Review Article
Deformation of Non-metallic Inclusions in Steel during Rolling Process: A Review
2022 Volume 62 Issue 11 Pages 2159-2171

Details
2022 Volume 62 Issue 11 Pages 2159-2171
Non-metallic inclusions were deformed and broken during hot and cold rolling processes. The deformation of inclusions during the rolling process had an influence on the property of steel products. Investigations on the deformation of inclusions in steel was reviewed in the current study. Physical properties of inclusions were summarized and compared, such as the melting temperature, viscosity, Young’s modulus, hardness, thermal expansion coefficient, crystallization, and Poisson’s ratio. The deformability index of inclusions showed a decreasing tendency with a higher rolling reduction. During the hot rolling process, the deformability index of oxide inclusions was mainly related to the melting temperature and viscosity of inclusions. With the increase of the rolling temperature, the deformability index of oxide inclusions showed an increasing tendency due to the higher liquid fraction and the lower viscosity of inclusions. During the hot rolling process, the deformability index of MnS inclusions increased with a decrease of the rolling temperature until reaching the austenite to ferrite matrix transformation temperature. During the cold rolling process, deformability index of oxide inclusions was mainly influenced by Young’s modulus and hardness of inclusions. Inclusions with a lower Young’s modulus exhibited a higher deformability index during the cold rolling process. Moreover, the focus on the inclusion deformation in the future was proposed in this paper.
Non-metallic inclusions in steel were inevitable during the steelmaking process. The composition, size, shape, number, and distribution of inclusions had a significant influence on the steel performance, such as strength, toughness, fatigue, corrosion resistance, etc.1,2) A lot of technologies were developed to achieve the precise control of inclusions in the molten steel. Inclusions were mainly generated during the deoxidation process of steel.3,4,5) The cleanliness of the ferroalloy had an obvious influence on the composition of inclusions due to impurity elements of Al and Ca.6,7,8,9) The calcium treatment was widely used for the Al-killed steel to modify solid Al2O3 inclusions to liquid ones and avoid the nozzle clogging.10,11,12,13) The slag refining can effectively modify the inclusion composition14,15,16) and absorb inclusions in the slag.17,18,19) The argon bubbling20,21,22) and vacuum treatment23,24,25) during the refining process promoted the removal of inclusions from steel to slag. During the continuous casting process, the protective casting was conducted to avoid the formation of inclusions caused by the reoxidation of the molten steel.26,27,28) Recently, the evolution of inclusions during continuous casting29,30) and reheating31,32) processes attracted more attentions, which was mainly caused by the change of the equilibrium between inclusions and steel at various temperatures. Thus, it was concluded that the control of inclusions in the molten steel was relatively mature.
Inclusions were deformed and broken during hot and cold rolling processes. The deformation of inclusions during the rolling process had a direct influence on the property of steel products. For the non-oriented silicon steel, the grain pinning by deformed inclusions on the steel grain was responsible for the magnetic induction performance of steel.33,34) For the tire cord steel, the steel bar was cold-drawn into very fine wires, which required not only high cleanliness, but also good deformability of inclusions to avoid the fracture of the tire cord steel.35) Large inclusions in heavy rail steels caused in cracks in rails, which was harmful to the railway safety.36,37,38) The fatigue life of the bearing steel was significantly influenced by the number and size of inclusions. The fragile calcium aluminate inclusions were suggested to be avoided due to their large size after the rolling process. The string calcium aluminate inclusions with the low melting temperature after the rolling was the source of the hydrogen induced crack in the linepipe steel.39) It was reported that micro-voids generated around inclusions after rolling were one of the main reasons of the initiation of pitting corrosion of the stainless steel.40,41,42) It was of great importance to investigate the deformation of inclusions to determine the control target of inclusions and improve the steel performance.
The deformation of inclusions in steel rolling process was first investigated by Echeil and Schell43) as early as in the 1950s. Figure 143) shows the morphology of Al2O3–SiO2–MnO inclusions after the hot rolling process. Spherical inclusions changed to long strip ones after the hot rolling. The deformation of inclusions during rolling was compared using the ratio of the major axis and minor axis of the inclusions, as Eq. (1). Afterwards, the issue of inclusion deformation attracted more and more attentions. As summarized in Table 1, during the period from 1960s to 1990s, a large number of experimental works were conducted to investigated the deformation of inclusions during the rolling process. The influence of chemical composition of inclusion, rolling temperature, and rolling reduction on the deformation of inclusions was investigated. Most of investigations focused on the deformation of MnS inclusions during hot rolling. Meanwhile, several works focused on the deformation of Al2O3–SiO2–CaO and Al2O3–SiO2–MnO inclusions during hot rolling process. However, reported studies on the deformation of inclusions during cold rolling were relatively less than that of the hot rolling. Since the inclusion deformation in Eq. (1) ignored the steel deformation, which can hardly be used for the measurement of the inclusion deformation with varied rolling reductions. In 1963, Malkiewicz and Rudnlk proposed a deformability index of inclusions to quantitatively compare the deformability of various types of inclusions during the rolling process of plates and bars, as Eqs. (2) and (3),44) respectively. The deformability index considered not only the inclusion deformation but also the steel deformation.
| (1) |
| (2) |
| (3) |

