Abstract
The concept of total material requirement (TMR) is introduced in this study in order to quantify the recyclability of scrap steel from an end-of-life (EoL) vehicle. The specific TMRs for the recycling of scrap steels (urban ore TMR, UO-TMR) from the EoL vehicle are estimated for four cases: conventional press-method, shredder and separation method, additional recycling of scrap steel from automobile shredder residue (ASR) and all-recycling using the press method. The trade-off between the increase in functionality of recycled steel (i.e., decrease in influence of copper as a contaminant) and the additional inputs, such as pig iron or nickel required for the functional improvement, were also evaluated. The estimated UO-TMR ranged between 3.7 and 4.0 kg/kg, and the factors of “material itself” and “melting” were dominant. The effect of ASR input into an electric arc furnace, as part of an all-recycling scenario, was outweighed by additional lime input and the energy needed to heat glass materials. Considering dilution by cold pig iron, the shredder and separation method appears to be the most effective, in terms of TMR. Furthermore, the effectiveness is discussed, of both the dilution by pig iron and the addition of nickel for suppressing surface hot-shortness.
1. Introduction
The stock of an end-of-life (EoL) product is known as the “urban mine”, in which high concentrations of various valuables may be found. Effective recycling of such valuables is of great importance for sustainable utilization of resources. Well-known urban mines include EoL mobile phone or home appliances, which contain relatively large amounts of precious metals such as gold. On the other hand, a focus on EoL buildings and vehicles is also important, considering the large amounts of steel and aluminum that they contain.
However, it should be noted that contamination due to unavoidable impurities is a common source of deterioration of scrap, and therefore, in the case of scrap steel recycling, the control of tramp elements, such as copper and nickel, is indispensable. Furthermore, vehicle recycling poses significant challenges due to the generation of automobile shredder residue (ASR). ASR is the residue resulting from the collection of scrap steel (called “A-shredder” in Japan) from shredded scrap vehicles that are missing some of their parts (engines, tires, chlorofluorocarbon (CFC) gas, air bag etc.). Although ASR has generally been landfilled, its recycling became obligatory after the Automobile Recycling Law (ARL) came into effect in 2005. Therefore, in recent years, after advanced disassembly, some scrap vehicles have been pressed with glass and plastic-containing components, followed by their discharge into an electric arc furnace (EAF), a process known as “Recycling of the Whole Dismantled Vehicles (RWDV)”. The introduction of this process superficially increased the rate of vehicle recycling compared with that prior to the introduction of the ARL. However, there are few quantitative reports on the contribution of the recycling process to reducing environmental load or resource consumption. Funazaki et al.1) incorporated an EoL vehicle into a quantitative model in order to estimate the composition of ASR and to evaluate the effects of landfilling and recycling of ASR after the shredding process; nevertheless, in terms of life cycle assessment (LCA), less attention was paid to the process using a press method, particularly for RWDV.
Previous studies proposed evaluating the recyclability of urban mine materials via the concept of total material requirement (TMR) or ecological rucksacks.2) TMR considers not only the direct and indirect material inputs but also hidden flows, such as tailings and waste rock during mining activities. Although the original TMR3,4) is well-known as an indicator derived from economy-wide material flow accounts, two specific forms of TMR have also been defined: one is the TMR to obtain a material (1 kg) from a natural ore (natural ore TMR; NO-TMR, unit: kg/kg), while the other is the TMR to recycle the material (1 kg) from an urban ore, which is defined as the end-of-life products or waste (urban ore TMR; UO-TMR, unit: kg/kg). By comparing UO-TMR with NO-TMR for the same material, the quality of the two ores can be compared on an equal basis, providing guidance for determining the preferable ore (i.e., either the urban or the natural ore) that should be mined in terms of minimum land use. Although the NO-TMR and UO-TMR look similar to ecological rucksacks or MIT (material intensity),3) the ecological rucksacks concept does not consider the weight of the target material. In the UO-TMR framework, the urban ore, just as natural ore, is regarded as a part of the environment and unrecycled components are defined as “urban tailings”, while MIT regards urban ore as a part of primary resource and, consequently, never considers the urban tailings to avoid double counting. As explained previously, although the original TMR is an economy-wide indicator, the same value can be obtained, in principle, by multiplying the volume of production into the NO-TMR or UO-TMR, which is a form of bottom-up approach. From that standpoint, it is said that the NO-TMR and UO-TMR frameworks provide essentially the same scope for resource management issues as the original TMR.
In a Cabinet meeting on 25 March 2008, the Japanese Government decided to further enhance activities to establish sound domestic material recycling, and introduced TMR as one of the important indices for evaluating resource efficiency. TMR quantifies the impact of human activities with respect to land use,5) and can therefore give differing results from other environmental indicators such as CO2 emissions. For instance, in traditional metal smelting, such as Tatara steelmaking in Japan, charcoal was frequently used as a source of heat and as a reductant. In the case of Japan, forest use was well controlled, as forests can be regenerated within 20–30 years. Thus, the process itself is considered to have been completely carbon-neutral. Nevertheless, large amounts of soil and sand were discharged into neighboring rivers, leading to environmental disturbance. By employing the TMR, environmental disturbance can be evaluated from different perspectives.
