Abstract
A ferrous burden loses its permeability in the cohesive zone of a Blast Furnace (BF) which has an effect on the flow of reducing gases. Iron ore pellets with various chemical compositions have different softening properties. Due to the occurrence of numerous simultaneous phenomena the clarification of different variables is difficult. In this study the effect of Reduction Degree (RD) on the softening behavior of individual acid and olivine fluxed iron ore pellets was experimentally tested under inert conditions. The acid pellet softened rapidly at 1150°C and reached about 40% contraction at 1200°C. The olivine fluxed pellet softened gradually in the range of 1150 and 1350°C and reached 30–35% contraction. The RDs of 50–70% for acid and 50–65% for olivine fluxed pellet had no significant effect on the softening behavior. However, the highest contraction-% was reached with the lowest RD. The results indicate that softening of the pellets is caused by the softening of the pellet core. The early softening of the acid pellet was attributed to high SiO2 content and formation of fayalite slag with high wüstite solubility. The superior properties of the olivine fluxed pellet were attributed to the low SiO2 content and favorable effects of fluxes to prevent wüstite dissolution. FactSage V6.4 -software and its FToxid-database was used to compute the phase equilibrium of a pre-reduced pellet with a quaternary FeO–SiO2–CaO–MgO system in the core region. The computed phase equilibrium provided additional information about the effects of different components in the phase equilibrium.
1. Introduction
A Blast Furnace (BF) process is the most common process for ironmaking in the world. The ferrous burden loses its permeability in the cohesive zone of a Blast Furnace (BF) which has an effect on the flow of reducing gases. The loss of permeability is caused by melt onset and deformation of the solid phases due to the pressure of the burden. The shape and position of the cohesive zone have an effect on the efficiency of the BF process. Mitigating the thickness of the cohesive zone will improve the efficiency of the BF. The softening and melting temperatures of the ferrous burden determine the thickness of the cohesive zone and in optimal conditions the gap between them is as small as possible. Fuel injections are commonly used in the BF as an effort to reduce consumption of expensive metallurgical coke. The average burden density increases in the BF with decreasing amounts of coke. Increased pressure in the cohesive zone increases the importance of the burden cohesive zone behavior. A Reduction Degree (RD) of a ferrous burden is typically above 50% in the cohesive zone area of a BF.1) At this point the iron bearing burden consists of metallic iron (Fe), wüstite (FeO) and other oxides which form a slag phase. The phase compositions are dependent on the chemistry of the iron bearing burden. Thus, the softening properties of various burden materials (sinter, pellet, lump) differ from each other markedly.2,3,4) Typically the burden cohesive zone behavior is tested by softening and melting experiments. Variables such as the RD, basicity, gangue content, slag viscosity etc. have an effect on the softening and melting properties. The occurrence of many simultaneous phenomena during the softening and melting makes the clarification of these effects difficult.1,5,6,7,8,9)
This research work focuses on the softening behavior of iron ore pellets. The softening of commercial grade olivine fluxed and acid pellets with RDs of 50–70% were tested in laboratory conditions under an inert atmosphere. The pellets were pre-reduced in conditions simulating the BF shaft. The results of the laboratory experiments are compared to industrial Advanced Reduction Under Load (ARUL) experiments which were conducted on similar pellets in SSAB steelworks in Raahe, Finland. The industrial tests showed significantly different softening behavior between these pellet types.10,11) The phenomena causing the deformation of the pellet were sought from its microstructure. Quaternary FeO–SiO2–CaO–MgO diagrams and liquid oxide phase fraction-% calculations made by FactSage software and its FToxid-database are used to clarify the phase transformations in the pellets.12)
2. Experimental
Commercial iron ore pellets for blast furnace use were tested in laboratory experiments. The olivine fluxed pellets, studied in previous works, were tested in the present experiments.13,14)Acid pellets were chosen for another set of pellets to be tested because of their markedly different chemistry. Chemical composition, basicity and the quantity of slag formers in the pellets are shown in Table 1. All oxide components except FeO are regarded as slag formers since they will determine the amount of forming slag phase in the pellet.
