Abstract
Development in sheet steels has progressed in strong relation with automotive industry in Japan. To meet the requirements from automotive industry, various types of sheet steels including high and ultra high strength steel sheets have been developed. Progresses in three types of steel series will be discussed by checking the historical facts and technologies and their contributions. Introductions of interstitial free (IF) steel and continuous annealing system are the important events in mild steel developments for panels. Extensive work on finding the optimum mixtures of hard and soft phases to improve elongation of steels contributed to improve the crashworthiness of autobodies. Continuous annealing system also played an important role in producing these advanced high strength steels. Precipitation is used in a particular way which is to scavenge solute carbon and nitrogen and to prevent coarse cementite particle precipitation. It is also worth to point out that the collaborative activities particularly strong in Japan between steel manufacturers and auto companies have affected the progress in advanced sheet steels.
1. Introduction
Manufacturing technologies of sheet steels have been developed under a strong influence from the developments of domestic auto industries. Since it is not easy to analyze the history of this field comprehensively, some historical events in technological developments and their roles which have built up technologies today, will be focused on to understand the advances in technology in the development of sheet steels for automobile industries starting from the current situation looking through the past.
In response to the strong demand of weight saving for the reduction of CO2 emission and strict regulations for crashworthiness, materials for cold stamping can be said to have entered the era of the ultra high strength steels. For structural parts, in which the highest strength grades are known to be used, 1180 MPa and 980 MPa class ultra high strength steels for cold stamping have been started to be applied.1) Also, 980 MPa grade hot rolled ultra high strength steel is reported2) to be applied to a chassis part which has been considered to be difficult to adopt high strength steels due to safety, durability and rigidity points of view. It is also worth to note that an application of 590 MPa grade high strength steel to exposed panels is reported even though the part is required to show an extremely good surface quality.3) It can therefore be said that domestic auto companies have been more aggressive to use higher strength steels than before. The trends of the use of high-tensile steels were studied and documented in “High Strength Steel Handbook4)”, as the result of a survey in 2002 by the Joint Study Group of Materials for Automobiles organized by the Iron and Steel Institute of Japan and the Society of Automotive Engineers of Japan. In the case of center pillar, for example as a typical structural part, the change in the strength grade of steels can be seen in Fig. 1. In the figure, the change in average steel strength in use is plotted with the change in desired strength according to the questionnaire results to auto companies conducted in 2002. It is surprising that the strength level adopted today is comparable to that desired in 2002. On the other hand, the technical issues which should be solved to extend the usage of these high strength steels are also pointed out in the questionnaire results. The items are different form parts to parts, strong concerns about press formability, weldability, rigidity, corrosion resistance, fatigue strength, and noise and vibration are shown. It is believed, in order to promote applications of ultra high strength steels as desired, that collaborations between automobile industries and material suppliers would play an important role to overcome these difficulties.

About 20 per cent of the domestic demand of steel in 2012 is from the automotive industry which is one of the major market segments of Japanese steel industry. The change in the domestic automobile production and domestic crude steel production can be seen in Fig. 2. Over the period of the high growth of economy during the 1960 s and 1970 s, the steel industry showed a steep evolution with the rapid expansion of the automotive market along with other growth in the markets such as the construction and shipbuilding.

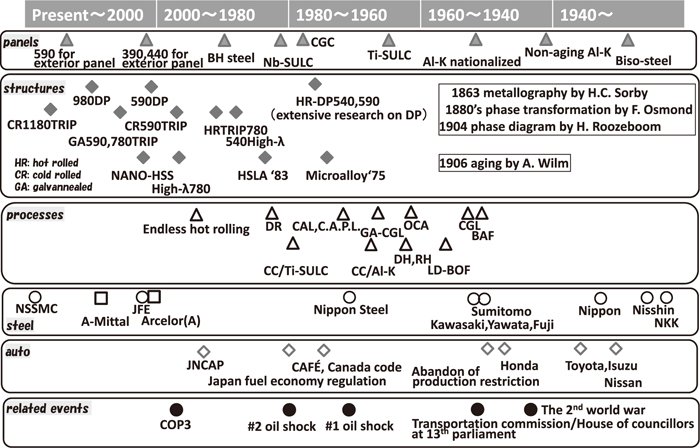
High strength steels for exposed panels, microstructure controlled ductile high strength steels for structural parts, high strength steels with high hole expansivity and precipitation hardened steels for chassis components will be discussed in relation with the change in the market’s demand looking back from the present toward the past regarding to the product developments and manufacturing technologies. It is also one of the most important features in Japan to have cooperative work styles between auto companies and material suppliers that can also be understood by looking at the change from the present to the past. Typical examples which can express the changes in the history can be seen in Fig. 3.
2. Development of Mild Steels for Exposed Panels –Introduction of IF Steels and Continuous Annealing Processes–
The strength level of steels for exposed panels has increased from 270 MPa to 370 MPa through 340 and 340 BH grades. After this change, significant progress has not been observed probably because a decrease in panel rigidity by thinning the steel sheet was considered to be critical. Furthermore, a severe requirement for the surface quality may also make it difficult to apply higher strength steels. One of the major issues of the surface quality to be tackled is surface deflection. Surface deflection appears as small wrinkles due to the anisotropic spring back due to the anisotropic plastic strains introduced by press forming at particular location such as the vicinity of door handles. Since the higher the yield strength (YS), the more significant the surface deflections, it is recommended to apply mild steels with YS less than 240 MPa. Another example of the problems in surface quality is so called stretcher-strain (St–St) pattern due to local yielding during press forming. This pattern appears due to aging when mobile dislocations introduced in the processing of steel sheets are locked by carbon (C) or nitrogen (N) atoms in solid solution during holding at room temperature before press forming. It is, therefore, effective to reduce the amount of solute C and N to avoid St–St. Deep drawabilty is one of the major properties required to sheet steels for panels. Deep drawability measured by plastic anisotropy, r-value, can be improved by reducing the amount of C in solid solution before cold rolling and annealing. Interstitial free steels (IF steels) were developed to meet this requirement and applied widely to exposed panels. IF steels are produced by scavenging solute C and N as carbides or nitrides by adding Ti and/or Nb to extra low carbon steels. The Ti based IF steel was developed in 1966 at Yawata Steel Corporation, and the Nb based IF steel in 1981 by Kawasaki Steel Corporation.5) It is natural for IF steels to satisfy anti-aging property since the amount of solute C and N can be negligibly small. Surface deflection is also not expected to appear because of low yield strength. Improvement of deep drawability in IF steels by the combination of the refinement of ferrite grains of hot rolled band through higher hot rolling reduction at low temperatures followed by accelerated cooling, higher cold rolling reduction and higher temperature annealing was reported to achieve 2.5 in r-value and 0.27 in n-value.6) IF steels have contributed to the reduction of the number of parts for panels together with tailored blank technology resulting in remarkable cost saving through the reduction of the number of tools and the length of welding.
