3. Experimental Results
3.1. Contact Angles between Al Deoxidized Molten Steel and Al2O3 Plates
When a molten steel drop has a radius sufficiently small relative to the capillary length λCL (m) calculated from Eq. (1), the shape of the molten steel drop is dominated by surface tension rather than by gravity and can thus be considered to be a partial sphere.
|
λ
CL
=
(
σ
Fe
⋅
ρ
Fe
-1
⋅g
-1
)
1/2
| (1) |
Here,
σFe is the surface tension of molten steel (N·m
–1),
ρFe is the density of molten steel (7000 kg·m
–3), and g is the acceleration of gravity (m·s
–2). In this case, the relation between the drop shape and contact angle
θ
A
l
2
O
3
-Fe
(°) is expressed in
Eq. (2).
|
tan(
θ
A
l
2
O
3
-Fe
/2)=2
h
D
/
d
C
| (2) |
Here, h
D is the height of the molten steel drop (m) and d
C is the diameter of the contact face between the molten steel drop and plate (m). When seeking the oxygen concentration in equilibrium with the molten steel drop with an
Al concentration of 0.006–0.057 mass% at the experimental temperature of 1600°C by using the thermodynamic reevaluation value
6) of Al deoxidation equilibrium by Itoh
et al., it resulted in the range of 0.0005–0.0020 mass%. At the oxygen concentration within this range, when a surface tension of 1.784–1.939 N·m
–1 calculated from the
Table 2 mentioned later was applied to
Eq. (1), a capillary length of 5.10–5.32 mm was obtained. Meanwhile, the molten steel with a comparatively low oxygen concentration as in this experiment is unlikely to wet the Al
2O
3 plate (contact angle higher than 90°). Accordingly, assuming that the shape of molten steel drops varies from a perfect sphere (equivalent to a contact angle of 180°) to a hemisphere (equivalent to a contact angle of 90°), the radius of the molten steel drop formed by a steel sample of 3 mm cube was calculated to be 1.94–2.44 mm. If the radius of molten steel drops lies within this range, it is sufficiently small compared with the previously obtained capillary length. Therefore, the shape of molten steel drops in this experiment can be assumed to be a partial sphere, and the contact angle can be evaluated approximately by applying
Eq. (2) as the result.
Table 2. Effects of oxygen concentration in molten steel on the surface tension of molten Fe–O alloy.
| σFe=1.91–0.358·ln(1+210·aO) (N·m–1) at 1873 K, Ogino et al.11) |
| σFe=1.97–0.318·ln(1+200·aO) (N·m–1) at 1823 K, Takiuchi et al.8) |
| σFe=1.90–0.327·ln(1+96·aO) (N·m–1) at 1873 K, Takiuchi et al.9) |
| σFe=1.97–0.288·ln(1+280·aO) (N·m–1) at 1873 K, Nakashima et al.7) |
As an example of the results of this contact angle measurement experiment, a photograph of a solidified drop specimen at an Al concentration [Al] of 0.057 mass%, which was shot from the front, is shown in Fig. 3. As expected from the calculation of capillary length, the solidified drop specimen represents a relatively uniform spherical shape. Accordingly, the comparison between directly measured contact angles and indirectly calculated contact angles by using Eq. (2) from the drop shape hD/dC read out from the photographs of solidified drop specimens is shown in Table 1. Both contact angles correspond approximately, and more precisely, the directly measured contact angles are slightly larger. Strictly, the drop shape becomes slightly flat due to gravity; thereby, the actual contact angles are marginally larger than the calculated values according to Eq. (2), where it is assumed that the drop shape is a sphere. Hence, it is judged that the directly measured contact angles are reasonable values, and high-precision evaluation can thus successfully be conducted.
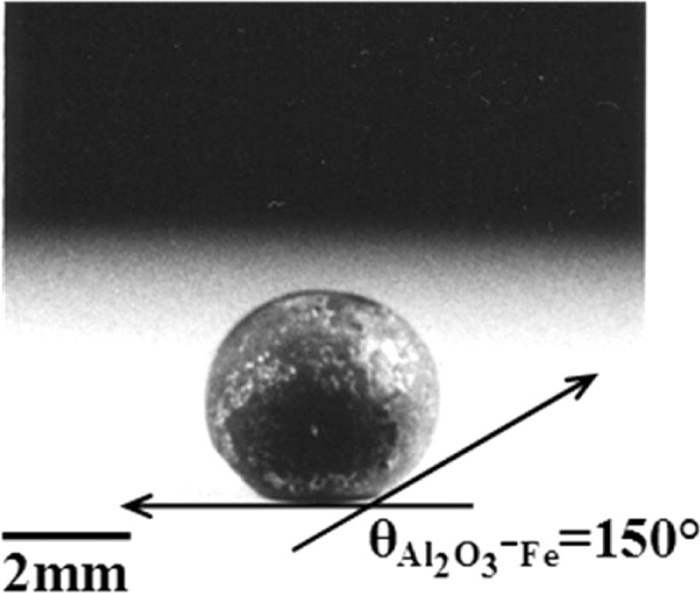
Table 1. Comparison between directly measured contact angles by an angle gauge and indirectly calculated contact angles from 2h
D/d
C by assuming a spherical drop shape.
