Abstract
As Sweden transitions to hydrogen-based steel production to enable fossil-free steelmaking, excess oxygen is likely to be generated through hydrogen production via water electrolysis based on green electricity. Further, during iron-ore pellet production, magnetite oxidises to hematite, releasing considerable heat. This excess oxygen and inherent heat can be used to promote exothermic oxidation, reducing the external fuel requirement, decreasing greenhouse gas emissions, and conforming to the Paris climate agreement. In this study, the effects of a high-oxygen-content (40% O2) inflow gas on pellet bed oxidation during induration were investigated, focusing on the resulting temperature profiles in the bed and the strength development of the produced pellets. An interrupted pot furnace experimental methodology was employed on the bed scale, with an approximate scale of 100 kg pellets per bed. The results indicate that the use of 40% O2 gas helps rapidly enhance the pellet properties and yields a more uniform pellet bed in terms of oxidation degree compared to the use of 13% O2 gas. In addition, improved cold compression strength (CCS) can be achieved when using 40% O2 inflow-gas. At temperatures above 1000°C, the oxidation degree and CCS are primarily enhanced by the high oxygen level of the inflow gas; this behaviour cannot be compensated for by increasing the temperature and residence time at a lower oxygen level. The positive effects on the bed-scale oxidation degree and strength are promising and may enable faster production rates in the future.
1. Introduction
In Sweden, iron ore pellets are mainly produced by a company called Luossavaara-Kiirunavaara Aktiebolag (LKAB)1) from magnetite ore, an iron source that can be used for both conventional and future fossil-free steelmaking. To produce these pellets, a magnetite concentrate is balled into green pellets, which are then indurated (dried, oxidised, and sintered) in a bed under a continuous oxygen-containing gas flow. The existing pelletising process is energy efficient because of the exothermic nature of the oxidation reaction and its process design, which utilize the internal heat produced by oxidation.2,3) For improved efficiency, it is essential to control the oxidation-generated heat and decrease the use of external heating, and the gas oxygen level is one relevant parameter. In the ongoing transition to greater sustainability,4,5,6) hydrogen-based processes are expected to become more widespread. As hydrogen production through water electrolysis generates oxygen as a by-product, large amounts of oxygen may become available for use in the pelletising process.4)
During induration, the pellet bed travels through different thermal zones while being exposed to gas with varying temperatures. Oxidation begins in the preheating zone, where the gas oxygen level is 16%–18%7) and the maximum temperature approaches 1200°C.8) In the 1970s, Pape et al.9) collected pellets from a commercial Grate-Kiln discharge stream and observed 20%–40% unoxidised magnetite; hence, they concluded that the preheating-zone residence time for that system was too short for adequate pellet bed oxidation. Haas et al.10) later investigated the potential to increase production rates through oxygen enrichment, i.e. by using 30% O2 gas in the pre-heating zone to achieve a higher oxidation degree in a shorter time. Those researchers performed mini-pot furnace experiments (2 kg bed scale) with 13% and 30% O2, simulating a pre-heating period and interrupting at different temperatures. At 1000°C, the times to decrease the ferrous ion content (indicating unoxidised magnetite) to below 1% with 13% and 30% O2 gas were 5 and 10 min, respectively; these results showed that oxygen enrichment of the gas can improve the oxidation efficiency during preheating. However, as the experiments were small-scale, Haas et al. recommended further large-scale research.
To date, most researchers exploring various gas oxygen levels have performed small-scale experiments, often on the single-pellet scale and under isothermal conditions.11,12,13,14,15,16) One such example is the study by Papanastassiou and Bitsianes,13) who found that the oxygen partial pressure is one of the major parameters affecting the single-pellet oxidation rate at 1000°C. In a previous study, the present authors17) found that increasing the oxygen level to 30% (in a gas at 800°C) increased the oxidation degree across a 100 kg pellet bed within a shorter time compared to gases with lower oxygen levels (6% and 13%). The 30% O2 gas also improved the strength development and led to a higher pellet cold compression strength (CCS) in the bed, although there was some degree of positional variation. After a predetermined residence time, average oxidation degrees of approximately 60%–70% were obtained at the bed top, middle, and bottom, following exposure to downdraft (DD) gas with 6%, 13%, and 30% O2, respectively. The improvements observed with gas oxygen enrichment were attributed to the higher oxidation degree and increase in temperature due to the increased oxygen level, which intensified the exothermic heat release.
