Abstract
Utilization of small coke in the blast furnace was carried out to improve the permeability in the lower part of the blast furnace. However, at high small coke rates, it was thought that some small coke continues to exist in the lower part of the blast furnace because the small coke charging rate is larger than the gasification reaction rate of the small coke. Therefore, the effect of the small coke rate on permeability in the lower part of the blast furnace was investigated. At high small coke rates, residual small coke with a reduced particle size counted to exist in the lower part of the blast furnace after the coke gasification reaction, and the average particle diameter of the coke and the void fraction of the coke packed bed in the lower part of the blast furnace decreased. It was estimated that the increase in the pressure drop of the coke packed bed in the lower part of the blast furnace was larger than the decrease in pressure drop in the cohesive zone, and as a result, the pressure drop in the lower part of the blast furnace increased.
1. Introduction
Reduction of CO2 emissions in the ironmaking process is an important environmental issue, and low reducing agent rate (RAR) operation, especially low coke rate (CR) operation, is needed. In low CR operation, control of the heat balance and permeability is important. As one measure to achieve control of these parameters, coke and ore mixed charging has been investigated.1,2,3) Mixing small coke in the ore layer improves permeability in the furnace by improving the permeability in the cohesive zone4,5) and restraining the decrease in the particle size of lump coke by shifting the carbon gasification reaction to the small coke.1) Therefore, a technique in which small coke is mixed in the ore layer has already been applied to actual blast furnaces.
However, the amount of mixed small coke in the ore layer has gradually increased,2,3) and it is thought that the mixed small coke in the ore layer is not consumed during descent in the furnace.6) If the small coke is not consumed completely by the carbon gasification reaction during descent, it will continue to descend to the lower part of the furnace, where it will exist with a reduced particle size. Under this condition, that is, in a coke packed bed with mixed smaller coke, it is predicted that the voidage of the coke packed bed will decrease and the permeability in the lower part of the blast furnace will deteriorate. Although this would have a serious impact on blast furnace operation, there has been little study of this phenomenon.
It is considered necessary to investigate the reaction behavior of small coke in the blast furnace. Due to the smaller particle size of small coke, its specific surface area is larger than that of lump coke charged as a coke layer. Thus, the carbon gasification rate of small coke is higher than that of lump coke. The carbon gasification rate of the coke mixed in the ore layer is also accelerated due to the decreased distance between the iron oxide and the carbon in the mixed layer.7,8,9) This means the carbon gasification rate of the coke mixed in the ore layer is higher than that of the coke in the coke layer. As a result of these effects, the decrease rate of the coke mixed in the ore layer is higher than that of the coke in the coke layer. These effects must be considered in order to calculate the change in the particle size of coke mixed in the ore layer in the blast furnace. However, in conventional blast furnace simulators,10) the coke mixed in the ore layer and the coke in the coke layer were not divided, and it was difficult to calculate the change in the particle size of the coke mixed in the ore layer. Thus, it is also necessary to investigate a method for calculating the change in the particle size of coke mixed in the ore layer.
In this study, the reaction behavior of the small coke mixed in the ore layer in the blast furnace was investigated, and the effect of the mixed small coke rate on the particle size of the small coke in the lower part of the blast furnace was calculated by a mathematical model. At high small coke rates, a condition in which a coke packed bed with mixed unconsumed small coke having a reduced particle size forms in the lower part of the blast furnace was predicted. Assuming this condition, the effects of the coke diameter and the mixed coke rate on the pressure drop in the coke packed bed were investigated by an experiment in which the pressure drop in the coke packed bed was measured. Based on the results, the effect of the mixed small coke rate on permeability in the lower part of the blast furnace was examined.
2. Prediction of Change in Particle Size of Mixed Coke in Blast Furnace
2.1. Calculation Procedure
To predict the particle size of coke mixed in the ore layer in the blast furnace, the distributions of the temperature, gas composition, carbon gasification reaction rate by gas and carbon gasification reaction by smelting reduction were calculated by using a blast furnace simulator.10) The carbon gasification reaction rate by gas comprises the carbon gasification reactions by CO2 and H2O. However, the H2O ratio in the gas is much lower than the CO2 ratio in the gas. Therefore, in this study, the simulation analysis was carried out based on the assumption that the carbon gasification reaction by gas was the carbon gasification reaction by CO2. Next, it was assumed that the carbon gasification reaction by smelting reduction occurred preferentially by the coke mixed in the ore layer and the carbon gasification reaction by smelting reduction for the lump coke occurred after the consumption of the mixed coke.
The carbon gasification reaction is the reaction of the unburnt char generated from pulverized coal, lump coke and mixed coke charged from the furnace top with CO2 gas, and was calculated assuming that the carbon gasification reaction with unburnt char occurred preferentially in these reactions.11,12,13) In this study, the combustion efficiency of the pulverized coal was 70%,14) which was the value of the double lance, and the generation rate of unburnt char was calculated by using the injection rate of pulverized coal and the combustion efficiency of pulverized coal. The reaction rate of unburnt char was calculated under the assumption that all unburnt char was consumed by the carbon gasification reaction by gas.12)
The carbon gasification reaction rate by gas except for the reaction of unburnt char was allocated to the mixed coke and the lump coke based on the differences of their particle sizes and reaction rates. The reaction rate of the coke mixed in the ore layer was accelerated by the decreased distance between the iron oxide and carbon. The gasification parameter reported by Iwai et al.15) was used. Because the mixed coke rate of small coke in blast furnace operation is approximately 50 kg/t,2,3) 1.25 was used for the gasification parameter.