Morphology of Al2O3–SiO2–MnO inclusions after the hot rolling process with various rolling reductions reported in 1953.43)
| Authors | Year | Steel matrix | Inclusion property | Rolling parameters | Method | Details | ||
|---|---|---|---|---|---|---|---|---|
| Compositions | Size (μm) | Temperature (°C) | Reduction (%) | |||||
| Malkiewicz44) | 1963 | Low C steel | Si–Al–Mn | – | 850–1150 | 40–80 | Experiment | Rolling |
| Uciyama et al.45) | 1965 | Iron | Si–Mn | 2–25 | 1000–1250 | 88, 97 | Experiment | Rolling |
| Baker et al.46) | 1976 | NA | MnS | 1–40 | 800–1200 | 30–90 | Experiment | Rolling |
| Segal et al.47) | 1977 | NA | MnS | 1–5 | 400–1000 | 50–75 | Experiment | Rolling |
| Maiti et al.48) | 1985 | Linepipe steel | Ca–Al–Si–Mn | – | 900 | 38–97 | Experiment | Rolling |
| Luo et al.49) | 2002 | Carbon steel | MnS | – | 900–1200 | 30–85 | Experiment | Rolling |
| Jin et al.50) | 2009 | Tire cord steel | Al–Si–Ca | 20 | Room temperature | <83 | Experiment | Tensile |
| Manshadi51) | 2010 | Low C steel | MnS | 1–4 | 900–1100 | – | Experiment | Compressive |
| Yamamoto37) | 2011 | Carbon steel | MnS, Al2O3 | 5–20 | 1000–1250 | 82 | Experiment | Compressive |
| Ji et al.52) | 2015 | 304 stainless steel | Ca–Si–Mn–Al | 5–10 | Room temperature | 83 | Experiment | Rolling |
| Moroz et al.53) | 2017 | Bearing | – | 5 | 800–1200 | 60 | Experiment | Rolling |
| Wang et al.54) | 2020 | 304 stainless steel | MnS | 2–8 | 900–1200 | – | Experiment | In situ tensile |
| Wang55) | 2021 | Linepipe steel | Ca(O·S)–Al–Mg | 1200–1500 | 20 | Experiment | Thermal simulator | |
| Huang3) | 2018 | 1215MS steel | MnS | 8–11 | 1050 | 10–70 | Experiment | Compressive |
| Niu4) | 2021 | Tire cord steel | Ca–Si–Mn–Al | 1–7 | 950–1050 | – | Experiment | Rolling |
| Luo et al.49) | 2001 | Low alloy steel | Mn–Ca–Al–Si | – | 800–1200 | 5–42 | Experiment | Rolling |
| Yang et al.56) | 2020 | Tire cord steel | Ca–Si–Mn–Al | 1–7 | 940–1020 | 80–90 | Experiment | Thermal simulator |
| Bandstra et al.57) | 2004 | HY-100 | MnS | 1–6 | Room temperature | – | Modeling | ABAQUS 2D |
| Ervasti et al.36) | 2005 | Si-Mn-killed steel | Hard inclusions | 8000 | 1200 | 13.6 | Modeling | LS-DYNA 3D |
| Yu et al.59,60,61) | 2007 | 304 stainless steel | Al2O3 | 48 | Room temperature | 66 | Modeling | LS-DYNA 3D |
| 2008 | Hard inclusions | 10–40 | Room temperature | 33 | Modeling | LS-DYNA 2D | ||
| 2009 | Al2O3 | 10–50 | Room temperature | 33–66 | Modeling | LS-DYNA 3D | ||
| Matsuika et al.62) | 2014 | Al-killed steel | Al2O3, MnS | 5 | 1100 | 0–80 | Modeling | DEFORM 2D |
| Gupta et al.63) | 2015 | – | Hard inclusions | 5.5, 25 | 800–1400 | – | Modeling | ANSYS 2D |
| Zhang et al.64,65) | 2017 | Si-Mn-killed steel | Mn–Al–Si | 500 | 800–1000 | 10, 20 | Modeling | ABAQUS 3D |
| 2018 | Ca–Al–Si | 500 | 800–1100 | 10, 20 | Modeling | – | ||
| Wang et al.66) | 2019 | 304 stainless steel | MnS | – | Room temperature | – | Modeling | ABAQUS 2D |
After 2000s, the deformation of inclusions during the rolling process was widely simulated using modeling software with the development of the numerical simulation computing techniques. The effect of the shape, size, position, and orientation of inclusions in steel on inclusion deformation was widely studied, which can hardly be achieved through experimental methods. Meanwhile, the stress concentration between inclusions and steel matrix after rolling was revealed by numerical simulations, as shown in Fig. 2. However, the deformation of complex inclusions was hardly simulated accurately due to the data lack of physical properties of inclusions at various rolling temperatures. Nowadays, the experiment and simulation were combined to better reveal the deformation mechanism of inclusions during the hot rolling and cold rolling process.

