Regular Article
CFD Study on the Heavy Oil Lance Positioning in the Blast Furnace Tuyere to Improve Combustion
2017 Volume 57 Issue 11 Pages 1911-1920

Details
2017 Volume 57 Issue 11 Pages 1911-1920
Auxiliary fuels are used to replace expensive coke in two ways, as a reducing agent for iron oxides and to provide energy for the blast furnace operation. Poor combustion of heavy oil produces soot and cenosphere, which plug the coke bed and lead to an increased pressure drop and lower the productivity of blast furnace. In the study a new combustion model for heavy oil in a blast furnace is explained. Droplet atomization is modelled with the wave breakup model and the combustion consists of droplet vaporization and gas phase combustion with a detailed combustion model. Three different lance positions were modelled to evaluate the effect of lance position on combustion and blast furnace operation. The study is limited to the tuyere-raceway area, where e.g. mixing between air blast and heavy oil, pressure drop and combustion have been investigated. The most promising position based on this study is to move the injection lance 10 cm downstream from the tuyere nose. The results show that the pressure drop increases when the lance is moved inside the tuyere, but the pressure drop growth is moderate until the lance is at least 10 cm downstream from the tuyere nose. According to the results the pressure drop versus lance position behavior is similar to an experimental study previously described in the literature. In addition the combustion behavior was found to be similar to the actual blast furnace.
Blast furnace is the most commonly used technology to produce pig iron. Auxiliary fuels (pulverized coal (PC), natural gas, heavy oil, tar, etc.) are injected into the blast furnace to reduce consumption of expensive coke, to decrease carbon dioxide emissions (higher H/C ratio), to stabilize the process and to increase productivity. Auxiliary fuels can replace coke in two ways, first as a reducing agent for iron oxides and second to provide energy for the blast furnace operation.1)
Extra heavy fuel oil combustion in high injection levels (over 120 kg/thm) tends to be incomplete and it produces small char particles (soot and cenosphere) in the raceway area, which plug the porous coke bed and reduce the gas flow through the blast furnace.2,3) Effective combustion and increased oil injection rates require small droplets and good mixing as well as maximized residence time in the tuyere-raceway area. Therefore, lance positioning is an important factor in the injection system design.
Experimental measurements in the blast furnace tuyere-raceway area are extremely difficult due to the harsh environment (high temperature, increased pressure as well as solid and molten materials), which leads to the necessity of alternative research methods.4) Computational Fluid Dynamics (CFD) modelling is used to find out the effect of lance positioning on the extra heavy oil combustion. The literature highlights some previous public studies considering heavy oil injection in blast furnace.5,6,7,8,9,10) Droplet atomization and size distributions have been studied with lab scale experimental models.7,8,9) Jordan et al.6,7,8) used a small-scale test rig and a particle image velocimetry, and high speed imaging to investigate heavy oil atomization to improve their CFD modelling boundary conditions and to validate CFD results. Hakala & Paloposki9) studied heavy oil atomization with a small-scale test rig, which was based on the SSAB blast furnace in Raahe. The small-scale system was developed using dimensional analysis to ensure similarity between experiments and the actual blast furnace conditions. The results were used to develop an equation for the droplet volume mean diameter based on the correlations between oil properties and operation parameters. Previously, the heavy oil combustion modelling has been made with equilibrium reaction modelling by Andahazy et al.5) They were comparing coke oven gas combustion with heavy oil. Liao’s10) thesis investigated raceway phenomena and oil injection in Raahe’s blast furnace. In the study he found a good method to calculate the raceway size and shape, which matched well with the industrial results. He demonstrates problems encountered with high oil injection rates and some methods to improve combustion in the raceway. Thesis also presents a combustion model for heavy oil injection.
Most of the blast furnace studies are involving coal combustion and typically these models use only diffusion limited combustion models like the Eddy Dissipation Model (EDM) or the Eddy Break-Up (EBU) model.11,12,13) These kinds of models do not apply very well in blast furnaces because the temperature is even at around 3000 K and the amount of oxygen can be from 0.5 to 0.8 of the stoichiometric ratio, which means that gasification and dissociation reactions are important.1) Ariyama et al.15) have done experimental work on the pulverized coal injection (PCI) systems considering the single lance and double lance arrangements. They found out that the lance arrangement influenced combustion efficiency since a double lance enhanced dispersion of coal particles and local O2 deficiency was relatively reduced. Mostly lance arrangement studies with CFD are only considered for PC injection systems or combined PC methane systems.16,17,18,19,20) Chen16) modelled three different lance arrangements for PCI without chemical reactions or turbulent dispersion. Two lance configurations and cooling gas types were studied by Yeh et al.17) Devolatilization of coal is modelled with a model having two competing rates, gaseous combustion was modelled with a partial equilibrium combustion model and char combustion was modelled with a kinetic/diffusion limited rate model. Silaen et al.18) used CFD to investigate three different lance designs for natural gas injection. Natural gas combustion was modelled with the Eddy Dissipation Concept (EDC) model. Majeski et al.19) studied three cases with a varying lance configuration for combined PC and natural gas injection. The combustion model is a combined EDM and finite rate chemistry model, where the slower of those is used to limit reaction rate. Li et al.20) reported a parametric study with CFD of the blast furnace raceway and tuyere areas. The gas phase combustion model in the study was the EBU-Arrhenius model. They evaluated the burnout rate of PC and optimized 7 parameters by orthogonal experiments. The parameters included two different lance angles (0° and 11°) with respect to the tuyere centerline.
