and a height of 100 mm. The anode material was graphite, while Mo–ZrO2 cermet for the cathode material. Cermet is composed of metal phase and ceramic phase, and when it is used as electrode, Mo phase acts as the path of charge transfer, while ZrO2 could protect Mo from continually dissolving into the liquid steel. Cermet is already widely used in the high temperature field, for its excellent corrosion resistance, high temperature resistance and thermal shock resistance, for instance, protective pipe of thermocouple when measuring the temperature of liquid steel. During the experimental process, the bottom of the graphite electrode should be immersed into the slag and higher than the slag-steel interface so as to avoid the open circuit and short-circuit.
| C | S | Mn | P | Si |
|---|---|---|---|---|
| 0.015 | 0.019 | 0.300 | 0.026 | 0.055 |
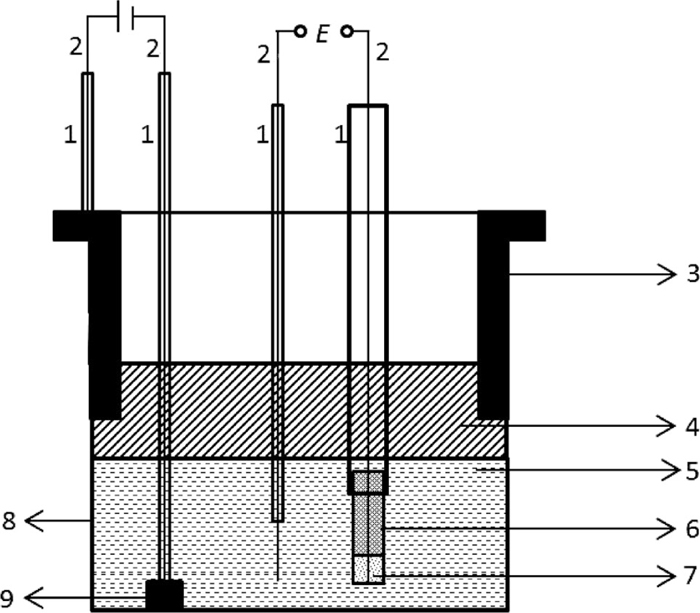
Schematic diagram of experimental apparatus. 1: alumina protective tube; 2: molybdenum rod; 3: graphite electrode; 4: molten slag; 5: liquid steel; 6: ZrO2 tube; 7: Cr/Cr2O3 powder; 8: alumina crucible; 9: cermet electrode.
The powder mixtures of electrolytic iron and Fe2O3 were put into the alumina crucible, which was placed in the tube of high temperature furnace with the heating elements of MoSi2. Then the furnace was heated to 1580°C and held for 30 mm under the protection of argon gas. After adding the slag for 20 min, the graphite and cermet electrodes were put into the slag and liquid steel, respectively. Then the voltage was applied and the deoxidation kinetics was monitored by measuring the concentration of dissolved oxygen at different time by the oxygen probe.
2.2. Measurement of Dissolved Oxygen ContentThe oxygen probe with the reference electrode of Cr/Cr2O3 and solid electrolyte material of ZrO2 stabilized by MgO was used to measure the concentration of dissolved oxygen. The schematic diagram of oxygen probe is also shown in Fig. 1. It should be pointed out that as inserting oxygen probe through slag layer when it is the time to measure the concentration of oxygen, a thin sheet iron was used to protect the ZrO2 tube from slag. Because of the existence of oxygen potential difference between liquid steel and reference electrode, a concentration cell could be formed.
The standard forming Gibbs free energy change of Cr2O3 was given as follows:9)
| (1) |
| (2) |
| (3) |
| (4) |
Considering the electron conduct and electron hole conduct of ZrO2 solid electrolyte, the Nernst equation will be
| (5) |
| (6) |
The MgO content of the solid electrolyte material used in the present study was 2.10–2.18 wt%, and the corresponding characteristic oxygen pressure of electron is:11)
| (7) |
Based on the above formulae, the activity of oxygen in the liquid steel could be calculated as
| (8) |
The present study investigated the deoxidations of liquid steel under the voltages of 0 V, 2 V, 4 V and 6 V. Experiments of 2 V, 4 V and 6 V were done two times. The changes of dissolved oxygen concentration with time at different applied voltages were shown in Fig. 2, from which it can be seen that the deoxidation rate decreases with the decrease of oxygen content, but increases as increasing the applied voltage. When the voltage was 6 V, the dissolved oxygen can be decreased to be a very low level in 15 min. The utilization of graphite anode provided a very low oxygen potential, which is beneficial for the deoxidation of liquid steel. From Fig. 2, it can be seen that deoxidation occurs even when the voltage is 0 V, because in this case the oxygen potential is different between the surface of graphite and liquid steel. Oxygen could be removed from the liquid steel to react with graphite through slag under the drive of chemical potential difference because of the absence of applied voltage.
