Abstract
Uneven charging of burden in circumferential direction has a negative impact to stable operation of ironmaking blast furnaces. To visualize and prevent uneven charging, particle flow in bell-less top with parallel hoppers was simulated with different tilting angles of rotating chute by Discrete Element Method (DEM). The simulation revealed that the particles flowed decentering in the vertical chute, which led to circumferential imbalance in the trajectory from the rotating chute. The tendency of imbalance against the circumferential direction also differed by the chute titling angle. This tendency was also confirmed in the scaled down experimental work. As a counter measure, DEM simulations showed that after tapered vertical chute installed was improved the circumferential imbalance significantly.
1. Introduction
Blast furnaces are huge reactors used for reducing and smelting ore to produce pig iron, where coke and ore particles are supplied through the top and stacked alternately in layers, hot air is blown into the lower section and reacts with coke and iron ore is reduced. Thus, the gas flow distribution in burden has strong influence on efficiency and productivity of blast furnace operation. To control the gas flow, optimizing the burden distribution is very important. Since, many efforts such as on-site measurement and analyses, laboratory-scale experiments, and mathematical modeling and so on,1,2,3,4) were done on control of a radial distribution of ore-coke ratio (O/C) and a circumferential imbalance of burden.
A bell-less top having parallel hoppers becomes one of the most popular plant designs, but there were some reports on the uneven charging in circumferential direction caused by dynamics of particles.5,6,7) The particles, which are discharged from hopper, have the horizontal velocity during passing through the funnel, thus they deviate from the center of the furnace easily. This deviation leads to the circumferential imbalance of the particle trajectory from the rotating chute. This unwished circumferential imbalance has a negative impact to stable operation of blast furnace. However, the dynamics of particle behavior in the rotating chute leading to the circumferential imbalance have not been fully analyzed yet. Recently, DEM8) has been developed for the powerful simulation tool for analyzing particle behavior, and applied to simulate and visualize particle flow in the blast furnace top charging system.9,10,11,12,13,14) The authors have already reported its high potential to be an optimizing tool for burden distribution control. Therefore, this simulation can clarify the circumferential imbalance of the particle trajectory.
In this study, the particle flow in the vertical chute via the funnel was simulated to investigate decentering of particle flow by using DEM. The flow in the rotating chute was evaluated under the various conditions of chute tilting angle, and circumferential imbalance of particle trajectory was investigated. The simulation results were also confirmed by a scaled-down model test. The effect of vertical chute shape on particle decentering was discussed to improve the imbalance.
2. Discrete Element Method
DEM is one of the most famous numerical methods for simulating the motion of a large number of particles. Basically, particles are dealt as spheres. The contact forces, which act on each particle, are computed, and then particles’ velocity and position are updated within a small time-step. Unlike a continuum analysis of the finite element method, DEM is suitable for analyzing the dynamic behavior of the individual granular flow. Generally, the simple contact models (Voigt model and Coulomb’s friction rule) are used to compute a normal contact force, Fn, and a tangential contact Force, Ft, as follows.15)
|
F
n,ij
=(
K
n
Δ
u
n,ij
+
η
n
Δ
u
n,ij
Δt
)
n
ij
| (1) |
|
F
t,ij
=
min{
μ|
F
n,ij
|
t
t,ij
,[
K
t
(
Δ
u
t,ij
+Δ
ϕ
ij
)
+
η
t
(
Δ
u
t,ij
+Δ
ϕ
ij
Δt
)
]
t
ij
}
| (2) |
Where, K and η are the spring and the damping coefficients. Δu and Δϕ are a relative translational displacement of the gravitational center between two particles and a relative displacement at the contact point caused by particle rotation. μ is the frictional coefficient. nij and tij denote the unit vector from i-th particle to j-th one in the normal and the tangential components. The subscript n and t also denote the normal and the tangential components. The translational and rotational motions of each particle are updated by following equations:
Where v is the vector of a particle velocity, F is the contact force acting on a particle, m and g are the mass of a particle and the gravitational acceleration, ω is the vector of angular velocity, and M and I denote the moment caused by the tangential force and the moment of inertia.