Thus, TMR facilitates a range of differing perspectives for evaluating the sustainability of scrap steel derived from EoL vehicles. Previous studies evaluated the UO-TMR (specific TMRs) of various metals from EoL home appliances,6) mobile phone and laptop PCs,7) buildings,8) and phosphorus from steelmaking slag.9) As a result, the aim of the present study is to estimate the UO-TMR of scrap steel from EoL vehicles for a number of cases and to evaluate its recyclability. Specifically, we consider the suitability of processes such as dilution by pig iron8) or the addition of nickel10) for counteracting hot-shortness resulting from copper contamination.
2. Evaluation
2.1. Target Vehicle
The recycling flow assumed in this study is shown in Fig. 1. An EoL vehicle is transported to a parts recycler by a dealer. Once at the parts recycler, reusable components such as the engine, transmission, transmission, wheels, tires, tools and battery, etc. (Table 1) are preferentially disassembled and collected by workers. CFC gases are recovered, and fluids are drained and removed. The air-bag is removed following deactivation of the propellant. It is assumed that half of the fuel tank, drive-train and steering gear, suspension system and control components are reused both locally and abroad.1) The remaining body is then processed via pressing or shredding. In the case of press-processing, electrical wiring harnesses, resins, and fibers are secondarily removed in advance, by means of a nibbler or workers. The pressed body is called “A-press” in Japan. In the case of shredding process, although the body is transported to the shredding factory without any pre-processing, ASR is generated after shredding. The shredded steel is called “A-shredder” in Japan. Both A-press and A-shredder are transported to EAF steel producers. During the EAF process, pig iron, or nickel are sometimes added to improve hot-shortness.

Table 1. Components and composition of target end-of-life (EoL) vehicles, excluding gasoline.
| unit: kg |
| Treatment | Component | Weight | Ferrous materials | Nonferrous materials | Non-metal |
| Al | Cu | Pb | Zn | Resin | Rubber | Glass | Fiber | Others |
| Collected as parts (100%) | Engine | 150.4 | 107.6 | 34.0 | 0.6 | 0.1 | 0 | 4.9 | 2.3 | 1.1 | 0 | 0 |
| AT/Gear | 75.7 | 47.6 | 28.1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Steel wheel | 34.2 | 34.0 | 0 | 0 | 0.2 | 0 | 0 | 0 | 0 | 0 | 0 |
| Tire | 32.0 | 4.5 | 0 | 0.0 | 0 | 0 | 0 | 16 | 0 | 2.6 | 9.0 |
| Spare tire and tools | 13.8 | 10.7 | 0 | 0 | 0 | 0 | 0 | 1.8 | 0 | 0.3 | 1.0 |
| Battery | 12.0 | 0 | 0 | 0 | 6.6 | 0 | 1.8 | 0 | 0 | 0 | 3.6 |
| Washer fluid | 2.5 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 2.5 |
| Radiator fluid | 7.3 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 7.3 |
| Oil | 12.2 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 12.2 |
| CFC | 0.7 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0.7 |
| Subtotal | 340.8 | 204.3 | 62.1 | 0.6 | 7.0 | 0 | 6.7 | 20.1 | 1.1 | 2.9 | 36.2 |
Collected as parts (50%)
Press or shredder (50%) | Fuel tank | 17.2 | 15 | 0 | 0 | 0.2 | 0 | 1.5 | 0.5 | 0 | 0 | 0 |
| Drive/steering | 41.9 | 37.31 | 2.17 | 0 | 0 | 0 | 1.7 | 0.8 | 0 | 0 | 0 |
| Suspension | 98.2 | 94.73 | 0 | 0 | 0 | 0 | 0 | 2.2 | 0 | 0 | 1.3 |
| Subtotal | 157.3 | 147.0 | 2.2 | 0 | 0.2 | 0 | 3.2 | 3.5 | 0 | 0 | 1.3 |
| Press or shredder (100%) | Electric and electronic parts | 89.5 | 27.0 | 8.4 | 17.0 | 0.3 | 0.8 | 29.9 | 1.4 | 3.0 | 1.6 | 0.3 |
| Exterior and interior | 158.7 | 57.5 | 0 | 0 | 0 | 0 | 59.7 | 12.6 | 0.7 | 24.7 | 3.5 |
| Window glass | 34.0 | 0.0 | 0 | 0 | 0 | 0 | 1.7 | 0 | 32.3 | 0 | 0 |
| Body | 409.6 | 391.0 | 0 | 0 | 0.1 | 5.59 | 0 | 0 | 0 | 0 | 13.0 |
| Subtotal | 691.8 | 475.4 | 8.4 | 17.0 | 0.4 | 6.4 | 91.3 | 14.0 | 35.9 | 26.3 | 16.8 |
| Total | 1190.0 | 826.8 | 72.6 | 17.6 | 7.5 | 6.4 | 101.1 | 37.6 | 37.1 | 29.1 | 54.2 |
For vehicle composition, the present study refers to data reported by Funasaki et al.1) (Table 1). That is, the composition was estimated from a weighted average of vehicles produced in 1992 and decommissioned in 2002. The weight of the target vehicle was calculated to be 1190 kg, including spare tire and tools (14 kg) by subtracting fuel (44 kg) from the deadweight (1220 kg). Steel weight accounts for 827 kg (about 70% of the total).
2.2. Functional Unit and System Boundary
The system boundary used in this study is shown in Fig. 2. In accordance with the UO-TMR framework,2) this study considers the direct and indirect inputs, as well as the hidden flows, including materials and energy required for recycling, starting from the point in time when the vehicle becomes an EoL vehicle. It should be noted that no material inputs during usage (such as fuel, oil, or consumables) were considered for the estimation.