The aim of this study was to develop a combustion model for extra heavy oil that is able to capture limiting factors of the injection process and that can be used to optimize the lance position in the tuyere area. Three different lance locations are modelled. Atomization of the extra heavy oil is modelled with the wave breakup model,21) where the breakup time and droplet size constants have been adjusted and validated using experimental results from a physical set-up.22) In high Weber number (We) flows (We > 100) Kelvin-Helmholz instabilities are considered to dominate atomization. The size of the child droplets is proportional to the wavelength of the fastest growing wave on the surface of the parent droplet.21) Combustion of extra heavy oil can be divided into two stages, i.e. vaporization and gas phase combustion. Vaporization is modelled with a convection and diffusion controlled model.23) The gas phase combustion model is based on GRI-MECH 1.2, which contains 22 species and 104 reactions.24,25) The extensive model is needed for high temperature gasification and dissociation reactions and to capture the important phenomena caused by large gradients in temperature and species in the tuyere-raceway area. The combustion model is compared with the probability density function based model and maximum adiabatic temperature is calculated.
In the blast furnace (Fig. 1), tuyeres are used to blow hot air into the lower part of the furnace to provide oxygen needed for combustion and gasification of coke and hydrocarbons. Air blast induces a cavity, a so called raceway, in the coke bed in front of the tuyere. The auxiliary fuel such as heavy oil is injected into the air blast through an oil lance in the tuyere. The blast furnace in SSAB Europe Oy steel factory in Raahe, Finland has 21 tuyeres distributed symmetrically to the lower part of a blast furnace of which one is chosen for analysis.
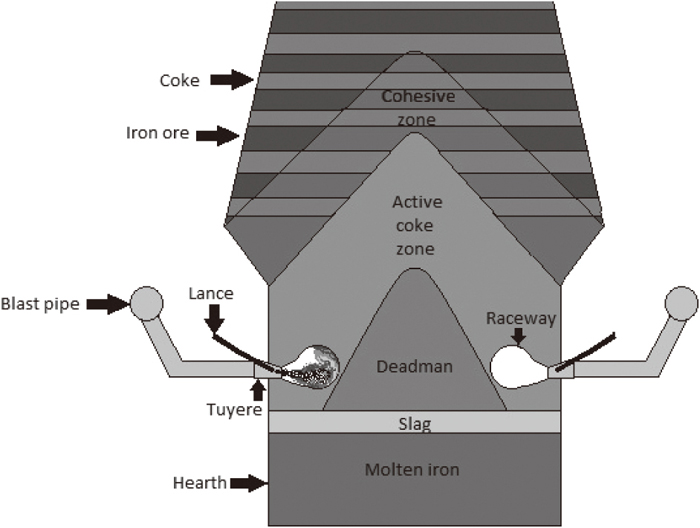
Schematic picture of the bottom part of the blast furnace.
The geometry of the CFD model consists of a tuyere, a raceway and a part of the coke bed (Fig. 2). The inlet boundary for the air blast is set at the inlet of the tuyere and the outlet is in the upper part of the coke bed. In Fig. 2(b) the lance positions for different cases are presented. Lance positions are ytuy=0 cm (Case 1), ytuy=10 cm (Case 2) and ytuy=20 cm (Case 3) from the tuyere-raceway intersection towards the beginning of the tuyere. Oil injection is set as injection points in front of an oil lance, which represents holes in the nozzle. The optimum oil lance nozzle geometry was studied earlier by us and it was used in the calculations.22) The optimum nozzle has 8 holes with 30° angle from the oil lance centerline, which is presented in Fig. 2(c). The porosity in the deadman is ε=0.35 and in the rest of the coke bed it is ε=0.4. Other boundaries are considered as adiabatic no-slip walls. In Fig. 2(a) plane illustrates the boundary between the deadman and the rest of the coke bed. To simplify the model, porosity in the raceway area is set to ε=1, which is also porosity in the tuyere area. The porosities in the deadman and the rest of the coke bed are based on the core-drill measurements in the Raahe blast furnace.