Table 1. Chemical composition, basicity and amount of slag formers of the iron ore pellets.
| Component (wt-%) | Olivine | Acid |
|---|
| Fetot | 66.8 | 65.4 |
| FeO | 0.4 | 1.4 |
| MgO | 1.3 | 0.16 |
| Al2O3 | 0.36 | 0.29 |
| SiO2 | 1.84 | 5.27 |
| CaO | 0.41 | 0.49 |
| K2O | 0.019 | 0.111 |
| Na2O | 0.039 | 0.052 |
| S | 0.001 | 0.01 |
| Slag formers (wt-%) | 3.97 | 6.37 |
| CaO/SiO2 | 0.22 | 0.09 |
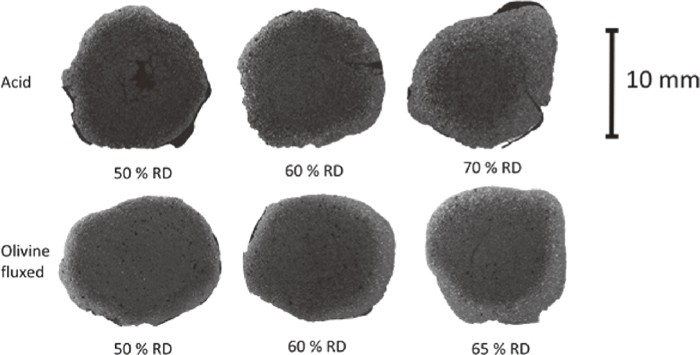
A Blast Furnace Simulator (BFS) was used for pellet pre-reduction. The BFS equipment has been presented in previous works where the reduction behaviors of iron ore pellets and cold-bonded briquettes have been studied. The pellets of the present work were reduced by the so-called “Iron 1” program.15,16) The pre-reduction conditions are shown as a function of time in Fig. 1 and illustrated in the Fe–O–CO–CO2 phase diagram in Fig. 2. The aim of the pre-reduction was to reach RDs of 50, 60 and 70%. The difference was made by altering the time that samples were held in the final conditions of the pre-reduction program from 10 to 40 and 70 min, respectively. Cross-sectional view of pre-reduced pellet samples and the reduction degrees reached are shown in Fig. 3. The reduction degrees of the pellets were calculated by Eq. (1). The desired RDs were achieved reasonably accurately with the exception of the reduction of the olivine pellet (RD = 65%) which was slower than that of the acid pellet (70%) in the pre-reduction program with a 70 min time extension.
|
Reduction(%)=
Weight removed from sample
Weight removable from iron oxides
×100%
| (1) |
A Cohesive Zone Simulator (CZS), illustrated in Fig. 4 was used in the softening experiments. The CZS is an infrared image furnace with programmable heating steps. The heating rate of the furnace is up to 16.7 K/s (1000°C/min). The CZS is equipped with air compression device which provides a specific pressure on the sample. The mechanical force is led to sample through a graphite rod in contact with the cover of the crucible. An R-type thermocouple is situated in the head of the graphite rod as close to the sample as possible. The thermocouple has a ±3°C margin of error. A sample is placed on a graphite crucible with an inner diameter of 30 mm and height of 40 mm. The bottom of the crucible has 3 mm diameter holes for the melt outlet. The crucible can be quickly lowered into a cooling chamber where samples can be rapidly cooled by inert gas flow at the end of the experiment. The quenching speed of samples can reach 1000°C/min. Rapid cooling preserves the microstructure of the sample. The present experiments were conducted in an inert atmosphere under 2 l/min N2 flow. Thin steel plates were set on top and under the sample to avoid contact between the pellet and the graphite crucible. Contact between the steel plate and crucible was avoided by setting Al2O3 bricks between them. The sample set up in the crucible in the current experiments is illustrated in Fig. 5. The pressure on the sample was set to 100 kPa to simulate the conditions of the cohesive zone. The heating program used in the CZS experiments is shown in Fig. 6. The samples were rapidly heated up to 900°C and held there for 5 min to stabilize the temperature in them. Then the furnace was heated at 0.167 K/s (10°C/min) rate up to the preset temperature. Maximum temperatures of 1200°C for the acid and 1350°C for the olivine fluxed pellets were chosen for the softening experiments. These temperatures were obtained from the results of ARUL test which showed softening and gas pressure drop.10) Samples were rapidly cooled after the softening experiments and prepared for microstructural analysis.