A functional unit is first set as “1 kg of steel from ELV without considering copper content”. Since the quality of recycled steel is an important real-world issue, the subsequent discussion section includes an expanded functional unit considering copper content.
The shared input for multiple recycled/reused materials was allocated by the monetary ratio of the materials. However, no allocation was done for contaminated copper or other impurities because they lose own functionalities. In the UO-TMR framework, unrecycled components are considered as urban tailings, analogous to tailings in the case of natural ore.5,11) Furthermore, for the same reason, any treatment of urban tailings, such as detoxification or incineration, is regarded as being beyond the system boundary.
2.3. Case Studies
In this study, we consider five cases: The amount of components collected as parts; uncollected components as parts; secondarily disassembled components (in the case of the pressing process) or collected materials (in the case of the shredding process); and materials discharged into an EAF (in the case of the pressing process) or ASR and fluids (in the case of the shredding process), in other words, the final destinations of materials are shown in Table 2. These values are estimated from the reports by Funasaki et al.1) for the shredding process and those of actual achievements.
Table 2. Quantification of materials distributed to various processes.
| Case 1 | Collected as parts | Not collected | Disassembled | to EAF | Total |
|---|
| Steel | 277.9 | 0.0 | 0.0 | 548.9 | 826.8 |
| Aluminum | 63.1 | 0.0 | 5.5 | 4.0 | 72.6 |
| Copper | 0.6 | 0.6 | 10.1 | 6.4 | 17.6 |
| Lead (in Battery, balancer) | 7.1 | 0.0 | 0.5 | 0.0 | 7.6 |
| Zinc (Galvanized steel) | 0.0 | 0.0 | 0.0 | 6.4 | 6.4 |
| Resin | 1.8 | 6.5 | 92.9 | 0.0 | 101.1 |
| Rubber (tire) | 17.8 | 4.0 | 15.8 | 0.0 | 37.6 |
| Fiber, carbon black | 12.8 | 1.1 | 35.9 | 0.0 | 49.9 |
| Battery fluid | 3.6 | 0.0 | 26.3 | 0.0 | 29.9 |
| Washer fluid | 2.5 | 0.0 | 16.5 | 0.0 | 19.0 |
| Radiator fluid | 3.6 | 3.6 | 0.0 | 0.0 | 7.3 |
| Oil | 6.4 | 6.4 | 0.9 | 0.0 | 13.7 |
| CFC (HFC-134a) | 0.1 | 0.4 | 0.0 | 0.0 | 0.6 |
| Total | 397.3 | 22.6 | 204.4 | 565.7 | 1190.0 |
| Case 2 | Collected as parts | Not collected | Disassembled | to EAF | Total |
|---|
| Steel | 277.9 | 0.0 | 0.0 | 548.9 | 826.8 |
| Aluminum | 63.1 | 0.0 | 5.5 | 4.0 | 72.6 |
| Copper | 0.6 | 0.0 | 14.1 | 2.9 | 17.6 |
| Lead (in Battery, balancer) | 7.1 | 0.0 | 0.5 | 0.0 | 7.6 |
| Zinc (Galvanized steel) | 0.0 | 0.0 | 0.0 | 6.4 | 6.4 |
| Resin | 1.8 | 6.5 | 0.0 | 92.9 | 101.1 |
| Rubber (tire) | 17.8 | 4.0 | 0.0 | 15.8 | 37.6 |
| Fiber, carbon black | 12.8 | 1.1 | 0.0 | 35.9 | 49.9 |
| Battery fluid | 3.6 | 0.0 | 26.3 | 0.0 | 29.9 |
| Washer fluid | 2.5 | 0.0 | 16.5 | 0.0 | 19.0 |
| Radiator fluid | 3.6 | 3.6 | 0.0 | 0.0 | 7.3 |
| Oil | 6.4 | 6.4 | 0.9 | 0.0 | 13.7 |
| CFC (HFC-134a) | 0.1 | 0.4 | 0.0 | 0.0 | 0.6 |
| Total | 397.3 | 22.1 | 63.8 | 706.8 | 1190 |
| Case 3 and 4 | Collected as parts | Not collected | Collected by shredder | ASR & Fluids | Total |
|---|
| Steel | 277.9 | 0.0 | 534.1 | 16.5 | 828.4 |
| Aluminum | 63.1 | 0.0 | 2.9 | 6.7 | 72.6 |
| Copper | 0.6 | 0.0 | 5.1 | 10.3 | 16.0 |
| Lead (in Battery, balancer) | 7.1 | 0.0 | 0.0 | 0.5 | 7.5 |
| Zinc (Galvanized steel) | 0.0 | 0.0 | 5.4 | 1.0 | 6.4 |
| Resin | 1.8 | 6.5 | 0.0 | 92.9 | 101.1 |
| Rubber (tire) | 17.8 | 4.0 | 0.0 | 15.8 | 37.6 |
| Fiber, carbon black | 12.8 | 1.1 | 0.0 | 35.9 | 49.9 |
| Battery fluid | 3.6 | 0.0 | 0.0 | 26.3 | 29.9 |
| Washer fluid | 2.5 | 0.0 | 0.0 | 16.5 | 19.0 |
| Radiator fluid | 3.6 | 3.6 | 0.0 | 0.0 | 7.3 |
| Oil | 6.4 | 6.4 | 0.0 | 0.9 | 13.7 |
| CFC (HFC-134a) | 0.1 | 0.4 | 0.0 | 0.0 | 0.6 |
| Total | 397.3 | 22.1 | 547.5 | 223.1 | 1190 |
| Case 5 | Collected as parts | Not collected | Disassembled | to EAF | Total |
|---|
| Steel | 277.9 | 0.0 | 0.0 | 548.9 | 826.8 |
| Aluminum | 63.1 | 0.0 | 5.5 | 4.0 | 72.6 |
| Copper | 0.6 | 0.0 | 15.4 | 1.6 | 17.6 |
| Lead (in Battery, balancer) | 7.1 | 0.0 | 0.5 | 0.0 | 7.6 |
| Zinc (Galvanized steel) | 0.0 | 0.0 | 0.0 | 6.4 | 6.4 |