3. Outline of Particle Flow in Bell-less Top
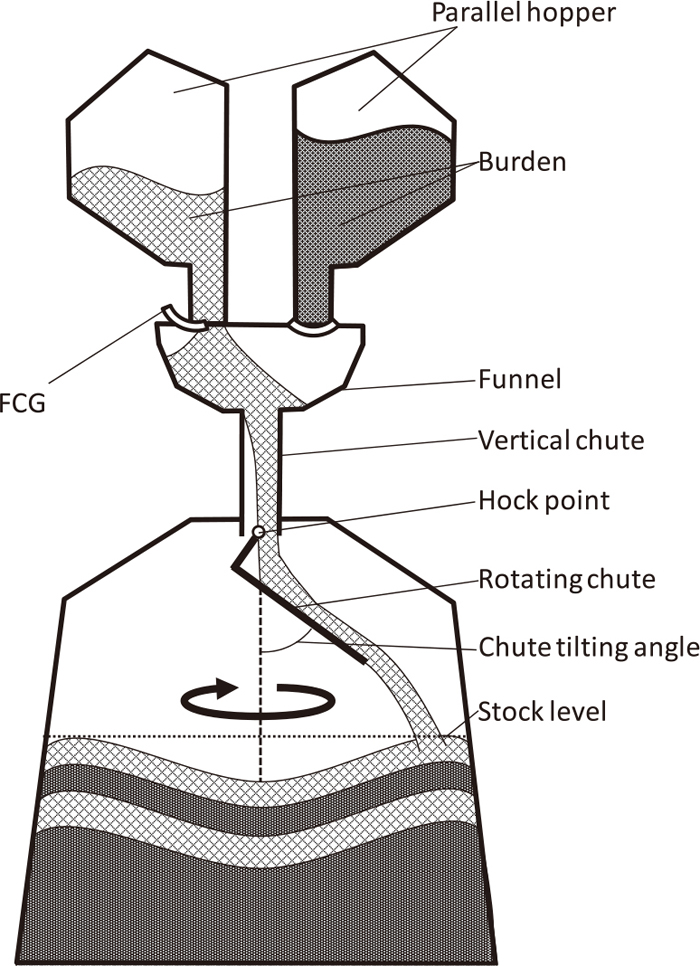
Figure 1 shows a schematic illustration of particle flow in the bell-less top charging system. The particles are discharged from the flow control gate (FCG) of parallel hopper. The bottom angle of the funnel is in a range from 15 to 25 deg and is smaller than the dynamic repose angle of particles, thus the particles accumulates in the funnel. This accumulation absorbs dropping impact of particles and prevents the funnel bottom from wearing. Then, the particles pass through the vertical chute, and drop to the rotating chute. After discharging from the chute tip end, particles finally land on the stock surface of the furnace. The tilting angle of rotating chute is changed during charging to control dropping position and the burden distribution.