The findings summarised above motivate further increases of the oxygen level to observe the effects on the temperature development, oxidation degree, and strength on a large bed scale. The desired outcome of such research is uniformly oxidised and sintered pellets, but achievement of this goal depends on the bed residence times for different induration zones, bed thermal history, and inflow-gas oxygen level. Note that uniform oxidation of the pellets before the bed reaches increased firing temperatures is preferred, as this approach is considered beneficial for pellet strength.7,14,15,16,18,19,20,21) Pellets with unreacted cores, often referred to as ‘shell and core’ or ‘duplex structures’, are associated with lower strength when exposed to high temperatures.7,22) Magnetite and hematite sinter at different temperatures; thus, increased densification of the magnetite particles can occur at lower temperatures compared to those for hematite. In this type of pellet macrostructure with a magnetite core and hematite shell, tension may arise between the shell and core. In the worst-case scenario, this tension may cause internal cracks, and, thus, poor mechanical stability.7,22,23) Therefore, increasing the inflow-gas oxygen level is expected to improve both the oxidation kinetics and the overall process. However, a detailed investigation of the effects of high oxygen levels during induration has not been reported to date.
The objective of the current study was to expand understanding of oxidation with high gas oxygen levels (40%) on the bed scale, as well as the associated effects on the heating rate and resulting pellet quality. We conducted interrupted pot furnace experiments and, hence, examined the effects of high oxygen levels during induration on the heating rate, temperature, and CCS, and analysed the correlation with the internal pellet structure.
2. Method
We performed interrupted pot furnace experiments to investigate the effects of a high oxygen level (approximately 40% O2) on the induration of a large magnetite pellet bed. Green pellets were produced from magnetite concentrate in a batch process at the pilot scale. Table 1 reports the particle size data of the magnetite concentrate used in the experiments, which was obtained from LKAB. The moist concentrate was mixed with additives (dolomite, limestone, and quartzite) and bentonite as a binder (0.6 mass%) in an Eirich R09/T pilot-scale mixer with 240 kg capacity. A pilot-sized disc pelletiser was used for balling, and green pellets with the desired size fraction of 10–12.5 mm were continuously collected from the roller screens. The average chemical composition (XRF) of the green pellets was 70.1 mass% Fe (22.1% Fe2+), 0.73 mass% SiO2, 0.92 mass% CaO, and 0.69 mass% MgO. Water was added during mixing and balling to achieve the desired moisture content. The final green-pellet moisture content and average porosity were 8.5 mass% and 30.3%, respectively, for all experiments performed in this study.
Table 1. Magnetite concentrate particle size data.
| Magnetite concentrate particle size | <45 μm | <63 μm | <90 μm |
|---|
| % | 69.4 | 79.1 | 89.3 |
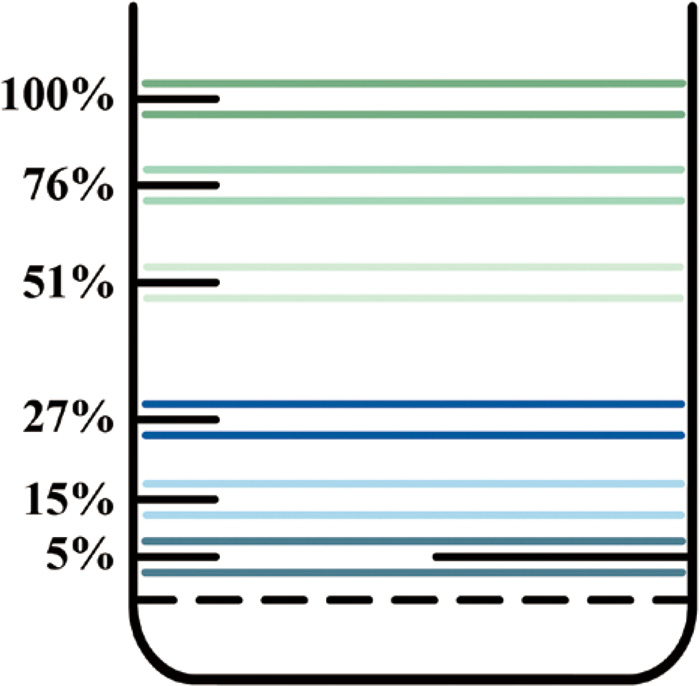