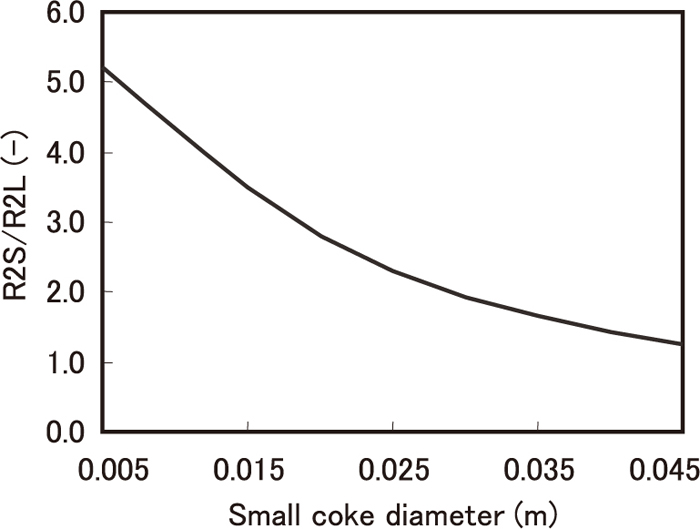
Figure 1 shows the result of calculation of the value of the overall reaction rate of the small coke divided by the overall reaction rate of the lump coke (R2S/R2L), in which R2S (mol/(m3∙s) is the overall reaction rate of the small coke and R2L (mol/(m3∙s) is the overall reaction rate of the lump coke. The overall reaction rates were calculated by using the reaction rate reported by Muchi et al.16) It was the reaction rate that the diffusion through the gas film around the particle, the gas diffusion in the particle and the chemical reaction was considered. The particle diameter of the lump coke is 0.045 m, the temperature is 1100°C and the gas composition is 100% CO2. Under the same conditions of particle diameter, temperature and gas composition, the reaction rate of the small coke is 1.25 times that of the lump coke, and the value of R2S/R2L increases as the particle diameter of the small coke becomes smaller. Therefore, the reaction rate of the small coke mixed in the ore layer is much higher than the reaction rate of the lump coke.
Lastly, the changes in the particle diameter of the small coke and lump coke in the blast furnace were calculated by using the respective reaction rates by gas and smelting reduction of small coke and lump coke obtained by the calculation. In this study, the coke disintegration behavior during descent was not considered.
2.2. Calculation Results
Table 1 shows calculation conditions, and Fig. 2 shows the calculation results of the temperature, gas composition, overall reaction rate and coke diameter from the stock line at the furnace top to the tuyere level. The small coke is charged by mixed charging in the ore layer. The diameter of the small coke decreased gradually as a result of the carbon gasification reaction by gas in the lumpy zone, and then decreased significantly due to the carbon gasification reaction by the smelting reaction in the cohesive zone. Under these conditions, all the small coke was finally consumed in the blast furnace. However, the diameter of the lump coke showed almost no decrease.
Table 1. Calculation conditions.
| Blast volume | Nm3/t | 940 |
| Blast temperature | °C | 1150 |
| Blast moisture | g/Nm3 | 29.0 |
| Oxygen enrichment | % | 5.6 |
| Coke rate | kg/t | 380 |
| Small coke rate | kg/t | 30 |
| PCR | kg/t | 145 |
| O/C | − | 4.27 |
| Lump coke diameter | m | 0.045 |
| Small coke diameter | m | 0.025 |

Next, the change in the particle diameter of the small coke in the blast furnace was investigated for the cases of mixed small coke rates of 30, 45 and 60 kg/t. The calculation conditions shown in Table 1 were used in case of the 30 kg/t mixed small coke rate. When the mixed small coke rate was increased, the amount of lump coke was reduced by the same amount, so that the total coke rate was constant. Figure 3 shows the calculation results. In case of the 45 kg/t mixed small coke rate, the small coke was consumed completely by the carbon gasification reaction in the blast furnace, as in the calculation result for 30 kg/t. However, with the 60 kg/t mixed small coke rate, the small coke was not consumed completely by the carbon gasification reaction, and small coke continued to exist in the lower part of the blast furnace in the form of smaller coke.