The effective stress distribution for inclusion and its surrounding material:67) (a) A soft inclusion at 1200°C; (b) A hard inclusion at 700°C.
Inclusions were deformed or broken during the rolling process. The deformation mechanism of various inclusions is proposed as the schematic shown in Fig. 3.68) The hard inclusion was undeformed during the rolling process, leading to the cavity around the inclusion in the rolling direction. The hard crystalline inclusion was broken into a long strip one during the rolling process. The hard cluster inclusion was rolled to a chain of small particles. The soft inclusion was rolled to a linear one, which exhibited a good deformability during the rolling process. Crystals precipitated in a soft inclusion lowered the deformability of inclusions due to their high hardness. The deformability of inclusions was obviously related to their composition, which was mainly determined by inclusion properties, such as melting temperature, viscosity, Young’s modulus, hardness, thermal expansion coefficient, crystallization, poisson’s ratio, etc.

Schematic of deformation mechanism of various inclusions.68)
The deformability of inclusions during the rolling process was significantly influenced by the melting temperature of inclusions. The lower the melting temperature of inclusions, the better deformability of inclusions during rolling. When the liquidus of inclusions was lower than the hot rolling temperature, liquid inclusions exhibited a good deformability of fluid during rolling. Inclusions with a solidus higher than the rolling temperature were deformed a little during the hot rolling process. The melting temperature of typical Al2O3–SiO2–CaO, Al2O3–SiO2–MnO, and Al2O3–MgO–CaO inclusions are calculated using FactSage 7.0, as results shown in Fig. 4. Liquid inclusions with a low melting temperature were generally larger than the solid ones, which exhibited a lower floating rate due to their smaller contact angle with the molten steel.69) Thus, the full liquid inclusion was rarely suggested to avoid the formation of the long strip Al2O3–SiO2–CaO and Al2O3–MgO–CaO inclusions for Al-killed steels,70) while it was the target inclusion for the Al2O3–SiO2–MnO in Si-Mn-killed steel to improve the deformability of inclusions during the hot rolling process.71)

Calculated melting temperature of typical inclusions: (a) Al2O3–SiO2–CaO; (b) Al2O3–SiO2–MnO; (c) Al2O3–MgO–CaO. (Online version in color.)
The viscosity was the flow resistance of a fluid, which had an obvious influence on the deformability of inclusions in steel. During the hot rolling process, voids around inclusions were closed due to the high rolling stress, leading to the change of voids from spherical to ellipsoid or line. The inclusion with a lower viscosity easily flowed and filled the deformed voids, showing a better deformability during the hot rolling process. The inclusion of a higher viscosity deformed little during the hot rolling process, leading the formation of cavity and stress concentration around the inclusion. It was reported that the viscosity of Al2O3–SiO2–CaO and Al2O3–SiO2–MnO inclusions can be calculated as Eq. (4).68) The viscosity parameter of typical Al2O3–SiO2–CaO and Al2O3–SiO2–MnO inclusions are shown in Fig. 5. The viscosity of Al2O3–SiO2–CaO and Al2O3–SiO2–MnO inclusions increased with a higher SiO2 content and a lower CaO content in inclusions. A higher rolling temperature was beneficial to lower the viscosity of inclusions, improving the deformability of inclusions during the hot rolling process.
| (4) |