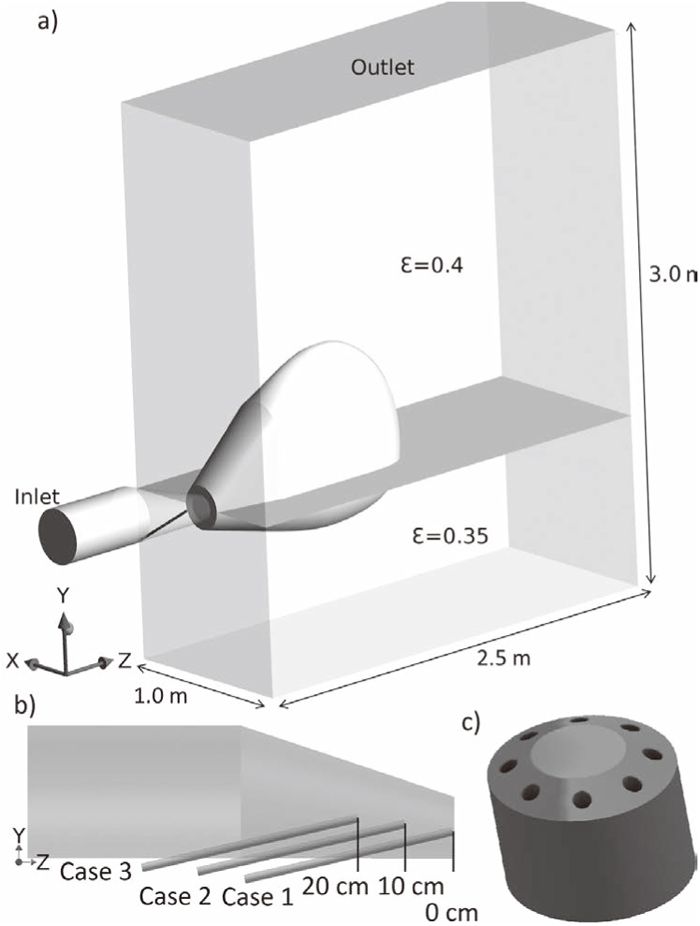
Conceptual drawing of computational geometry and coke bed porosities (a), lance positions in tuyere in different cases (b) and nozzle geometry (c).
There are several different equations for calculating the raceway dimensions, but according to Liaos’s (1998) studies the Nomura’s (1986) correlation fits to the Raahe’s blast furnace.10,26) Based on the discussions with SSAB Europe Oy the estimated depth of the raceway is dR=1.5 m. The estimated depth is used to calculate other dimensions of the raceway; therefore Eq. (1) is not needed and other dimensions can be calculated easily when the tuyere diameter is known. In the Nomura’s correlation the raceway size and form are calculated with the following equations,
| (1) |
The raceway width (wR) is calculated using Eq. (2)
| (2) |
The Raceway height (hR) is calculated from Eq. (3)
| (3) |
Dimensions based on the equations are as follows: depth of the raceway is dR=1.5 m, width is wR=0.44 m and height is hR=0.85 m, when the diameter of the tuyere is dT=0.14 m.
The boundary conditions and oil parameters for the simulations are presented in Table 1. Values are based on the actual blast furnace in Raahe. The oil injection level of 0.344 kg/s is equivalent to 100 kg/thm.
| Variable | Quantity |
|---|---|
| Air blast flow rate | 2.4 kg/s |
| Air blast O2 | 28 vol-% |
| Air blast temperature | 1423 K |
| Outlet pressure | 342 kPa |
| Oil mass flow rate | 0.344 kg/s |
| Oil temperature | 473 K |
| Oil density | 1020 kg/m3 |
| Oil viscosity | 31.5 mPas |
| Oil surface tension | 25 mN/m |
Ultimate analysis of the extra heavy oil that is used in the simulation is given in Table 2. The heavy oil is simplified to contain only carbon and hydrogen, because other elements are present in small quantities and are not in the scope of the study.
| Extra heavy oil [wt−%] | |
|---|---|
| C | 86.6 |
| H | 10.8 |
| O | 0.7 |
| N | 0.3 |
| S | 1.6 |
The CFD modelling has been done with Ansys Fluent 16.0. It uses the Finite Volume Method (FVM) to discretize the flow domain. The governing conservation equations are integrated over each computational cell.27) The continuity equation is written as
| (4) |
Sm is the source term for mass addition to the continuous phase from the dispersed phase. In this case it is the mass of fuel vapor from heavy oil droplets. The continuous phase is modelled as a compressible ideal gas, where the density is calculated from the following equation
| (5) |
The momentum conservation equation in an inertial frame of reference is
| (6) |
The coke bed is modelled as a homogenous porous reactive material. The porous media coke bed model has been previously used by Andahazy et al.5) and Li et al.20) The source term Si for the momentum equation for the porous media is
| (7) |
| (8) |
| (9) |
| Below the raceway | Other areas | |
|---|---|---|
| Porosity (ε) | 0.35 | 0.4 |
| Sphericity (ψ) | 1 | 1 |
| Particle diameter (dc) | 0.03 | 0.03 |
| Viscous resistance (Rv) | 2919771 | 1666667 |
| Inertial resistance (RI) | 2358 | 1458 |
Turbulence is simulated with the Realizable κ–ε model.29) It is a two equation model, which is based on the modelled equations for the turbulence kinetic energy (κ) and its dissipation rate (ε). Realizability ensures the positivity of turbulent normal stresses and the Schwartz’ inequality between any of the fluctuating quantities.27,29) It prevents the turbulence model from producing unphysical results. In the Realizable κ–ε model turbulent viscosity is calculated differently from the standard model, where Cμ is a constant. More information about the model can be found from the article written by Shih et al.29)
The blast furnace model includes combustion, based on 27 species. This requires that the conservation equation for chemical species is added. The local mass fraction for each species Yi is solved with the convection-diffusion equation
| (10) |
The mass diffusion in turbulent flows is solved by
| (11) |
| (12) |
| (13) |
| (14) |
Yj is the mass fraction of species j. Enthalpy for the individual species j is solved from Eq. (15)
| (15) |
For the pressure-based solver, the reference temperature Tref=298.15 K.