| [Al] | Measured
θ
A
l
2
O
3
-Fe
by an angle gauge (°) | Calculated
θ
A
l
2
O
3
-Fe
from 2hD/dC by assuming a spherical drop shape (°) |
|---|
| 0.006 | 138.5 | 138.2 |
| 0.021 | 155.3 | 154.9 |
| 0.057 | 150.0 | 148.1 |
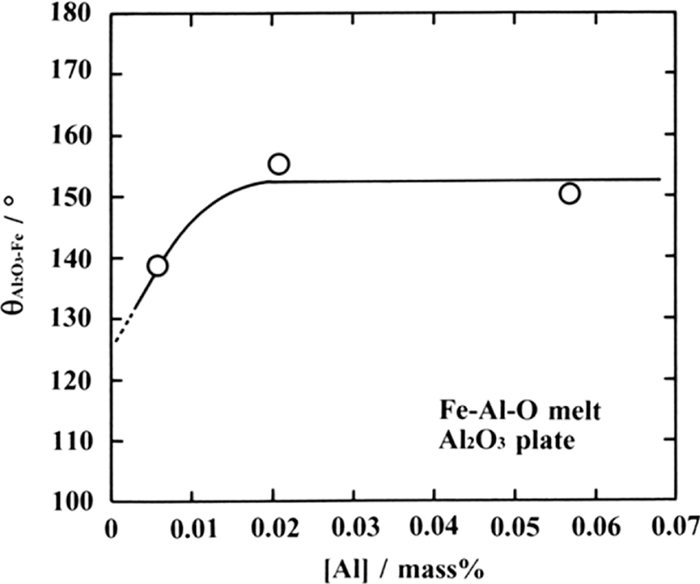
The effect of Al concentration in molten steel on the directly measured contact angle between molten steel and Al2O3 plate is shown in Fig. 4. Although the contact angle increases with Al concentration in molten steel, an approximately constant contact angle is exhibited when the Al concentration reaches 0.02 mass% or higher. This reason is presumed as follows. In the region where the Al concentration in the molten steel is less than 0.02 mass%, the oxygen concentration being an interfacial active element decreases as Al concentration increases, so that the contact angle increases. In contrast, in the region where the Al concentration is 0.02 mass% or more, the molten steel is sufficiently deoxidized and the effect of oxygen is negligible, so that the contact angle becomes constant. In this study, contact angles of 155.3° and 150.0° obtained in the sufficiently deoxidized molten steel at an Al concentration of 0.02 mass% or more were considered to be the contact angles between Al deoxidized molten steel and Al2O3 plate.
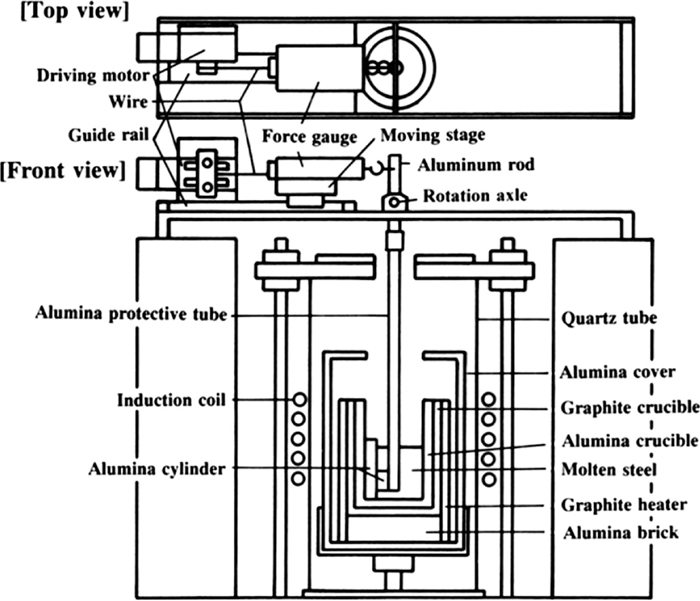
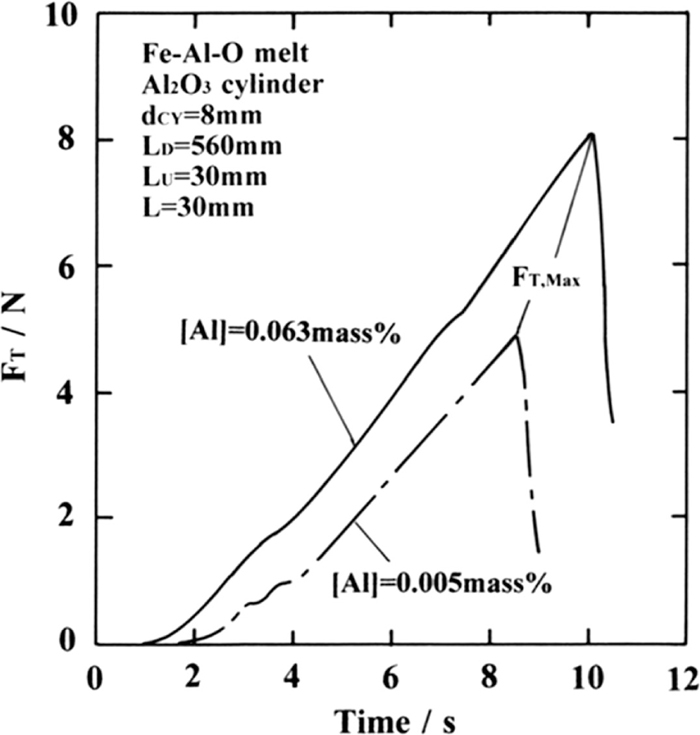
Regarding the two cases of Al concentration in molten steel, 0.005 mass% and 0.063 mass%, the changes in the traction force FT (N) outputted from the force gauge in the agglomeration force measurement experiment are shown in Fig. 5. Here dCY is the diameter of an Al2O3 cylinder (mm), LD is the distance from the rotation axle to the lower end of the Al2O3 cylinder (mm), LU is the distance from the rotation axle to the attachment position of the force gauge (mm), and L is the length of the Al2O3 cylinder (mm). In the experimental apparatus in Fig. 2, when the moving stage is moved to the side of the driving motor, force is applied in the direction separating the Al2O3 cylinders in molten steel away from each other, and thus the traction force measured by the force gauge gradually increases with time. Once the traction force separating the Al2O3 cylinders away from each other surpasses the agglomeration force between the Al2O3 cylinders, the two Al2O3 cylinders are instantly divided and the traction force sharply decreases. Even if the Al concentration in molten steel is varied, the behavior of the measured traction forces is the same and only the absolute value varies according to the molten steel compositions. Therefore, it is considered that the maximum traction force FT,Max (N) at the moment when the Al2O3 cylinders are separated from each other is equivalent to the agglomeration force between the Al2O3 cylinders in molten steel at the corresponding Al concentration. Accordingly, it can be seen that the agglomeration force between the Al2O3 cylinders in molten steel can be directly measured by using this experimental method according to the compositions of molten steel.