Viscosity parameters of Al2O3–SiO2–CaO and Al2O3–SiO2–MnO inclusions:68) (a) Al2O3–SiO2–CaO; (b) Al2O3–SiO2–MnO.
During the heat treatment before hot rolling, inclusions and steel matrix expanded with the change of temperature. Thermal expansion coefficient was an important parameter of materials, reflecting the volume change of materials at different temperatures. When the thermal expansion coefficient of inclusions was higher than that of the steel matrix, there was a stress concentration around inclusions. A thermal expansion coefficient of inclusions lower than steel matrix resulted in the formation of voids between the inclusions and steel matrix. The difference between the steel inclusion had an obvious influence on the performance of steel. Figure 6 shows the thermal expansion coefficient of typical inclusions reported by Nicholson,72) Bernard,68) and Brooksbank.73) Thermal expansion coefficient of simple oxides was higher, while it was lower for the complex oxides. It was noted that thermal expansion coefficient of sulfides was generally higher than that of oxides. Meanwhile, the thermal expansion coefficient of inclusions was a function of the temperature. There was linear relationship between thermal expansion coefficient of inclusions and the temperature,73,74) as shown in Fig. 7.

Thermal expansions coefficient of typical inclusions. (Online version in color.)

Thermal expansion equation for inclusion materials. (Online version in color.)
Young’s modulus was the stress/strain ratio during the elastic deformation process, which reflected deformation resistance of materials. The lower Young’s modulus of inclusions, the higher deformation ability of inclusions during the rolling process. The Young’s modulus of inclusions at the room temperature reported by Kimura,75) Ashizuka,76) Makishima,77) Inaba,78) Bernard,68) Brooksbank79) was summarized in Fig. 8. The mean atomic volume of oxides can be calculated by Eq. (5). Then, it was found that there was an empirical correlation between the mean atomic volume and Young’s modulus of inclusions at the room temperature, as Eq. (6).80) Young’s modulus of oxides was a function of temperature. The relationship between Young’s modulus of oxides and temperature was summarized in Fig. 9, as reported by Kimura et al.,75) Kang et al.,81) Wachtman et al.82) A higher temperature was beneficial to improve the deformability of inclusions due to the lower Young’s modulus.
| (5) |
| (6) |

The relationship between Young’s modulus and mean atomic volume of oxides. (Online version in color.)

Relationship between Young’s modulus of oxides and temperature. (Online version in color.)
Young’s modulus of inclusions at the room temperature was responsible for the deformability of inclusions during the cold rolling process, while it hardly reflected the inclusion deformability during the hot rolling process. However, the data of Young’s modulus of complex oxides at a high temperature were little reported. To evaluate the deformability of inclusions during the cold rolling process, Young’s modulus of typical complex Al2O3–SiO2–CaO, Al2O3–SiO2–MnO, and Al2O3–MgO–CaO inclusions at the room temperature were calculated using Eq. (3), as results shown in Fig. 10. For Al2O3–SiO2–CaO and Al2O3–SiO2–MnO inclusions, inclusions with a lower Al2O3 content had a smaller Young’s modulus, which exhibited a better deformability during the cold rolling process. For Al2O3–MgO–CaO inclusions, the deformability of 3CaO·Al2O3 and 12CaO·7Al2O3 inclusions was better during the cold rolling process due to their lower Young’s modulus.

The hardness was also an important parameter of materials reflecting the deformation resistance during plastic deformation.83) The inclusion with a high hardness deformed little during the rolling process. However, the hardness of complex inclusions can hardly be calculated due to complicated hardness models.84,85,86,87,88,89) The reported Vickers hardness91) and the liquidus of inclusions are summarized in Fig. 11, as reported by Ladutkin,90) Tian,84) Hillig,92) Gao,85) Dai.89) The Vickers hardness increased with a higher liquidus of inclusions. The Vickers hardness of complex inclusions was lower than that of simple inclusions due to their lower melting temperature.