3. Results
The contraction-% of the pellet is calculated from the measured displacement (mm) in a vertical direction during the softening experiments. The amount of thermal expansion was measured by a separate experiment where the pellet was replaced by a fired hematite briquette with a height of approximately 10 mm and it was heated up to 1350°C. The effect of the thermal expansion was then eliminated from the data for the softening experiments carried out on the pellets. Some variance was seen in the thermal expansion which causes slight inaccuracy in the results. Since the experiments were conducted under inert conditions the oxygen removal caused by the reduction should not have any effect on the contraction. Microstructural analysis of the samples was carried out by using a Light Optical Microscope (LOM) and a Field Emission Scanning Electron Microscope (FESEM) equipped with EDS (Energy-Dispersive X-ray Spectroscopy). The main structures of the samples were analyzed by LOM and the accurate phase compositions were measured by FESEM. The microstructures of the pre-reduced and softened samples were analyzed to obtain information about the structure before and after the deformation.
3.1. The Acid Pellet
The LOM images of the periphery part and the core part in the pre-reduced (1100°C) acid pellet (RD=60%) are shown in in Fig. 7. The FESEM-EDS was used to identify the phases. The periphery area of the pellet is highly porous and consists mostly of metallic iron (Fe0) and a fayalite (Fe2SiO4) slag phase. The core of the pre-reduced pellet has a porous structure and it mainly consist of wüstite (FeO) and the fayalite slag phase. The wüstite particles are connected to each other forming a partly uniform structure. The slag phase is surrounding the wüstite. Some small phases of metallic iron are found in the core.

The contraction-% curves in Fig. 8 show that softening of the acid pellets starts at around 1100°C. The pellets soften rapidly at 1150°C. The contraction-% curves of pellets pre-reduced to 50, 60 and 70% have no significant differences. The pellet with highest RD (70%) appears to reach the rapid softening stage slightly faster than the other two. The pellet with lowest RD (50%) reaches its highest contraction-% at 1200°C.
The LOM images of the periphery part and the core part of the softened acid pellet (1200°C) are shown in Fig. 9. In the softened acid pellet, it can be seen that the wüstite phase is separated from each other and its particle size is smaller than 50 μm. The wüstite particles are surrounded by the slag phase. The amount of the fayalite slag is higher in the periphery area.
An FESEM-EDS image of softened (1200°C) acid pellet sample is shown in Fig. 10. The FESEM analyses of the acid pellet samples indicate that the wüstite phase is mostly pure and the fayalite slag phase contains approximately 0.5–2 wt-% CaO and 0.5–1.5 wt-% MgO as dissolved components. No significant differences were detected between FESEM analyses of pre-reduced (1100°C) and softened (1200°C) acid pellet samples.
3.2. The Olivine Fluxed Pellet
The LOM images of the periphery part and the core part in the pre-reduced (1100°C) olivine fluxed pellet (RD=60%) are shown in Fig. 11. The FESEM-EDS was used to identify the phases. The highly porous periphery area consists mainly of metallic iron, wüstite and a fayalite slag phase. Olivine grains are undissolved in the structure of the pre-reduced pellet. The core of the pellet consist of wüstite as a major uniform phase and a minor slag phase. Small metallic iron phases are found in the core of the pellet as seen in Fig. 11.
The contraction-% curves in Fig. 12 show that the olivine fluxed pellets begin to soften at around 1150°C. The rate of softening of the olivine fluxed pellet appears to be constant up to a temperature of 1350°C. The pellet with the highest RD (65%) displays slightly slower softening compared to the RDs of 50 and 60%. The pellet with the lowest RD (50%) has the highest contraction-% at temperatures of 1350°C.
The porous periphery area of the softened (1350°C) olivine fluxed pellet consists of metallic iron and wüstite surrounded by the fayalite slag phase as seen in Fig. 13. The core of the pellet consists of round wüstite particles surrounded by the slag. The size of the wüstite particles is approximately 50–100 μm. The amount of slag phase is higher in the periphery than in the core. The core of the pellet is highly porous.