4. Simulation Conditions
4.1. Particle Flow in Funnel
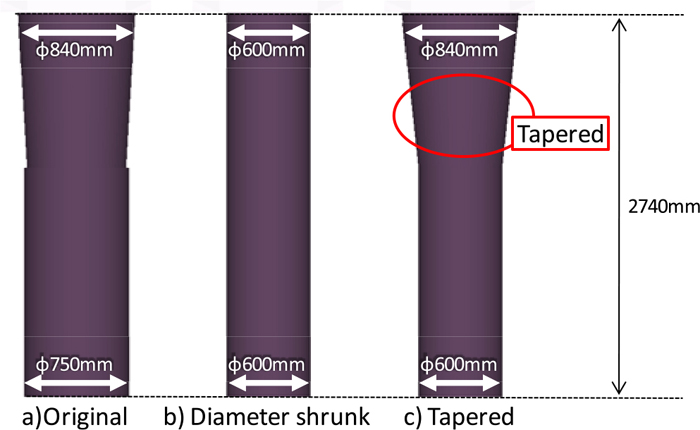
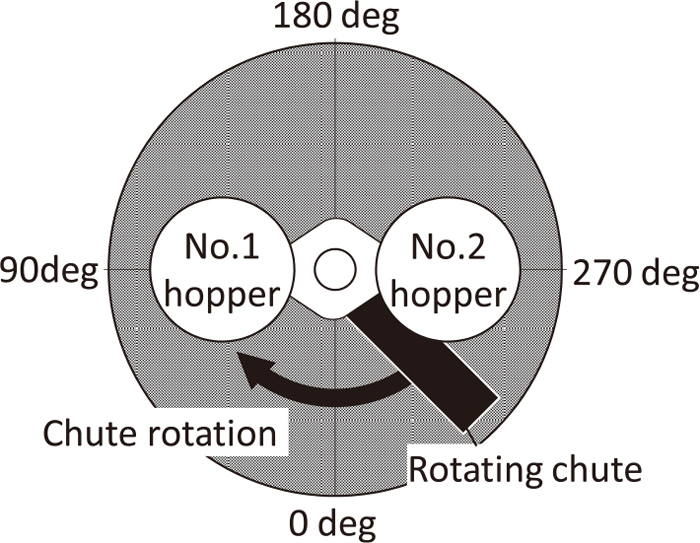
The height and width of the funnel were about 1500 mm and 4000 mm. The length of vertical chute was 2740 mm. Three conditions of vertical chute shape were examined, i.e. original shape (Fig. 2(a)), diameter shrunk shape (Fig. 2(b)), and tapered shape (Fig. 2(c)). Particles were discharged from No.1 hopper, which is equipped in 90 deg direction as shown in Fig. 3. The flow rate of coke and ore were set at 0.53 m3/s and 0.76 m3/s, respectively, these values were based on the actual blast furnace operation. The particle properties are tabulated in Table 1. The charging duration time was 30 s. The particle position and the velocity at hock point level were examined to clarify the decentering particle flow.
Table 1. Particle properties used in DEM.
| Coke | Ore |
|---|
| Diameter [mm] | 30–55 | 20–37.5 |
| Particle density [kg/m3] | 1050 | 3300 |
| Poisson’s ratio [−] | 0.22 | 0.25 |
| Young’s modulus [GPa] | 0.54 | 3.50 |
| Friction coefficient [−] | 0.77 | 0.43 |
| Total number of particles [−] | 219726 | 1636002 |
The rotating chute was about 4400 mm in length and 800 mm in width. The rotational speed was 8 rpm, and the chute-rotating direction was clockwise as shown in Fig. 3. The chute tilting angle condition was changed as 30, 35, 40, 45 and 50 deg. The particle discharging behavior from the rotating chute was simulated during two rotations in each tilting angle, and the main flow position and the mass distribution of particle trajectory from the rotating chute were analyzed at 5.5 m bellow the hock point to clarify the circumferential imbalance of trajectory.