| Resin | 1.8 | 6.5 | 0.0 | 92.9 | 101.1 |
| Rubber (tire) | 17.8 | 4.0 | 0.0 | 15.8 | 37.6 |
| Fiber, carbon black | 12.8 | 1.1 | 0.0 | 35.9 | 49.9 |
| Battery fluid | 3.6 | 0.0 | 26.3 | 0.0 | 29.9 |
| Washer fluid | 2.5 | 0.0 | 16.5 | 0.0 | 19.0 |
| Radiator fluid | 3.6 | 3.6 | 0.0 | 0.0 | 7.3 |
| Oil | 6.4 | 6.4 | 0.9 | 0.0 | 13.7 |
| CFC (HFC-134a) | 0.1 | 0.4 | 0.0 | 0.0 | 0.6 |
| Total | 397.3 | 22.1 | 65.1 | 705.5 | 1190 |
This case assumes that the EoL vehicle is subjected to a pressing process after recovering some components (Section 2.1), although harnesses are recovered primitively. More specifically, 90% of engine harnesses and 50% of harnesses in the engine compartment and dashboard are set to be recovered.12) Prior to enforcement of the ARL, a combination of primitive recovery of components and pressing was generally performed, according to the requirements of each case. According to the Chugoku Bureau of Economy, Trade and Industry, Ministry of Economy, Trade and Industry, Japan,13) approximately 300000 EoL vehicles (of 3.5 million EoL vehicles in total in Japan) were processed in this manner in 2005. The copper content of the recycled scrap steel is assumed to be 1.14%.12) The recycling rate (defined as the amount of recycled materials in weight from an EoL vehicle, divided by the total weight of that EoL vehicle) is calculated to be 77.2%. The amount of recycled copper was calculated as the difference between the amount of copper in the recycled scrap steel and the entire amount of copper contained in the EoL vehicle.
2.3.2. Case 2 (Relatively advanced recycling using press-processing prior to the enforcement of ARL)
Case 2 corresponds to a relatively advanced recycling process, compared to Case 1. That is, some copper-rich-components, such as wiring harnesses and motors, are assumed to be recovered in addition to Case 1. More specifically, almost all of the wiring harnesses, alternator, starter and compressor from the engine, windscreen wiper motor, radiator and fan motor from the engine compartment, and 85–90% of electrical wiring harnesses excluding floor harnesses, heater core, capacitor and evaporator from the cabin are assumed to be recycled, according to previous reports.12) As a result, 0.55% of copper is ultimately contained in the recycled scrap steel. In this case, the ratio of steel in the A-press is estimated to be around 70% in weight, which is similar to reported values.12)
A pressed vehicle is transported to EAF steel producers. Small amounts of nonferrous metals are also incorporated into the EAF, while resins and paints become sources of heat. The recycling rate is estimated to be 95.7%. On the other hand, some negative effects on the EAF, such as additional input of lime, reduction in steel yield and additional heat to melt glasses, should be considered.12)
2.3.3. Case 3 (Recycling via shredding process following the enforcement of ARL; ASR is landfilled)
This case assumes a shredding process although ASR is landfilled. The copper content of scrap steel in this case is assumed to achieve the value desired by EAF steel producers (0.3%, namely 1.6 kg). As this amount of copper was not considered in the report by Funasaki et al.,1) the present study allocated 1.6 kg of copper in the ASR (11.9 kg) to the scrap steel recovered by the shredding process (534.1 kg). The scrap steel (containing the estimated 1.6 kg of copper) is then transported to EAF steel producers and the recycling rate is calculated to be 77.9%. In 2005, approximately 2.8 million EoL vehicles (80% of the total) were recycled using shredders,13) most of which correspond to this case.
2.3.4. Case 4 (Recycling using shredding process after the enforcement of ARL; Some copper and aluminum are also recycled from ASR)
This case also considers a shredding process, but steel and aluminum are additionally recovered from the ASR, reflecting the report by Funasaki et al.1) The residual ASR is landfilled, after volume reduction and solidification, although these processes are beyond the scope of the present study. The recycling rate is calculated to be 79.3%.