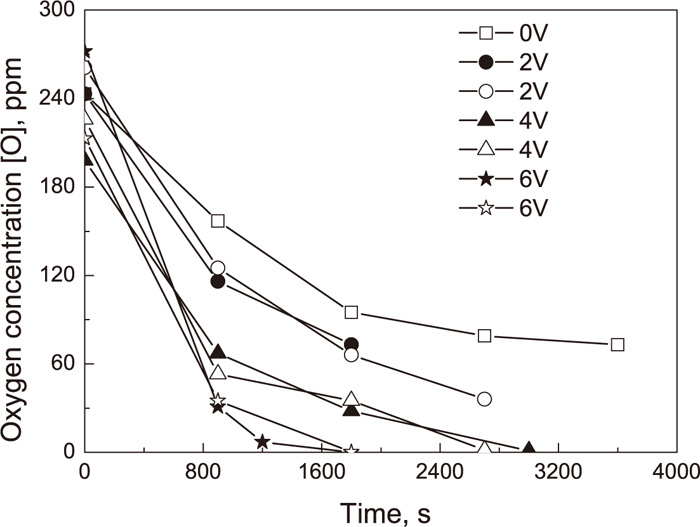
The relation between oxygen concentration and time in steel at different applied voltage.
Under the external electric field, the deoxidation process could be assumed to be composed of the following steps, and the corresponding schematic diagram is shown in Fig. 3.
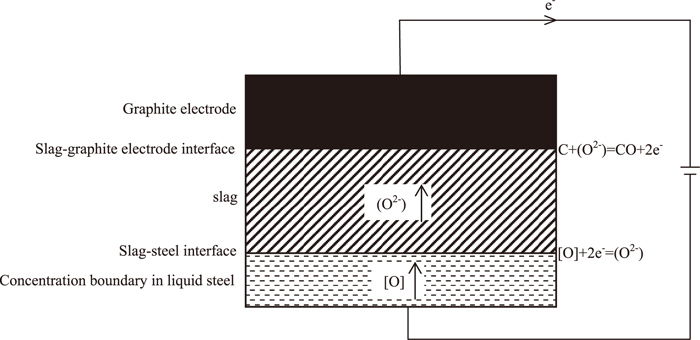
Schematic diagram of oxygen transfer.
1) The dissolved oxygen in the liquid steel diffuses to the slag-steel interface through the concentration boundary layer of oxygen in liquid steel.
| (9) |
2) Oxygen atom in the slag-steel interface becomes oxygen ion after obtaining the electron.
| (10) |
3) Oxygen ion diffuses to the surface of graphite anode through the molten slag, and reacts with carbon,
| (11) |
4) The charges accumulated in the two electrodes can be removed through the external circuit.
4.2. Diffusion Flux under the Motivation of Electrochemical PotentialBecause of the existence of electric field, oxygen ion diffusion is driven by the electrochemical potential difference. Consequently, the diffusion flux should be described by the generalized Fick’s first law
| (12) |
| (13) |
When the external electric field is absent, the Fick’s first law could be described as
| (14) |
| (15) |
When the activity is equal to concentration, Eq. (15) becomes
| (16) |
By combining Eqs. (14) and (16),
| (17) |
The oxygen diffusion in the liquid steel and slag may be the rate controlling steps during the deoxidation process. It is assumed that the concentrations of oxygen atom
| (18) |
| (19) |
Mass transfer of oxygen ion in the molten slag is mainly driven by two effects: the first one is the diffusion flux j1 under concentration gradient; the other one is flux j2 under electric field,
| (20) |
| (21) |
| (22) |
The diffusion flux j' of oxygen from liquid steel to slag-steel interface is
| (23) |
If
| (24) |
According to the mass conservation law,
| (25) |
| (26) |
| (27) |
| (28) |
Assigning
| (29) |
Based on the initial conditions of [O]→[O]0 when t→0, Eq. (29) could be integrated to be
| (30) |
If
| (31) |
Thus, the deoxidation kinetic equation under the gradient of electrochemical potential is obtained as Eq. (31), with the adjusted parameters of C1, C3, [O]eq. When using graphite as the anode material, [O]eq is very low and could be considered approximately to be zero. In this case, Eq. (31) will become
| (32) |
When substituting the corresponding expressions into Eq. (32), the change of oxygen content [O]b with time t under the conditions of different initial oxygen contents [O]0 and different applied voltages U could be expressed as follows,
| (33) |
Equation (33) is used to fit the experimental results by a commercial mathematic software 1 stopt, and the comparisons between measured and calculated deoxidation kinetic curves are given in Fig. 4, with the correlation coefficient r>0.986. The optimized values of parameters k1,
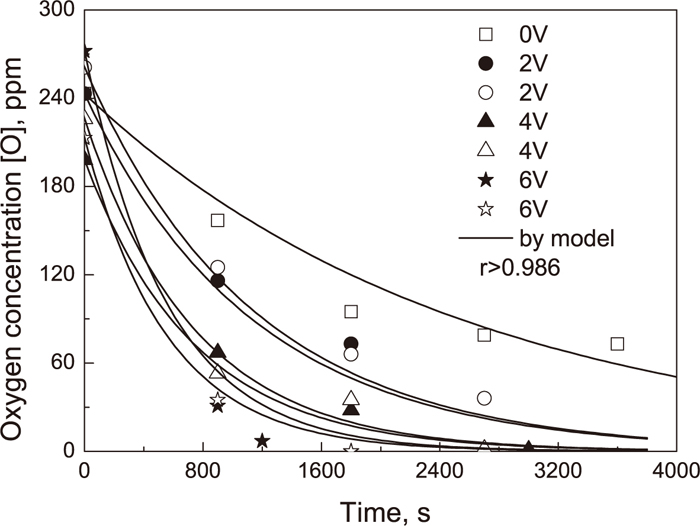
The comparisons between the model estimated results and experimental values at different applied voltage.