C concentration in steels is reduced less than tens of ppm in current steelmaking processes. The minimum possible carbon content produced in Japan has been decreased year by year as shown in Fig. 4.7) It is worth to note that the rapid decrease in the minimum carbon content well corresponds to the steep increase in the domestic automobile production and domestic crude steel production shown in Fig. 2. This reveals that improvements of press formability of sheet steels were the results of the strong requirement from auto companies to enlarge the automobile production. The technologies which enable to produce extra low carbon steels are vacuum degassing systems, DH installed by Yawata Steel Corporation in 1961 and RH by Fuji Steel Corporation in 1962.7) The vacuum degassing technology and its improvements can make it possible to reduce the carbon concentration in steels below 50 ppm or in special cases even below 10 ppm. The technology allowed to reduce the amount of Ti or Nb addition contributing to reduce the production cost of IF steels as well as to improve mechanical properties of other steel products by providing cleaner steels. Although IF steels were accepted to show high r-value because of the extremely low carbon content, it was not possible to replace all the Al–K steels due to surface defects and the low yielding caused by the deteriorations in mechanical properties at the edges of hot rolled bands. The usage rate of vacuum degassing processes in 1975 was as low as 5% and was increased to be above 40% in 1982.5) Through an optimization of production conditions, it became possible to apply continuous casting to the production of IF steels in 1979.5) The production cost of IF steels was greatly improved by the development of the process technologies to minimizec the surface defects.

Because of the excellent non-aging property of IF steels, they can be easily produced using short heat treatment processes such as continuous annealing. It should, however, be noted that the continuous annealing process was not developed for the production of IF steels but for the improvement of productivity and robustness of mechanical properties of deep drawable Al–K steels which used to be box annealed. It is said that the first continuous annealing line was a Sendzimir type continuous hot-dip galvanizing line installed in 1953 by Yawata Steel Corporation5) and was used for the production of tin steels. Continuous annealing lines designed especially for deep drawable and non-aging mild steels for exposed panels were installed in 1971 by Nippon Kokan8) and in 1972 at Kimitsu works of Nippon Steel Corporation.9) These continuous annealing lines made it possible to produce deep drawable Al–K steels only in about 10 minutes instead of a few days by box annealing.
When Al–K steels are box annealed, fine AlN particles, which are reported as tetragonal crystal structure or clusters, are known to play an important role to improve r-value. The role of AlN has been explained as follows. The first mechanism is that the AlN particles retard the recovery of grains which deteriorate the r-value and allow the selective nucleation which is preferable for the improvement of r-value.10) The second is that the AlN particles effectively pin the grain boundaries selectively and allow the growth of the grains favorable to improve r-value.11) Since the fine AlN particles are expected form during slow heating in the case of box annealing, hot rolled bands are coiled at low temperatures to allow Al and N in solid solution. In the case of continuous annealing, on the other hand, the AlN precipitation cannot occur due to limited time period during heating. It is, therefore, the only alternative to reduce the amount of C and N in solid solution adopting lower carbon steels with high temperature coiling after hot rolling to fix N as AlN and C as coarse cementite. It is also worth to note that the solute C content after box annealing is expected to be very low because most of the N and C atoms form AlN and cementite during slow cooling after annealing. In the case of continuous annealing, however, there is not enough time for the precipitations during rather rapid cooling. It is, therefore, inevitable to introduce overaging zone to the continuous annealing processes to reduce C atoms in solid solution. Acceleration of the formation of carbide particles is reported to be maintained by cooling after annealing once below the overaging temperatures and then reheating to the overaging temperatures.12) The kinetics of the carbide precipitation during overaging was modeled and contributed to optimize the process conditions.13) Continuous casting of low carbon Al–K steels for deep drawable grades started in 1967.5) Al and C contents were lowered to optimize the combinations between alloy chemistry and annealing conditions. A low N steel with C content as low as 0.02 wt% was developed as CGC (Commercial Grade Continuous Casting) steels in 1978 by Nippon Steel Corporation, and LANS (Low Al & N Steel) in 1982 by Nippon Kokan.5)
It is said that the Al–K steels for deep drawable grade were started to be produced in 1954 in Japan. It is not astonishing that the time corresponds to the onset of motorization. Rimmed steel ingot cast with small amount of deoxidizer had been widely used before Al–K steels were introduced. Although a good surface quality made the rimmed steels to be accepted widely, difficulty was its high solute N content which causes aging. It is interesting that the first interest in St–St behavior of metals due to aging concerned bullet applications.14) Clean steels with lower amount of inclusions became possible to be produced by the contributions of LD type steel converter introduced in 1957 resulting in the improvement of press formability and other properties. There were some other approaches to improve deep drawability as well as non-aging property. Kawasaki Steel Corporation introduced KTS steel in 196115) which is P added steels denitrificated and decarburized by OCA (open coil annealing). Very first examples of sheet steels for autobodies may be steels produced by Yawata Steel Corporation in 1933 and by Kawasaki Shipbuilding in 1938.5)
Since continuously annealed Al–K steels show lower n-value and r-value than IF steels, Al–K steels have been replaced by IF steels because of the requirements for complicated components’ shapes and cost reduction through integrated moldings.
3. Development of High Strength Steels with Large Elongations for Structural Parts –Dual Phase Microstructures and Continuous Annealing–
Application of high strength steels to structural parts has been in progress to improve crashworthiness of autobodies. The third generation of advanced high strength steel (AHSS) is one of the highlighted steels at present to be studied. Although the definition of the third generation AHSS is not clear, larger elongation seems to be focused on. Figure 5 shows the combination of tensile strength and elongation including the third generation AHSS reported by Speer et al.16) The target properties can be read from the figure, as 20–50% in elongation at 980 MPa grade and 15–45% at 1180 MPa grade. However, the mechanical properties reported as the third generation AHSS are less than 27% in elongation at 980 MPa grade17,18) and less than 17% at 1180 MPa grade,18) which locate at the bottom of the area plotted as the third generation in Fig. 5. High elongation TRIP type steels, however, have been reported to show about 30% in elongation at 980 MPa grade, and 25% in 1180 MPa grade,19) which can be said to be much closer to the third generation AHSS concept.