2.3.5. Case 5 (RWDV using the pressing process after the enforcement of ARL)
This case is similar to Case 2, corresponding to RWDV, although the floor harnesses from the passenger cabin are thoroughly recovered. As a result, the copper content in the recycled scrap steel is less than 0.3%12) and the recycling rate is calculated to be 95.9%. Thus, similar negative effects on the EAF to those in Case 2, are brought about. Approximately 400,000 EoL vehicles (i.e., about 11% of the total 3.5 million vehicles) were treated by this method.13)
2.4. Detailed Study of Each Process and Relevant Assumptions
2.4.1. Transportation
It is assumed that EoL vehicles are transported from the consumer or the dealer to one of the 4611 parts recyclers14) that were registered in Japan as of 2001. Transportation distance, x, was estimated using the methodology of previous report6) as follows: first, the average catchment area per parts recycler in each prefecture, a, is found by dividing the area of the prefecture, A15) by the number of parts recycler in the prefecture, n, that is, a = A/n. Furthermore, assuming that each parts recycler circularly covers the inside of the prefecture, r/2 which is calculated from the equation of a = πr2 seems to be a representative value of average direct distance from consumers to the parts recycler in the prefecture (r can be thought of as the maximum direct distance covered). As the distance travelled along the road network was reported to be 1.37 times longer than the direct distance, average load distance was thus estimated using the equation x =1.37 × r/2, thereby giving a distance for x of 3.2 km. The road distance from the parts recycler to the shredding or pressing plant is assumed to be 50 km, according to Funasaki et al.1) The distance from a shredding or pressing plant to an EAF steel producer, is estimated to be 46 km, using the same methodology as previously reported.8)
2.4.2. Pressing and Shredding Processes
For the pressing process (Cases 1, 2 and 5), 16.66 kWh of electricity, 1.76 L of diesel fuel and 6.64 L of kerosene are used per vehicle, according to RUM (ReUse Motorization) Alliance).16) These are based on data submitted data by affiliated members as of 2007. In Case 2, required inputs must increase due to advanced recycling. According to the Japan Research and Development Center for Metals,12) it takes between 17 and 33 minutes to disassemble a vehicle in Case 1, of which 6 to 10 minutes is for manual disassembly, such as harnesses. Assuming that this manual period doubles for advanced disassembly, the total disassembly time becomes 1.3 times longer than the original period. We assumed that specific inputs become 1.3 greater than the above, given that the increase in processing time directly influences the rate of operation. In Case 5, manual disassembly is assumed to be done once more in addition to Case 2, resulting in a 1.7-fold increase in specific inputs.
For the shredding process in Cases 3 and 4, 64 kWh of electricity, 0.25 L of heavy-oil-A, 2.02 L of diesel fuel, 0.3 L of kerosene, 1.2 kg of tools and 0.078 kg of fat and oils are required, as estimated by the New Energy and Industrial Technology Development Organization (NEDO) of Japan.17) Tools plus fat and oils were regarded as consumables, with the former made from steel and the latter from oil. A value of 1.89 kg/kWh11) was used for the specific TMR. The yields of steel, aluminum and copper were set as 97, 60, and 50%,1) respectively in the shredding process. Galvanized steel was assumed to be recycled as carbon steel. The ASR weighs 225 kg including steel, aluminum, copper, lead, galvanized steel, resin, rubbers, glasses, fibers, paints, and adhesives. In Case 4, 14.8 kg of steel and 2 kg of aluminum were assumed to be further obtained by inputting additional electricity (2 kWh) to the ASR for separation, followed by the landfilling of residual ASR, which is regarded as “urban tailings”.
2.4.3. Electric Arc Furnace
It was assumed that scrap steel is electrically heated to 1873 K, using an EAF with a heating efficiency of 30%. The energy required for heating was determined from the heat capacity and latent heat of melting,18) and TMR was estimated on the basis of crude oil equivalent. When not only combustible components, such as resin and/or rubber, but also glass and/or nonferrous components are incorporated into the EAF, as seen in Cases 2 and 5, a small amount of lime (CaO) should be overcharged.12) In this study, overcharging is assumed to be 5%. The specific TMR of lime was reported to be 3.18 kg/kg.11) The energy requirements for heating glass and other components were also estimated. The resin and rubber of heavy oil equivalent were assumed to be entirely recycled as heat energy, with a heating value of 27.6 GJ/t. This indicates that the allocation was applied to combustible components such as resin, fibers, paints, and rubbers. The yield of the melting process was not considered in this study.
2.4.4. Other
In this study, shared inputs are allocated according to the relative prices of the recycled materials/components/parts (and their amounts). It is difficult to estimate the prices of disassembled parts. Sotokawa19) conducted a questionnaire study among parts recyclers and reported that the total sales figures of used parts were almost the same as those of recycled materials. Thus, we first estimated the total price of recycled materials and then assumed that the total price of used parts is the same, followed by allocation.
3. Results
The UO-TMR estimation is shown in Fig. 3. It should be noted that the copper content in each case is not considered as a functional unit in this figure. The label “Case 4 (ASR)” indicates the UO-TMR of scrap steel from ASR, and “Press or Shredder” corresponds to a separation process using electricity. “Case 4 (Ave.)” is derived from the weighted mean of UO-TMR of scrap steel for shredding process and for ASR. As shown in the figure, UO-TMR values range between 3.7 and 4.0 kg/kg, although their breakdowns deviate from each other. This indicates that when contaminated copper is not taken into account as a functional unit, the UO-TMRs of scrap steel from an EoL vehicle are almost identical, regardless of the type of recycling method. The reason for this result is that the “melting” process is dominant, and therefore slight changes in other processes are undetectable.

