Abstract
Super invar cast steel, 32mass%Ni-5mass%Co, with an excellent low thermal expansion coefficient exhibits very low Young’s modulus due to a course solidified columnar structure with <100> austenite texture. For the improvement of the low Young’s modulus, a novel heat treatment consisted of subzero treatment and subsequent annealing was applied to stimulate microstructure evolution accompanied with texture variation. Lenticular martensite preferentially formed along a dendrite structure with lower Ni concentration after subzero treatment at liquid nitrogen temperature and then reversed into austenite again by the subsequent annealing above 873 K via diffusionless shear mechanism, that is, martensitic reversion took place. Since the martensitic reversion realizes a crystallographic reversibility, the course columnar structure at initial state was reconstructed after the completion of reversion. Furthermore, the course structure formed via martensitic reversion recrystallized to equiaxed fine-grained structure when the annealing temperature became higher, because high density dislocations in martensitic reversed austenite caused by the invariant lattice deformation on two directional martensitic transformations drives the austenite recrystallization. The recrystallization leads to the formation of fine-grained austenitic structure with random orientation, and as a result, Young’s modulus of super invar cast steel was improved to be as high as the forged one without any plastic deformation process.
1. Introduction
Invar alloy, Fe–36%Ni, and super invar alloy, Fe–32%Ni–5%Co (% = mass%) have been widely used in many parts of precision equipment, which requires sophisticated dimensional tolerance owing to the very low coefficient of thermal expansion. In particular, super invar alloys are frequently used in the frameworks of semiconductor and liquid crystal exposure equipment because high accuracy on nanometer scale is needed for their fabrication in order to suppress a slight shift in machining. Recently, to further increase the size of the frameworks leading to the improvement of accuracy and production throughput, the super invar alloy has been applied to large cast products with complicated shaped ribs. When these types of alloys are used to cast products, attention should be payed to the texture developed through solidification. In addition to an essentially low Young’s modulus due to a high nickel content,1) the super invar alloy preferentially develops a solidified columnar crystal structure with <100> texture,2,3,4) which results in a significant lowering of Young’s modulus. That is, the low Young’s modulus is a serious disadvantage when using the super invar alloy as a structural material.
In general, the texture developed through solidification can be changed by recrystallization and/or phase transformations. However, recrystallization never occurs unless plastic deformation occurs, and thus, the recrystallization technique is not appropriate for cast products. On the other hand, in order to obtain austenitic structure with random orientation through phase transformations, it is more effective to employ the fcc-bcc forward transformation and subsequent bcc-fcc reverse transformation (fcc: face-centered cubic, bcc: body-centered cubic). Tomimura et al.5) discovered that ultrafine-grained austenite can be obtained in metastable Fe–18%Cr–9%Ni austenitic alloy through a unique thermomechanical treatment consisting of deformation-induced martensitic transformation by severe cold rolling and the subsequent austenite reversion during short period annealing at around 700°C. Unfortunately, plastic deformation is needed to promote the fcc-bcc martensitic forward transformation even in this process. Meanwhile, Krauss and other researchers6,7,8,9) reported that subzero treatment at 77 K (liquid nitrogen) causes austenite to transform to martensite, even in Fe–(25–33)%Ni austenitic alloys, which have relatively high austenite stability, and the martensite reverses to austenite by the subsequent annealing. It should be noted here that austenitic reversion takes place via a diffusionless shear mechanism. That is, not only fcc-bcc forward transformation but also bcc-fcc reverse transformation occurs via the martensitic transformation in these alloys. Consequently, the prior austenitic structure is preferentially reconstructed owing to the reversibility of the crystal orientation on the two directional martensitic transformations. Therefore, if phase transformations occur through subzero treatment and subsequent annealing, the solidification texture formed in super invar cast steel may not be eliminated.
It is also known that martensitic reversion occurs not only in the invar alloys but also in other high-alloy steels, such as maraging steel.10,11) Maraging steel is a martensitic steel characterized by a high Ni content similar to that of the invar alloy, and bcc-fcc martensitic reversion develops both the strength and toughness of the martensite matrix. The austenite formed via bcc-fcc martensitic reversion contains a high dislocation density due to invariant lattice deformation and later transforms to martensite with good toughness by ausforming-like effect after quenching. This toughening method caused by martensitic reversion is called “unrecrystallized solution treatment” It was further reported that the martensitically reversed austenite is statically recrystallized by prolonged austenitization.11) This effect results in a considerable degradation of the toughness of as-quenched martensite, although the grain size prior austenite was refined by recrystallization (recrystallized solution treatment). Therefore, if the austenite recrystallization behavior induced by the martensitic reversion is controlled, the solidified columnar crystal structure with <100> texture can be eliminated using only heat treatment, leading to the improvement of the low rigidity of the super invar cast steel.