5. Experimental Conditions
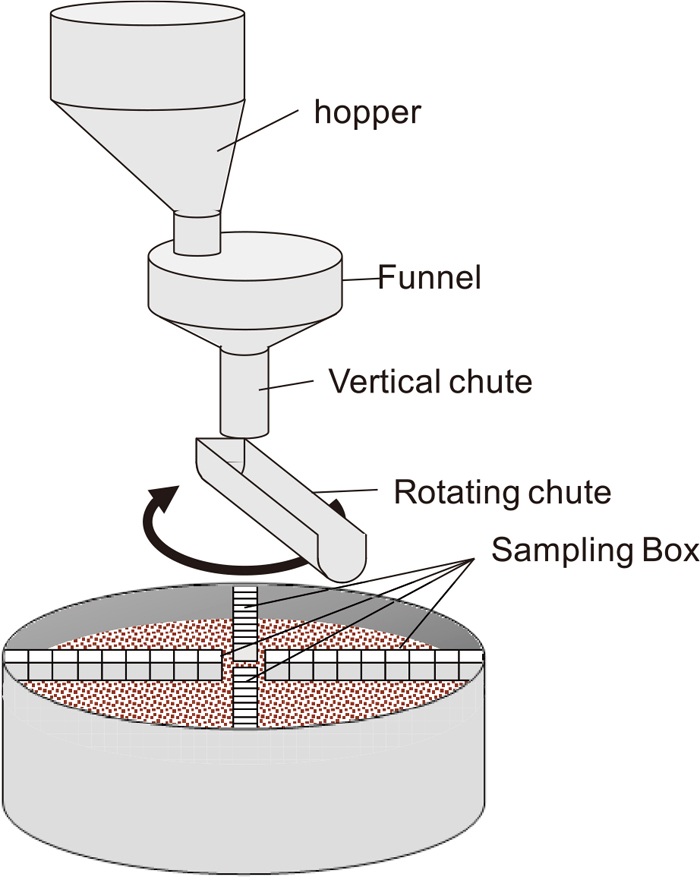
Model test was carried out for verification of the simulated results. Figure 4 shows the schematic illustration of the experimental apparatus. The experimental apparatus is about 1/5 scale of actual blast furnace. The experimental conditions were decided based on the scale factor of the experimental apparatus. Coke particles having 10–15 mm in diameter were discharged from hopper under 2.12 kg/s. Particles discharged from rotating chute were collected in sampling box, which were set bellow the rotating chute in 0, 90, 180, and 270 deg direction. Particle flow position in each direction is examined from particle mass in sampling box.
6. Results and Discussions
6.1. Analysis of Particle Flow in Case of Original Shape of Vertical Chute
Figure 5 shows snapshots of particle behavior in the funnel and the vertical chute in case of original shape of vertical chute. The particle colors designate their size; i.e. red: 55 mm, green: 40 mm and yellow: 30 mm. Initially, the particles accumulate on the bottom of the funnel, and then particles flow into the vertical chute. The particle flowing position in the vertical chute is found near the right-side wall. Figure 6 shows the distribution of flow position at the outlet of the vertical chute. Both coke and ore particles’ flowing positions are significant decentering to the opposite direction of No.1 hopper.