Relationship between Vickers hardness and melting temperature of inclusions. (Online version in color.)
The viscosity and Young’s modulus of inclusions were important parameters of the inclusion deformability, which were obviously influenced by the crystallization of inclusions during cooling and heating processes. Generally, the hardness of an oxide crystal was higher than its glass.68) Thus, it was suggested to lower the crystallization ability of inclusions to improve the deformability of inclusions during the cold rolling process. The activation energy of crystallization reflected the required energy for the crystallization of slag. Inclusions with a lower activation energy of crystallization showed a better crystallization ability. Crystallization activation energies of typical Al2O3–MgO–CaO92) and Al2O3–SiO2–CaO inclusions93) were reported by Li et al. and Sugimura et al., respectively. The liquidus of corresponding inclusions was calculated using FactSage 7.0 software. The relationship between the crystallization activation energy and the liquidus of inclusions was shown in Fig. 12. The crystallization activation energy of inclusions reduced with a higher liquidus of inclusions, which indicated that inclusions with a higher melting temperature exhibited the crystallization ability of inclusions. It was reported that the addition of Li2O or Na2O in CaO–Al2O3–MgO slag can significantly lower the crystallization ability of inclusions.
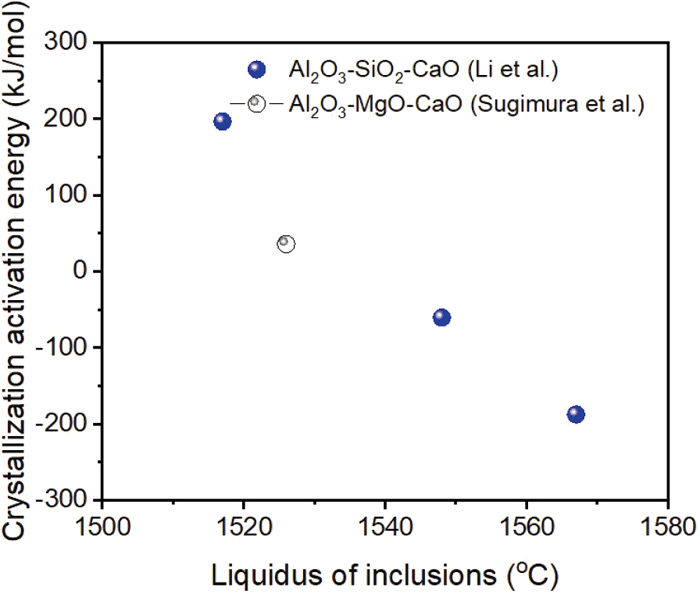
Relationship between the crystallization activation energy and liquidus of inclusions. (Online version in color.)
Inclusions in steel become narrower in cross section during rolling process. Poisson’s ratio was the ratio of transverse contraction strain to longitudinal extension strain in the direction of stretching force, which was related to the change of inclusion shape during rolling. Inclusions with a larger Poisson’s ratio exhibited a better deformability during rolling. Poisson’s ratio was a necessary parameter in the mathematical simulation of inclusion deformation during the rolling process. The reported poisson’s ratio94) of typical inclusions was summarized in Fig. 13.

Poisson’s ratio of typical inclusions. (Online version in color.)
MnS inclusion was considered as a highly deformable inclusion during rolling process. Figure 1495) shows the morphology of typical MnS inclusions during hot rolling process. The spherical Type I MnS inclusions in the free-cutting steel deformed less than the matrix during hot rolling process, while the irregular type III MnS were highly deformable.

Morphology of MnS inclusions during the hot rolling process: (a) Type I MnS; (b) Type III MnS.95)
Li et al. observed the three-dimensional morphology of MnS inclusions in high sulfur steel using Micro-CT, as shown in Fig. 15.96) The morphology, size, number, and distribution of MnS inclusions were characterized, illustrating the deformation behavior of MnS inclusions during rolling of the steel samples. MnS inclusions in steel before rolling were spherical and spindle, while they were elongated with a rolling reduction of 80% at 1150°C.

