1. Introduction
Gears and shafts made of case-hardening steel are common components in transportation equipment, and carburization applied to them improves their mechanical properties such as fatigue strength and wear resistance. The carburization process requires a considerably long time because it is based on carbon diffusion deep into the steel from the surface, especially for large components of huge construction equipment, for example. The processing time can be reduced by increasing the carburization temperature, leading to an increase in productivity and a decrease in manufacturing cost. The conventional gas carburization process typically requires 12 h at 930°C to achieve a carburization depth of 1 mm, and the processing time can be reduced to 3 h by increasing the carburization temperature to 1050°C.1) However, such high-temperature carburization can cause abnormal austenite (γ) grain growth2) and, accordingly, degrade the fatigue performance and toughness of the steel components. The abnormal grain growth can be prevented by the addition of micro-alloying elements to form pinning particles, including AlN,3,4) Nb(C,N),3,5,6,7,8,9,10,11) TiN12) and V(C,N),13) where TiN or a combination of AlN and Nb(C,N) are most commonly used in industrial applications.
In the production process of the steel components, cold or hot forging is typically used, which can influence the size and volume fraction of the pinning particles. Cold forging has recently gained popularity in the formation of small mechanical components due to its high dimensional accuracy. In cold-forged steel, it often happens that residual shear stress exists,14) spheroidizing annealing of cementite particles and dissolution of cementite,15,16) which can induce abnormal grain growth. For large components, on the other hand, hot forging is also often used, followed by normalization and carburization heat treatments. Hot forging is performed at temperatures that are high enough to dissolve precipitates, and re-precipitation occurs during the subsequent cooling and normalization steps. Therefore, the optimization of the conditions of these subsequent steps is essential to maximize the pinning effect, which requires an understanding of the precipitation behavior of each kind of precipitate. Kamada et al. investigated the effect of heat treatment involving normalization subsequent to hot forging on precipitation behavior.17) The particle size and volume fraction of the resulting AlN precipitate greatly affected the γ grain structure formed during carburization-simulated heating. Jia et al. investigated the effect of normalization conditions on abnormal grain growth behavior in Ti-microalloyed steel during carburization-simulated heating, which was conducted after solution treatment (1200°C) and quenching.18) Normalization at 650°C led to the formation of fine TiC precipitates, which effectively pinned the migration of the γ-grain boundary. However, sparsely distributed large TiC particles led to abnormal γ grain growth during annealing at 1025°C.18)
The utilization of both AlN and Nb(C,N) is feasible for the prevention of the abnormal grain growth at high-temperature carburization because they have high volume fraction and Nb(C,N) has higher dissolution temperature. The effect of hot-forging temperature on the γ-grain structure in Al- and Nb-microalloyed case-hardening steel has been already reported by the present authors.19) A combination of high-temperature hot-forging and subsequent slow furnace cooling caused the coarsening of the γ-grain during a high-temperature carburization. This was attributed to the dissolution of AlN and Nb(C,N) particles, and the re-precipitation and growth of these particles during slow furnace cooling. The previous study19) found that the cooling rate after hot-forging affected precipitates. Although the individual effect of cooling rate on Al- or Nb-microalloyed steels has been reported by many researchers,17,20,21) the same effect for Al- and Nb-microalloyed case-hardening steels has not yet been fully understood. Particularly, the origin of the AlN–Nb(C,N) combined particles formation continues to be unclear. Understanding the precipitation behaviors of AlN and Nb(C,N) particle will contribute to the control of the precipitate and optimization of industrial manufacturing processes to suppress abnormal grain growth. Therefore, this study investigated the effects of cooling rate after hot forging on the precipitation behavior of these particles and grain structure formed at a high-temperature carburization. The precipitates and γ-grain structure, as well as the interfacial structures of AlN and Nb(C,N) were analyzed. Further, the formation mechanism of AlN–Nb(C,N) combined particles was explored.