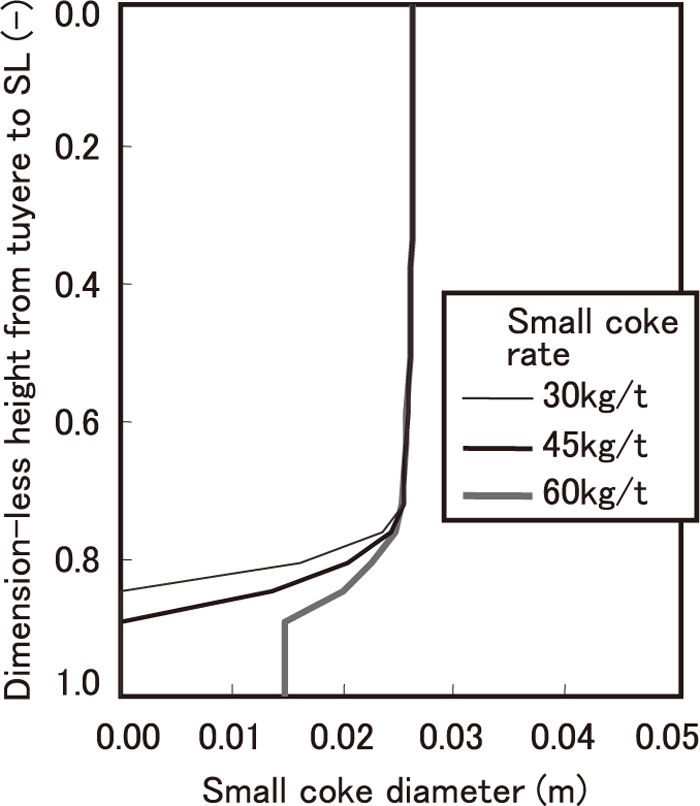
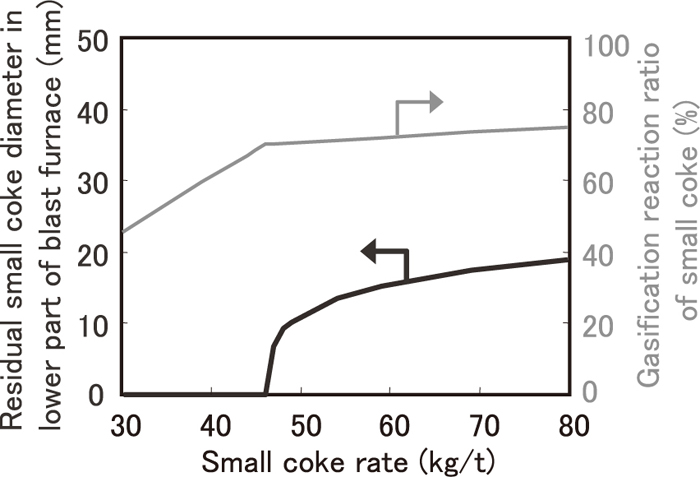
Figure 4 shows the relationship between the mixed small coke rate and the residual small coke diameter in the lower part of the blast furnace and the relationship between the mixed small coke rate and the carbon gasification reaction ratio of the small coke, which means the value of the carbon gasification rate of the small coke divided by the carbon gasification rate of the charged coke. At the high small coke rate, the small coke was not consumed completely, and small coke continued to exist in the lower part of the blast furnace, and as the residual small coke rate increased, the particle diameter of this residual small coke also increased. In this calculation, it was predicted that the mixed small coke was not completely consumed on the condition of the mixed small coke rate more than about 45 kg/t because of the upper limit of the reaction rate of the smelting reduction. The carbon gasification reaction ratio of the small coke increased when the mixed small coke rate increased. In contrast, at high small coke rates, the carbon gasification reaction ratio of the small coke was constant. When the mixed small coke rate was low and the small coke was consumed completely in the blast furnace, the small coke reacted preferentially due to the higher reaction rate resulting from the increase in the mixed small coke rate, and the carbon gasification reaction ratio of the small coke increased. However, when the mixed small coke rate was high and the small coke was not consumed completely in the blast furnace, the reaction rate of the small coke was already determined as the maximum value obtained from the difference of the particle diameter between the small coke and the lump coke. Thus, the gasification reaction ratio of the small coke was virtually unchanged by the increase in the mixed small coke rate.
3. Permeability Estimation Test by Simulating Packed Bed in Lower Part of Blast Furnace
3.1. Prediction of Voidage in Packed Bed
To estimate the voidage in the packed bed in the blast furnace, for example, Yamada’s formula,17) which was obtained experimentally, has been used. In this formula, voidage is estimated by a harmonic average diameter and ISP, which is an index that means the harmonic average diameter and broadening of the particle size distribution. However, since the formula was obtained by an experiment using coke of large size (24–63 mm), like that of lump coke, this formula is not applicable to small coke like that investigated in the present study. Thus, in this study, the term expressing the harmonic average diameter in the formula was modified based on the results of an experiment to estimate voidage when using small coke.
The voidage in the packed bed (εc) is calculated by following equation:
where,
ρb is bulk density and
ρa is apparent density. The experimental apparatus shown in
Fig. 5 was used for the measurement of the bulk density. The coke was charged into a cylinder with a diameter of 300 mm (R) and height of 1000 mm (L), and the coke weight (M) was measured. The bulk density was calculated by following equation:
The apparent density was measured in accordance with JIS K2151.