An FESEM-EDS analysis of the softened (1350°C) olivine fluxed pellet is shown in Fig. 14. The fayalite phase contains approximately 4 wt-% dissolved MgO and 5 wt-% CaO in the core of the pellet. The wüstite phase has about 1 wt-% dissolved MgO. The average values of the dissolved components were obtained from about 20 random point analysis in the core area of the pellet. The concentrations of dissolved components are higher in the periphery area where porosity is higher and less wüstite is present.
4. Discussion
The results of the present work show different softening behavior for iron ore pellets with markedly different chemistry under inert conditions. The acid pellet softened rapidly at 1150°C and reached approximately 40% contraction at 1200°C. In the industrial reduction-softening packed bed test named ARUL with MASSIM program rapid softening and significant gas pressure losses were detected at 1140°C with similar acid pellets.10) The conditions in MASSIM program are exactly same up to 1100°C as in “Iron 1” which was used in the pre-reduction of the pellets in this paper and therefore these are compared. There is a clear correlation between softening and pressure loss in the case of the acid pellet which suggest that the pressure loss is caused by the early deformation of the pellets. The olivine fluxed pellet softened gradually from 1150°C and reached approximately 30% contraction at 1350°C in the present experiments. In the ARUL packed bed test with MASSIM program the olivine fluxed pellet displayed gradual softening and significant gas pressure loss was detected at 1252°C.11) The effects of the RD and chemical composition on the softening behavior of the pellets are discussed further.
4.1. The Reduction Degree
It was seen that a pellet pre-reduced up to 1100°C consists of a porous metallic iron shell and an oxide core. The thickness of the metallic iron shell and the phase composition of the oxide core are determined by the RD and the chemistry of the pellet, respectively. No significant differences were detected in the softening properties within acid pellets pre-reduced to 50–70% or within olivine fluxed pellets pre-reduced to 50–65% under simulated BF conditions. The current measurement method for single pellet contraction is very sensitive, e.g. 1 mm pellet contraction is almost a 10% contraction in percentages. Therefore the slight differences between contraction curves are regarded as negligible. The thermal expansion or swelling may have had a slight effect on this result since their effect varied slightly between the individual pellets. This caused fluctuation in the contraction curves of Figs. 8 and 12. The pellet with the lowest RD reached the highest contraction-% at maximum temperatures in both cases. Figures 7 and 11 show that the metallic iron shells of the pre-reduced pellets consist of a layer of separate particles. The pellets with higher RD have a higher metallic iron content and lower divalent iron (Fe2+) content. The results indicate that the higher RD does not markedly affect the softening behavior of the pellet. It must be noticed that there are always slight differences between individual pellets and therefore the effect of the RD on the pellet softening cannot be confirmed by the presented results. Additionally, it should be noticed that the pre-reduction was conducted under no load which might have an effect on the structure of the metallic iron shell. The highest contraction-% of pellets with the lowest RD could be explained by having a larger deformable oxide core. Since the conditions in the present experiments differ from the softening and melting experiments made by other authors, the results are not fully comparable. The most significant differences are in the softening conditions (inert/reducing or contact with graphite crucible) and the pre-reduction conditions which make the comparison of the effect of the RD on the softening difficult. Some similarities can still be found in the softening temperatures. In the study by Nogueira et al.7) slight differences in the softening behavior of iron ore pellets having RDs of 60–80% were detected. In their study the contraction of the pellets with high SiO2 content (3–5 wt-%) was similar to those in this study with acid pellets (5.27 wt-% SiO2).