Three-dimensional morphology and distribution of MnS inclusions: (a) As cast sample; (b) Rolled sample.96) (Online version in color.)
The deformation of MnS in a high sulfur steel during rolling process at 1050°C was simulated using Gleeble thermomechanical simulator, as shown in Fig. 16.97) With the increase of the reduction ratio from 10% to 70%, the average aspect ratio of inclusions increased from 1.20 to 2.39. In addition, the deformability of MnS inclusions was lower than that of the matrix. The stress concentration around inclusions were characterized by the kernel average misorientation using electron backscattering diffraction. The stress mainly concentrated at the interface of the inclusion and steel matrix.
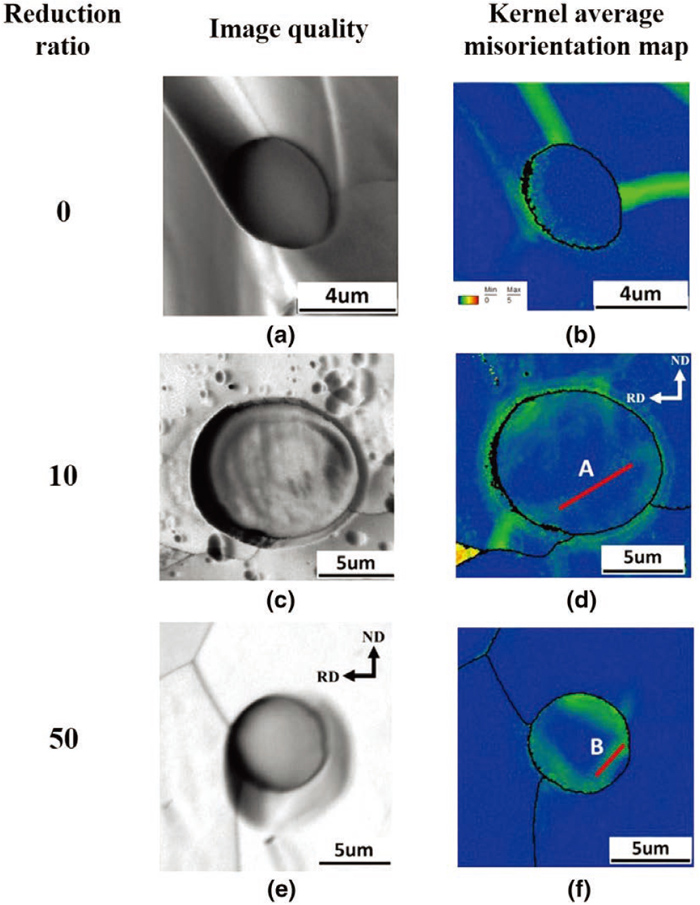
Image quality (a, c, e) and kernel average misorientation (b, d, f) maps of MnS at 1050°C for 180 s with various reduction ratio.97) (Online version in color.)
Figure 17 shows the deformability of MnS inclusions during hot rolling process. The data of MnS deformation reported by Baker95) and Luo49) was compared, which showed a similar tendency. With the increase of rolling reduction of steel, the deformability index of MnS inclusions shows a decreasing tendency. The deformability index of MnS inclusions increased with a decrease of the rolling temperature until reaching the austenite to ferrite matrix transformation temperature. Segal47) et al investigated the effect of inclusion size on the deformability of MnS inclusions during hot rolling process in Fig. 18. Smaller MnS inclusions in steel deformed less than larger ones under the same deformation conditions. It was proposed that the inclusion/matrix interfacial energy played an important role in determining the deformation index of inclusions with various sizes.

The deformability of MnS inclusions during the hot rolling process. (Online version in color.)

The effect of inclusion size on the deformability of MnS inclusions during the hot rolling process (Segal47)). (Online version in color.)
Figure 19 shows the deformability index of Al2O3–SiO2–MnO inclusions during hot rolling process. The rolling temperature was 1000°C–1250°C and the rolling reduction was roughly 80%. It was found that the deformability index of inclusions increased from 0.25 to 1.07 with the inclusion evolution in the order of MnO·Al2O3→3Al2O3·2SiO2→MnO·SiO2→2MnO·SiO2→2MnO·SiO2→3MnO·Al2O3·3SiO2. The 3MnO·Al2O3·3SiO2 inclusions with the lowest melting temperature exhibited the highest deformability index of Al2O3–SiO2–MnO inclusions during hot rolling process. As shown in Fig. 20, 3MnO·Al2O3·3SiO2 inclusions with the lowest melting temperature highly deformed during the hot rolling process, while inclusions with high melting temperature deformed less.