TRIP type steels were first proposed by Zackay.20) The underlying concept is the reduction in strain concentration by the formation of hard martensite particles from metastable retained austenite during plastic deformation at the strain concentrated region, resulting in a large uniform elongation. It is known that the TRIP effect depends strongly on deformation temperature.21) At lower temperatures, transformation from retained austenite to martensite completes at low strain region, and at high temperatures, transformation is retarded. As a result, there is a temperature at which elongation becomes maximum. Although the TRIP type steels proposed by Zackay have attractive mechanical properties, heavy alloying by austenite former elements such as Mn, Ni and Mo deteriorates their cost competitiveness. Therefore, applications of high alloyed TRIP type steels have been limited. A breakthrough in cost competitiveness of TRIP type steels was lead by the use of C instead of expensive alloying elements. This TRIP type steel is called low alloyed TRIP type steels.19) The maximum possible carbon concentration in austenite above Ae1 temperature is about 0.8 wt% which is not high enough to stabilize austenite at room temperature.22) Bainite transformation was then applied to further enrich C concentration in untransformed austenite. Bainite transformation is displacive and diffusionless. So the carbon atoms diffuse out from bainitic ferrite to surrounding untransformed austentite when iron carbide precipitation is effectively retarded by additions of Si, Al,23) Cu24) and P.25) The maximum carbon concentration in untransformed austenite after bainite transformation with no cementite formation is the carbon content at the To curve determined by thermodynamics at which free energy of austenite is identical to that of ferrite with the same alloy chemistry.26) It is not possible to proceed with diffusionless transformation above the To curve. When the formation of cementite is effectively retarded, incomplete reaction of bainite can give large process windows. At higher temperatures, retardation of cementite formation is not enough, and at the lower temperatures, bainite formation becomes sluggish and martensite transformation could occur. Time periods for bainite transformation are also important. C enrichment could not be enough when time for bainite transformation is short, whereas cementite formation could start if the time for bainite transformation becomes too long. It is a great surprise that appropriate bainite transformation temperatures are around 400°C and time for bainite transformation is the order of 10 minutes19) which are comparable to overaging temperatures and time for Al–K mild steels using continuous annealing lines. This coincidence can make it possible to produce low alloyed TRIP type steels by conventional continuous annealing lines without any additional investment. The continuous annealing facility which was installed to improve the productivity of the major products, mild steels, to meet the requirements from auto-companies in the motorization period has come back again under the spot light as a continuous heat treatment facility for AHSS after 20 years from the first installation.
Low alloyed TRIP type steels have been being studied intensively and galvanized grade (GI) was developed in Europe27) and galvannealed grade was also developed in Japan28) and adopted by Japanese auto makers. Academic discussion was conducted at the International Conference on TRIP-Aided High Strength Ferrous Alloys held in Belgium in 2002,29) and has continued to extend them to higher strength grades.30)
The development of low alloyed TRIP type steels started in early 1980. Although the work was concentrated first on cold rolled and annealed grades, bainite treatment at around 400°C was tried to be replaced by coiling after hot rolling.31) The first low alloy TRIP type 780 MPa as hot rolled steel was provided to a customer in 1989.
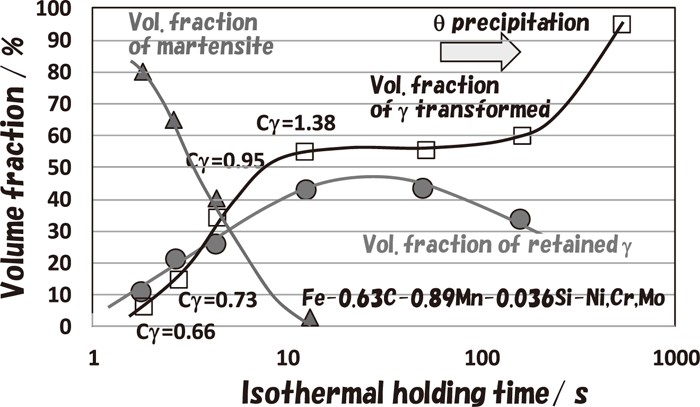
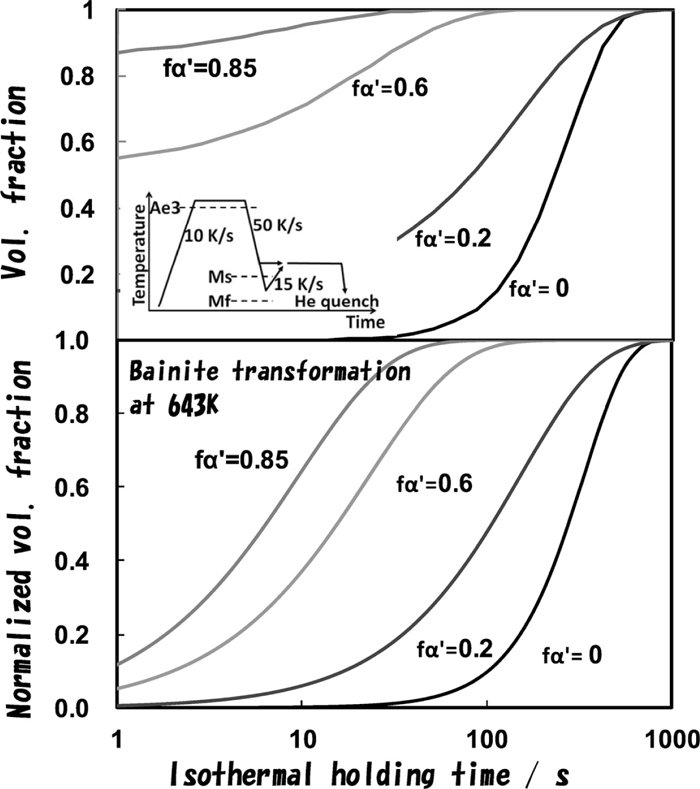
An enrichment of C to untransformed austenite during bainite transformation is known as austempering.32) Changes in microstructures during austempering at 400°C in Fe-0.63C-0.89Mn-0.36Si-0.15Ni-0.31Cr-0.02Mo alloy were replotted in Fig. 6. It can be clearly seen that an appropriate holding time period exists as discussed before. It is worth to note that this appropriate time period strongly depends on alloy chemistry. Additions of Mn, Si and Mo are known to retard bainite transformation and make the appropriate holding time period longer. C content in untransformed austenite is also well recognized to retard bainite reaction extensively. It is, therefore, important to control the amount of the formation of ferrite prior to bainite transformation. It could be more difficult to produce low alloyed TRIP type steels with higher strength, since additions of alloying elements to strengthen steels can retard bainite transformation requiring slower line speeds and, in some cases, it becomes impossible to choose an appropriate time period for bainite transformation to obtain enough enrichment of carbon in untransformed austenite. It was, therefore, desired to develop a numerical model to calculate the competing reactions of formations of bainite and cementite. A numerical model was proposed by Azuma et al.33) The model was reported to cope with cementite formation both in ferrite and in austenite competing with the formation of bainite.34) In order to accelerate bainite transformation, Oka35) and Kawata et al.36) proposed an effect of undercooling below martensite start temperature (Ms) on the kinetics of bainite transformation during austempering at elevated temperatures. A partial transformation of austenite to martensite increases the nucleation site density of bainite and accelerates the reaction rate. The effect of the amount of martensite transformed on the kinetics of bainite transformation at 400°C can be seen in Fig. 7 reported by Kawata et al.36) Undercooling and reheating before overaging to control aging property of Al–K steels are also applicable to new concept of the production of AHSS such as high strength low alloyed TRIP type steels and quench and partitioning type steels discussed as one of the candidates for the third generation AHSS. Here we find another coincidence between annealing line configuration and optimized microstructure evolution during heat treatment.