Since “material itself” and “melting process” show the same values for all cases, excerpted results are shown in Fig. 4. Excluding Cases 2 and 5, the urban tailings values are almost the same, due to their similar recycling rates. The reason for the smaller values of urban tailings in Cases 2 and 5 is that combustibles, glass, and nonferrous metals are incorporated into the EAF. Case 3, employing the shredding process, results in a slightly higher UO-TMR than in Case 1, because the shredding process has higher energy and material requirements than does the pressing process. The reason why the UO-TMR of Case 4 is slightly lower than Case 3, is that some portion of shared inputs can be allocated to scrap steel and aluminum recovered from the ASR, but the UO-TMR of scrap steel from the ASR is higher than in other cases. Nevertheless, since the amount of scrap steel from the ASR is small, this result has an insignificant effect on the mean value. The “Additional inputs” in Cases 2 and 5 correspond to the additional input of lime (0.04 kg/kg) and the energy required to heat glass (0.26 kg/kg), resulting in a higher UO-TMR. It is interesting that, although the recycling rates (on a weight basis) of Cases 2 and 5 are actually improved compared to other cases, the TMR is rather increased, and it is of concern that such additional inputs may bring about unstable operations and the unexpected deterioration of EAF.

The UO-TMRs of aluminum and copper scrap, including melting processes, are estimated to be 5.3 and 6.0 kg/kg, respectively; however, detailed discussion is beyond the scope of this study. Nevertheless, it should be noted that these UO-TMRs are considerably lower than the NO-TMRs of aluminum (48 kg/kg) and copper (360 kg/kg),11) although these scraps are contaminated with small pieces of scrap steel and insulated wires, etc.
4. Discussion
4.1. Effects of Copper Contamination and Dilution Process by Pig Iron
In Figs. 3 and 4, the copper content was out of the functional unit, as defined initially. However, copper is a so-called tramp element for iron, and therefore different copper contents in recycled steels lead to end-products of differing quality, even if their UO-TMRs are the same. Figure 5 shows the relationship between UO-TMR and copper content in the recycled steel for each case. For comparison, the results for EoL home appliances,6) mobile phones and laptop PCs,7) and buildings8) are also shown. It is found that scrap steel from EoL vehicles shows low UO-TMR values compared to other urban ores; the UO-TMRs for mobile phones and laptop PCs are even lower, since they contain small recoverable amounts.

Given this perspective, scrap steels from EoL vehicles are considered to be comparatively high-quality ores. Considering further the copper content, the scrap steels in the shredding process (Cases 3 and 4) and that using the RWDV (Case 5) appear especially valuable. In the following expanded analysis, the copper content is further added to the initial functional unit; more specifically: the increase in UO-TMR associated with dilution by virgin steel to achieve lower copper content appropriate for an EAF.
In accordance with practical operational considerations, we assume that cold pig iron is charged into the EAF to dilute the copper contamination of the scrap steel. The copper content in EAF steel should generally be less than 0.3 mass%. The NO-TMR of cold pig iron was assumed to be 8 kg/kg for estimating the change in UO-TMR by adding cold pig iron to attain copper content of less than 0.3 mass% (see Fig. 6).11)
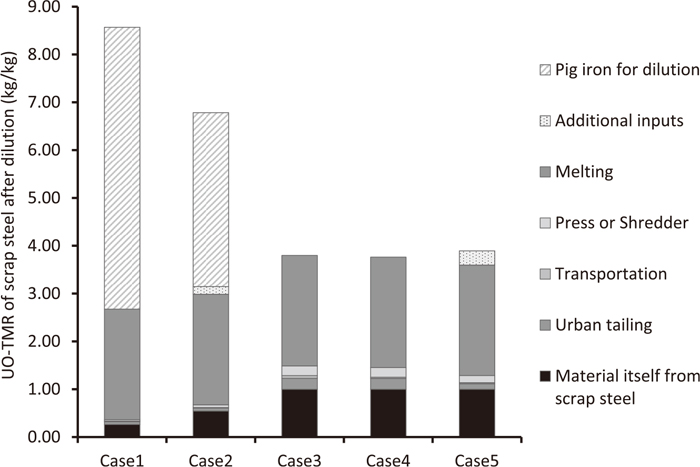
For Cases 3, 4, and 5, dilution is not necessary, whereas dilution is the dominant factor in the increased UO-TMRs observed for Cases 1 and 2. Especially in Case 1, the UO-TMR following dilution exceeds the NO-TMR (8 kg/kg), indicating that recycling brings about a higher environmental load. The reason why the UO-TMR exceeds 8 kg/kg after dilution, even using cold pig iron with a NO-TMR of 8 kg/kg, is that heating energy is required to melt the cold pig iron. As stated above, recycling under Cases 2 and 3 using the shredding process, or under Case 5 using the RWDV after advanced disassembly, are effective in terms of TMR.
4.2. Effect of Advanced Manual Disassembly
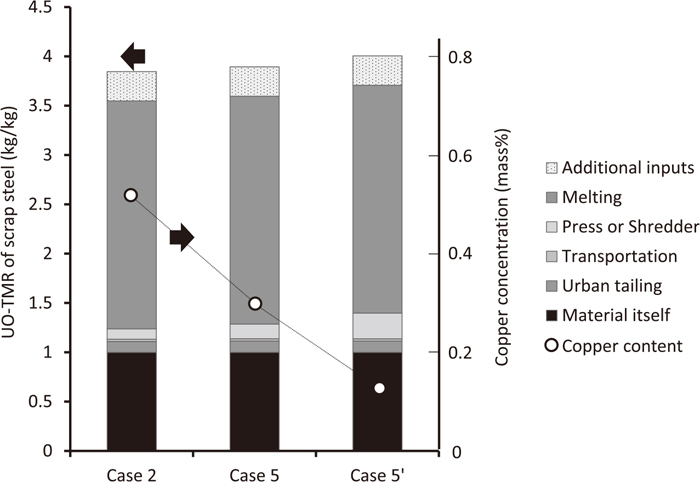
In contrast the above findings, comparing Case 2 with 5 in Figs. 3 and 4, the copper content is significantly decreased by advanced disassembly, although the UO-TMRs do not vary significantly. This indicates that advanced disassembly does not significantly increase the specific TMR. Hence, the application of further advanced disassembly for Cases 2 and 5 is evaluated.