The relationship between the deformability index and the solidus of Al2O3–SiO2–MnO inclusions during the hot rolling process: Iwai.98)

The morphology of Al2O3–SiO2–MnO inclusions after the hot rolling process.98)
Figure 21 shows the deformability index of Al2O3–SiO2–CaO inclusions during hot rolling process. With the increase of the rolling temperature, the deformability index of inclusions showed an increasing tendency due to higher liquid fraction of inclusions. The deformability index of inclusions slightly decreased at 1100°C. Figure 22 shows the deformability of simple oxide inclusions during the hot rolling process, including SiO2, TiO2, Al2O3, SiO2, SiO2–Al2O3. The rolling temperature was 1100°C–1200°C, respectively. The rolling reduction was roughly 95%.

The deformability index of Al2O3–SiO2–CaO-riched inclusions during the hot rolling process: Al2O3–CaO–SiO2−Hitosugi.8) (Online version in color.)

During hot rolling process, the deformation of inclusions was significantly influenced by the viscosity of inclusions and the steel matrix. Ren33) and Kurosaki34) investigated the influence of the viscosity of inclusions on the deformability of inclusions in the non-oriented electrical steel. The reduction of the hot rolling process was 98%. Figure 23 shows the relationship between the deformability index and the viscosity of Al2O3–SiO2–CaO–MnO inclusions. During hot rolling process, the steel matrix viscosity was 1.2 × 107 Pa·s and the viscosity of inclusions at 1000°C was calculated using FactSage7.0. It was found that the deformability index of inclusions obviously increased when the viscosity of inclusions was larger than the steel matrix.

The relationship between the deformability index with the reduction of 98% and the viscosity of Al2O3–SiO2–CaO–MnO inclusions at 1000°C. (Online version in color.)
During rolling process, there were voids and self-welding lines formed around hard inclusions since the deformability of the steel matrix was higher than hard inclusions, while it was hardly detected around soft inclusions. Figure 24 shows the effect of the rolling reduction on voids and self-welding lines around hard Al2O3–SiO2–MnO inclusions.100) With the increase of the rolling reduction from 0% to 40%, the horizontal width of voids between inclusions and the matrix extended. Meanwhile, it was noted that the formed volume of the voids first increased due to the higher rolling reduction, then it decreased due to the formation of self-welding lines. The effect of the rolling reduction on the rotation of elliptic MnS inclusions is shown in Fig. 25.49) The elliptical 45° inclusion was rolled to an elliptical 15° one with the increase of the rolling reduction from 0% to 40%. Meanwhile, the elongation of inclusions increased with the higher rolling reduction.

The effect of the rolling reduction on voids and self-welding lines around hard Al2O3–SiO2–MnO inclusions.100)

The effect of the rolling reduction on rotation of elliptic 45° MnS inclusions.49)
Gove4) investigated the deformability of MnS inclusions during cold rolling process with various reductions and temperatures. Figure 26 shows the deformability of MnS inclusions during cold rolling process. With the increase of the rolling reduction of steel, the deformability index of MnS inclusions shows a decreasing tendency. A higher rolling temperature was beneficial to improve the deformability of inclusions.

The deformability of MnS inclusions during the hot rolling process. (Online version in color.)
Figure 27 shows the deformability index of Al2O3–SiO2–MnO inclusions98) during cold rolling process. The deformability index of Al2O3–SiO2–MnO inclusions after hot rolling is given in Fig. 19. The rolling reduction was roughly 50%. From hot rolling to cold rolling, the deformability index of MnO·SiO2 changed from 0.71 to 2.40, the deformability index of 2MnO·SiO2 changed from 0.79 to 2.14, the deformability index of 3MnO·Al2O3·3SiO2 changed from 1.07 to 1.81, the deformability index of 3Al2O3·2SiO2 changed from 0.51 to 1.56, the deformability index of MnO·Al2O3 changed from 0.26 to1.51. It was found that the deformability index of inclusions decreased from 2.41 to 1.51 with the inclusion evolution in the order of MnO·SiO2→2MnO·SiO2→3MnO·Al2O3·3SiO2→3Al2O3·2SiO2→MnO·Al2O3. The MnO·SiO2 inclusions with the lowest Young’s modulus exhibited the highest deformability index of Al2O3–SiO2–MnO inclusions during cold rolling process. The morphology of Al2O3–SiO2–MnO inclusions after hot rolling and cold rolling process are compared in Figs. 20 and 28.

The deformability index of Al2O3–SiO2–MnO inclusions during the cold rolling process.