Weight saving of structural parts has been one of the most important issues for auto companies since fuel consumption became the first priority to be maintained as a result of energy crisis in 1973 and 1979. Dual phase type steels were the most promising because elongation was considered to be the most important measure for press formability at that time. Various types of dual phase type high strength steels with 780 MPa or more in tensile strength have been developed with different combinations of microstructures and applied to structural parts of autobodies. It may be one of the reasons for dual phase type AHSS to be accepted widely that Si addition which deteriorate Zn coatability is not required from mechanical property point of view. Depending on the required mechanical properties, the combination of microstructures is determined. Ferrite + martensite two phase microstructure is selected for high elongation type steels and bainite is introduced to improve the hole expansivity (i.e. stretch flangeability). A typical example of the balance between elongation and hole expansivity can be seen in Fig. 8 for 980 MPa grade high strength steels. The strength of dual phase type steels can be determined by the volume fraction of martensite and the strength of ferrite and other constituents such as bainite. The strength of dual phase type steels adopted by the market has become as high as 1180 MPa in tensile strength. Since Ti and Nb are added to refine ferrite grains as well as solution hardening elements such as Mn and Si, unrecrystallized ferrite could remain untransformed during heat treatment at intercritical temperatures and affect on the mechanical properties.37) It is reported that recrystallization can be drastically delayed when steels with the lower Ae3 temperature are heated into the intercritical temperature range.38) Although this phenomenon was not taken into account when dual phase type steels were developed, it could become more important when the strength of steels is increased.37) The nature of dual phase type steels was discussed in 1970’s corresponding to the requirement from markets, and the activities can be seen in the proceedings of two international conferences.39,40) One of the typical features of dual phase steels is their continuous yielding and high work hardening in stress-strain curves. These features are considered due to mobile dislocations introduced by the volume expansion when martensite formed during production. It is also emphasized that dual phase type steels tend to have large bake hardenability together with their large elongation.41) High bake hardenability is said to improve the energy absorption property during crush events of vehicles,42) and this is also one of the reasons that dual phase type steels were widely accepted by automobile companies for structural parts. The origin of large elongation of dual phase steels is considered to be a result of a mixture of hard and soft phases. It is, however, reported that the existence of retained austenite seems to enhance the ductility43) which can be said to be a token of the low alloyed TRIP type steels developed later.

Since it is more cost effective to control the microstructure by cooling control to obtain dual phase type high strength steels, developments of these steels were accelerated after the installations of continuous annealing facilities. There are two types of continuous annealing facilities, one of which is the direct overaging type called C.A.P.L., installed by Nippon steel Corporation in 1972,44) at which steels are cooled directly to overaging temperatures after annealing followed by overaging at constant temperatures or declined temperature, and the other is the quench and temper type installed by Nippon Kokan in 1976,45) at which steels are water quenched to room temperature once and heated up and tempered. In order to produce dual phase steels by the direct overaging facilities, austempering temperature has to be below Ms. There are competing reactions during austempering, which are the tempering of martensite and the formation of bainite. It is possible to make untransformed austenite enriched by carbon when bainite formation occurs without cementite formation. The untransformed austenite then transforms to martensite during cooling to room temperature and some amount of austenite may remain untransformed which can also contribute to enhance the elongation of the steels. In the case of the quench and temper type facilities, on the other hand, martensite formed by quenching is tempered resulting in a mixture of tempered martensite and ferrite. It was reported that the direct overaging facilities are preferred to obtain higher elongation products than the quench and temper type facilities.45)
Although microstructure control was applied to steels for structural parts, there was no remarkable development of high elongation type steels reported before 1970. Various types of multi-phase steels with ferrite + pearlite or ferrite + bainite with precipitation hardening were used as hot rolled steel sheets.
Martensite, which has been used to improve ductility, was named by Floris Osmond, who is designated as the founder of metallography, in 1895 to give honor to the work done by Adolf Martens. It is also worth noting that Martens was the first scientist who discussed about the relations between microstructure and mechanical properties that is one of our major activities today. Osmond extended the detailed metallographic work and the study on phase transformation done by Henry Clifton Sorby, the father of metallography, and confirmed the existence of phase transformation using thermo-couples developed by H. L. Le Chatelier in 1880’s. He discussed the hardness of quenched steels relates to transformation products. It is natural to call Sorby as the father of microstructure control which we adopt to produce AHSS. The details of the history of the findings of microstructures were explained in a book entitled “Tetsu-no-Meruhen” by G. Nakazawa.46)
4. Development of as Hot Rolled High Strength Steels with High Hole Expansion Ratio for Automotive Suspension Parts –Homogenization of Microstructure, Precipitation and Cleanliness of Steels–
Precipitation hardening has been widely applied to various kinds of high strength steels since it is well established that the strength of steels can be increased by 200 to 300 MPa by the introduction of fine precipitates.47) It is, however, not the only purpose to use precipitation to strengthen steels. The feature of the use of precipitation in steel sheets for automobile use will be discussed here.
The first application of precipitations is to scavenge solute C and N as the forms of carbide or nitride particles in hot rolled bands to improve r-value after cold rolling and annealing. This concept has been used for the production of IF steels as discussed before. Since dent resistance and, in some cases, contribution to crashworthiness are required, high strength steels for exposed panels have been discussed. Bake hardenable steel is an example for the former case. For further strengthening of steel sheet, a GA (galvannealed) 440 MPa grade high strength sheet steel precipitation hardened by NbC was developed.48,49) This steel and a solution hardened 440 MPa grade steel50,51) have been applied to a side panel outer using tailored blank technology to improve crashworthiness against side impact. This steel was developed with a different concept from conventional IF steels at which Ti and Nb are used to scavenge solute C atom. Although the microstructure consists of fine ferrite grains hardened by NbC precipitates, low yield strength is maintained due to precipitation free zone at the vicinity of ferrite grain boundaries where the first yielding is expected to occur.52)
Cu addition is reported to be effective to improve strength without deterioration of r-value.53) After texture control for high r-values by annealing, additional heat treatments at around 550°C can be applied to make supersaturated Cu atoms precipitate in ferrite and strengthen steels.53) Although the mechanical properties of the steel are attractive, Ni additions are required to avoid a liquid metal embrittlement due to Cu. This causes an increase in production cost, and the market has not accepted this steel so far.