In this study, for the improvement of rigidity of the super invar cast steel without any plastic deformation, microstructural evolution through martensitic transformation by subzero treatment, martensitic reversion by annealing treatment, and recrystallization was investigated. Furthermore, the variation of the Young’s modulus corresponding to microstructural evolution was verified.
2. Experimental Procedure
A 30 kg cast ingot of super invar alloy with chemical compositions listed in Table 1 was used in this study. The material was melted in an air atmosphere using a high-frequency induction heating furnace and then gradually cooled to 1723 K, followed by casting in a Y-shaped sand mold (JIS G 0307). Dilatometer testing (DIL-402C, NETZECH) with a cylindrical piece of φ 5.0 × 20 mm3 taken from the central part of the cast ingot revealed that the start temperature of the fcc–bcc martensitic transformation, Ms, and the start and finish temperatures of the bcc–fcc reverse martensitic transformation, As and Af, of this material is 211 K, 733 K, and 853 K, respectively. Specimens of size 7.0 × 16 × 125 mm3 taken from the Y-shaped ingot (as-cast material) shown in Fig. 1 were subzero-treated at 77 K using liquid nitrogen for 3.6 ks (subzero-treated material). Thereafter, the subzero-treated material was annealed at 873 K and 1103 K for 7.2 ks and then quenched in water (873 K and 1103 K annealed materials). The above heat treatment process is illustrated in Fig. 2. The microstructure of these two annealed materials was observed by optical microscopy (DP20, OLYMPUS). The cross-sectional surface perpendicular to the observation direction shown in Fig. 1 was mechanically ground with emery papers up to #1200 and polished with diamond abrasives for sample preparation. The polished mirror surface was etched for 20 s at room temperature with a marble solution, Cu2SO4·5H2O : HCl : H2O = 10 g : 50 ml : 50 ml. The average austenite grain size was evaluated using the planimetric method according to JIS G 0551. The chemical composition profile of micro-segregation in a solidified structure was measured by using an electron probe micro analyzer (EPMA: JXA-8100, JEOL Ltd.) at acceleration voltage 15 kV and step size 2.0 μm with the specimens for optical microscopy. The Young’s modulus of each specimen was evaluated using the resonance method. The resonance frequency λ (Hz) was measured by longitudinal vibration along the dotted arrow shown in Fig. 1 using an oscilloscope (ONO SOKKI). Thereafter, Young’s modulus E (Pa) was calculated from the obtained λ using the following equation:
|
E=0.9467×
(
L
h
)
3
×(
M
w
)
×
λ
2
|
where,
L,
h,
w, and
M indicate the length (m), thickness (m), width (m), and mass (kg) of the specimen, respectively. The crystal texture was characterized by an X-ray diffractometer with Co K
α as the radiation source (RINT-2500H, RIGAKU). A specimen of size 16 × 25 × 3.0 mm
3 was cut from the center of each plate sample while keeping a surface perpendicular to the dotted arrow shown in
Fig. 1 for the measurement. The surface was electro-polished after it was prepared similar to the sample preparation method for optical microscopy. The current and voltage were set to 100 mA and 30 kV, respectively, and diffraction angle 2
θ was moved from 45° to 130°. The texture of the crystals was evaluated by the orientation index.
Table 1. Chemical composition of a super invar alloy used in this study (mass%).