4.2. The Chemical Composition
The results of this study suggest that the oxide core of the pellet plays an important role in softening behavior. The FESEM-EDS analyses showed that the core part of the softened pellet consists mainly of wüstite and fayalite slag phase. The fayalite slag phase of the acid pellet has approximately 0.5–2 wt-% CaO and 0.5–1.5 wt-% MgO as dissolved components and the slag phase of the olivine fluxed pellet has 4 wt-% MgO and 5 wt-% CaO, respectively. Additionally, the wüstite phase in the olivine fluxed pellet has about 1 wt-% dissolved MgO. The results indicate superior high-temperature properties of the olivine fluxed pellet and inferior properties of the acid pellet. Similar behavior was seen in the studies by Borinder et al.3) also with acid and olivine fluxed pellet. They attributed the superior properties of the olivine pellet to high reducibility and high MgO content which increases the melting temperature of the slag and the wüstite. The inferior properties of acid pellet were caused by the early softening. They also studied the softening and melting properties of lime (CaO) fluxed pellets which showed high reducibility and increased meltdown temperatures due to the high melting-point slag phase. The good high temperature properties of the lime fluxed pellet were attributed to excellent reducibility and low SiO2 content. The acid pellet had the lowest 50% shrinkage temperature and the lime fluxed pellet had the highest.3,6)
To clarify the softening mechanisms, the phase compositions of the studied pellets are discussed further in phase diagrams. Quaternary FeO–SiO2–CaO–MgO-systems with constant contents of CaO and MgO were computed using FactSage V6.4 -software and its FToxid-database.12) The amount of SiO2, MgO and CaO were obtained from the chemical composition of the pellet (Table 1). This calculation would describe the composition of a pre-reduced pellet where all iron is assumed to be in wüstite (FeO). Since the RD showed no significant effect on the pellet softening it is assumed that segregation of the components has a negligible effect on the softening behavior. It must be noticed that the small amounts of alkalis and aluminium oxide are ignored in this calculation and they can have a slight decreasing effect on the solidus and melting temperatures in the system.1,9) The quaternary FeO–SiO2–CaO–MgO diagrams are presented in Figs. 15 and 16. A liquid oxide phase evolution as a function of temperature was also computed by FactSage and the results and shown in Fig. 17.

The pre-reduced acid pellet (1100°C) consists of metallic iron, wüstite and fayalite phases as a result of a series of reactions between the components of the raw material mix during pre-reduction. In Fig. 15 the dashed black line illustrates the acid pellet with 5.27 wt-% SiO2 content (0.0527) in the FeO–SiO2–CaO–MgO system (0.5 wt-% CaO and 0.15 wt-% MgO). The phase diagram shows that the first forming liquid slag phase has an approximate solidus temperature of 1162°C. Between 1162°C and 1187°C the fayalite slag melts and the olivine phase dissolves as seen in Fig. 15. The liquid oxide phase fraction-% in the acid pellet increases rapidly above 1162°C up to 20% as seen in Fig. 17. This indicates high wüstite dissolution in the slag phase. Above 1187°C the slag is coexisting with the magnesiowüstite as seen in Fig. 15. The FESEM analyses indicated mostly pure wüstite in the core part of the acid pellet. Figure 17 shows that between 1187 and 1300°C the share of the liquid slag phase increases slightly as the magnesiowüstite dissolves in it. Above 1300°C the liquid slag fraction-% increases rapidly again and the system reaches its liquidus at 1348°C.
The acid pellet softened rapidly at 1150°C in the experiments near the solidus temperature (1162°C) of the slag phase. A small amount of alkalis probably have a slight decreasing effect on the solidus and liquidus temperatures, which would explain the difference in the softening and the slag solidus temperatures. The most significant visible structural change between the pre-reduced pellet (1100°C) and the softened one (1200°C) is the transformation of wüstite into separate particles a size less than 50 μm surrounded by the slag phase as seen in Fig. 9. This indicates the formation of a slag phase with a high wüstite solubility. The results showed that reaching the solidus temperature of the acid pellet has a crucial effect on the softening because it will cause formation of molten fayalite slag where the wüstite dissolves in large amounts. The single wüstite particles (< 50 μm) surrounded by the slag cannot resist the deformation of the pellet under pressure. The rapid softening of the acid pellet led to a contraction of 40% at 1200°C in the experiments. If the computed quaternary FeO–SiO2–CaO–MgO diagram is compared to a phase diagram of a pure FeO–SiO2 system it can be seen that the fluxes (CaO) decrease the temperature in which the first melt is formed. The first slag forms in the current FeO–SiO2 system at 1162°C as shown in Fig. 15 and in the pure FeO–SiO2 system with 5.27 wt-% SiO2 approximately at 1190°C.17)
4.4. The Phase Composition of the Olivine Fluxed Pellet
The pre-reduced (1100°C) olivine fluxed pellet consists of metallic iron, wüstite, olivine grains and fayalite slag phase. The olivine grains are undissolved at 1100°C as shown in Fig. 11. A FactSage diagram in Fig. 16 shows that the slag phase has a solidus temperature at 1169°C. The meltdown of fayalite phase and dissolution of the olivine phase takes place in the range of 1169–1205°C where the liquid slag fraction increases up to 5% as seen in Fig. 17. Dissolution of olivine grains release MgO which dissolves into the fayalite slag phase and the wüstite phase increasing their solidus and liquidus temperatures. The effect of MgO on the phase system can be seen in Fig. 16. In the range of 1205–1310°C the liquid slag fraction-% increases slowly as the dissolution of the magnesiowüstite in the slag takes place. Above 1310°C the rate of the liquid slag formation increases and the phase system has liquidus at 1427°C.