For each experiment, a bed with approximately 100 kg green pellets and an approximate total bed height of 45 cm was loaded into the pot. Before loading, to confirm the desired properties, the green pellets were examined to determine their size distribution, moisture content, and green compression strength. The inflow-gas oxygen level during the induration experiment was determined from a selected ratio of introduced air, nitrogen, and oxygen. Propane was combusted to achieve the desired gas temperature. The in-situ bed temperature was measured continuously during the experiments using thermocouples, which were installed at 100%, 76%, 51%, 27%, 15%, and 5% of the total bed height. Figure 1 depicts the vertical positions of these thermocouples, where 100% corresponds to the thermocouple at the top of the bed, 76% to the upper part, 51% to the middle, and 5% to the thermocouple closest to the bottom of the bed. Each thermocouple was placed approximately 5 cm inside the pot furnace wall (Fig. 2). The thermocouple at the bottom of the bed was complemented by another thermocouple that measured the temperature at the bed centre. In this paper, the measured temperature as a function of time is referred to as the temperature profile and described according to the same principle used in a previous publication.17) In short, the temperature profiles are visually presented as x–y plots and textually described using a selection of parameters, such as the maximum temperature (Tmax) and heating rate.

Each induration experiment was conducted according to three time periods (here referred to as zones): Zone 1: drying and heating, Zone 2: application of different inflow-gas oxygen levels, and Zone 3: cooling. The main purpose of Zone 1 was to limit the influence of moisture on the results, which was achieved via a combination of updraft (UD) and DD gases. The gas directions were chosen to achieve optimum drying and avoid condensation, particularly at the bottom of the bed. In Zone 1, the pellet bed was first air-dried (UD) at 150°C until the same temperature was measured at 100% of the total bed height (Fig. 1) and then air-dried (DD) for 120 s at 180°C. After drying, the gas temperature was set to 500°C. Next, the gas temperature was gradually increased to 800°C for 240 s and held at that temperature for 300 s. To avoid oxidation, the oxygen level was kept as low as possible (approximately 3% O2) during heating in Zone 1. Table 2 presents the initial bed conditions at the beginning of Zone 2, determined from a separate experiment interrupted after Zone 1.
Table 2. Initial bed conditions (moisture, initial temperature, and oxidation degree) entering Zone 2.
Thermocouple position
(% of total vertical bed height) | 100 | 76 | 51 | 27 | 15 | 5 |
|---|
| Moisture (mass%) | 0 | 0 | 0 | 0 | 0 | 0 |
| Initial temperature (°C) | 800 | 610 | 375 | 205 | 190 | 170 |
| Oxidation degree (%) | 28 | 14 | 4 | 1 | – | – |
In Zone 2, gases with different oxygen levels were introduced. For the experiments with an inflow gas containing 40% O2, the gas temperature was set to 800°C and the gas flow rate was 250 kg/h (DD). For a comparable induration experiment with a gas having a lower oxygen level, a level of 13% O2 was selected and two cases were considered: Zone 2 gas temperatures of 800°C or 1000°C, with the same DD gas flow rate of 250 kg/h. Each experiment was interrupted after a predetermined residence time in Zone 2, and the bed was cooled (UD) in Zone 3. Cooling was firstly performed with nitrogen gas until the top of the bed reached 200°C (at 100% of the total bed height (Fig. 1)). Then, air was used. The gas direction was set to UD during the entire cooling period (Zone 3) with the intention of avoiding heat transfer from the top of the bed to the pellet layers at the bottom.