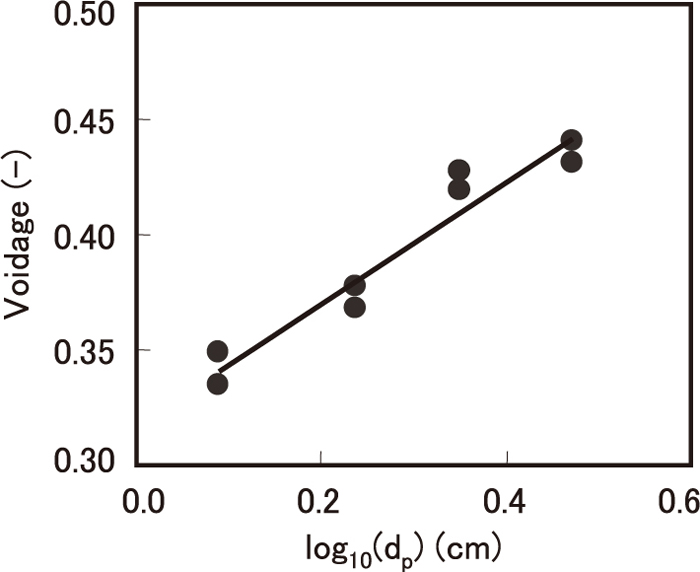
Figure 6 shows the results of measurements of the voidage in the packed bed using coke with sizes of 10–15 mm, 15–20 mm, 20–25 mm and 25–35 mm. Based on the relationship between the harmonic average diameter and voidage shown in Fig. 6, the following equations were obtained:
|
ε
c
=(0.263 log10 (100
d
p
)+0.317)(1-Δε)
| (3) |
|
Δε=1.225×
10
-2
⋅
I
SP
0.416
| (4) |
where, d
p is harmonic average diameter (m) and I
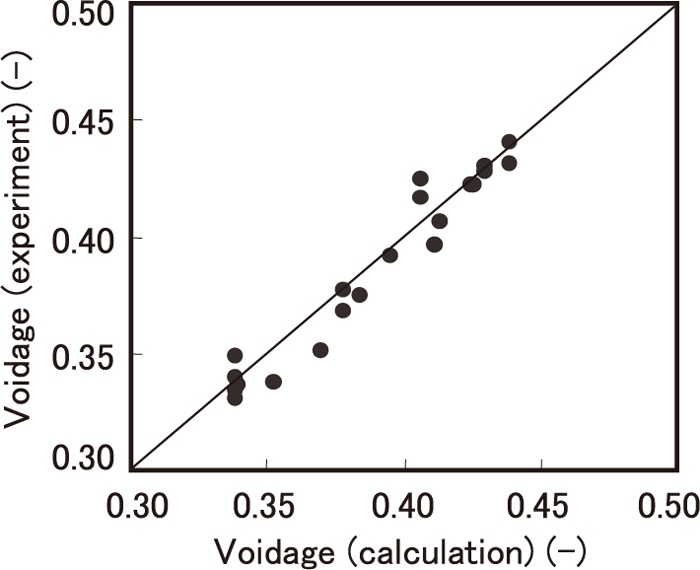
SP is the size distribution index (−). The measured result and the calculated result of the voidage by
Eqs. (3) and
(4) were compared for the case of mixing coke of 5–25 mm in a coke packed bed of 25–35 mm. The measured result of the voidage in the packed bed was obtained by using
Eq. (1) and the average apparent density was calculated from the mixing ratio and respective apparent densities of the coke of each particle diameter.
Figure 7 shows a comparison of the measured and calculated voidage. The calculated result shows good agreement with the measured result, demonstrating that
Eqs. (3) and
(4) can be used as equations for estimating the voidage of coke when using mixed small coke.
3.2. Pressure Drop Evaluation Test
3.2.1. Experimental Procedure and Experimental Conditions
A test to estimate the pressure drop of the packed bed was performed by using the experimental apparatus shown in Fig. 5. Coke blended to the predetermined particle size distribution was charged into the cylinder, and the pressure drop was measured at the gas flow rate of 160 Nm3/h.
Table 2 shows experimental conditions. The average coke diameter was set to 30 mm, which was determined from the result of dissection of a blast furnace18,19) and the result of sampling of materials in a blast furnace.20) As the base condition, coke with a size of 25–35 mm was used for the coke in the packed bed of this experiment. In case of a high mixed small coke rate, the small coke was not consumed completely, and unconsumed mixed coke continued to exist in the lower part of the blast furnace. Moreover, the average diameter of the small coke also increased as the amount of residual small coke increased, as shown previously in Fig. 4. The diameter and mixing ratio of the small-sized particles mixed in the packed bed of the 25–35 mm coke were determined so as to simulate the calculated results.