2.3. Heat TransferDue to the high air blast velocity of more than 200 m/s, forced convection is the dominating heat transfer phenomena in the raceway area. There are large differences (maximum 2440 K) in temperatures in the raceway-tuyere area and the forced convection is weaker in the upper parts of the raceway and also in the coke bed, therefore the radiation heat transfer is included in the computation. Furthermore, according to Gonҫalves et al.30) combustion modelling without radiative heat transfer produces highly inaccurate results, because combustion occurs as a balance in small volumes (finite-volume framework) and the radiative heat transfer involves the long distance interaction. The Discrete Ordinates method (DO) is chosen as the radiation heat transfer approach. The model includes the effect of the gray gases also and it can be used to model radiation in porous areas. Droplets, walls and the coke bed are assumed to be black bodies. The particle scattering factor is set to σp=0.9, which is the recommended value for coal combustion modelling in the ANSYS User’s guide.31) In the ANSYS Fluent the droplet radiation interaction causes that scattering in the continuous phase is ignored.
The radiation heat transfer by the DO method with the droplet interaction is modelled with equation
| (16) |
The weighted sum of the gray gases model (WGSSM) is used for absorption modelling of gray gases. The equation for the total emissivity over the along length s is
| (17) |
Heavy oil is modelled with the Lagrangian method, which is called DPM (Discrete Phase Method) in the FLUENT solver. This model is used to study the individual droplet behavior. In the Lagrangian method the droplet trajectories are computed for each droplet separately, therefore the droplet properties are known at each step. The particle force balance, which is required for the particle velocity (
| (18) |
| (19) |
| (20) |
When the droplet trajectory is calculated, the instantaneous fluid velocity
The droplet atomization model was chosen to be the wave breakup model.21) In our previous study the droplet atomization model was validated and the droplet breakup size constant B0 and droplet breakup time constant B1 were defined as B0=0.54 and B1=1.22)
The droplet vaporization is modelled with a convection and diffusion controlled model, which can be applied for high Re flows when convection is important.23)
| (21) |
| (22) |
When temperature reaches the boiling point of the droplet the vaporization equation changes to
| (23) |
Droplet temperature is calculated as a heat balance that relates the sensible heat change in the droplet to the convective and latent heat transfer between the droplet and the continuous phase
| (24) |
| (25) |
In this study cenospheres are not included in the computation.
2.5. Combustion and GasificationIn the blast furnace raceway maximum temperatures are around 3000 K and the equivalence ratios may vary from 0.5 to 0.8. However, gasification and dissociation reactions are important and reactions occurs through radical reactions.1) In modelling the gasification and radical reactions the finite rate combustion model is needed and the Eddy Dissipation Concept (EDC) is chosen.32) The volatile combustion model is based on the GRI-MECH 1.2 approach which contains 22 species and 104 reactions.24,25) The same reaction mechanism was used for gas phase combustion in our previous study,33) but the studied fuel was PC. The combustion model was validated with experimental results and the mechanism worked well in that case. Based on the ultimate analysis of heavy oil (Table 2) the droplet vaporizing specie is C37H55, which was added to the reactions. The volatile cracking method to smaller components is presented in the following reaction
| (26) |
The activation energy for cracking is Ea=2.027·108 J/kmol and the pre-exponential factor A = 2.119·1011, which are taken from the FLUENT coal calculator kinetics for the two step coal combustion. Volatile cracking is expected to be similar to that of coal.
Coke reactions are modelled in the porous coke bed. The reactions are modelled with a method that is presented in the article by Shen et al.34) Coke reacts with O2, CO2 and H2O. The reaction rate for coke with each species is calculated with the Field model,35) which utilizes both diffusion and chemical reaction rate for the overall reaction rate.
| (27) |
| (28) |
| (29) |
Other coke bed reactions are modelled as a heat sink in the same way as in Shen et al.34)
Similarly to the Shen et al.34) the hg is 128.2 W·m−2K−1 and Acoke is 153 m2 below the raceway and 141 m2 in the rest of the coke bed.
In EDC, it is assumed that most of the reactions take place in the smallest scales of the turbulence, i.e. in the fine flow structures.32) These fine structures are treated as well-stirred reactors. Each computational cell is treated as a constant pressure reactor, with initial conditions taken as the current species and temperature. Equation for the length fraction of the fine structures is
| (30) |
Reactions occur in the fine structures over a time scale
| (31) |
The time scale constant is Cτ=0.4082.