(1) Based on Eq. (29), it can be seen that a low equilibrium oxygen content [O]eq is beneficial for the remove of oxygen in liquid steel. Furthermore, according to the relation between C1, C3 and parameters k1, k2 and k3, the deoxidation rate could be enhanced by the following methods: i) increasing k1. Parameter k1 is used to describe the diffusion coefficient of oxygen ion in molten slag which is composition dependent. Generally, the higher the basicity is, the larger the diffusion rate will be. There are three kinds of oxygen ions in the molten slag: bridging oxygen, non-bridging oxygen and free oxygen.12) Both the bridging oxygen and non-bridging oxygen are bonded with the network forming cation such as Si ion, so their mobile abilities are weak under electric field. While the free oxygen ion is only bonded with cation from basic oxide, thereby, a larger diffusion rate could be anticipated. ii) increasing k2. Because
(2) In the present study, the deoxidation kinetics was proposed based on the assumption that the whole deoxidation process could be considered as the diffusion of oxygen from liquid steel to the interface of graphite electrode. However, during the deoxidation process with external electric field, the electrolysis may be happened in the molten slag. From the viewpoint of thermodynamics equilibrium, the slag should contain iron oxide considering the existence of oxygen in liquid steel. Thereby, the true composition of the slag will be CaO–Al2O3–FeOx. If the electrolysis reaction occurs, oxygen ion also has to diffusion to the surface of graphite anode to generate CO, while the cations such as Fe2+ and Fe3+ diffusion to the slag-steel interface to obtain the electron and dissolved into liquid steel. So, even if the occurrence of electrolysis reaction, the deoxidation of steel could be approximately considered as the diffusion process of oxygen from steel to graphite electrode. It should be pointed out that when the concentration of oxygen is very low, the content of iron oxide in slag should also be very low from the viewpoint of thermodynamic equilibrium. In this case, the composition of slag will be CaO–Al2O3, and the electrolysis reaction of Al2O3 will be occurred because of the existence of applied electric field, which could change the concentration of aluminum in liquid steel. In further, much work will be done about this point.
The present study investigated the deoxidation of liquid steel by using the electrochemical method. It was found that the application of external electric field between slag and steel could enhance the deoxidation rate of liquid steel. Furthermore, the deoxidation rate increases greatly as increasing the applied voltage. According to the transfer regularity of oxygen under the gradient of electrochemical potential, the deoxidation kinetics formulae were developed, and the model calculated results accord well with the measured values. This deoxidation method overcomes the shortage of the traditional deoxidation method, and doesn’t introduce inclusions to liquid steel. It is anticipated that this method may be applicable to the practical dexodiation process, even if lots of fundamental work are still needed to investigate.
Thanks are given to the financial supports from National Natural Science Foundation of China (51304018).