The true agglomeration force FA (N·m–1) exerted between the Al2O3 cylinders is derived through applying the principle of leverage from the maximum traction force measured by the force gauge as shown in Eq. (3).
|
F
A
=
L
U
/{(
L
D
-L/2)⋅L}⋅
F
T, Max
| (3) |
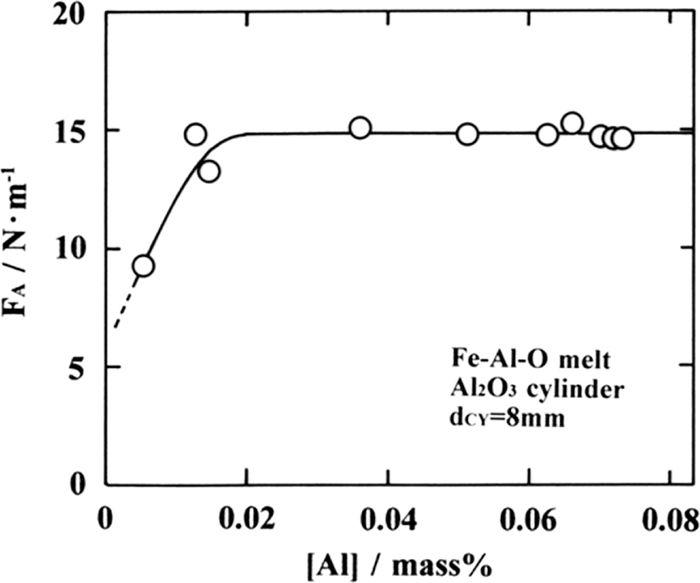
shows the effect of
Al concentration in molten steel on the agglomeration force between the Al
2O
3 cylinders in molten steel. The agglomeration force between the Al
2O
3 cylinders increases with the
Al concentration in molten steel, and the former settles at a constant of 14.86 N·m
–1 as the latter reaches 0.02 mass% or more. It is assumed that the reason that the agglomeration force becomes smaller in the region of an
Al concentration lower than 0.02 mass% is due to the effects of oxygen in molten steel, which is an interfacial active element, as in the experiment for the contact angle measurement; however, these details remain to be clarified. In this study, a certain agglomeration force obtained at an
Al concentration in molten steel of 0.02 mass% or more is considered to be the agglomeration force between the Al
2O
3 cylinders in Al deoxidized molten steel.
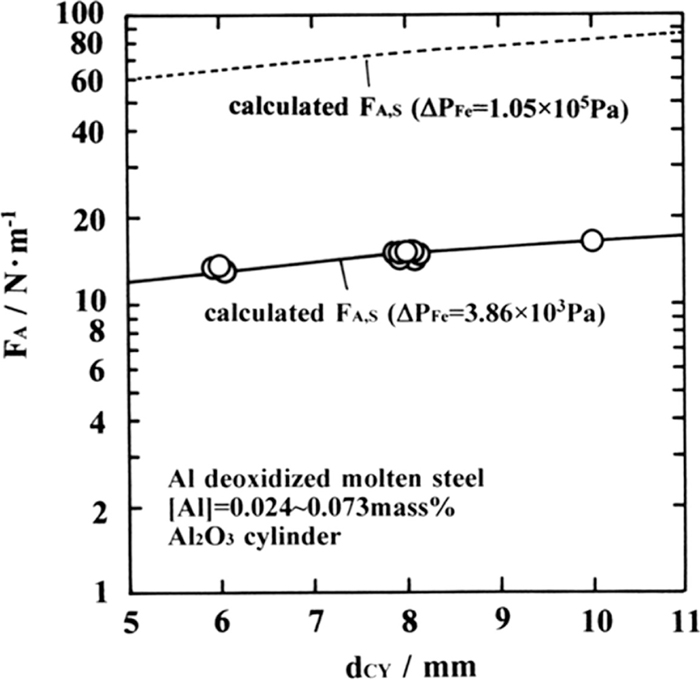
Figure 7 shows the relation between the agglomeration forces between the Al
2O
3 cylinders in Al deoxidized molten steel and the diameter of Al
2O
3 cylinders. As the diameter of Al
2O
3 cylinders increases, the agglomeration force acting between the Al
2O
3 cylinders in molten steel also increases.
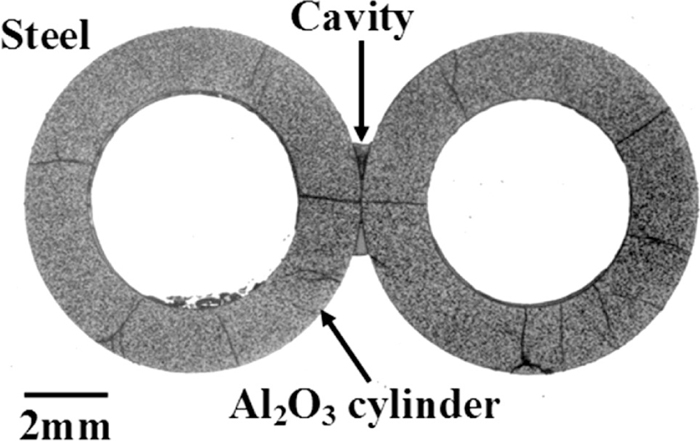
Figure 8 shows a cross-sectional photograph of Al2O3 cylinders in a solidified steel ingot, which were brought into contact with each other in the molten steel at an Al concentration of 0.064 mass% and then rapidly cooled by turning off the power source of the melting furnace. It can be seen that cavity bridges are formed at the contact area between the Al2O3 cylinders in Al deoxidized molten steel.