In the present experiments the olivine fluxed pellet started to soften at 1150°C and kept softening gradually up to 1350°C. Rapid softening was not seen when the solidus temperature of the first liquid slag phase was reached. This observation indicates that the wüstite will not dissolve in large amounts in the slag phase to form low melting point fayalite. Figure 17 shows that the liquid slag fraction-% remain markedly lower in the olivine fluxed pellet than in the acid pellet. The computed liquid slag fraction-% of the olivine pellet exceeds 20% at 1340°C which led to contraction of 30–35% in the experiments. This correlates reasonably with the contraction of the acid pellet at 1200°C (40% contraction) with a liquid slag fraction higher than 20%. The size of the wüstite particles surrounded by the slag is about 50–100 μm at 1350°C. The gradual softening of olivine pellet can be attributed to the lower SiO2 quantity of the slag phase and on the effect of fluxes (MgO, CaO).
4.5. Methods to Improve the Softening Properties
The superior high temperature properties of the olivine fluxed pellet and inferior properties of the acid pellet indicate that the amounts of SiO2 and fluxes (CaO, MgO) have a significant role in the softening properties of pellet. The higher SiO2 content will form higher amount of slag and therefore higher dissolution of the wüstite in it. The dissolution and separation of the wüstite phase into single particles appears to cause the deformation of the structure under pressure. In the case of the acid pellet, reaching the solidus temperature of the slag launches the early softening. The superior softening properties of the olivine fluxed pellet can be attributed to the low SiO2 content and higher amount of fluxes since less slag is formed and the preventive effect of the fluxes (MgO) on the wüstite dissolution. However, the large number of different components and reactions between them needs further testing to clarify the phenomena between the SiO2 and the fluxes.
The thermodynamic calculations of this work proved to be a useful tool in testing the effect of fluxes on the solidus and liquidus temperatures of the FeO–SiO2 phase systems which are commonly present in iron ore pellets. It should be noticed that increasing the amount of fluxes also increases the melting temperature of wüstite. In order to optimize the quantity of fluxes the effect of SiO2 content needs further testing, because the computed phase systems cannot predict the softening caused by the wüstite dissolution. E.g. the FactSage computed FeO–SiO2–CaO–MgO diagram in Fig. 15 shows that decreasing the amount of SiO2 in the acid pellet by 2–3 wt-% will actually decrease the solidus temperature of the system, which is an unfavorable effect. However, the amount of the slag phase is also reduced, which is supposed to have an enhancing effect on the softening properties since the dissolution of the wüstite is reduced. Clarification of this effect needs further testing. There might be a critical amount of SiO2 which would not cause rapid softening of the structure of the pellet. From the viewpoint of early softening, the optimum composition is probably found by adjusting the quantity of SiO2 and fluxes. A reasonable correlation was found between the computed liquid slag fraction-% and the pellet contraction-% observed in the experiments. This indicates that the share of the liquid slag in the pellet has an important role in the softening behavior. The quantity of SiO2 and fluxes have an effect on the evolution of liquid slag phase in the iron ore pellet.