| C | Si | Mn | P | S | Ni | Co | Fe |
|---|
| material | 0.008 | 0.12 | 0.27 | 0.004 | 0.003 | 31.98 | 5.70 | Bal. |
3. Results and Discussion
3.1. Inhomogeneous Martensitic Transformation Caused by Microsegregation
Figure 3 shows optical micrographs of (a) as-cast and (b) subzero-treated materials. Subzero-treated material have no phase transformations upon cooling after solidification; therefore, a coarse-grained columnar austenitic structure was developed in the as-cast material. On the other hand, subzero treatment below the Ms temperature promoted a partial martensitic transformation, and consequently, a dual phase structure consisting of lenticular martensite and untransformed austenite was observed in the subzero-treated material. Microstructural observations over a wider area revealed that the phase fraction of the lenticular martensite was approximately 70%, and its distribution was unique. In general, coarse primary plates of lenticular martensite grow from one end to the other of an austenite grain, and the fine secondary plates develop to fill the space of the primary plates.12) However, by sketching the distribution of lenticular martensite (see Fig. 3(c)), it was found that it was not affected by the austenite grain boundaries. This suggests that micro-segregation developed in the cast steel had an influence on the martensite distribution. In order to investigate the micro-segregation, a chemical composition analysis was conducted using EPMA equipped with SEM. Figure 4 shows (a) an optical micrograph of subzero-treated material that was deeply etched to emphasize the difference between martensite and austenite and (b) Ni concentration distribution obtained by EPMA analysis. The analyzed line corresponding to the untransformed austenite region is shown by the black arrow in Fig. 4(a) and the hatched areas in Fig. 4(b). Each lenticular martensite grain was developed in isolation, and untransformed austenite remained in the gap between the lenticular martensite grains. EPMA analysis clearly revealed that the Ni concentration varied over a wide range of approximately 30% to 34% depending on the location; moreover, it was concentrated in the untransformed austenite. This result suggests that the Ni concentration is locally enriched by micro-segregation, causing austenite stabilization to increase by decreasing the Ms temperature. In addition, considering that the Ni concentration is approximately 32.7% at every boundary between the lenticular martensite and untransformed austenite, this might be the critical Ni concentration to decrease the Ms temperature below 77 K in this type of steel. Meanwhile, the micro-segregation of Co hardly occurred.

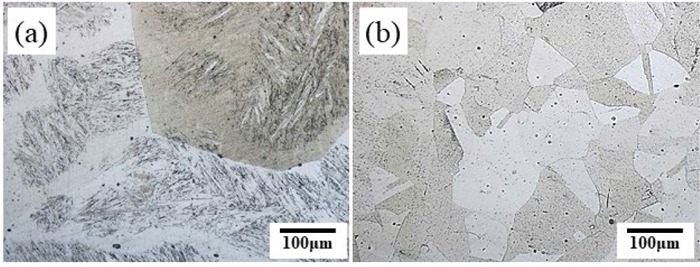
Figure 5 shows optical micrographs of (a) 873 K and (b) 1103 K annealed materials. When the subzero-treated specimens were annealed above the Af temperature, all lenticular martensite was reversely transformed to austenite, and consequently, the austenitic single-phase structure was restored. Indeed, X-ray diffraction analysis proved that both annealed materials have austenitic single phase; however, the microstructure varied significantly depending on the annealing temperature. Coarse austenite grains were observed in the 873 K annealed material, similar to the microstructure of the as-cast material. This indicates that the coarse austenite grains were reconstructed through the transformation sequence, that is, the fcc-bcc martensitic transformation and the subsequent bcc–fcc martensitic reverse transformation. In addition, the microstructural traces of lenticular martensite that existed before martensitic reversion could be observed in the coarse austenite grains. Krauss6) and Maki et al.13) similarly reported that microstructural traces, the so-called ghost image, were formed by bcc–fcc martensitic reversion in high-Ni austenitic steels. As the reason for the formation of ghost images in optical microscopy, one of the authors proposed that the martensitically reversed austenite having high-density dislocations may be preferentially etched.13,14) On the other hand, in 1103 K annealed material, neither coarse austenite grains nor ghost images were observed, and fine and equiaxed grained austenitic structure was developed. From these microstructural observations, it is concluded that the static recrystallization of martensitically reversed austenite occurred.
However, Maki et al.13) reported that the austenite recrystallization induced by martensitic reversion did not achieve a significant grain refinement. This was because the recrystallized austenite grains preferentially formed at grain boundaries of the initial austenitic structure, and the density was not very high. Because the recrystallization is driven by the difference in dislocation density, the recrystallized grains would preferentially nucleate at the boundaries between the untransformed austenite with lower dislocation density and the reversed austenite with higher dislocation density in this study. The volume fraction of martensite reached 85% after subzero treatment in the Fe-33%Ni alloy used in Maki’s study. As a result, the austenite nucleation sites are limited near the grain boundaries of the initial austenitic structure, resulting in the lowering of the nucleation site density for austenite recrystallization. In contrast, as lenticular martensite grains were developed due to micro-segregation in this study, the boundary between untransformed austenite and lenticular martensite is densely developed within austenite grains (Figs. 3(b), 3(c) and 4(a)). Consequently, the nucleation site for austenite recrystallization was significantly increased, and thus, a fine austenitic structure was formed. In fact, the formation of recrystallized austenite grains was confirmed inside the prior austenite grains after annealing at an intermediate temperature of 973 K for 7.2 ks, as shown in Fig. 6.