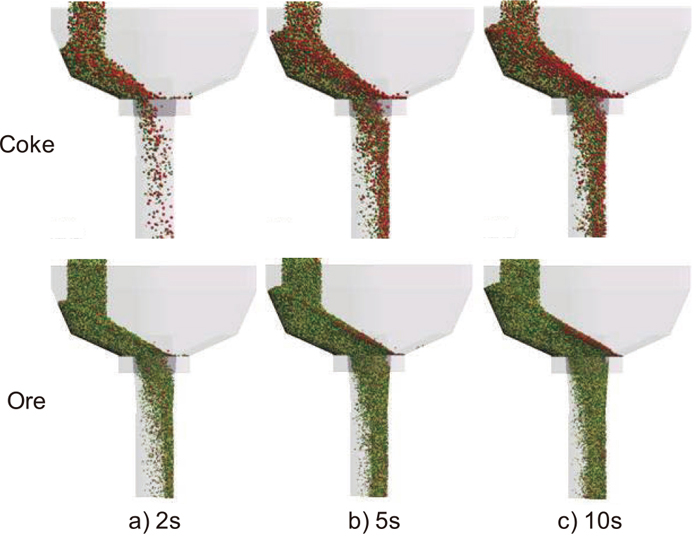
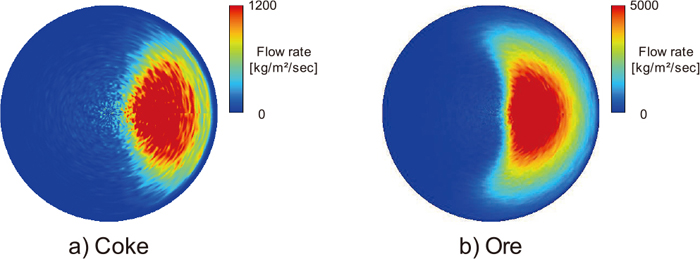
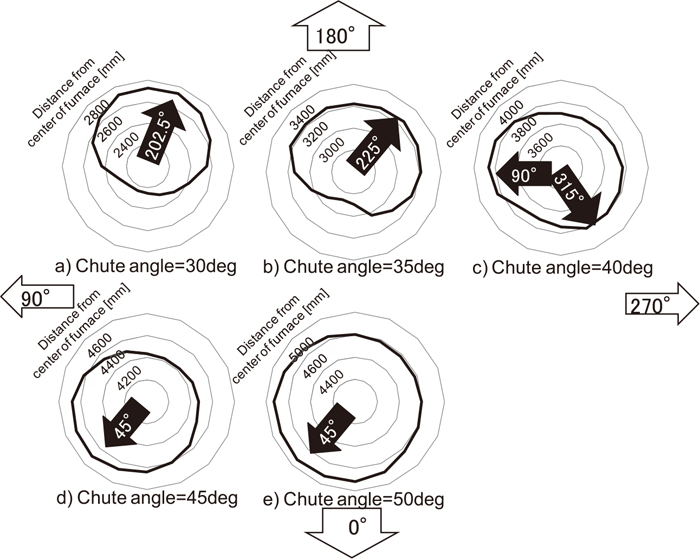
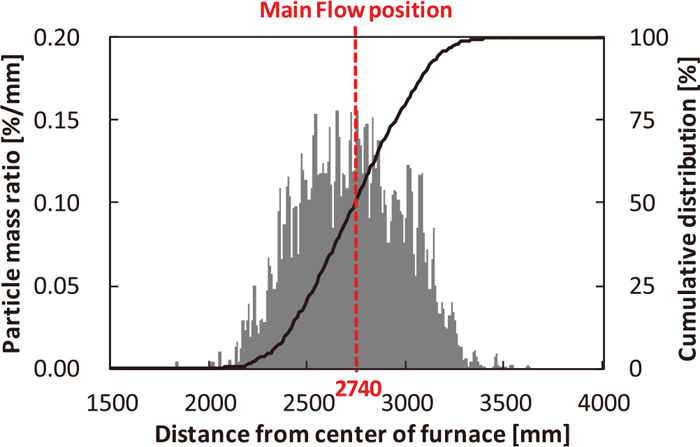
Figure 7 shows an example of mass distribution of particle trajectory discharged from rotating chute, and the cumulative distribution is also shown in the graph. The main flow position of particle trajectory was determined at 50% of the cumulative distribution, and calculated at a circumferential interval of 22.5 deg. Figure 8 shows the circumferential changes of the main flow position of particle trajectory. The black allows represent outermost directions for the different chute tilting angle. The circumferential main flow position is fluctuated very much because of the decentering of particle flow in the vertical chute. It is also found that the tendency of main flow position against the blast furnace circumferential position is changed as the chute tilting angle, i.e. when the chute tilting angle is lower than 35 deg, the main flow position shifts toward 202.5 or 225 deg in circumferential position. On the other hand, it shifts toward 45 deg direction when the tilting angle is larger than 45 deg. This is very interesting result and never reported before.