5. Conclusions
The following conclusions can be drawn from the results of the present study where the softening behaviors of pre-reduced individual acid and olivine fluxed iron ore pellets were tested under inert conditions:
(1) No significant differences were detected in the softening properties within the acid pellets pre-reduced to an RD of 50–70% and within the olivine fluxed pellets pre-reduced to an RD of 50–65%. However, the highest contraction-% was reached with the lowest RD (50%) in both pellet types.
(2) The acid pellet softened rapidly at 1150°C and reached about 40% contraction at 1200°C. The olivine fluxed pellet began to soften gradually at 1150°C and reached contraction 30–35% at 1350°C.
(3) The phase composition of the oxide core has a significant role in the softening properties since the softening is caused by the wüstite dissolution in the slag phase.
(4) The high amount of the SiO2 leads to early softening caused by the high dissolution of wüstite in the slag phase which separates the wüstite phase into separate particles.
(5) Early softening caused by the dissolution of wüstite could be avoided by decreasing the quantity of SiO2 and adding fluxes (CaO, MgO) in appropriate amounts.
Acknowledgements
This research is a part of the Systems Integrated Metal Processes (SIMP) research program coordinated by the Finnish Metals and Engineering Competence Cluster (FIMECC). SSAB Europe and the Finnish Funding Agency for Technology and Innovation (TEKES) are acknowledged for funding this work. Mr. Tommi Kokkonen with the University of Oulu is acknowledged for his technical support.
References
- 1) T. Bakker: PhD Thesis, Delft University of Technology, Delft, The Netherlands, (1999).
- 2) P. Kaushik and R. J. Fruehan: Ironmaking Steelmaking, 33 (2006), 507.
- 3) T. Borinder and X. Bi: Scand. J. Metall., 18 (1989), 280.
- 4) P. Barnaba: Ironmaking Steelmaking, 12 (1985), 53.
- 5) P. Kaushik and R. J. Fruehan: Ironmaking Steelmaking, 33 (2006), 520.
- 6) T. Borinder and Z.-X. Yang: Scand. J. Metall., 16 (1987), 129.
- 7) P. F. Nogueira and R. J. Fruehan: Metall. Mater. Trans. B, 35B (2004), 829.
- 8) P. F. Nogueira and R. J. Fruehan: Metall. Mater. Trans. B, 36B (2005), 583.
- 9) P. F. Nogueira and R. J. Fruehan: Metall. Mater. Trans. B, 37B (2006), 551.
- 10) M. Iljana, A. Kemppainen, T. Paananen, O. Mattila, E. Pisilä, M. Kondrakov and T. Fabritius: Int. J. Miner. Process., 141 (2015), 34.
- 11) M. Iljana, A. Kemppainen, E.-P. Heikkinen, T. Fabritius, T. Paananen and O. Mattila: METEC & 2nd ESTAD, European Steel Technology and Application Days, Steel Institute VDEh, Düsseldorf, (2015).
- 12) C. W. Bale, A. D. Pelton, W. T. Thompson, G. Eriksson, K. Hack, P. Chartrand, S. Decterov, I.-H. Jung, J. Melancon and S. Petersen: FactSage, V6.4, Software and its Database, Thermfact and GTTTechnologies, Montreal, Canada, (2013).
- 13) A. Kemppainen, O. Mattila, E.-P. Heikkinen, T. Paananen and T. Fabritius: ISIJ Int., 52 (2012), 1973.
- 14) A. Kemppainen, T. Alatarvas, M. Iljana, J. Haapakangas, O. Mattila, T. Paananen and T. Fabritius: ISIJ Int., 54 (2014), 801.
- 15) M. Iljana, O. Mattila, T. Alatarvas, V. Visuri, J. Kurikkala, T. Paananen and T. Fabritius: ISIJ Int., 52 (2012), 1257.
- 16) A. Kemppainen, M. Iljana, E.-P. Heikkinen, O. Mattila, T. Paananen and T. Fabritius: ISIJ Int., 54 (2014), 1539.
- 17) Verein Deutscher Eisenhüttenleute, Ed.: Slag Atlas, Verlag Stahleisen m.b.H., Düsseldorf, (1981).