3. Results and Discussion
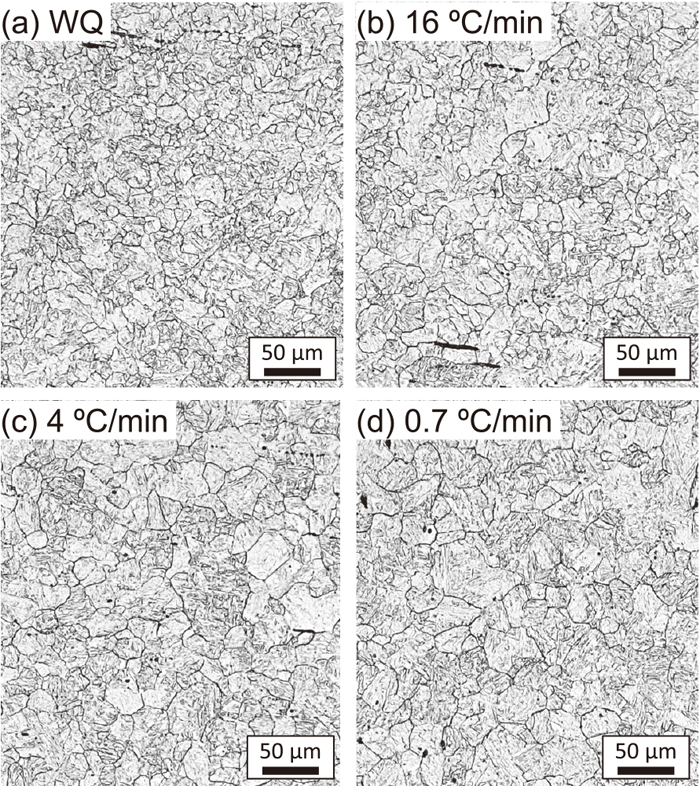
γ-grain structure was observed in the samples quenched after carburization-simulated heating. The heating temperature and time of the carburization-simulated heating was similar, but the grain size was different, as shown in Fig. 2. The γ-grain size was strongly affected by the cooling rate after the forging-simulated heating, which was performed before the normalization and carburization-simulated heating. Generally, the difference in grain size can be attributed to the difference in the distribution of the pining particles, when the temperature and duration of the grain growth is similar. Precipitates such as AlN and Nb(C,N) exist in the present Al- and Nb-microalloyed steel, thus the size and volume fraction of these precipitates can affect the γ-grain structure.19,21) Therefore, the relationship between the cooling rate and the distribution of pinning particles was investigated.
STEM-EDS maps of precipitates are shown in Fig. 3. The four maps correspond to the four different rates of cooling from the forging-simulated heating. The EDS map of the water-quenched sample exhibited fine TiN particles without AlN and Nb(C,N) particles (Fig. 3(a)). The calculated dissolution temperatures of AlN, Nb(C,N), and TiN are 1198, 1218, and 1468°C, respectively, according to thermodynamic calculations shown in Fig. 4. Therefore, the AlN and Nb(C,N) particles within the as-received steel dissolved completely during the forging-simulated heating at 1250°C, and could not precipitate due to quenching, while TiN particles did not dissolve during heating and existed in the quenched sample (Fig. 3(a)). When cooled at 16°C/min, a small number of Nb(C,N) particles precipitated during cooling, although AlN particles were not observed yet (Fig. 3(b)). The TiN particles in this sample also contained traces of Nb and C, while the Nb(C,N) particles contained a small amount of Ti. Some Nb(C,N) particles had precipitated on the TiN particles as a nucleate site during cooling, resulting in the formation of TiN–Nb(C,N) combined particles as shown in the inset image in Fig. 3(b). Because both TiN and Nb(C,N) particles have NaCl-type crystal structure, the Nb(C,N) may be precipitated to the TiN particles due to the formation of stable semi-coherent interface. When the cooling rate was reduced to 4°C/min, the number of Nb(C,N) precipitates increased (Fig. 3(c)), and very few AlN particles were observed in certain other observation fields. At the lowest cooling rate of 0.7°C/min, the number and size of AlN particles are large, and some of them were combined with Nb(C,N) particles (Fig. 3(d)).