4. Discussion
4.1. Effect of Al Deoxidation on Contact Angle between Molten Steel and Al2O3
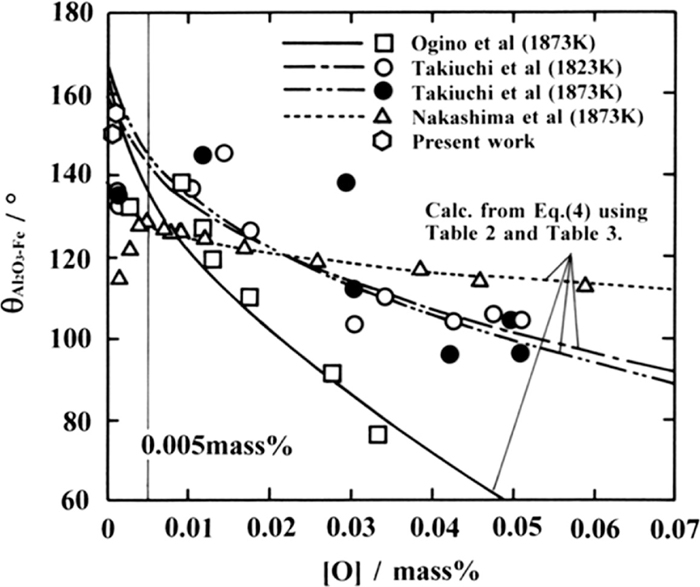
Figure 9 shows the effect of oxygen concentration [O] (mass%) in molten steel on the contact angle between molten steel and an Al2O3 plate. Furthermore, as previously mentioned, the oxygen concentration in molten steel in this experiment are equilibrium oxygen concentrations at 1600°C calculated from Al concentrations in molten steel by using the thermodynamic reevaluation value6) of the Al deoxidation equilibrium by Itoh et al., and those by Nakashima et al.,7) Takiuchi et al.,8,9) and Ogino et al.10) are oxygen analytical values of the Fe–O alloy that are not deoxidized with Al. According to their reports,7,8,9,10) the contact angle between molten steel and Al2O3 plate falls to approximately 115–135° as the oxygen concentration in molten steel decreases in the region where the oxygen concentration is not higher than 0.005 mass%. Nevertheless, a large contact angle in the range of 150.0–155.3° was obtained according to the measurement by the author. It has been reported7,8,9) that the decrease in the measured contact angle between the molten Fe–O alloy and Al2O3 plate in the region of low oxygen concentration results from the dissociation of Al2O3 plate. It is presumed that since the target of the measurement results by the author is the Al deoxidized molten steel with a dissolved Al of 0.02 mass% or more, there is no dissociation of the Al2O3 plate so that the contact angle becomes lager. However, this detail will be quantitatively discussed below.
The contact angle between molten steel and Al2O3 is expressed by the following Young’s equation:
|
cos
θ
A
l
2
O
3
-Fe
=(
σ
A
l
2
O
3
-
σ
A
l
2
O
3
-Fe
)/
σ
Fe
| (4) |
Here,
σ
A
l
2
O
3
is the surface tension of Al
2O
3 (N·m
–1), and
σ
A
l
2
O
3
-Fe
is the interfacial tension between molten steel and Al
2O
3 (N·m
–1). According to the report by Ogino
et al.,
10) the surface tension of Al
2O
3 at 1600°C takes a constant value of 0.75 N·m
–1, and thereby, it is found that the contact angle between molten steel and Al
2O
3 depends on the balance between the surface tension of molten steel and the interfacial tension with Al
2O
3. Therefore, the contact angle between molten Fe–Al–O alloy and Al
2O
3 can be quantitatively estimated by applying the surface tension of molten Fe–Al–O alloy and the interfacial tension of molten Fe–Al–O alloy with Al
2O
3, which are formulated from the surface tension of molten Fe–O alloy and the contact angle of molten Fe–O alloy with the Al
2O
3 measured by other researchers,
7,8,9,10,11) to
Eq. (4).
4.1.1. Formulation of Surface Tension in Molten Fe–Al–O Alloy
Ogino et al.,10,11) Takiuchi et al.,8,9) and Nakashima et al.7) investigated the effect of oxygen concentration in molten steel on the surface tension of molten Fe–O alloy, and arranged those measurement results based on Szyszkowski’s equation12) capable of allowing for a reduction in the surface tension due to oxygen absorption as shown in Table 2. aO denotes the activity of oxygen in molten steel. Additionally, the experimental equation by Nakashima et al. in Table 2 was formulated by the author based on their measurement results7) according to the later-mentioned procedure as in the case of interfacial tension. Keene13) reported dσFe/d[Al]= –0.037 N·m–1·mass%–1 as the effect of Al concentration on the surface tension of molten Fe–Al alloy. Even if the Al concentration in molten steel increases to approximately 0.1 mass%, the reduction in the surface tension is no more than 0.0037 N·m–1, and is thus extremely small compared with a surface tension of 1.90–1.97 N·m–1 in molten pure iron. Accordingly, the effect is negligible in the Al concentration range of this study, and the experimental equation of Table 2 regarding molten Fe–O alloy thus allows the appropriate evaluation of the surface tension of molten Fe–Al–O alloy.