The source term in the conservation equation for chemical species i, is modelled as
| (32) |
The chemical equilibrium combustion model, which is a probability density function (PDF) model, is compared with the EDC combustion model to evaluate reliability of it. In the chemical equilibrium combustion model it is assumed that the chemistry is fast enough to reach chemical equilibrium and combustion is considered to depend only on the mixing rate. Reactions take place in thin layers where the molecular transport and the chemical source term balance each other. To describe combustion, PDF is needed for the mixture fraction Z at a point x and time t. The instantaneous averaged thermochemical state of the fluid depends on the local mixture fraction. Model contains 22 species.
2.6. Numerical SolutionThe computational meshes consist of about 1100000 hexa- and tetrahedral computational cells. The mesh is the densest in the tuyere area, where the average cell size is 9 mm. In the raceway the average cell size is 13.5 mm. Other areas have larger cells (maximum 50 mm), but the mesh is designed so that the y+ values near the walls are between 50 to 300, so that the wall functions are modelled correctly. The worst cell skewness is kept under 0.8 and the maximum aspect ratio is about 21.
The continuous phase was solved using a steady-state solver and the discrete phase was time dependent. The time step size was 1·10−5 s. Momentum and pressure are solved with a Semi-Implicit Method for Pressure Linked Equations (SIMPLE) solver. Gradients are solved with least squares cell-based gradient evaluation, which is a good method for irregular unstructured meshes. Initial solution was achieved using the first order upwind and standard pressure schemes. To get the final solution pressure was solved using the second order central differencing scheme and all the other quantities were solved with the second order upwind scheme. Under-relaxation factors were those recommended by Ansys Fluent.31)
The calculations have been made with the Environmental and Chemical Engineering research unit’s computing cluster located at the University of Oulu. The cluster has 52 cores. Each case is parallelized and calculated using four cores. The execution time is about 10 days.
The grid independency was studied with three meshes with the Case 2 configuration. The mesh in the area of interest i.e. the tuyere-raceway area was changed. In the coarse mesh the cell size is 10 mm in the tuyere area and 15 mm in the raceway area. In the medium mesh the cell size is 9 mm in the tuyere area and 13.5 mm in the raceway area. In the fine mesh the cell size is 8 mm in the tuyere area and 12 mm in the raceway area. The coarse mesh has 668842 cells, the medium mesh has 1079563 cells and the fine mesh has 1554277 cells.
The grid independency was studied by comparing velocity, temperature, droplet penetration and O2 mole fractions with the difference tool in the CFD-Post. There were differences between the droplet penetration, temperature and O2 mole fractions between the coarse and medium meshes, but the differences became very small in the fine mesh case.
3.2. Comparison between Combustion ModelsThe EDC (case a) and the PDF (case b) combustion models have been compared to evaluate reliability of the heavy oil combustion model. The coke bed reactions are not used in the combustion model comparison cases to clarify the difference between two combustion models. Temperature contours of the case a and the case b are shown in Fig. 3. It can be seen that the combustion begins already in the tuyere in the case b and also the combustion occurs inside the heavy oil spray. A photo of oil injection in the blast furnace tuyere is shown in Fig. 4. It can be seen that the combustion begins after the tuyere nose and combustion does not occur in the heavy oil spray, which is opposite to the results from the PDF model. In the EDC case the combustion begins after the tuyere and combustion takes place on the spray surface, which appears to be more realistic than the PDF model. The highest temperature in the case a is 2973 K and in the case b 2910 K. The EDC model produces about 2% higher maximum temperature than the PDF model.
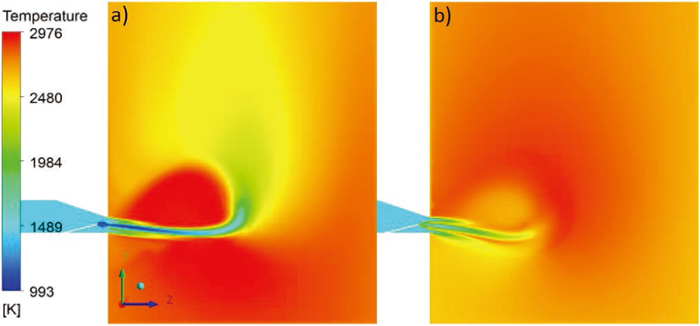
Contours of temperature in the cases of a) EDC and b) PDF combustion model. (Online version in color.)