Table 2. Experimental conditions.
| Particle diameter | Case 1 | Case 2 | Case 3 | Case 4 |
|---|
| 25–35 mm (mass%) | 100 | 99 | 97 | 92 |
| 15–20 mm (mass%) | 0 | 0 | 0 | 8 |
| 10–15 mm (mass%) | 0 | 0 | 3 | 0 |
| 8–10 mm (mass%) | 0 | 1 | 0 | 0 |
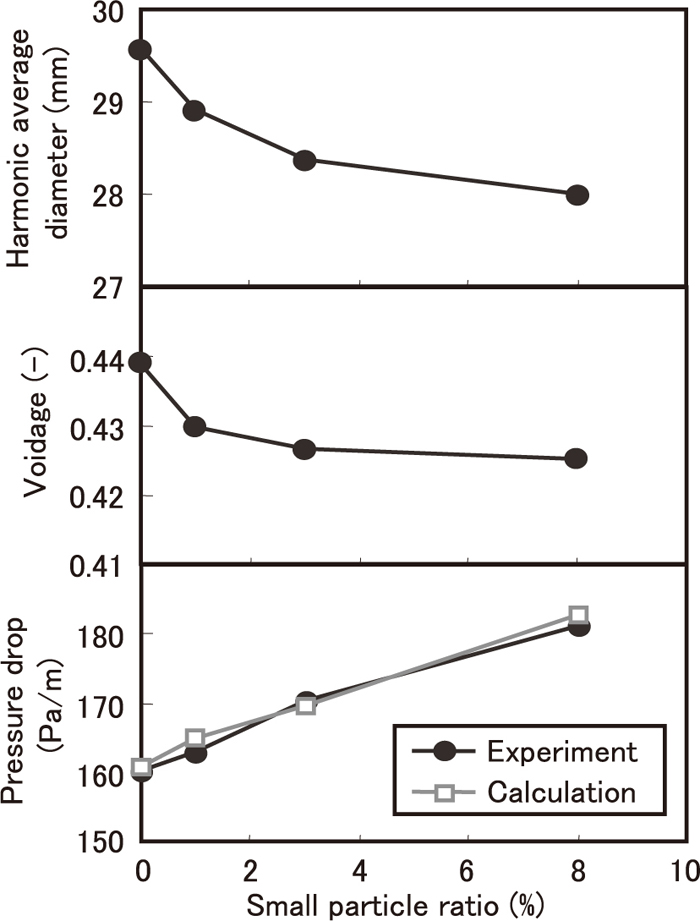
Figure 8 shows the effect of the mixed small particle ratio on the harmonic average diameter, voidage and pressure drop. As the small particle ratio increased, the harmonic average diameter and voidage decreased, and as a result, pressure drop increased.
Next, the effects of the decrease in the particle diameter and the decrease in voidage on the increase in the pressure drop in the packed bed were investigated. The pressure drop was calculated using Ergun’s formula21) (Eq. (5)), which is usually used to estimate the pressure drop in the packed bed of the blast furnace.
|
ΔP
ΔL
=150
(1-ε)
2
ε
3
μu
ϕ
2
d
p
2
+1.75
1-ε
ε
3
ρ
u
2
ϕ
d
p
| (5) |
The pressure drop calculated by
Eq. (5) under the same conditions as those in the experiment showed good agreement with the measured result of pressure drop in the experiment. Pressure drop was then calculated by
Eq. (5) using the same harmonic average diameter as the harmonic average diameter for the small particle ratio of 0% and voidage shown in
Fig. 8, and the effect of the decrease in voidage on the increase in pressure drop was estimated. In this calculation, shape factor was constant value (1.0).
Figure 9 shows the relationship between the small particle ratio and the calculated result of pressure drop. The increase in pressure drop resulting from the decrease in the voidage (Case B) was about half the increase in pressure drop due to the decreases in voidage and harmonic diameter (Case A). Thus, the effects of the decrease in particle diameter and the decrease in voidage on the increase in pressure drop were on the same level.
Therefore, in case mixed small coke is not consumed completely and continues to exist in the lower part of the blast furnace, it is thought that the average particle diameter and the voidage in the coke packed bed in the lower part of the blast furnace will decrease and pressure drop will increase.
4. Analysis of Effect of Unconsumed MIxed Coke on Permeability in Lower Part of Blast Furnace
4.1. Calculation Procedure
To estimate the effect of unconsumed mixed coke on the permeability in the lower part of the blast furnace, the pressure drop in the lower furnace was divided into pressure drop in the cohesive zone and pressure drop in the coke packed bed, and the respective pressure drops were calculated.