The second application of the use of precipitates in sheet steels is to improve hole expansivity of as hot rolled high strength steels. It is common to use precipitation hardening for steels produced by hot rolling processes since all the alloying elements can easily be dissolved into austenite matrix during slab reheating processes before hot rolling. Although some amount of alloying atoms are wasted during hot rolling in austenite region depending on the alloy contents and hot rolling schedules, the rest of the alloying elements can be used to strengthen ferrite matrix by precipitating as fine particles during cooling and after coiling. Slow cooling rates after coiling are suitable for precipitation treatment. Alloying elements for precipitation hardening such as Nb, Ti, Mo and V have been used for automobile applications. It is also well established that precipitation hardened steels can avoid softening at heat affected zone (HAZ) after welding. Precipitation hardened steels are, therefore, applied to components to which arc-welding and flash butt welding are used.54) The highest strength of precipitation hardened as hot rolled steels is reported to be 980 MPa grade adopted for wheel rims.2) It can be understood from the expression in the text saying “weldability and press formability were specially issued” that precipitation hardening may be used to avoid HAZ softening. There are several factors which control hole expansivity of steels. Differences in hardness among each phases, amounts of hard phases, C content, elongated inclusions, crystal texture, r-value and n-value of steels are reported to change hole expansivity of steels.55) Although it is preferred to make microstructures duplex as combinations of soft and hard regions to improve ductility, it is effective for the improvement of hole expansivity to make microstructures as uniform as possible by choosing bainite or martensite microstructures. Since hole expansivity can be lowered by the existence of coarse cementite,56) Ti was reported to be added more than the equivalent amount of C in atomic weight to avoid the formation of cementite improving hole expansivity of hot rolled 780 MPa grade steels.57) It is important to control the coiling temperature at which TiC precipitation occurs. It is reported that the steels coiled at around 550°C show a deterioration of hole expansivity due to the coherent precipitation of TiC.57) Another example is a hot rolled 780 MPa grade high strength steel precipitation hardened by fine complex precipitations of TiMoC2 with 3 nm in a typical diameter obtained by coiling at around 650°C after hot rolling of Ti and Mo added low C steels.58) It is worth to note that the precipitates are stable so that the steels can be heated in continuous galvanealing lines up to 700°C without losing strength. This metallurgical approach is reported to be applicable to higher strength grades such as 980 MPa and 1180 MPa in tensile strength.59)
Nb addition was first studied to improve toughness of steel products for ships. This was referred to be the controlled rolling (CR) technology on microalloyed steels. When the strength of plain carbon steels was desired to be increased, it was necessary to increase carbon content of the steels which deteriorates weldabilty of steels. Microalloyed steels were then successfully introduced and succeeded allowing a reduction in carbon. As a results, microalloyed steels with the CR technology became very common to produce high strength steels.60) The origin of CR technology is said to established in 1950’s. The first Nb added steel was developed in the state in 1958.60) These microalloyed high strength steels are called High Strength Low Alloyed steels (HSLA steels). Vast amount of research activities can be seen in academic papers. The international conferences were held and discussed about HSLA steels first in Harrogate, Britain, in 1963 titled as “Metallurgical Developments in Carbon Steels”, followed by conferences in Washington, the United States (1975), in Pittsburg, the United States (1981), in Philadelphia, the United States (1983), in Wollongong, Australia (1984), in Beijing, China (1985) and in Chicago, the United States (1988) etc. The developments and discussions have been still active in this field. The first microalloyed steel for automobiles was said to be the steel with V applied to Ford Model T in 1916.61) It can, therefore, be said that precipitation hardening has been contributing to strengthen steels for more than100 years.
Precipitation hardening was first discovered in 1906 by accident by a material scientist, Alfred Wilm, who had been working on Al–Cu alloys. It was the time when various microstructures had been discovered and studied intensively including martensite. He intended to strengthen Al alloys by quenching as it was known to work in steels. Now we know this was not on the right track. One day he quenched an Al alloy and measured the hardness. It was unfortunate for them that the day was Saturday and they could not complete the hardness measurements. Some of the samples were kept over the weekend. It was then found that the measured hardness on Monday was higher than that just after quenching. This is said to be the discovery of aging or precipitation hardening. Aging of supersaturated alloys is one of the main processes used in Al alloy productions to strengthen the alloys. It is of course one of the major strengthening methods also for steels to disperse fine precipitates in ferrite matrix.
Let us put the discussion back to the approach to improve hole expansivity in high strength sheet steels. Although Ti addition is an effective way to improve hole expansivity as discussed above, plain carbon steels were also used in lower strength grades. One of the examples is Si added 540 MPa grade steels. Si addition is reported to make cementite particles fine and, as a result, high hole expansivity can be obtained with mixed microstructures of ferrite and bainite.56) It is essential to point out the importance to make inclusions harmless. It has been well understood the relation between S content in steels and hole expansivity.63) Since sulfide particles such as MnS can be initiation sites of cracks and deteriorate hole expansivity, lowering of S content is known to improve hole expansivity.56) It is also important to reduce segregations and impurities to improve hole expansivity as well as to make inclusions harmless.
Steels with high cleanliness are strictly required for various applications particularly in steel can market. In order to meet the requirements from these customers, it is mandatory not only to reduce the amount of inclusions but also to make their size smaller. In addition to these, controlling the compositions and morphologies of inclusions is also effective to make them harmless. It is essential to lower the total amount of oxygen to reduce these oxidation products. Vacuum degassers installed in 1960’s contributed to reduce the total amount of oxygen in molten steels as well as sealing from air intrusions.64) The unavoidable remaining Inclusions are removed by enhancing the flotation of them using various technologies such as increased recirculation rate of RH, gas bubbling and electro-magnetic stirring and braking.64) It is also noted that extra work to prevent any accidental intrusions from outside of the system has been continued. Solidification segregation is one of the long lasted issues to be overcome. It is known that soft reduction at the last stage of solidification to control the liquid metal flow and electro-magnetic stirring to obtain enough equiaxed crystal layers at the surface are also effective.64) P and S are typical harmful impurities. P has been widely adopted as one of the most effective strengthening elements. It is, however, well established that P causes deterioration in strength of weld joint65) and a secondary embrittlement in ultra-low carbon steels66) by segregating at grain boundaries. Concentration of P can be reduced by dephosphorization in the iron making and steel making processes. S is known to deteriorate hole expansivity as elongated MnS inclusions. Injection of CaO–Mg flux is reported to show an excellent desulfurizing ability. It is also well established that the control of the morphology of sulfide particles using Ca and REM (rare earth metal) can improve hole expansivity of steels.