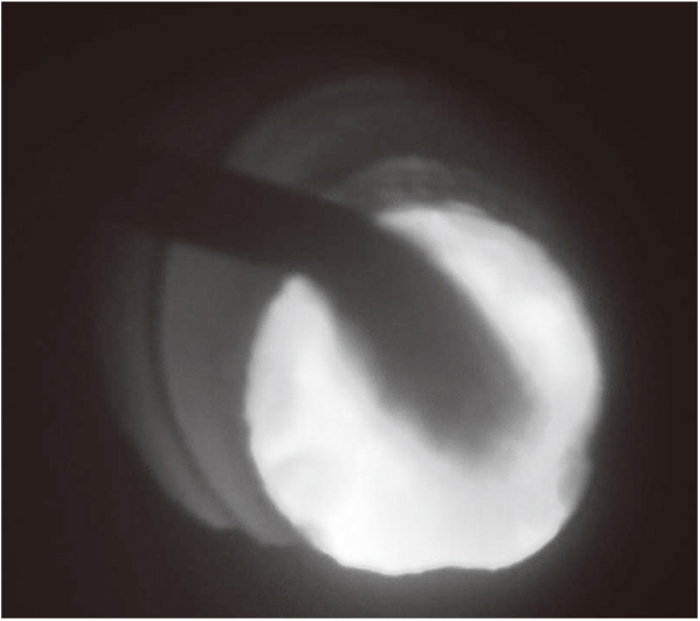
Photo of oil injection through the tuyere viewing window.
Adiabatic flame temperature (Tad) is calculated with Cantera 2.2.1 to evaluate, if the maximum temperature levels are realistic with the CFD combustion model. Initial temperature in the adiabatic flame temperature calculation is 1423 K, which is the air blast inlet temperature. Results for Tad as a function of equivalence ratio with initial hydrocarbon, oxygen volume fraction and pressure are given in Fig. 5. A stoichiometric mixture is presented with the cut line where the equilibrium ratio is 1. The well-known phenomena i.e. the maximum value of Tad on the rich side of the fuel equivalence ratio in the mixtures of hydrocarbon and air can be seen in Fig. 5.36) It can be seen also that the pressure hinders dissociation, which moves the peak temperature closer to the stoichiometric ratio. The maximum Tad in the blast furnace initial conditions (1423 K, 3.6 bar, 28% O2) is 2981 K, which is 8 K higher than the results from the CFD model, which seems reasonable, when considering that the oxidizer stream heats further in the blast furnace tuyere-raceway area.

Adiabatic flame temperature of different hydrocarbons as a function of equivalence ratio.
Figure 6 presents the contours of velocity with different lance positions. It can be seen that the air blast velocity increases, when the injection lance is drawn inside the tuyere. The lowest maximum velocity 212 m/s is in the case 1 and the highest velocity 252 m/s is in the case 3. The difference in the maximum velocity of air blast inside the raceway is about 16%, between the cases 1 and 3. In the case 2 the maximum velocity is 230 m/s. High vaporization rate of the heavy oil and gas phase combustion increase the pressure drop in the tuyere in the case 3, which results in an increased velocity in the tuyere-raceway area, because the air blast mass flow rate is kept constant throughout the calculation.
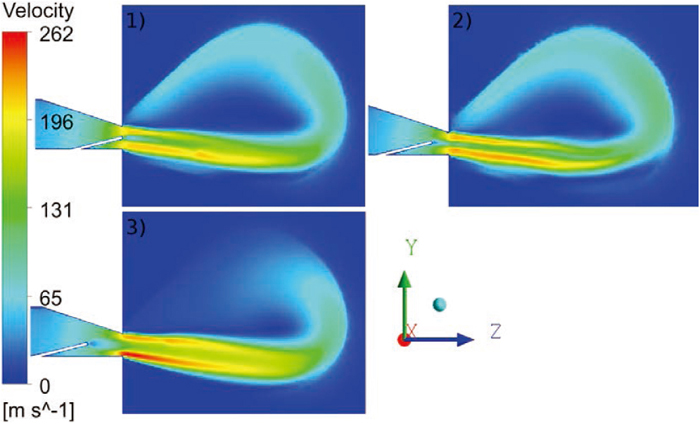
Velocity contours in the tuyere-raceway area in the cases 1, 2 and 3. (Online version in color.)
The air blast velocity affects both the droplet residence time in the raceway and the mixing phenomena. After 10 cm flight in each case, the heavy oil is concentrated in an area, the diameter of which is 3.5 cm, 4 cm, 6 cm in the cases 1, 2 and 3, respectively. This is consistent because the air velocity is also lower in the beginning of the tuyere, so the heavy oil is spread over a larger area.
The heavy oil tracking is presented in Fig. 7. The maximum droplet penetration range is 1.60 m in the case 1, 1.62 m in the case 2 and 0.45 m in the case 3. The droplet penetration increases drastically when the injection lance is closer to the tuyere nose. The reason for this behavior is most likely that the heavy oil mixes well with air blast in the case 3, which leads to a higher surface area and faster vaporization rate. In the cases 1 and 2 the aerodynamic forces are higher than in the case 3, which reduces the mixing ability between the blast and heavy oil and leads to a slower vaporization rate.
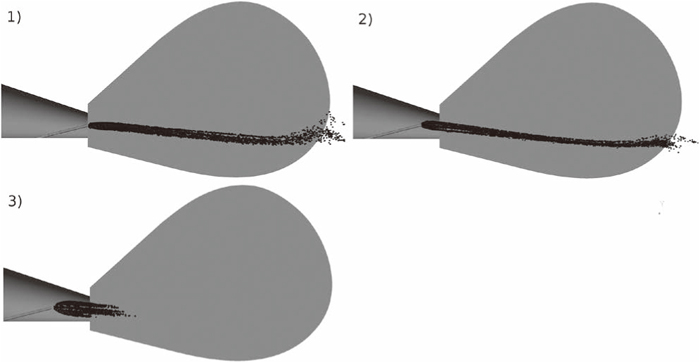
Heavy oil tracking in the tuyere-raceway area in the cases 1, 2 and 3.