These results demonstrated that the precipitation rate of AlN was lower than that of Nb(C,N), which was also previously reported by Kubota and Ochi.1) They investigated the precipitation behaviors of AlN and Nb(C,N) in case-hardening steels at different cooling rates (3 to 3000°C/min) using fully automated transformation measuring equipment (Formaster). The volume fractions of AlN and Nb(C,N) precipitates found in the samples cooled from 1000°C at 3°C/min were lower than those in the sample quenched after 2 h-holding at 900°C, and the ratios of the former to the latter were 7% and 82%, respectively. Other studies have also reported the slow precipitation of AlN during cooling after solution treatment.25) On the other hand, it is reported that the precipitation of AlN during heating of oversaturated steel is faster than it is during the cooling of solution-treated steel.26) These phenomena may be attributed to differences in the crystal orientation relationships between the matrix (γ or α-ferrite) and precipitates such as AlN and Nb(C,N). It is reported that γ-matrix and Nb(C,N) particles have coherent or semi-coherent interfaces with a cube–cube orientation relationship, as shown by [110]NbC//[110]γ, (111)NbC//(111)γ.27) A low interfacial energy of such an orientation relationship may enhance the precipitation of Nb(C,N) particles. In contrast, it is reported that the volumetric misfit between the AlN and the steel matrix is high, thus the precipitation of AlN in γ-matrix occurs predominantly at grain boundaries.28,29)
Other STEM-EDS maps obtained for the normalized samples revealed the formation of a large number of fine AlN–Nb(C,N) combined particles in the sample that was water-quenched from the forging-simulated heating and then normalized (Fig. 5(a)). In this water-quenched sample, Al and Nb were oversaturated in the matrix phase before normalization because AlN and Nb(C,N) particles were not precipitated (Fig. 3(a)). This facilitated the nucleation of AlN and Nb(C,N) and formation of fine precipitates during normalization. When the Al and Nb oversaturated steels are heated, precipitations of AlN and Nb(C,N) begin at approximately 600–700°C during heating.1,30) Thus, possible precipitation nucleation sites include the γ-grain boundary, martensite lath boundary, precipitated carbide on the lath boundary, and dislocations in the matrix introduced by water quenching. The possibility of nucleation sites of these precipitates should be investigated further. The most rapid furnace cooling (16°C/min) led to the formation of slightly larger AlN–Nb(C,N) combined particles (Fig. 5(b)), and lower cooling rates caused further coarsening (Figs. 5(c) and 5(d)). Slower cooling allowed for initial Nb(C,N) particle precipitation and prolonged growth to form coarser particles. Coarse AlN was predominantly nucleated on these coarse Nb(C,N) particles.

The volume fractions and particle diameters of AlN, TiN, and Nb(C,N) were analyzed from STEM-EDS maps; the results are summarized in Figs. 6 and 7. The Nb(C,N) particles were categorized as either isolated ones or the ones combined with AlN particles, while the isolated AlN particles and AlN–Nb(C,N) combined particles were considered to be a single category. The AlN particles have a plate-like morphology, which caused difficulties in the measurement of thickness and diameter of the particle from a single STEM image. Therefore, the diameter of the AlN and AlN–Nb(C,N) combined particle was determined by measuring two diagonal lines, where a spherical shape was assumed. The obtained values of the volume fraction and particle diameter were associated with a measurement error, as the data was derived from 30 EDS maps from a limited measurement area. The accuracy of the measurements was dependent on the number of measured precipitate particles. Thus, it should be noted that samples with a small number of coarse precipitate particles (e.g. those in the sample cooled at 0.7°C/min) led to fewer individual AlN particle measurements, resulting in a larger error.


The thermodynamic calculations revealed that volume fractions of AlN, Nb(C,N), and TiN at 1070°C are 0.15%, 0.06%, and 0.03%, respectively. AlN particles are not fully precipitated after forging-simulated heating even in the case of the slowest cooling at 0.7°C/min, as shown in Fig. 6(a). However, Nb(C,N) particles are fully precipitated at a higher cooling rate of 4°C/min. These results demonstrate that the precipitation rate of Nb(C,N) is higher than that of AlN. The volume fraction of each precipitate significantly increased after normalization (Fig. 6(b)). The ratio of AlN–Nb(C,N) combined particles increased after normalization, implying that Nb(C,N) particles played the role of AlN nucleation sites. The AlN–Nb(C,N) combined particles were the main pinning particles of the γ-grains, while the isolated Nb(C,N) and TiN particles had minimal pinning effect due to their extremely small volume fraction.
The particle diameter of TiN was ~50 nm under any given cooling condition, while the isolated Nb(C,N) particle diameter varied slightly from 50 to 70 nm. However, the particle diameter of AlN (including AlN–Nb(C,N) combined particles) after normalization was highly dependent on the cooling rate after the forging-simulated heating. When the sample was cooled rapidly by water quenching, fine AlN–Nb(C,N) combined particles precipitated during normalization. However, lower cooling rates led to coarse precipitation of Nb(C,N) during cooling, which triggered coarse AlN precipitation during the subsequent normalization step. The AlN particle size affected the γ-grain structure (Fig. 2). The relationship between grain size and pinning particle behavior can be described using the Zener equation:5,30)
where
r is the average radius of the pinning particles,
fV is the volume fraction of the pinning particles,
R is the average radius of the
γ-grains, and
K is a constant. Consequently, coarsening of the AlN–Nb(C,N) combined particles resulted in the coarsening of the
γ-grains during the carburization-simulated heating.