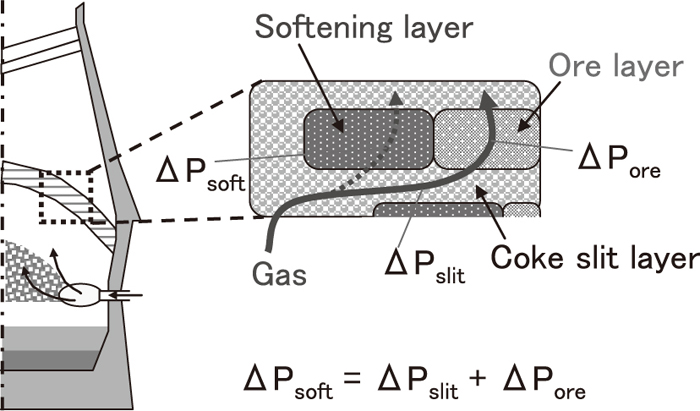
First, the relationship between the mixed small coke rate and the pressure drop in the cohesive zone was investigated. Using the blast furnace simulator,10) the pressure drop in the cohesive zone was calculated for the case where coke is not mixed. The thickness of the cohesive zone (Lcz) was the average thickness (2.4 m) between 1200°C and 1400°C obtained from calculations by the blast furnace simulator. Figure 10 shows a schematic diagram of the method of calculating the pressure drop in the cohesive zone in the case of mixing coke. In these analyses, the gas flow near the cohesive zone has been applied to the model as the flow through the coke slit22) because of the high permeability resistance of the softening layer. However, the gas flow through the softening layer must also be considered, because the permeability in the softening layer was distinctly improved by mixing coke in the ore layer. In this study, the pressure drop in the cohesive zone was calculated referring to the model of Watakabe et al.,23) which considered the gas flow both in the softening layer and in the coke slit. The gas flow rate through the softening layer and through the coke slit layer assumed that the pressure drop of the gas through both flow paths (ΔPsoft, ΔPslit + ΔPore) was same. The relative change in the pressure drop in the cohesive zone resulting from mixing coke in the ore layer was calculated, and the pressure drop in the cohesive zone in case of mixing coke in the ore layer was calculated using the pressure drop in the cohesive zone for the case where coke was not mixed. Eq. (5) was used to calculate the pressure drop of each layer. Without coke mixing, the thickness of the coke slit was 0.3 m. When the mixed small coke rate was increased, the coke base (i.e., amount of coke per charge) was not changed. That is, the amount of coke of the coke slit was decreased, and the corresponding amount of coke was mixed in the ore layer. Therefore, increasing the mixed coke rate in the ore layer decreased the thickness of the coke slit. The change in the thickness of the softening layer by mixing the coke was calculated by using the formula reported by Watakabe et al.,23) and the ore layer thickness in contact with the softening layer was also assumed to be the same thickness.
Next, the relationship between the mixed coke rate of small coke and the pressure drop in the coke packed bed in the lower part of the blast furnace was investigated. The calculated result obtained in section 2.2 was used as the coke diameter in the lower part of the blast furnace. However, the decrease in the particle diameter by degradation was not considered in this calculation. Thus, when coke was not mixed, the coke degradation ratio was calculated from the mass balance so that the average coke diameter in the lower part of the blast furnace became 30 mm. In this case, the diameter of the generated coke fine was assumed to be 5 mm. The coke degradation ratio was assumed to be constant regardless of the mixed coke rate. In case the mixed small coke was not consumed by the carbon gasification reaction in the blast furnace, the average coke diameter in the lower part of the blast furnace was calculated using the ratios and the diameters in the lower part of the blast furnace of the lump coke, the fine coke and unconsumed small coke.
The void fraction in the coke packed bed in the lower part of the blast furnace (ε) was calculated by Eq. (6) considering liquid hold-up.
The voidage
εc was calculated by using
Eqs. (3) and
(4) and the average coke diameter and particle size distribution in the lower part of the blast furnace obtained by calculation. Here, h
t was calculated using the formula reported by Fukutake
et al.24) The pressure drop in the coke packed bed in the lower part of the blast furnace was calculated using
Eq. (5) and the average coke diameter and void fraction in the coke packed bed in the lower part of the blast furnace. The height of the coke packed bed in the lower part of the blast furnace (Lc) was 5.0 m.
The pressure drop in the lower part of the blast furnace (ΔP/L) was calculated using Eq. (7) and the pressure drop in the cohesive zone (ΔPcz/Lcz) and the pressure drop in the coke packed bed in the lower part of the blast furnace (ΔPc/Lc).
|
ΔP/L=(ΔPcz+ΔPc)/(Lcz+Lc)
| (7) |
Figure 11 shows the effect of the mixed small coke rate on the residual small coke rate in the lower part of the blast furnace, the average coke diameter and the void fraction, and Fig. 12 shows the effect of the mixed small coke rate on the pressure drop in the lower part of the blast furnace. When the mixed small coke rate was low, the small coke was consumed by the carbon gasification reaction in the blast furnace as the mixed small coke rate increased. Instead of an increase in the reaction rate of the small coke, the carbon gasification rate of the lump coke decreased. The average coke diameter in the lower part of the blast furnace increased, and the void fraction in the coke packed bed in the lower part of the blast furnace also increased. Regarding pressure drop, the pressure drop in the cohesive zone decreased as a result of the increase in the mixed small coke rate, and the pressure drop in the coke packed bed in the lower part of the blast furnace also decreased due to the increase in the average coke diameter and the increase in the void fraction. As a result, the pressure drop in the lower part of the blast furnace decreased.