4.1.2. Formulation of Interfacial Tension between Molten Fe–Al–O Alloy and Al2O3 Plates
The Szyszkowski’s equation12) of Eq. (5), in which oxygen in molten steel is considered to be an interfacial active element, is also applied to the interfacial tension between molten steel and Al2O3, as in the case of surface tension.
|
σ
A
l
2
O
3
-Fe
=
σ
A
l
2
O
3
-Fe
P
-R⋅T⋅
Γ
O, I
S
⋅ln(1+
K
O, I
⋅
a
O
)
| (5) |
Here,
σ
A
l
2
O
3
-Fe
P
is the interfacial tension between molten pure iron and Al
2O
3 (N·m
–1), R is the gas constant (N·m·K
–1·mol
–1), T is the absolute temperature (K), Γ
O,IS is the saturated excess of oxygen on the interface between molten steel and Al
2O
3 (mol·m
–2), and K
O,I is the absorption coefficient of oxygen on the interface between molten steel and Al
2O
3. In addition, in the case where oxygen in molten steel is absorbed to the interface between molten steel and Al
2O
3, the interfacial excess of oxygen, Γ
O,I (mol·m
–2), is presented by Gibbs’s isothermal absorption equation of
Eq. (6).
|
Γ
O, I
=-1/(R⋅T)⋅d
σ
A
l
2
O
3
-Fe
/d(ln
a
O
)
| (6) |
The effect of oxygen concentration in molten steel on the interfacial tension between molten steel and Al2O3 plate is shown in Fig. 10. The data in Fig. 10 are the interfacial tension between molten Fe–O alloy and Al2O3 sought from Eq. (4) by using the surface tensions in Table 2, contact angles in Fig. 9, and Al2O3 surface tension of 0.75 N·m–1. As in the case of contact angles in Fig. 9, when oxygen concentration in molten steel is lowered to 0.005 mass% or less, the reduction in interfacial tension due to the dissociation of Al2O3 occurs. However, no dissociation of Al2O3 occurs in molten Fe–Al–O alloy. Hence, no decrease but an increase in interfacial tension is expected along with Eq. (5) concomitantly with the reduction in oxygen concentration, even when the oxygen concentration decreases to 0.005 mass% or below. On the other hand, it was reported by Ogino et al.,14) Takiuchi et al.,8) and Nakashima et al.7) that FeO·Al2O3 (hercynite) is created on the interface between molten steel of high oxygen concentration and Al2O3 plates. According to McLean et al.,15) the oxygen concentration at which Al2O3 and FeO·Al2O3 coexist is 0058 mass% at 1600°C; therefore, specifically, the data at this oxygen concentration or higher could be affected by FeO·Al2O3 existing on the interface. Accordingly, the interfacial tension between molten Fe–Al–O alloy and Al2O3 can be formulated by Eq. (5) satisfying the data in Fig. 10 at an oxygen concentration of 0.005–0.058 mass% in molten steel without Al2O3 dissociation or FeO–Al2O3 formation. Respective
σ
A
l
2
O
3
-Fe
P
and ΓO,IS were sought by extrapolation of data in Fig. 10 to an oxygen concentration of 0 mass% and according to the saturation value of ΓO,I obtained by applying Eq. (6) to the relation between
σ
A
l
2
O
3
-Fe
and ln aO. In addition, the values of KO,I were determined by trial and error so that the data ranging from 0.005 to 0.058 mass% of oxygen concentration in Fig. 10 can be best represented by Eq. (5), substituted by
σ
A
l
2
O
3
-Fe
P
and ΓO,IS obtained above. Moreover, it was regarded to be aO ≒ [O] because molten Fe–O alloy were used in the measurement by Ogino et al.,10,11) Takiuchi et al.,8,9) and Nakashima et al.,7) as well as because the oxygen concentration of analysis object lies in the region of 0.058 mass% or below, and the activity coefficient of oxygen estimated using the equilibrium values16) recommended by the Japan Society for the Promotion of Science also falls within approximately 1–0.98. The experimental equations thus obtained regarding the interfacial tension between molten Fe–Al–O alloy and Al2O3 are collectively shown in Table 3, and the calculated values according to these are shown in Fig. 10 for each researcher. These calculated values approximately correspond to the data of the interfacial tension between molten Fe–O alloy and Al2O3 in the range of an oxygen concentration of 0.005–0.058 mass% according to each researcher, and also increase concomitantly with a reduction in the oxygen concentration in the region of low oxygen concentration equal to 0.005 mass% or below; therefore, it is conceivable that the experimental equations in Table 3 broadly reproduce the interfacial tension between molten Fe–Al–O alloy and Al2O3.
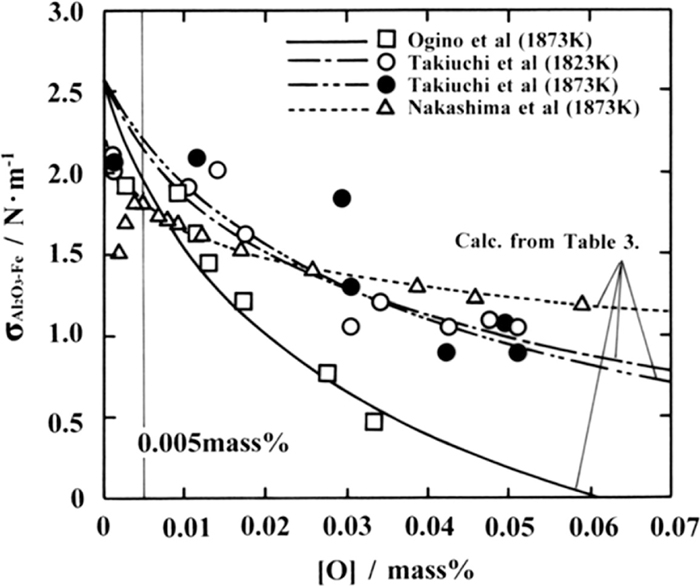
Table 3. Effects of oxygen concentration in molten steel on the interfacial tension between molten Fe–Al–O alloy and Al
2O
3.