Measurements of the hole expansion ratio was discussed in detail by Japan Sheet Metal Forming Research Group and standardized as the test method of hole expansion ratio JFS T1001 of the Japan Iron and Steel Federation Standard in 1996.67)
5. Collaboration between Auto Companies and Steel Manufacturing Companies –Establishment of Application Technologies of Sheet Steels and Expectation of Society–
The automotive industry is one of the major markets of Japanese steel industry and more than 20% of the total amount of steel is consumed in this segment. As it can be clearly seen in Fig. 2, which shows changes in domestic crude steel production and automobile production, these two segments have grown with a strong relationship. Collaborations among industries have been performed as academic activities in Society of Automotive Engineers of Japan, Iron and Steel Institute of Japan, The Japan Society of Mechanical Engineers, The Japan Society for Technology of Plasticity, The Joint Research Committee of automotive materials and Japan Sheet Metal Forming Research Group etc as well as activities among industries. It is known that the collaborations among industries particularly between suppliers and customers are common only in Japan but not much in other countries.68)
The progress in domestic automobile and crude steel productions can be divided into three stages.
The third stage is the stage of coexistence of environment friendliness and crashworthiness as well as globalization. The first official standard of the crashworthiness started in 1970 as a motor vehicle safety act in the state, and the safety assessment of the full lap collision was mandatory in 1994 in Japan. As a result of an increased pressure on crashworthiness, a new series of vehicles with the passive safety concept called GOA (Global Outstanding Assessment) were introduced by TOYOTA in the market in 1996. Collaborative works between automobile and steel manufacturing industries also started, and the Joint Research Committee of automotive materials started its activity in 1995 with the working group on high strength steels. Various types of information about crashworthiness were collected and assessed in the working group with members from automobile and steel manufacturing companies. The working group established a new research committee on high speed deformation behavior of sheet steels for automobile applications lead by Professor Takechi in 1997 and held a symposium on crashworthiness and high speed deformation of high strength steels on September 25th, 1997. All information and research results were accumulated and documented as the final report in March 2001. Another activity on the test method of high speed deformation of sheet steels was started in 1999 as a project governed by the Ministry of International Trade and Industry chaired by Professor Kihara, entrusted by the New Material Center of Osaka Science & Technology Center to discuss and clarify the methodology of high speed deformation behavior of metals. This project was promoted by experts from automobile and steel manufacturing industries as well as universities. The experimental methods for high speed tensile test were standardized as ISO26203-1 in 2010 and ISO26203-2 in 201169) after the worldwide detailed discussion. It is also worth to note that individual inter-industrial collaborations have been performed very aggressively apart from the academic activities explained above. They are, of course, not disclosed since they are just between the companies and connected directly to the business strategies of them. The activities, however, can be detected through presentations at the conferences as joint signatures and also news releases from the companies.
The second stage is the period when the environment friendliness was focused and the fuel efficiency for energy saving was the most important subject after the first oil shock. CAFÉ (Corporate Average Fuel Efficiency) was enforced in 1978 in North America followed the Energy Policy Act set in 1975. It happened also in Japan to accelerate activities for energy saving according to the automobile fuel efficiency standards formulated in 1979. It was the period when DP and HSLA steels was developed and discussed to be applied to automobile structural parts. It should be pointed out that the collaborations among automobile and steel manufacturing industries became more and more intensive during this period, and found a new goal of the three-legged race of the segments in the applications of high strength steels to automobile body structures.70) The technologies discussed here first were improvements of steel properties and press formability of high strength steels such as cracks and wrinkles during press forming processes, and then progressed to the discussion on shape fixabilities in relation with the elastic springback. It is obvious that the CAE (Computer Aided Engineering) approaches have been contributing to understand and solve these problems more rigorously. The application of CAE technologies were expanded by the introductions of sophisticated constitutive equation of materials. New high strength steels were reported to start being applied to automobile body structures in 1978 or 197971) and underwent a rapid expansion thereafter.
Although quantitative trend of the application of high strength steels has not been published, one of the assessments is reported by the Japan Sheet Metal Forming Research Group.55) Changes in the application of high strength steels are shown in Fig. 9 with the changes of crude steel production and the number of vehicle produced in Japan. It is surprising that the actual application of high strength steels has been reaching rapidly to that expected particularly during the periods of the second and the third stages as indicated in Fig. 9. It is also worth to note that the strength levels of high strength steels applied to auto bodies have also been rising.

The first stage is the high-growth period of Japanese economy when the productions automobiles and crude steel increased explosively. The three-legged race between automobile and steel manufacturing industries started and established during this period. The Japan Sheet Metal Forming Research Group played one of the most important roles for this establishment. This group started its activity in 1964 as the successor of the pre-existing research activities such as Metal Forming Research Group started in 1952 and Conical Cup Test Research Group started in 1957 chaired by Professor Fukui.72) The group was chaired by Professor Yoshida who was one of the key researchers in the field. 14 automobile companies and 7 material suppliers participated and established regular meeting for information exchanges and collaborative works. It is the token of the three-legged race in Japan that the activity of this group has continued and expanded. Automobiles became mass consumption goods and motalization started being pushed economically by the national income doubling plan approved by the cabinet in 1960 after the elimination of automobile production restriction by GHQ/SCAP (General Headquarters, the Supreme Commander for the Allied Powers) in 1949. Automobiles become mass consumption goods after the introductions of Toyota Publica and Subaru 360 as symbols of the people’s car project which was the Japanese version of Volkswagen project. Productions of automobile were industrialized and the mass production required materials easier to be press formed that accelerated the development of sheet steels and their application technologies such as press forming. It is worth to point out that a technical committee established in Iron and Steel Institute of Japan discussed about the ideal situation in the steel industry after the Second World War, and declared not only the importance of integrated steel productions but also the importance of research, development and education since industrial technologies can be meaningful only when they based on science.73) It was also effective to make a steady progress in the field that many engineers were invited and new production technologies were introduced from abroad. All the technologies introduced this period such as Sendzimir type galvanized lines, sheet production by strip mills and continuous casting introduced in 1957 from Concast, Switzerland, contributed as the platform technologies to produce easy to use sheet steels with lowered production cost.
It was not, however, easy to expect the steep growth of automobile industries and production technologies in steel industries. Domestic production of automobiles at the moment was assessed and the future prospect and ideal situation of the industries were discussed in the Committee on Transport of the House of Councilors in 1952 chaired by Mr. Yamagata with the members of Mr. Ishida, the president of Toyoda, Mr. Yanase, the president of Yanase, Mr. Niikura, the president of National Automobile Association and Mr. Saeda, from Ministry of International Trade and Industry.74) In the committee, poor quality of domestically produced automobiles and difficulty to improve the technologies to catch up those in the United States were claimed bitingly by Mr. Yanase, Mr. Niikura and other members. Mr. Ishida, however, explained the promising possibility of the progress in technologies for automobile production through intensive collaborations between automobile and material manufacturing industries as the onset of three-legged race in this field. It was not needed to wait for long before the expectation done by Mr. Ishida become realistic as explained above.