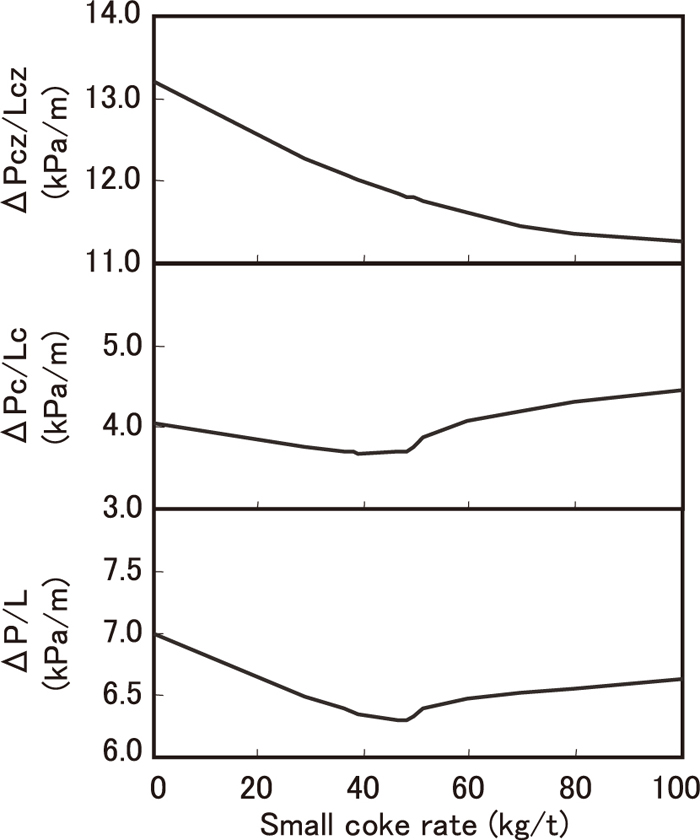
When the mixed small coke rate was high, the small coke was not consumed by the carbon gasification reaction in the blast furnace and continued to exist as small-sized coke in the lower part of the blast furnace as the mixed small coke rate increased. The average coke diameter in the lower part of the blast furnace decreased, and the void fraction in the coke packed bed in the lower furnace also decreased. The pressure drop in the cohesive zone decreased due to the increase in the mixed small coke rate, but the decrease in the average coke diameter and the void fraction in the coke packed bed in the lower part of the blast furnace caused an increase in the pressure drop in the coke packed bed in the lower part of the blast furnace. Because the increase in the pressure drop in the coke packed bed in the lower part of the blast furnace was larger than decrease in the pressure drop in the cohesive zone, the pressure drop in the lower part of the blast furnace increased and it was the deterioration of the permeability.
Figure 13 shows the relationship between the unconsumed small coke rate and the permeability index in the lower part of the blast furnace (KL)14) at an actual blast furnace (Keihin No. 2 blast furnace). The unconsumed small coke rate in the actual blast furnace was calculated by using Eq. (8).
|
C
n
=
C
ch
-(
C
sl
-
C
pc
)×
R
sc
| (8) |
where, C
n is the unconsumed small coke carbon rate (kg/t), C
ch is the charged small coke carbon rate (kg/t), C
sl is the solution loss carbon rate in the blast furnace (kg/t), C
pc is the unburnt char carbon rate (kg/t) and R
sc is carbon gasification reaction ratio of the small coke (−) shown in
Fig. 4. The calculated results in
Figs. 11 and
12 showed the same tendency as the operating results of the actual blast furnace.

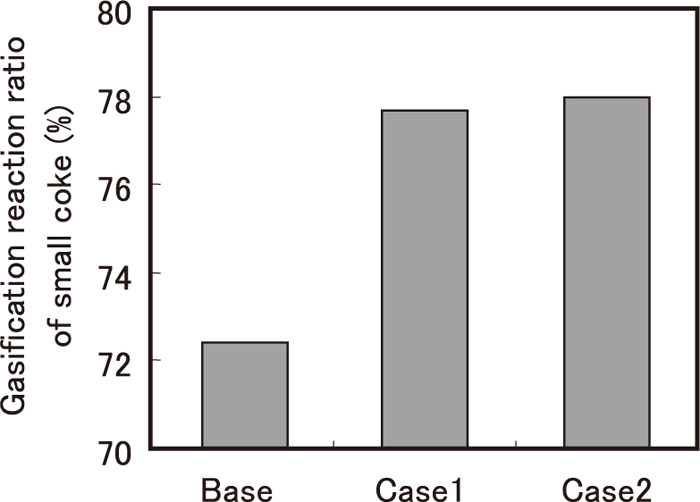
To improve the permeability in the lower part of the blast furnace when using small coke, it is important that the small coke is consumed completely by the carbon gasification reaction. Thus, it is thought that there is an optimum value for the mixed small coke rate in the blast furnace. However, because the carbon gasification reaction is an endothermic reaction, operation that increases the carbon gasification reaction results in an increase in RAR. Therefore, in order to increase the small coke rate while maintaining permeability, increasing the carbon gasification reaction ratio of the small coke in the carbon gasification reaction in the blast furnace is effective. Figure 14 shows the results of a calculation of the effect of changes in the properties of the charged coke on the carbon gasification reaction ratio of the small coke for the mixed small coke rate of 60 kg/t. Case 1 is a decrease in the particle diameter of the small coke (decrease in 0.01 m), and Case 2 is an increase in the reaction rate of the small coke (×2). The carbon gasification reaction ratio of the small coke increased under both conditions. Therefore, to increase the carbon gasification reaction ratio of the small coke, increasing the specific surface area of the small coke by decreasing its particle diameter and increasing the reaction rate of the small coke are effective. Thus, when deciding the small coke rate, it is considered necessary to make a comprehensive evaluation of the most appropriate small coke rate, based on the total carbon gasification reaction rate in the blast furnace, the generated rate of unburnt char consumed preferentially and the properties of the coke charged from the furnace top.