The morphology of Al2O3–SiO2–MnO inclusions after the cold rolling process.98)
Yu et al.60) simulated the deformation of inclusions during the rolling process of strip with the thickness from 3.0 mm to 2.0 mm. The size of spherical inclusions was set as 10, 20, 30, and 40 μm separately. The initial position of inclusions was 1/2, 3/8, 1/4, and 1/8 of strip thickness. Figure 29 shows the effect of the size and position of inclusions on the deformation of inclusions during cold rolling. The void formed around hard inclusions along the rolling direction, while it was rarely detected for soft inclusions. In the actual production process, inclusions in steel have been already aligned during hot rolling. In the simulation, the initial shape of the inclusions was set as spherical to reveal the deformation behavior during the cold rolling process. Inclusions with various sizes rotated with the same angle after the rolling, indicating that the rotation of inclusion was little influenced by the inclusion size. The rotation of inclusions was obviously influenced by the position in the steel strip. The void size decreased with increase of the distance between the inclusion and the strip surface. The inclusion at the center of the strip thickness rotated less.

Effect of the size and the position of inclusions on the deformation of inclusions during the cold rolling:60) (a). Size; (b). Position.
The deformation of inclusions in steel during the rolling process had a significantly influence on the steel performance. It was meaningful to reveal behaviors of inclusions during the rolling process, optimizing the control target of inclusions in steel. Although many works had been conducted to investigate the evolution of inclusions during the rolling process, following directions would be the research focus in the area of inclusion deformation in the future. (1) The deformation of the complex inclusions in steel in various types of steels. Inclusions formed in various types of steel were different, exhibiting various variations of inclusions after the rolling process. More experimental works are still necessary to better design and control of inclusion behaviors in various types of steels. (2) Numerical modeling of the deformation and broken of inclusions in steel. With the development of the numerical simulation computing techniques, the simulation of the inclusion deformation during the rolling process will be a more effective and accurate method in the future. Inclusions in steel are deformed or broken during the rolling process. However, current developed models mainly focused on the deformation of plastic inclusions, while the broken of hard inclusions in steel during the rolling process was rarely considered. Besides, complex inclusions were generated in steel during deoxidation, refining, and continuous casting processes, while the evolution of complex inclusions was rarely simulated accurately using available models. (3) The database of physical properties of complex inclusions at various temperatures. The deformation ability of inclusions was mainly related to physical properties of inclusions, including the melting temperature, viscosity, Young’s modulus, hardness, thermal expansion coefficient, crystallization, and Poisson’s ratio. However, physical properties of inclusions at the various temperatures were insufficient, especially for the complex inclusions. More empirical formula, theoretical calculation, and even machine learning models are needed to evaluate deformation and broken behaviors of inclusions during rolling in the future works.
(4) The quantitative relationship between the deformability of inclusions and rolling parameters. Evolution behaviors were not only influenced by physical properties of inclusions, but also the rolling parameters. Previous works were mainly conducted through the industrial trials, which can only adjust limited rolling parameters. Thus, more systematic laboratorial experiments are necessary to be carried out to investigate the effect of temperature, rolling reduction, and rolling passes on the characters of inclusions during rolling.
(1) Physical properties of inclusions, such as melting temperature, viscosity, Young’s modulus, hardness, thermal expansion coefficient, crystallization, and Poisson’s ratio were summarized and calculated.
(2) During hot rolling process, the deformability index of inclusions showed a decreasing tendency with a higher rolling reduction. The deformability index of MnS inclusions increased with a decrease of the rolling temperature until reaching the austenite to ferrite matrix transformation temperature. The deformability index of oxide inclusions during hot rolling process was mainly related to the melting temperature and the viscosity of inclusions. With the increase of the rolling temperature, the deformability index of oxide inclusions showed an increasing tendency due to higher liquid fraction of inclusions.
(3) During the cold rolling process, inclusions with the lowest Young’s modulus and hardness exhibited the highest deformability index of oxide inclusions during the cold rolling process. With the increase of the rolling reduction of steel, the deformability index of inclusions showed a decreasing tendency.
(4) In the future, the quantitative relationship between the deformability of inclusions and rolling parameters will be a research focus. Meanwhile, the deformation of complex inclusions still needs further study. Moreover, it is necessary to develop better mathematical models to reveal the deformation mechanism of inclusions during the rolling process.
The authors are grateful for support from the National Nature Science Foundation of China (Grant No. U1860206, No. 51725402, No. 51874032), S&T Program of Hebei (Grant 20311006D), the High Steel Center (HSC) at North China University of Technology, Yanshan University and University of Science and Technology Beijing, China.