Temperature contours are shown in Fig. 8. It can be seen that the temperature contours vary for the investigated cases and the maximum temperatures are located at different areas. In the case 1 temperature is highest under the heavy oil spray. Mixing is poorest in this case and most of the combustion occurs on the spray surface and only moderately in the upper part of the raceway. In the case 2 the highest temperature is located on the surface of the spray, but high temperature exists also in the upper part of the raceway. In the case 3 the temperature field is the most uniform on the spray surface and the mixing is the best of these three cases. In the case 3, combustion begins already in the tuyere, which might cause wear and ablation in the tuyere walls. Combustion does not occur in the heavy oil stream, because vaporization and heating of the droplets use the excess heat.
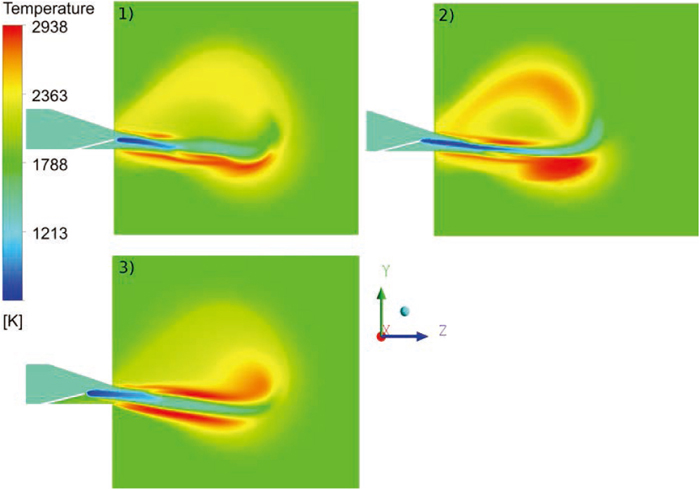
Contours of temperature in the cases 1, 2 and 3. (Online version in color.)
The domain outlet pressure level is fixed to 342 kPa, but because of the pressure drop in the coke bed the inlet pressure adjusts to the level of 360 kPa with the mass flow of 2.56 kg/s and no injection. The air blast pressure cannot be increased above 400 kPa with the existing system, so it is important to study the pressure losses in different cases. The inlet pressure varies within each case, because heavy oil vaporization and combustion increase the pressure drop. In addition the lance position has some effect on pressure, since the cross-sectional area varies in different parts of the tuyere. Figure 9 shows the change in the inlet pressure. The zero point is 366 kPa, which is the inlet pressure in the case 1. The pressure increases slightly, when the lance is moved 10 cm back from the tuyere tip, but increases drastically when the lance is moved 20 cm from the tuyere tip. The lowest pressure drop was observed in the case 1, where vaporization takes place completely in the raceway area. According to experimental results of the former Koverhar blast furnace by Helle and Saxen,37) the blast furnace pressure loss increases, when the heavy oil lance is pulled back from the tuyere tip. Our calculations show a similar behavior. The increase in the pressure drop, which was observed in the case 3, might cause problems in the actual blast furnace, where 21 tuyeres are used instead of just one.

Absolute pressure at the inlet with different lance positions.
The mole fractions of O2, H2O, H2, CO2 and CO are presented in Fig. 10. It can be seen that gasification gases move towards the tuyere nose, when the lance is moved 20 cm away from the tuyere tip. Mixing is the best in the case 3 when the lance is moved back, indicating that more oxygen is reacting and gasification starts earlier. Gasification takes place in the areas with low oxygen contents and high temperatures. Gasification reactions are endothermic and it can be seen that the areas with high CO and H2 levels also have lower temperatures and no oxygen.