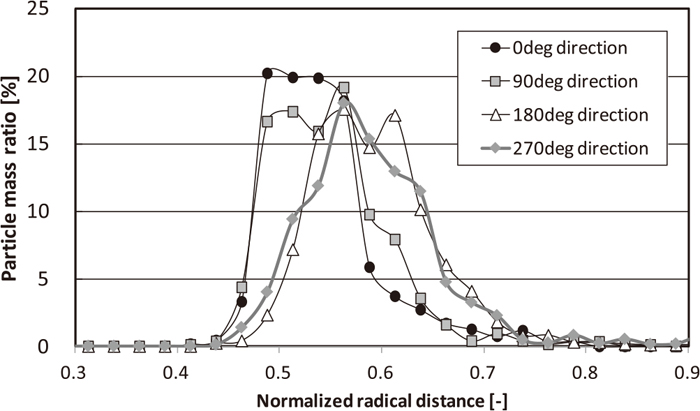
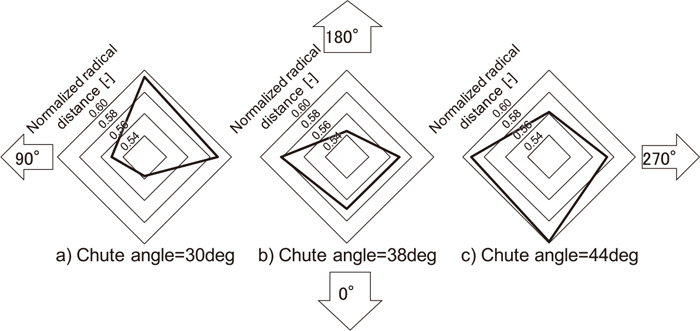
The simulated circumferential imbalance of particle flow position is confirmed by an experiment. Figure 9 shows an example of particle mass distribution in sampling box. The distribution and its peak differ by circumferential direction. It means that the circumferential imbalance of particle came up in the experimental work. Figure 10 shows particle main flow positions for three different conditions of chute tilting angle. The main flow positions at 180 and 270 deg in circumferential direction shift toward the sidewall when the chute tilting angle is 30 deg. On the other hand, it shifts toward the center of furnace when the tilting angle is larger than 38 deg. The measured tendency of circumferential imbalance is equal to simulation result.
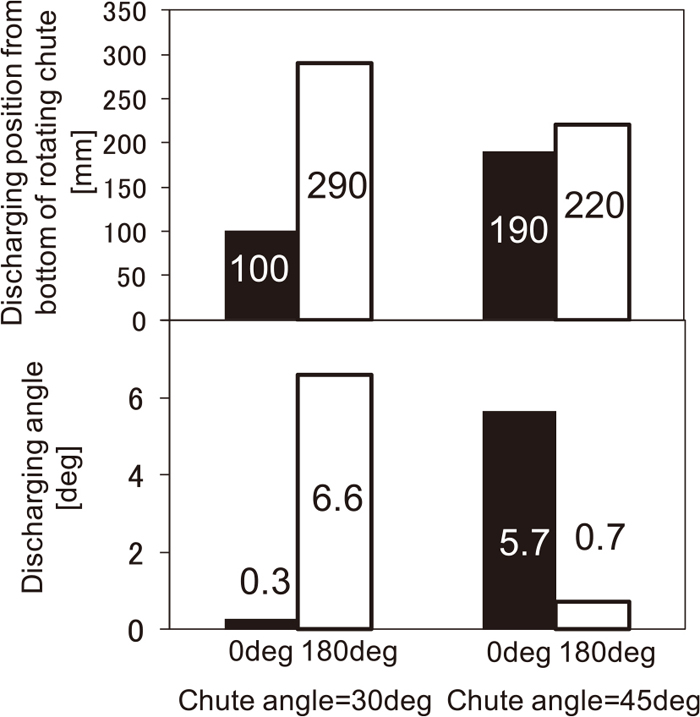
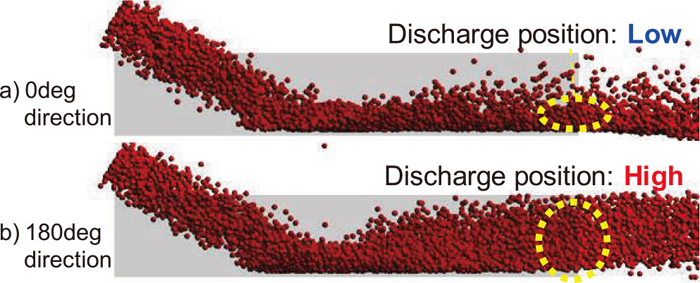
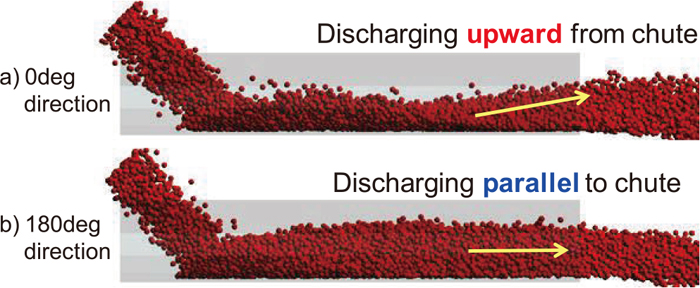
In order to clear up the cause of the circumferential imbalance of particle trajectory, the forces acting on particles in the rotating chute was evaluated. Figure 11 shows the front view of particle flow in the rotating chute whose tilting angle is 30 deg. When particles fall onto the chute, particles are forced by a curvature of the chute and they move to opposite of the chute. Then particles are forced by a centrifugal force during passing through the chute. When the chute is positioned at 180 deg direction, the force from curvature of the chute acts in the same direction to the centrifugal force. Figure 12 shows the main flow position and the angle of discharging particles flow at the chute outlet under the different circumferential position. They are totally different, and this difference is also confirmed in Fig. 13, which shows the side view of flowing particles in the rotating chute. Because forces act on the same direction, discharging position of particles becomes higher, and the trajectory of particles shifts toward the outward of the furnace. On the other hand, these forces work to the