Namely, we consider case 5’ in which electrical harnesses and window motors from doors, and harnesses from the rear compartment are recovered in addition to Case 2 (i.e., recovering harnesses from engine, engine compartment and cabin excluding floor harnesses) and Case 5 (i.e., further recovery of floor harnesses). In this case, the copper contamination in the recycled scrap steel is 0.13% by mass.12) In Cases 2 and 5, the times required for advanced disassembly were assumed to be 1.3 and 1.7 times longer than in Case 1. Since it is reported that the disassembly of three component, similar to Case 5’, requires 20 minutes,12) it is assumed that the disassembly time for Case 5’ is three times longer than in Case 2, and therefore specific inputs for the pressing process increase by a factor of three. Such an increase in disassembly time is in good agreement with the answers of interviewed authors in the present study.
Figure 7 shows the relationship between UO-TMR and copper content for Cases 2, 5, and 5’. UO-TMR increases as a result of advanced disassembly processes, but the maximum increase is around 4% between Case 2 and 5’, although the amount of copper contamination is significantly decreased. Thus, advanced disassembly has a great effect in terms of TMR.
The effect of dilution by cold pig iron is also investigated for Case 5’, following a similar procedure to that shown in Fig. 6, i.e., comparing with Cases 2, 4, and 5 with a permitted copper content of 0.13% by mass, used in Case 5’ as a new functional unit. The results are shown in Fig. 8. As for Case 5’, UO-TMR is increased by advanced disassembly, but is approximately half that of other cases because no dilution process is required.
4.3. Addition of Nickel to Counteract Hot-shortness
In Section 4.2, only dilution by pig iron was considered for counteracting hot-shortness caused by copper contamination. However, it was reported that adding nickel content equivalent to the copper content of scrap steel promotes the solubility of copper in the steel, thereby preventing hot-shortness.10,20) Although the scientific applicability of this method is currently uncertain, it is assumed that nickel addition effectively functions to suppress hot-shortness, and that the UO-TMR following nickel addition can be compared with that for pig iron addition in Cases 1 to 5’. The copper content of 0.13% by mass is used as the functional unit. The amount of nickel charged is defined as the difference between the initial copper content in the scrap steel and the 0.13% by mass. The NO-TMR of nickel is reported to be 260 kg/kg (see Fig. 9).5)
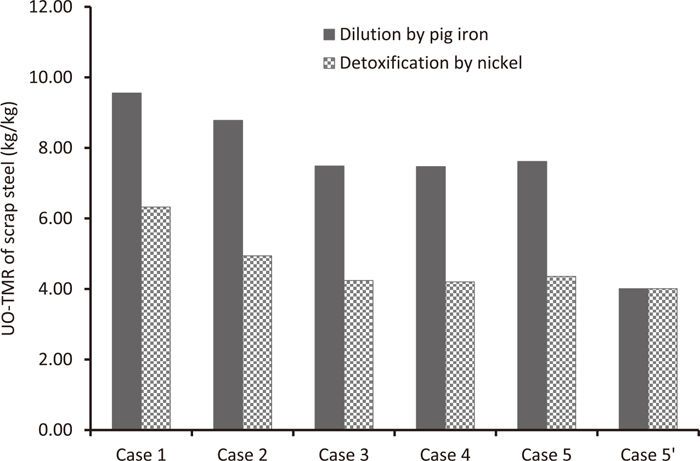
At first, the UO-TMRs assuming nickel use, seem to be lower than those assuming dilution by cold pig iron. Although the UO-TMRs between Cases 2, 4 and 5 and Case 5’ showed large differences, when cold pig iron is used for dilution, the differences are small in the cases where nickel was used. From these results, when advanced disassembly is not applied, nickel addition is seemingly preferable in terms of TMR. However, more detailed consideration reveals that nickel is a tramp element too because it is difficult to separate from iron, possibly leading to a similar contamination issue to copper in the future. In such cases, dilution by cold pig iron should be eventually introduced. Considering that there is little difference between the use of nickel and dilution by cold pig iron in Case 5’, it is preferable that advanced disassembly should be employed first, before diluting the remaining copper with pig iron.
4.4. Recycling Plan for Scrap Steel from EoL Vehicles in Terms of TMR
Based on the above considerations, it can be concluded that advanced disassembly plays an important role in the framework considered in this study. This is effective not only for the RWDV process, but also for the shredding process. UO-TMRs are similar between RWDV and the shredding process, but the shredding process seems preferable for an EAF, for ensuring stable operation and avoiding deterioration. Advanced disassembly involves higher costs, and such a trade-off should be carefully considered. One promising concept is scrap sorting. In real-world applications, various scrap steels are recycled by means of both simple and advanced processes. By sorting these scraps based on their quality, it will be possible to utilize the characteristics of scrap steels most effectively.