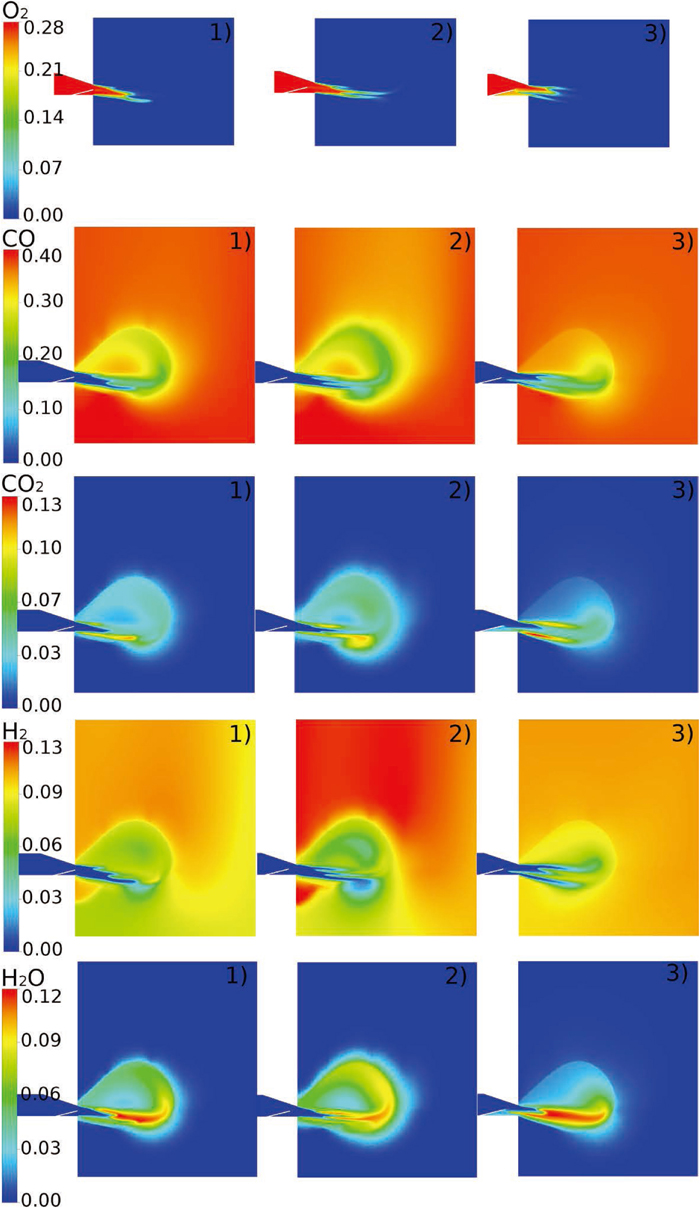
Mole fractions of O2, CO, CO2, H2 and H2O in the cases 1, 2, and 3. (Online version in color.)
According to these results the most effective lance position is 10 cm inside the tuyere. Even though the combustion is the best in the case 3, the problem is that the combustion begins inside the tuyere, which might lead to the wearing and ablation of the tuyere walls.Furthermore blast velocities over 230 m/s (case 3) cause high degradation of coke,38) producing fine coke dust and lowers the permeability in the dead man. The lance at the tuyere raceway connection is the best solution from the point of view of pressure drop and there will be no combustion inside the tuyere. The mixing in that case is the poorest and the coke bed might be reacting more than in the other two cases. This might result in an incomplete combustion and accumulation of fine particles in the coke bed. The 10 cm case is a compromise between two cases, but optimized position of the lance would need more simulations around the suggested lance position.
Based on the discussions with SSAB Raahe and also the tuyere videos (Fig. 4), the model produces similar results seen in the SSAB Raahe process. There is no visible flame when the lance is 10 cm inside the tuyere. It should be noted also that increasing the heavy oil injection rate above 100 kg/thm, with the current setting leads to unburned fuel, this causes clogging of the coke bed, leading to an unstable process. The same phenomena occur both in the actual blast furnace and the CFD model with the same injection level, which is important, when considering the reliability of the model.
Even though the auxiliary fuel is changing from heavy oil to PC, the interest is still high for liquid fuels in SSAB Raahe steel mill. In the future, if it becomes cost-effective, bio-oil is possible substitute for PC, because it is considered carbon neutral renewable fuel. Heavy oil model can be used to model bio-oil combustion, because of their similar qualities.
The work in this study focused on the development of a numerical model for the gas phase combustion for extra heavy oil. The effect of lance positioning on the heavy oil combustion in the blast furnace tuyere-raceway area was studied. Three different cases were modelled, where the lance position was varied between 0 and 20 cm from the tuyere tip. These cases have been used to determine the best injection position for the extra heavy oil in the tuyere. Combustion is modelled with the EDC model, which includes detailed chemical reaction mechanisms. Based on the results the combustion model produces realistic maximum temperature. It also produces results similar to those obtained in industrial experiments. The most effective lance position was found to be 10 cm inside the tuyere.
Anyway, mixing of the air blast with the fuel was poor in all cases, but the best results were found for the case 3. Most of the fuel is concentrated in the center of the air blast in a small area (maximum diameter 6 cm in the case 3). Pressure drop increases drastically when the lance is moved 20 cm upstream, which might cause problems in the actual blast furnace.
From the results it can be concluded that the PDF model do not work well to simulate the tuyere-raceway area combustion, because the combustion begins too early and it also takes place inside the fuel stream. This is important, because the PDF model overestimates the combustion of heavy oil, which means that the coke combustion is underestimated. This would lead to over optimistic injection levels.
The developed CFD and combustion model provides a tool for the future studies to improve understanding of the auxiliary fuel injection in a blast furnace operation. In the future cenospheres are added into the combustion model.
This work was written as a part of Finnish Metals and Engineering Competence Cluster (FIMECC)’s System Integrated Metals Processing (SIMP) program. The authors wish to acknowledge CSC-IT Center for Science, Finland, for computational resources.