5. Conclusions
The effect of unconsumed mixed small coke on the permeability in the lower part of the blast furnace was investigated by calculations using a blast furnace mathematical model, an experiment simulating the lower part of the blast furnace and calculations of the pressure drop in the lower part of the blast furnace. The following conclusions were obtained.
(1) When the mixed small coke rate was low, the mixed small coke was completely consumed by the carbon gasification reaction in the blast furnace. However, at high mixed small coke rates, the mixed small coke was not consumed completely by the carbon gasification reaction in the blast furnace, and it continued to exist as residual coke with a reduced particle size in the lower part of the blast furnace.
(2) When the mixed small coke was not consumed completely by the carbon gasification reaction in the blast furnace and existed as the small-sized coke in the lower part of the blast furnace, the average diameter and the void fraction in the coke packed bed in the lower part of the blast furnace decreased and the pressure drop in the coke packed bed increased.
(3) When the mixed small coke rate was low, the pressure drop in the lower part of the blast furnace was decreased by increasing the mixed small coke rate. However, when the mixed small coke rate was high, the pressure drop in the cohesive zone decreased, but the increase in the pressure drop in the coke packed bed was large, and as a result, the pressure drop in the lower furnace increased. Therefore, it is thought that there is an optimum value for the mixed small coke rate, considering the effect of the mixed small coke on permeability.
References
- 1) K. Okuda, H. Amano, N. Ishioka, H. Ono, K. Furukawa and T. Inoue: Tetsu-to-Hagané, 69 (1983), S731.
- 2) M. Tanaka, K. Miyata, K. Shibata, R. Ono and T. Yabata: CAMP-ISIJ, 8 (1995), 1064.
- 3) K. Anan, T. Nagane, M. Nagata, N. Ogata, M. Honda and M. Isobe: CAMP-ISIJ, 12 (1999), 234.
- 4) H. Kokubu, K. Sato, Y. Konishi, S. Taguchi, S. Sakurai, K. Okumura and K. Ichifuji: Tetsu-to-Hagané, 70 (1984), S50.
- 5) H. Hotta, H. Yanaka, R. Yamamoto and S. Kishimoto: Tetsu-to-Hagané, 70 (1984), S814.
- 6) M. Sawayama, K. Miyagawa, Y. Matsui, S. Tagawa and S. Kitano: CAMP-ISIJ, 20 (2007), 77.
- 7) Y. Kashiwaya, M. Kanbe and K. Ishii: ISIJ Int., 41 (2001), 818.
- 8) Y. Kashiwaya, M. Kanbe and K. Ishii: ISIJ Int., 46 (2006), 1610.
- 9) S. Watakabe, T. Nouchi, T. Hirosawa and M. Sato: CAMP-ISIJ, 26 (2013), 21, CD-ROM.
- 10) T. Sato, T. Nouchi and M. Kiguchi: Kawasaki Steel Giho, 38 (1998), 24.
- 11) Y. Iwanaga: Tetsu-to-Hagané, 77 (1991), 71.
- 12) M. Sato, K. Fukada, T. Ariyama, S. Itagaki and R. Murai: Tetsu-to-Hagané, 87 (2001), 365.
- 13) A. Murao, M. Sato, R. Murai, T. Ariyama, Y. Hayasaka and M. Kuwabara: CAMP-ISIJ, 15 (2002), 116.
- 14) A. Maki, A. Sakai, N. Takagaki, K. Mori, T. Ariyama, M. Sato and R. Murai: ISIJ Int., 36 (1996), 650.
- 15) Y. Iwai, Y. Kashihara, Y. Sawa and M. Sato: CAMP-ISIJ, 26 (2013), 745, CD-ROM.
- 16) I. Muchi, J. Yagi, K. Tamura and A. Moriyama: J. Jpn. Inst. Met., 30 (1966), 826.
- 17) T. Yamada, M. Sato, N. Miyazaki, H. Shimamura and S. Taguchi: Kawasaki Steel Giho, 6 (1974), 16.
- 18) K. Kojima, T. Nishi, T. Yamaguchi, H. Nakama and S. Ida: Tetsu-to-Hagané, 62 (1976), 570.
- 19) H. Haraguchi, T. Nishi, Y. Miura, M. Ushikubo and T. Noda: Tetsu-to-Hagané, 70 (1984), 2216.
- 20) H. Shimizu, K. Sato, M. Kojima, Y. Aminaga, F. Nakamura and Y. Iwanaga: Tetsu-to-Hagané, 72 (1986), 195.
- 21) S. Ergun: Chem. Eng. Prog., 48 (1952), 89.
- 22) Y. Togino, M. Sugata, I. Abe and M. Nakamura: Tetsu-to-Hagané, 65 (1979), 1526.
- 23) S. Watakabe, K. Takeda, H. Nishimura, S. Goto, N. Nishimura, T. Uchida and M. Kiguchi: ISIJ Int., 46 (2006), 513.
- 24) T. Fukutake and V. Rajakumar: Tetsu-to-Hagané, 66 (1980), 1937.