6. Future Trends of Automotive Sheet Steels
There is no doubt that automobile is one of the most important markets for sheet steels which experienced the progress in productions and technologies with automobile industries. The strong demand for energy saving is considered to lead the change in power resources from internal combustion engines to HEVs (Hybrid Electric Vehicles), EVs (Electric Vehicles) and FCVs (Fuel Cell Vehicles). It is, however, natural to note that the weight reduction of auto bodies is important for energy saving even when any new power resources are adopted. Crashworthiness will be one of the key performances of automobiles even though advances in technologies to avoid traffic accidents through introductions of new infrastructures are considered to contribute in the reduction of the number of traffic accident fatalities, which has kept decreasing since 1992. These two conflicting requirements can be expected to become much stricter in the future. It is, therefore, desired to develop the best mixtures of appropriate structures and materials used. It is believed that the development of advanced high strength steels and application technologies which contribute to satisfy the conflicting requirements of crashworthiness and weight saving of auto bodies will be the most important activities in this field. These technologies can be effective only when automobile and material manufacturing industries work together from the beginning of the new development. This is the simultaneous engineering and the long last three-legged race between automobile and material manufacturing industries which can maintain Japanese manufacturing ability “MONOZUKURI” as a part of Japanese culture. It is of course difficult to answer 100% to the conflicting requirements only by steel products, so appropriate combinations with other lighter materials such as aluminum and plastics are inevitable. It is still essential to continue the collaborations between automobile and material manufacturing industries to optimize the structures and material layouts even when multi-material approaches are installed. Further inter-industry collaborations and intensive research and development activities in each industry are believed to strengthen Japanese manufacturing ability which allows Japan to lead worldwide economy with the traditional Japanese “MONOZUKURI”.
References
- 1) Nissan to Use Nippon Steel’s Ultra High Tensile Steel for New Model, Home page of Japan Metal Bulletin, http://www.japanmetalbulletin. com/?p=18341, (accessed 2014-7-14), Development of high strength steel and approval, KOBELCO News Release, http://www. kobelco.co.jp/releases/2011/10/1186711_12093.html, (accessed 2014-6-14), High strength steel with two times better press formability is world’s first commercialized, Nippon Steel Corporation News Release, http://www.nssmc.com/news/old_nsc/detail/index.html/?rec_ id= 4128, (accessed 2014-6-14).
- 2) The world’s first application of 980MPa high strength steel to lighter steel wheels, Topy Industries Limitted News Release, http://www.topy.co.jp/release/archives/2009/11/18/entry424.html, (accessed 2014-6-14).
- 3) Expansion of the application of high strength steels, Nippon Steel Corporation News Release, http://www.nssmc.com/news/old_nsc/detail/index.html/?rec_id=4297, (accessed 2014-6-14).
- 4) High Strength Steel Handbook, compiled by the Joint Study Group of Materials for Automobiles, ISIJ and JSAE, Tokyo, (2008).
- 5) M. Abe: Production Technologies of Sheet Steels, ISIJ, Tokyo, (2000), 132.
- 6) K. Koyama, Y. Matsumura, S. Sanagi, N. Matsuzu and N. Kino: J. Jpn. Inst. Met., 31 (1992), 535.
- 7) M. Sasabe: 143rd and 144th Nishiyama Mememorial Seminar, ISIJ, Tokyo, (1992), 1.
- 8) T. Kurihara: Tekkohkai, 23 (1973), 22.
- 9) K. Toda, B. Kawasaki and T. Saiki: Iron Steel Eng., 50 (1973), 415.
- 10) H. Abe and T. Suzuki: Tetsu-to-Hagané, 56 (1970), 869.
- 11) S. Hanai, N. Takemoto, Y. Mizui and Y. Saziki: Tetsu-to-Hagané, 57 (1971), No. 2, 386.
- 12) O. Akisue: Nippon Steel Tech. Rep., 354 (1994), 1.
- 13) K. Koyama, H. Kato and M. Nagumo: Tetsu-to-Hagané, 72 (1986), 115.
- 14) K. Yoshizaki: Tetsu-to-Hagané, 36 (1950), 41.
- 15) Y. Nakazato, Y. Ito, T. Sasaki and K. Nohara: Kawasaki Steel Giho, 1 (1969), 33.
- 16) D. K. Matlock and J. G. Speer: Proc. 3rd Int. Conf. on Structural Steels, ed. by H. C. Lee, Korean Institute of Metals and Materials, Seoul, (2006), 774.
- 17) M. J. Merwin: Mater. Sci. Forum, 539–543 (2007), 4327.
- 18) E. De Moor, J. G. Speer, D. K. Matlock, J. H. Kwak and S. B. Lee: ISIJ Int., 51 (2011), 137.
- 19) O. Matsumura, Y. Sakuma and H. Takechi: Trans. Iron Steel Inst. Jpn., 27 (1987), 570.
- 20) V. F. Zackay, E. R. Parker, D. Fahr and R. Bush: Trans. Am. Soc. Met., 60 (1967), 252.
- 21) T. Maki, H. Onodera and I. Tamura: J. Soc. Mater. Sci., Jpn., 24 (1975), 48.
- 22) O. Matsumura, Y. Sakuma and H. Takechi: Tetsu-to-Hagané, 77 (1991), 1304.
- 23) K. Tsuzaki, T. Maki and M. Ohashi: CAPM-ISIJ, 4 (1991), 798.
- 24) K. Tomokiyo, H. C. Chen, H. Era and M. Shimizu: CAMP-ISIJ, 73 (1987), 262.
- 25) H. C. Chen, H. Era and M. Shimizu: Metall. Trans. A, 20 (1989), 437.
- 26) H. K. D. H. Bhadeshia: Acta Mater., 29 (1981), 1117.
- 27) J. Mahieu, B. C. De Cooman and S. Claessens: Metall. Trans. A, 32 (2001), 2905.
- 28) T. Tanae, K. Kaneko, Y. Takada and A. Itami: Proc. JSAE Meeting, Vol. 82, No. 4, JSAE, Tokyo, (2004), 1.
- 29) B. C. De Cooman: Proc. Int. Conf. on TRIP-Aided High Strength Ferrous Alloys, GRIPS’ Sparkling World of Steel, Belgium, (2002).
- 30) M. Murata, J. Kobayashi and K. Sugimoto: Tetsu-to-Hagané, 96 (2010), 84.
- 31) O. Kawano, M. Takahashi, J. Wakita, K. Esaka and H. Abe: Proc. Int. Conf. on Physical Metallurgy of Thermomechanical Processing of Steels and Other Materials, ISIJ, Tokyo, (1988), 692.
- 32) R. Le Houillier, G. Begin and A. Dube: Metall. Trans. A, 2 (1971), 2645.