From these results, the austenite grain refinement process in super invar cast steel through subzero and subsequent annealing treatments are schematically illustrated in Fig. 7. As mentioned above, not only the volume fraction but also the inhomogeneous distribution of lenticular martensite caused by micro-segregation are important factors in increasing the density of nucleation sites for austenite recrystallization. Therefore, it is necessary to investigate their detailed effects in the future.

For example, the whole optical images of (a) as-cast and (b) 1103 K annealed materials are shown in Fig. 8 to prove the effectiveness of the grain refinement process. It was clearly observed that the coarse-grained columnar austenitic structure developed by the solidification was eliminated and became much finer austenite grains after recrystallization. The mean grain size was refined from 1670 μm in the as-cast material to 101 μm in the 1103 K annealed material. That is, the unique heat treatment applied in this study is an effective method to refine the austenite grain size of super invar cast steel one-tenth or less without any plastic deformation.
3.3. Influence of Young’s Modulus on Texture
Table 2 shows the orientation intensity measured by X-ray diffractometer of as-cast, 1103 K annealed and forged materials. The coarse-grained columnar austenitic structure in the as-cast material had a clear (200) texture. On the other hand, (111), (220), and (311) were strongly observed in 1103 K annealed material in addition to (200), which indicates that the fine austenite grains were randomly oriented by recrystallization. Table 3 shows the Young’s modulus evaluated by the resonance method in as-cast, 1103 K annealed, and forged materials. The forged material was hot forged at 1423 K by 94% area reduction and then held at 1103 K for 7.2 ks followed by water cooling. Young’s modulus of the as-cast material with a clear (200) texture was very low at 118 GPa, while the 1103 K annealed material with random texture had a higher value of 134 GPa. Masumoto et al.2) investigated the orientation dependence of Young’s modulus of super invar alloy using a single crystal and reported that the Young’s modulus is approximately 58 GPa, which is much lower than those of (111) and (220). That is, Young’s modulus of super invar cast steel could be improved by the elimination of the (200) texture, which has a lower Young’s modulus, through recrystallization. Considering that the Young’s modulus of the 1103 K annealed material was improved to be as high as the forged material, it can be concluded that this process is very beneficial for the improvement of the Young’s modulus.
Table 2. Orientation index by XRD analysis in as-cast, 1103 K annealed, and forged materials.
| Crystal plane | γ-Fe |
|---|
| (111) | (200) | (220) | (311) | (222) |
|---|
| 2θ [deg] | 50.9 | 59.6 | 89.5 | 111.4 | 119.2 |
| as-cast material | – | 4.42 | 0.03 | – | – |
| 1103 K annealed material | 0.84 | 0.83 | 1.85 | 1.35 | 0.18 |
| forged material | 1.02 | 1.53 | 0.52 | 1.18 | 0.29 |
Table 3. Result of Young’s modulus in as-cast, 1103 K annealed, and forged materials.
| Y block | forged material |
|---|
| as-cast material | 1103 K annealed material |
|---|
| Young’s modulus (GPa) | 118 | 134 | 135 |
Figure 9 shows the change in Young’s modulus of the super invar cast steel as a function of the annealing temperature after subzero treatment. The Young’s modulus was hardly changed by annealing just above Af, where martensitically reversed austenite was maintained. However, it was significantly improved when the annealing temperature was higher than 950 K. Since the early stage of austenite recrystallization was observed at 973 K (as shown in Fig. 6), the improvement in Young’s modulus corresponds to the beginning of orientation randomization by recrystallization. Furthermore, as the annealing temperature increased above 1103 K, the Young’s modulus was saturated at approximately 134 GPa. From this result, it can be understood that further increasing the annealing temperature after the completion of austenite recrystallization causes grain growth, but has a small influence on both the crystal orientation and Young’s modulus.