|
σ
A
l
2
O
3
-Fe
=2.60–1.049·ln(1+176·aO) (N·m–1) at 1873 K, Ogino et al. |
|
σ
A
l
2
O
3
-Fe
=2.60–0.660·ln(1+208·aO) (N·m–1) at 1823 K, Takiuchi et al. |
|
σ
A
l
2
O
3
-Fe
=2.60–0.834·ln(1+121·aO) (N·m–1) at 1873 K, Takiuchi et al. |
|
σ
A
l
2
O
3
-Fe
=2.20–0.275·ln(1+635·aO) (N·m–1) at 1873 K, Nakashima et al. |
The contact angle between molten Fe–Al–O alloy and Al2O3 calculated by substituting the surface tensions in Table 2 and interfacial tension in Table 3, formulated with respect to molten Fe–Al–O alloy for Eq. (4), is shown in Fig. 9 for respective researchers. Considering the variation in actual measurement values, the calculated contact angle comparatively agrees with the corresponding actual measurement value by each researcher under the condition without either Al2O3 dissociation or FeO–Al2O3 formation on the interface, i.e., at an oxygen concentration range of 0.005–0.058 mass%. Consequently, it is considered that the calculated contact angle also correctly reflects the contact angle between molten Fe–Al–O alloy and Al2O3 in the region of low oxygen concentration of 0.005 mass% or below.
Accordingly, the validity of the measured contact angles between Al deoxidized molten steel and Al2O3 in this experiment will be verified below by comparing them with the calculated results. Since both the contact angle in Fig. 4 and agglomeration force in Fig. 6 indicate a steady value at an Al concentration of 0.02 mass% or higher, an equilibrium oxygen concentration of 0.0009 mass% is obtained6) by assuming the representative Al concentration of Al deoxidized molten steel to be 0.02 mass%. As can be seen from Fig. 9, the estimated contact angles between Al deoxidized molten steel and Al2O3 at this oxygen concentration are 156.4° (by Ogino et al. at 1600°C), 154.8° and 160.2° (by Takiuchi et al. at 1550°C and 1600°C, respectively), and 134.0° (by Nakashima et al. at 1600°C), with an average of 151.3°. The actually measured contact angles between Al deoxidized molten steel and Al2O3, 150.0° and 155.3°, lie within the range of contact angles calculated by each researcher (a range of 134.0–160.2° between the dotted line and two-dot chain line), and the average of these contact angles, 152.6°, indicates a good correspondence with the average value of previously calculated contact angles. Therefore, it is judged that the average contact angle of 152.6° sought from the actually measured values is an appropriate value as the contact angle between Al deoxidized molten steel and Al2O3.
4.2. Origin of Agglomeration Force Exerted between Al2O3 Cylinders in Molten Steel
The agglomeration forces exerted between the Al2O3 cylinders in molten steel are considered to include: (a) liquid bridge force due to molten oxide that is prone to wet Al2O3, (b) van der Waals force, and (c) cavity bridge force attributed to the fact that molten steel is unlikely to wet Al2O3.17,18,19)
Regarding (a), the authors have reported that molten FeO produced by significant reoxidation of molten steel or molten TiO2–CaO–Al2O3 produced with Ca treatment forms a liquid bridge between Al2O3 inclusions, which agglomerate with each other in molten steel.17,18,19) However, because of the fact that molten steel was sufficiently deoxidized with Al in the present experiments as in ordinary Al deoxidized molten steel so that no molten oxides such as FeO existed in molten steel and that no molten oxides were observed between Al2O3 cylinders, it is inconceivable that the agglomeration force between Al2O3 cylinders is caused by the liquid bridge force (a).
Consequently, whether the agglomeration force exerted between the Al2O3 cylinders in molten steel arises from the van der Waals force (b) or the cavity bridge force (c) will be quantitatively analyzed below by using the interaction model for each.
4.2.1. Agglomeration Force Due to van der Waals Force
In general, an interaction that is exerted when solid particles mutually approach in liquid principally includes the repulsion force owing to the overlapping of diffuse electric double layers and the dispersion force (van der Waals force). Since it is not necessary to consider the diffuse electric double layer in the Al2O3 particles in molten steel,1) the agglomeration force alone due to van der Waals force, FA,V (N·m–1), approximately represented by Eq. (7) acts on the two isodiametric Al2O3 cylinders in the present experiments.20)
|
F
A,V
=H⋅
r
CY
0.5
/(16
a
2.5
)
| (7) |
Here, H is the Hamaker constant (J), r
CY is the radius of an Al
2O
3 cylinder (m), and a is the surface distance between the Al
2O
3 cylinders (m) and satisfies the condition of a≪r
CY. The Al
2O
3 cylinders used for the experiments affect not a perfect circular but an uneven surface. Assuming that the roughness (height difference between concavity and convexity) of an Al
2O
3 cylinder is b (m) and the average shape of an Al
2O
3 cylinder is a perfect circle having the surface at the intermediate position of roughness, it may be approximately considered that the surface distance between Al
2O
3 cylinders is distanced away from a to a+b. Therefore, the agglomeration force according to the van der Waals force between two isodiametric Al
2O
3 cylinders considering the surface roughness is represented by
Eq. (8) and results in reduction to {a/(a+b)}
2.5 times that without surface roughness.
|
F
A,V
=H⋅
r
CY
0.5
/{16
(a+b)
2.5
}
=
{a/(a+b)}
2.5
⋅H⋅
r
CY
0.5
/(16
a
2.5
)
| (8) |
The Hamaker constant between Al
2O
3 particles through the medium of molten steel is reported to be 2.3×10
–20 J by Taniguchi
et al.2) As can be seen from
Eq. (8), the van der Waals force is intensified as two objects approach each other; therefore, the closest surface distance for the purpose of estimating the maximum agglomeration force was regarded to be 4×10
–10 m.