opposite direction on the chute at 0 deg in the circumferential position. Thus discharging position of particle becomes lower than that in the case of 180 deg position chute, and trajectory of particles shifts toward the center of furnace. Figure 14 shows particle flow in rotating chute whose tilting angle is 45 deg. Difference of particle’s middle position is same tendency of the case of 30 deg chute angle. However, increasing of chute angle prolongs a residence time of particle in the rotating chute, and this increase affects to the balance of forces. The long residence time decreases the difference of particle discharging position, and increases the difference of discharging angle. At the case of 180 deg in circumferential position, the particles are discharged parallel to the chute. On the other hand, the particles at middle position in the chute become lower at 0 deg in circumferential position, however they discharged upward from chute because the particle start to be pressed up against the chute sidewall due to the centrifugal force. As the result, particle trajectory shifts toward outward.

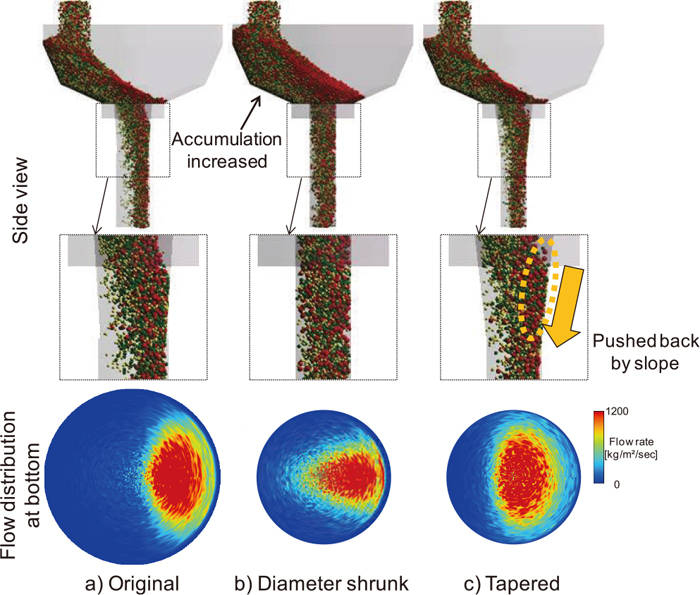
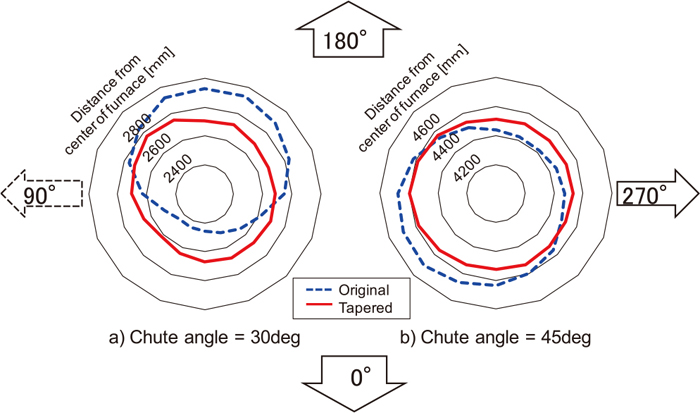
According to above analysis, preventing decentering particle flow is very important issue to keep the balance of circumferential burden distribution. To determine the effective solution, an influence of vertical chute shape on particle flow is evaluated. Figure 15 shows an effect of chute shape on particle flow. The case of diameter shrunk is not effective to control decentering. Moreover, it has a high possibility of the chute blockade because of high accumulation. On the other hand, the tapered shape works better to control decentering without the blockage, because particles are pushed back by slope of tapered vertical chute. Figure 16 shows the effect of chute shape on particle trajectory from rotating chute. The tapered shape is effective for improving the circumferential imbalance because of the controling decentering of particle flow in the vertical chute.