Furthermore, the considerable effects for the melting process should be reconsidered. Since the melting of not only scrap steel but also cold pig iron would be unavoidable in current processes, the use of hot pig iron instead of cold pig iron (or even its partial use) for the dilution process must contribute to the decrease in TMR. Actually, steel makers are reluctant to use scrap steel due to its low quality. Thus, it is expected that such approaches might only be feasible if comparatively large amounts of crude steel are produced compared to scrap steels.
In this study, we assumed that the total sales figures of used parts were almost the same as those of recycled materials. According to the authors’ questionnaire interviews, however, there was a case where the number of sold for used parts by a highly-qualified recycler were about three times greater than those for recycled. Recalculating the UO-TMR under this condition showed that the TMR of “urban ore” was decreased by half, and all UO-TMRs fell by about 3–5%. Although this is not a significant decrease, it indicates the potential for recovery of valuable parts, which also contribute to the increase in recyclability of the remaining components.
5. Conclusion
In this study, the UO-TMR of scrap steel from EoL vehicles was estimated for a variety of cases, including the use of conventional pressing process, those using shredding process, those where scrap steel is recovered from ASR, and RWDV process, in order to evaluate recyclability in terms of TMR. The results show no significant difference in UO-TMR between the various cases. However, since the copper content was different for each case, the shredding process is considered the most effective, if taking into account the process of dilution by cold pig iron. In the case of RWDV, the application of further advanced disassembly leads to a significant decrease in copper content despite the slight increase in the UO-TMR. When compared to dilution by pig iron to suppress hot-shortness, the addition of nickel brings about further contamination issues as a tramp element, despite its effectiveness in preventing hot-shortness; therefore, the combination of advanced disassembly and dilution using pig iron is considered the optimal approach to recycling EoL vehicles, from a TMR perspective.
Acknowledgements
This study was party supported by research funds from the Technology Foundation, and the Research Institute of Science and Technology of the Society of Japan Science and Technology Agency (JST-RISTEX) as a research program in the study of Science, Technology and Innovation Policy, and KAKENHI Grants 15H02862 and 26281056.
References
- 1) A. Funazaki, K. Taneda, K. Tahara and A. Inaba: Energy Resour., 24 (2003), 443.
- 2) E. Yamasue, R. Minamino, T. Numata, K. Nakajima, S. Murakami, I. Daigo, S. Hashimoto, H. Okumura and K. N. Ishihara: Mater. Trans., 50 (2009), 1536.
- 3) Wuppertal Institute: Materital Intensity Factors: Overview on Materials, Fuels, Transport Services and Food, http://wupperinst.org/uploads/tx_wupperinst/MIT_2014.pdf, (accessed 2014-08-26).
- 4) S. Bringezu, H. Schütz and S. Moll: J. Ind. Ecol., 7 (2003), 43.
- 5) K. Halada: J. Life Cycle Assess., Jpn., 8 (2012), 112.
- 6) E. Yamasue, R. Minamino, I. Daigo, H. Okumura and K. N. Ishihara: Mater. Trans., 50 (2009), 2165.
- 7) R. Minamino, E. Yamasue, K. Nakajima, S. Murakami, H. Okumura and K. N. Ishihara: J. Life Cycle Assess., Jpn., 6 (2010), 251.
- 8) E. Yamasue, R. Minamino, H. Tanikawa, I. Daigo, H. Okumura, K. N. Ishihara and P. H. Brunner: J. Ind. Ecol., 17 (2013), 555.
- 9) E. Yamasue, K. Matsubae, K. Nakajima, S. Hashimoto and T. Nagasaka: J. Indust. Ecol., 17 (2013), 722.
- 10) The Industrial Structure Council, Japan: http://www.meti.go.jp/policy/tech_evaluation/e00/03/h20/331.pdf, (accessed 2013-09-15).
- 11) K. Nakajima, K. Halada, K. Ijima and T. Nagasaka: J. Life Cycle Assessment, Jpn., 2 (2006), 152.
- 12) The Japan Research and Development Center for Metals: http://www.meti.go.jp/policy/recycle/main/data/research/pdf/model15-4_0.pdf, (accessed 2013-09-15).
- 13) Chugoku Bureau of Economy, Ministry of Economy, Trade and Industry, Japan: Haijidousya kara hasseisuru waiyahanesuchuno doushigen oyobi kikinzokuno koukouritsu kaishu sisutemu jigyoukano kanouseityousa, http://www.chugoku.meti.go.jp/research/kankyo/110411_2.html, (accessed 2013-09-15).
- 14) T. Nagasawa: JARI Res. J., 23 (2001), 11.
- 15) National Astronomical Observatory (Japan): National Astronomical Observatory, Maruzen, Tokyo, (2009).
- 16) ReUse Motorization (RUM) Alliance: http://www.rum-alliance.com/report/result/co2.htm, (accessed 2-13-09-15).
- 17) Japan Environmental Management Association for Industry, http://sakura.js.yamanashi.ac.jp/~yosihiko/2001.pdf, (accessed 2013-09- 28).
- 18) I. Barin and G. Platzki: Thermochemical Data of Pure Substances, VCH, Weinheim, Germany, (1995).
- 19) K. Sotokawa: Rep. Kumamoto Univ., 115 (2008), 102.
- 20) Ministry of Economy, Trade and Industry http://www.meti.go.jp/policy/tech_evaluation/c00/C0000000H20/090318_slag/slag-5-2.pdf, (accessed 2013-09-15).