The grain refinement leading to the development of Young’s modulus could also be confirmed in production with larger volume. However, the shape and solidification conditions may affect the micro-segregation behavior of the products, leading to variation in the fraction and distribution of martensite. Therefore, further investigation should be conducted to clarify the relationship between the fraction of martensite and Young’s modulus. Furthermore, the mechanism of recrystallization of martensitically reversed austenite may be classified not as nucleation and growth type but as bulging one.13,15,16) Therefore, the mechanism of randomization of crystal orientation during the bulging recrystallization should also be discussed through careful microstructural characterization.
4. Conclusion
To improve the low Young’s modulus in super invar cast steel, the microstructural evolution and the corresponding variation of the Young’s modulus via martensitic reversion and subsequent recrystallization were investigated. The results obtained are as follows:
(1) The distribution of Ni concentration is inhomogeneous in the super invar cast steel due to micro-segregation. Lenticular martensite promoted by subzero treatment prefers to form along the dendrite with low Ni concentration, independent of the austenite grain structure.
(2) When the super invar cast steel is annealed just above the finish temperature of martensite reversion, a coarse columnar austenite grain structure, similar to the solidification state, is reconstructed.
(3) As the annealing temperature increases, the recrystallization of austenite takes place by high-density dislocations in martensitically reverse transformation with austenite as driving force. The boundaries between untransformed austenite and reversed austenite tend to act as preferential nucleation sites for austenite.
(4) The austenite recrystallization results in the elimination of texture formed through solidification, which leads to crystal orientation randomization. As a result, the Young’s modulus of super invar cast steel is developed to be as high as that of the forged steel.
References
- 1) S. Chikazumi: Physics of Ferromagnetism, Vol. 2, Shokabo, Tokyo, (1984), 142 (in Japanese).
- 2) H. Masumoto, M. Kikuchi and S. Sawaya: J. Jpn. Inst. Met., 33 (1969), 1299 (in Japanese). https://doi.org/10.2320/jinstmet1952.33.11_1299
- 3) N. Tsuji, H. Takebayashi, T. Takiguchi, K. Tsuzaki and T. Maki: Acta Metall. Mater., 43 (1995), 755. https://doi.org/10.1016/0956-7151(94)00263-H
- 4) Y. Shirakawa, Y. Tanji, H. Moriya and I. Oguma: J. Jpn. Inst. Met., 33 (1969), 1196 (in Japanese). https://doi.org/10.2320/jinstmet1952.33.10_1196
- 5) K. Tomimura, S. Takaki and Y. Tokunaga: Tetsu-to-Hagané, 74 (1988), 1649 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.74.8_1649
- 6) G. Krauss, Jr.: Acta Metall., 11 (1963), 499. https://doi.org/10.1016/0001-6160(63)90085-3
- 7) N. Nakada: Mater. Lett., 187 (2017), 166. https://doi.org/10.1016/j.matlet.2016.10.056
- 8) Y. Imai, M. Izumiyama and S. Hanada: J. Jpn. Inst. Met., 31 (1967), 898 (in Japanese). https://doi.org/10.2320/jinstmet1952.31.7_898
- 9) N. Nakada, S. Kawasaki, Y. Kogakura, T. Tsuchiyama and S. Takaki: Mater. Sci. Eng. A, 690 (2017), 270. https://doi.org/10.1016/j.msea.2017.03.002
- 10) K. Hosomi, Y. Ashida, H. Hato, R. Atagi, K. Ishihara and H. Nakamura: Tetsu-to-Hagané, 64 (1978), 595 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.64.5_595
- 11) T. Maki, H. Morimoto and I. Tamura: Tetsu-to-Hagané, 65 (1979), 1598 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.65.10_1598
- 12) T. Maki: Materia Jpn., 54 (2015), 626 (in Japanese). https://doi.org/10.2320/materia.54.626
- 13) T. Maki, S. Nakagawa and I. Tamura: J. Jpn. Inst. Met., 44 (1980), 1164 (in Japanese). https://doi.org/10.2320/jinstmet1952.44.10_1164
- 14) N. K. Nagpaul and D. R. F. West: J. Iron Steel. Inst., 208 (1970), 276.
- 15) I. Tamura: Bull. Jpn. Inst. Met., 21 (1982), 523 (in Japanese). https://doi.org/10.2320/materia1962.21.523
- 16) E. Furubayashi and M. Nakamura: Tetsu-to-Hagané, 68 (1982), 2507 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.68.16_2507