21) The evaluation by taking the cross-sectional photographs of Al
2O
3 cylinders used in the experiments provided an average height difference of 4.6×10
–6 m between concavity and convexity as the surface roughness. The agglomeration force due to the van der Waals force between two isodiametric Al
2O
3 cylinders with a diameter of 6–10 mm calculated by substituting the above values for
Eq. (8) ranged from 1.78×10
–9 to 2.30×10
–9 N·m
–1. Since these agglomeration forces are much lower than those shown in
Fig. 7, it is considered that agglomeration forces exerted between two isodiametric Al
2O
3 cylinders in molten steel does not originate from the van der Waals force.
4.2.2. Agglomeration Force Due to Cavity Bridge Force
When the Al2O3 cylinders having poor wettability with molten steel come into contact with each other, a cavity bridge is formed between them, as shown in Fig. 8. In this case, the agglomeration force FA,S (N·m–1) created between two isodiametric Al2O3 cylinders is expressed as the sum of the pressure difference ∆PFe (Pa) between cavity bridge and molten steel, and the surface tension of molten steel, which is given by Eq. (9).
|
F
A,S
=2
X
4
⋅Δ
P
Fe
+2
σ
Fe
| (9) |
where X
4 is the half-width of the neck of the cavity bridge (m). The relation obtained from the geometrical condition is expressed by
Eq. (10).
|
X
4
2
+2
R
3
⋅
X
4
+2
R
3
⋅
r
CY
⋅cos
θ
A
l
2
O
3
-Fe
=0
| (10) |
where R
3 is the radius of curvature of the cavity bridge (m). The Laplace relation allows
Eq. (11) to hold true.
Equation (12) can be obtained in terms of X
4 by eliminating R
3 from
Eqs. (10) and
(11) and rearranging them.
|
Δ
P
Fe
⋅
X
4
2
+2
σ
Fe
⋅
X
4
+2
σ
Fe
⋅
r
CY
⋅cos
θ
A
l
2
O
3
-Fe
=0
| (12) |
is obtained when X
4 is sought from
Eq. (12).
|
X
4
={-
σ
Fe
+
(
σ
Fe
2
-2
σ
Fe
⋅Δ
P
Fe
⋅
r
CY
⋅cos
θ
A
l
2
O
3
-Fe
)
0.5
}/Δ
P
Fe
| (13) |
Consequently, the agglomeration force between two isodiametric Al
2O
3 cylinders due to cavity bridge force may be calculated by substituting this value of X
4 sought by using
Eq. (13) for
Eq. (9).
18,19)
An average value of 1.884 N·m–1 on the calculated surface tensions at the equilibrium oxygen concentration of Al deoxidized molten steel of 0.0009 mass%, according to the respective equations in Table 2, was considered to be the surface tension of Al deoxidized molten steel. In addition, the contact angle between Al deoxidized molten steel and Al2O3 was 152.6°. By using these values and the expected values of ∆PFe, the agglomeration force per unit length between two isodiametric Al2O3 cylinders, calculated according to Eqs. (9) and (13), is shown in Fig. 7. Although not precisely known, the pressure in the cavity bridge may be considered to be 8.2 Pa corresponding to the vapor pressure of Fe (at 1600°C) or higher, and simultaneously, lower than the addition of the static pressure of molten steel and atmospheric pressure 1.05×105 Pa. When the pressure within the cavity bridge is equal to the vapor pressure of Fe, i.e., when it is assumed that ∆PFe is 1.05×105 Pa, the calculation value of the agglomeration force, indicated by the dotted line in Fig. 7, results in being approximately five times higher than the corresponding experimental value. However, both values are broadly equivalent with respect to the order of magnitude, and the diameter dependency of Al2O3 cylinders on the agglomeration force is analogous in both. Moreover, assuming that the pressure within the cavity bridge is 1.01×105 Pa, ∆PFe becomes 3.86×103 Pa, and the calculated agglomeration force indicated by the solid line thus successfully agrees with the experimental value. Furthermore, when ∆PFe is 3.86×103 Pa, X4 obtained from Eq. (13) is found to be 1.44 mm, which approximately corresponds to 1.35 mm of the half-width of the neck of the cavity bridge in Fig. 8.
From the above mentioned results, the agglomeration force exerted between Al2O3 particles in molten steel is presumed to originate in the cavity bridge force between Al2O3 particles, which is unlikely to be wet with Al deoxidized molten steel.
4.3. Mechanism for Agglomeration Maintenance of Al2O3 Inclusions in Molten Steel
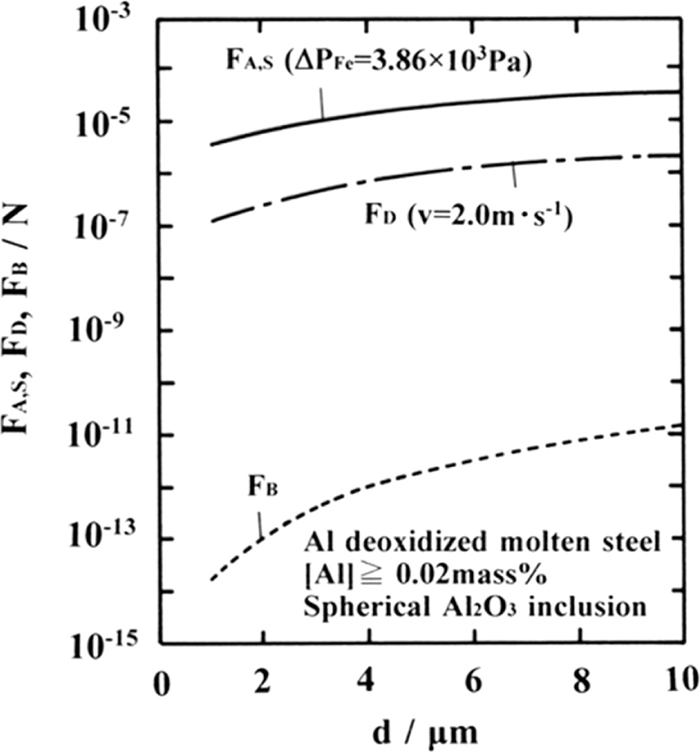
Based on these experimental results, the agglomeration force exerted on spherical Al2O3 inclusions in Al deoxidized molten steel is estimated below. As shown in Fig. 8, when a cavity bridge between two isospherical Al2O3 inclusions is formed, the agglomeration force FA,S (N) is expressed by Eq. (14).