The γ grain diameter was estimated from the measured particle diameter (Fig. 7) and the volume fraction (Fig. 6) using the Zener equation (Eq. (1)) with the constant K = 4/3. In the case of this study, the average radius of each kind of precipitate is quite different from each other. Therefore, the pinning forces ΔPpin of each kind of precipitate was calculated using Eq. (2).19)
|
Δ
P
pin
=-
3σ
2
(
f
AlN
r
AlN
+
f
Nb(C,N)
r
Nb(C,N)
+
f
TiN
r
TiN
)
,
| (2) |
where
σ is the interfacial energy of the
γ grain boundary; it was set to 0.5 J/m
2. The terms
f and
r correspond to the volume fraction and average radius of each particle, respectively, and these values were obtained statistically using a STEM-EDS mapping.
Table 1 summarizes the observed
γ grain diameter after the carburization-simulated heating and the estimated
γ grain diameter considering the pinning forces after normalization. In the cases of WQ and cooling at 16°C/min, the observed values are larger than the estimated values, which suggests that the coarsening of precipitates occurs during carburization-simulated heating due to their small initial particle sizes. In contrast, the particle size of the coarse precipitates such as those for cooling at 4 and 0.7°C/min may not change significantly, and the estimated
γ grain sizes exhibit reasonable agreement with the measured values.
Table 1. Observed
γ grain diameter after the carburization-simulated heating and estimated
γ grain size considering the pinning forces after normalization.
| WQ | 16°C/min | 4°C/min | 0.7°C/min |
|---|
| Observed grain diameter (μm) | 23 | 29 | 33 | 44 |
| Estimated grain diameter (μm) | 15 | 20 | 33 | 47 |
Co-doping of steel with Al and Nb leads primarily to the formation of AlN–Nb(C,N) combined particles, where the initially precipitated Nb(C,N) play the role of nucleation sites for subsequent AlN precipitation. In order to investigate the interface between AlN and Nb(C,N), STEM was performed. Figure 8 shows a HAADF-STEM image of the AlN–Nb(C,N) combined particles found in the normalized sample cooled at 0.7°C/min after the forging-simulated heating, where the precipitate particles were collected via the extraction replica method. Figure 8(a) shows the HAADF-STEM image of the AlN–Nb(C,N) combined particles, and Figs. 8(b), 8(c) show side-viewed STEM-EDS maps of these combined particles. These results reveal that the Nb(C,N) particles with an elongated hemispherical morphology are attached to the surface of faceted plate-like AlN particles. The morphology of these AlN–Nb(C,N) combined particles suggests that AlN–Nb(C,N) has a low interface energy.

The high-resolution HAADF-STEM images of the AlN–Nb(C,N) interface demonstrated that AlN had a wurtzite-type single crystalline structure with a plate-like surface consisting of (0001) planes (Fig. 9(a)). The Nb(C,N) particles also exhibited a single crystalline NaCl-type structure, where the (111) plane of the Nb(C,N) particle was parallel to the AlN (0001) plane. The lattice of the AlN (1120) plane matched well with the Nb(C,N) (220) plane. Thus, a coherent AlN–Nb(C,N) interface was formed. XRD of the collected precipitate via electrolysis indicated that the lattice distance was 0.1557 nm in the AlN (1120) plane, and 0.1575 nm in the Nb(C,N) (220) plane. This good lattice matching facilitated the formation of stable AlN–Nb(C,N) combined particles with a low interfacial energy. The AlN (0001) plane is a polar interface due to the presence of Al-polar and N-polar planes. Although the location of the nitrogen atoms was unclear both in the enlarged HAADF-STEM image (Fig. 9(b)) and the corresponding atomic structures (Fig. 9(c)), the coherency of the AlN/Nb(C,N) interface does not seem to be strongly dependent on the polarity of AlN because Nb(C,N) particles sometimes attached to both sides of an AlN particle (Fig. 8(c)). The formation of a similar coherent interface was reported in wurtzite-type AlN–TiN layers fabricated via physical vapor deposition.32,33) Due to good lattice matching, the Nb(C,N) particles played a role of nucleation sites for AlN. To reduce the size of the pinning particles in the Al- and Nb-microalloyed steel, the reduction in the size or the increase in the number of Nb(C,N) particles is required. When the steel contains plural micro-alloying elements and multiple precipitates are formed, the precipitation rate of each precipitate, the lattice matching between the two different precipitates, and the crystal–structure relationship between precipitate and matrix are all important factors for determining the morphology and distribution of the precipitate particles.