- 33) M. Azuma, N. Fujita, M. Takahashi and T. Iung: Mater. Sci. Forum, 426–432 (2003), 1405.
- 34) M. Takahashi: Curr. Opin. Solid State Mater. Sci., 8 (2004), 213.
- 35) M. Oka : Metall. Trans. A, 19 (1988), 447.
- 36) H. Kawata, K. Hayashi and M. Takahashi: Proc. 1st Int. Symp. on Steel Science (IS3-2007), ISIJ, Tokyo, (2007).
- 37) M. Takahashi, T. Ogawa and N. Maruyama: Proc. Int. Symp. on Nb Containing Steel Sheet for Automotive Application, CBBM, Araxa, Brasil, (2005), 235.
- 38) T. Ogawa, N. Maruyama, N. Sugiura and N. Yoshina: ISIJ Int., 50 (2010), 469.
- 39) A. T. Davenport: Proc. Int. Conf. on Formable HSLA and Dual-Phase Steels, Chicago, ed. by A. T. Davenport, The Met. Soc. AIME, Colorado, (1977).
- 40) R. A. Kot and J. W. Morris, Jr.:Proc. Int. Conf. on Structure and Properties of Dual Phase Steel, ed. by R. A. Kot and J. W. Morris, the TMS-AIME Heat Treatment Committee, The Met. Soc. AIME, Colorado, (1979).
- 41) K. Nakaoka, K. Araki and K. Kurihara: Proc. Int. Conf. on Formable HSLA and Dual-Phase Steels, Chicago, ed. by A. T. Davenport, The Met. Soc. AIME, Colorado, (1977), 126.
- 42) M. Takahashi, A. Uenishi and Y. Kuriyama: IBEC’97, Automotive Body Materials, SAE, Pittsburgh, (1997), 1.
- 43) A. R. Marder: Proc. Int. Conf. on Formable HSLA and Dual-Phase Steels, Chicago, ed. by A. T. Davenport, The Met. Soc. AIME, Colorado, (1977), 87.
- 44) H. Takechi: 29th and 30th Nishiyama Memorial Seminar, ISIJ, Tokyo, (1974), 139.
- 45) H. Shirasawa, Y. Tanaka and K. Korida: Tetsu-to-Hagané, 74 (1988), 326.
- 46) G. Nakazawa: Tetsu-no-Meruhen, Agune Gijutsu Center, Tokyo, (1975).
- 47) T. Gladman, I. D. Mc. Iror and D. Dulieu: Int. Conf. on Micro-alloying ’75, Washington, (1975), 32.
- 48) F. Kitano, T. Urabe, T. Fujita, K. Nakajima and Y. Hosoya: ISIJ Int., 41 (2001), 1402.
- 49) NKK News Release, http://www.jfe-holdings.co.jp/release/nkk/0210/021015.html, (accessed 2013-6-14).
- 50) H. Takechi and O. Akisue: Proc. Int. Conf. on HSLA Steels, The Chinese Soc. of Metals, Beijing, (1985), 977.
- 51) Nippon Steel Corporation News Release, http://www.nssmc.com/news/old_nsc/detail/index.html/?rec_id=2735, (accessed 2014-6-14).
- 52) Y. Tanaka, T. Urabe and Y. Nagataki: JFE Tech. Rep., 4 (2004), 15.
- 53) H. Kishida, O. Akisue, N. Ikenaga, F. Kurosawa and K. Osamura: Materia Jpn., 31 (1992), 538.
- 54) M. Sudo, S. Hashimoto and S. Kanbe: Tetsu-to-Hagané, 68 (1982), 85.
- 55) Hanbook of Press Forming Severity, 3rd ed., ed. by Japan Sheet Metal Forming Research Group, Nikkan Kogyo Shimbun, Ltd., Tokyo, (2007), 51.
- 56) N. Matsuzu, A. Itami and K. Koyama: SAE Technical Paper Series, SAE, Pittsburgh, (1991), 910513.
- 57) T. Kashima and S. Hashimoto: Tetsu-to-Hagané, 87 (2001), 34.
- 58) Y. Funakawa, T. Shiozaki, K. Tomita, T. Yamamoto and E. Maeda: ISIJ Int., 44 (2004), 1945.
- 59) Y. Funakawa, T. Fujita and K. Yamada: JFE Tech. Rep., 30 (2012), 1.
- 60) H. Sekine: 86th and 87th Nishiyama Memorial Seminar, ISIJ, Tokyo, (1982), 124.
- 61) W. B. Morrison: Proc. Vanitec Symp. on The Use of Vanadium in Steel, Guilin, Vanitec, London, (2000), 25.
- 62) I. J. Polmear: Materials Forum, Vol. 28, ed. by J. F. Nie, A. J. Morton and B. C. Muddle, Institute of Materials Engineering Australasia, (2004), 1.
- 63) T. Fukase: J. Jpn. Soc. Technol. Plast., 3 (1962), 463.
- 64) H. Uchibori: 126th–127th Nishiyama Memorial Seminar, ISIJ, Tokyo, (1988), 1.
- 65) Y. Takahashi, A. Yamada, T. Saitho and T. Nishi: RW-214-82, presented at Research Committee of Resistance Welding in Japan Welding Society, Tokyo, (1982).
- 66) N. Takahashi, M. Shibata and Y. Furuno: CAMP-ISIJ, 66 (1980), S1127.
- 67) H. Hayashi: J. Jpn. Soc. Technol. Plast., 40 (1999), 3.
- 68) T. Nagai: Sensor, 10 (2007), 29.
- 69) T. Yagi: J. Jpn. Soc. Technol. Plast., 54 (2013), 14.
- 70) S. Yoshida: Trans. Jpn. Soc. Mech. Eng., 84 (1981), 49.
- 71) S. Yoshida: Tetsu-to-Hagané, 68 (1982), 1129.
- 72) K. Kuroda and S. Matsuo: Proc. 3rd Int. Symp. on the Ministry of Education, Culture, Sports, Science and Technology Project “Technology Innovation in Japan – Experience Accumulation and Foundation of Knowledge”, MEXT, Tokyo, (2007), 55.
- 73) T. Mishima: Tetsu-to-Hagané, 32 (1946), 252.
- 74) Minutes of the 36th Committee on Transport of the House of Councilors at the 13th National Assembly on July 26th, 1952, Diet minutes search system, National Library Home page, http://kokkai.ndl.go.jp/cgi-bin/KENSAKU/swk_dispdoc.cgi?SESSION=16119&SAVED_ RID=3&PAGE=0&POS=0&TOTAL=0&SRV_ID=1&DOC_ID= 43699&DPAGE=3&DTOTAL=133&DPOS=42&SORT_DIR=1& SORT_TYPE=0&MODE=1&DMY=16680, (in Japanese), (accessed 2014-6-14).