|
F
A,S
=π⋅
R
4
2
⋅Δ
P
Fe
+2π⋅
R
4
⋅
σ
Fe
| (14) |
Here, R
4 is the radius of the neck of the cavity bridge (m). Even if Al
2O
3 inclusions are spherical, the geometrical conditions in
Eq. (15) hold true as in the case of
Eq. (10) for the cylindrical forms.
|
R
4
2
+2
R
3
⋅
R
4
+2
R
3
⋅r⋅cos
θ
A
l
2
O
3
-Fe
=0
| (15) |
Here, r is the radius of a spherical Al
2O
3 inclusion (m).
Equation (16) holds true according to the Laplace relation.
|
Δ
P
Fe
=
σ
Fe
⋅(1/
R
3
-1/
R
4
)
| (16) |
can be obtained by eliminating R
3 and rearranging in terms of R
4 based on
Eqs. (15) and
(16).
|
Δ
P
Fe
⋅
R
4
2
+3
σ
Fe
⋅
R
4
+2
σ
Fe
⋅r⋅cos
θ
A
l
2
O
3
-Fe
=0
| (17) |
is obtained when R
4 is solved from
Eq. (17).
|
R
4
={-3
σ
Fe
+
(9
σ
Fe
2
-8
σ
Fe
⋅Δ
P
Fe
⋅r⋅cos
θ
A
l
2
O
3
-Fe
)
0.5
}/(2Δ
P
Fe
)
| (18) |
Accordingly, the agglomeration force between two isospherical Al
2O
3 inclusions due to cavity bridge force can be calculated by substituting R
4 solved from
Eq. (18) for
Eq. (14).
18,19) Assuming that the surface tension of Al deoxidized molten steel, contact angle between Al deoxidized molten steel and Al
2O
3 inclusions, and ∆P
Fe are 1.884 N·m
–1, 152.6°, and 3.86×10
3 Pa, respectively, the relation between the agglomeration force between two isospherical Al
2O
3 inclusions due to cavity bridge force and particle diameter d (
μm) of the Al
2O
3 inclusions is calculated and indicated by the solid line in
Fig. 11. Individual Al
2O
3 inclusions constituting alumina clusters in molten steel have a particle diameter of approximately 1–10
μm; therefore, it can be seen that the agglomeration force exerted between the Al
2O
3 inclusions in Al deoxidized molten steel ranges from 3.50×10
–6 to 3.51×10
–5 N.
The buoyant force FB (N) exerted on Al2O3 inclusions in molten steel can be evaluated using Eq. (19).
|
F
B
=4π⋅
r
3
⋅(
ρ
Fe
-
ρ
A
l
2
O
3
)⋅g/3
| (19) |
where
ρ
A
l
2
O
3
is the density of Al
2O
3 inclusions given as 3970 kg·m
–3. The relation between the buoyant force exerted on spherical Al
2O
3 inclusions and their particle diameter calculated by
Eq. (19) is indicated in
Fig. 11 by the dotted line. The buoyant force exerted on the spherical Al
2O
3 inclusions with a particle diameter of 1–10
μm is 1.56×10
–14–1.56×10
–11 N. In addition, the drag force F
D (N) that acts on the Al
2O
3 inclusions due to a relative movement to molten steel is presented in
Eq. (20).
|
F
D
=
C
D
⋅
ρ
Fe
⋅
v
2
⋅S/2
| (20) |
where C
D is the drag coefficient; v is the flow velocity of molten steel (m·s
–1); and S is the projected area of an inclusion particle toward the flow direction (m
2) and is given by
π·r
2 for spherical inclusions. The drag coefficient can be estimated by using
Eq. (21),
21) which gives a favorable value corresponding to the experimental values when a particle’s Reynolds number, Re
P (=2r·v/
ν), is 1000 or below.
|
C
D
=24(1+0.158R
e
P
2/3
)/R
e
P
| (21) |
The kinematic viscosity coefficient
ν of molten steel was 7.14×10
–7 m
2·s
–1. The relation between the drag force exerted on a spherical Al
2O
3 inclusion and its particle diameter is calculated by using
Eq. (20) and indicated by the chain line in
Fig. 11. Here the flow velocity of molten steel was assumed to be 2 m·s
–1, corresponding to that inside an immersion nozzle regarded to be the fastest one in the continuous casting process. The drag force exerted on spherical Al
2O
3 inclusions with a particle diameter of 1–10
μm ranges from 1.24×10
–7 to 2.32×10
–6 N. It is presumed that the agglomeration force between two isospherical Al
2O
3 inclusions according to the cavity bridge force in
Fig. 11 is large relative to the buoyant force and the drag force exerted on Al
2O
3 inclusions; therefore, once Al
2O
3 inclusions come into contact with each other and cavity bridges are formed, they are unlikely to be separated and agglomerated state is thus maintained, and they are subsequently sintered to form comparatively solidly bonded alumina clusters.