7. Conclusion
The particle flow in bell-less top having parallel hoppers was simulated by DEM. The uneven particle trajectory in the circumferential direction and its solution were discussed. The summaries are as follows:
(1) The particles were easy to decenter when they passed through the present design of the vertical chute.
(2) The particle decentering behavior in the vertical chute leads to circumferential imbalance of trajectory discharged from the rotating chute, and this behavior of circumferential imbalance of trajectory differs by the chute tilting angle. The simulated circumferential imbalance of particle flow position is confirmed by an experiment.
(3) The reason why circumferential imbalance of trajectory comes up is that the direction of forces acting on particle in the rotating chute changes by chute direction, and residence time of particle in the rotating chute changes by chute angle.
(4) Installing tapered vertical chute is one of solutions for improving decentering particle in vertical chute and the circumferential imbalance.
References
- 1) Y. Okuno, S. Matsuzaki, K. Kunitomo, M. Isoyama and Y. Kusano: Tetsu-to-Hagané, 73 (1987), 91.
- 2) T. Sato, T. Nouchi, K. Takeda and H. Kamano: Tetsu-to-Hagané, 86 (2000), 648.
- 3) S. Watakabe, K. Takeda, H. Nishimura, S. Goto, N. Nishimura, T. Uchida and M. Kiguchi: Tetsu-to-Hagané, 92 (2006), 901.
- 4) M. Kadowaki, H. Mio, S. Matsuzaki and K. Kunitomo: CAMP-ISIJ, 24 (2011), 100, CD-ROM.
- 5) Y. Matsui, A. Kasai, K. Ito, T. Matsuo, S. Kitayama and N. Nagai: ISIJ Int., 43 (2003), 2177.
- 6) J. Xu, S. L. Wu, M. Y. Kou, L. H. Zhang and X. B. Yu: Appl. Math. Model., 35 (2011), 1439.
- 7) H. T. Zhao, M. H. Zhu, P. Du, S. Taguchi and H. C. Wei: ISIJ Int., 52 (2012), 2177.
- 8) P. A. Cundall and O. D. L. Strack: Geotechnique, 29 (1979), 47.
- 9) H. Mio, S. Komatsuki, M. Akashi, A. Shimosaka, Y. Shirakawa, M. Kadowaki, S. Matsuzaki and K. Kunitomo: ISIJ Int., 49 (2009), 479.
- 10) H. Mio, M. Kadowaki, S. Matsuzaki and K. Kunitomo: Miner. Eng., 33 (2012), 27.
- 11) S. Wu, M. Kou, J. Xu, X. Guo, K. Du, W. Shen and J. Sun: Chem. Eng. Sci., 99 (2013), 314.
- 12) T. Mitra and H. Saxen: ISIJ Int., 53 (2013), 2028.
- 13) Y. Yu and H. Saxen: Powder Technol., 262 (2014), 233.
- 14) S. Liu, Z. Zhou, K. Dong, A. Yu, D. Pinson and J. Tsalapatis: Steel Res. Int., 86 (2015), 651.
- 15) H. Mio: Doctoral thesis, Tohoku University, (2003), http://hdl.handle.net/10097/8343, (accessed 2016-10-24).