Table 3 provides an overview of the experimental conditions employed in this study. Each experiment was repeated at least once. The temperature profiles overlapped for experiments performed with the same parameter set, showing high repeatability between experiments. As the repeatability was good, this paper presents only one temperature profile for each experiment. In the corresponding x–y plots, the zones are marked with labels and vertical lines (see, for example, Figs. 3, 4, 5, 6, 7, 8. When the temperature profiles are described in the text, Tmax, the maximum temperature in Zone 2, is used and the heating rate is that from 400°C to Tmax in Zone 2.
Table 3. Overview of experiments: Zone 2 experiment settings.
| Approximate inflow-gas oxygen level (% O2) | Gas temperature (°C) | Gas flow rate (kg/h) | Approximate Zone 2 residence time (min) |
|---|
| 40 | 800 | 250 | 12 |
| 13 | 800 | 250 | 12 |
| 13 | 1000 | 250 | 12 |
| 40 | 800 | 250 | 8 |
| 40 | 800 | 250 | 10 |
The investigated oxygen levels were selected considering that the choice of oxygen level (approximately 40% O2) was restricted by the pot furnace design, and the experiments were guided by a thorough risk assessment and system testing performed at LKAB. In a full-scale pre-heating zone, the oxygen level is approximately 16%–18% O2;7) these values motivated our choice of lower oxygen level (approximately 13% O2). To improve the flow of the discussion, the beds exposed to inflow gases with the different O2 contents in Zone 2 are hereafter referred to as ‘13% or 40% O2 beds’, and the oxygen levels in the gas are presented without use of ‘approximately’ or decimals.
The Zone 2 residence time was set to 725 s (approximately 12 min) for all experiments as a starting point. For the experiments with 40% O2 gas, two shorter residence times were also used, i.e. approximately 8 and 10 min. This approach was adopted to observe the oxidation degree and strength development at the bottom of the bed before all layers approached complete oxidation (i.e. after 12 min in Zone 2 for the 40% O2 gas). The same gas temperature (800°C) was used in Zone 2 for all experiments, except for one experiment with 13% O2 gas. In that case, a higher gas temperature combined with a lower oxygen level was used to expose the pellets to a low-oxygen atmosphere combined with higher Tmax; the pellets were compared with those from the experiments with 40% O2 (and shorter residence time). The intention was to investigate the similarities and differences arising for different oxygen levels and residence times, with relatively unchanged Tmax.
After the bed cooling had been completed after Zone 3, a horizontal layer consisting of approximately 4 kg of pellets was collected from the position of each thermocouple (Fig. 1). Note that for one of the experiments with 13% O2 and gas at 800°C, only one data point was obtained for the layer at 51% of the total bed height because of a sampling error. Each sample was sieved manually to 10.0–12.5 mm and, after sieving, was divided into representative sub-samples using a riffle-splitter. The ferrous-ion (Fe2+) concentration was obtained from wet chemical titration with a K2Cr2O7 standard solution for both the green and indurated pellets. The oxidation degree was calculated according to Eq. (1), based on the analysed Fe2+. The CCS was measured according to the procedure described in ISO 4700: 2015.24) When the measured CCS was below 100 daN, measurement using the LKAB pellet multi-press (PMP) instrument25) was employed as a complementary method. For one of the experiments with 1000°C and 13% O2 in Zone 2, 40 pellets from the layer at 15% of the total bed height were utilized for the PMP measurements because of limited pellet availability after usage in the CCS measurement. In addition, the porosities of the green and indurated pellets were determined through pycnometry using an Accupyc II 1340 and a GeoPyc 1360 instrument (Micromeritics Inc., USA).
|
Degree of oxidation=(
1-(
F
e
2+
Sample
F
e
2+
Green pellets
)
)
⋅100
| (1) |
For microscopy, randomly selected pellets were ground into halves and mounted in epoxy resin. These pellet halves were then vacuum-impregnated for a microscopy analysis. The hardened samples were first ground and then polished to 1-μm fineness using alcohol-based lubricants and diamond suspensions. The pellet microstructures were examined using a light optical microscope (Leica DM 6000M) equipped with a motorised movable stage and a Leica camera (DMC5400). To obtain images of the pellet cross-sections, the mosaic feature of the image analysis software, Leica Application Suite X (LAS X) Multistep, was used. Automatic collection and stitching of individual images (2736 × 1824 pixels) into a common mosaic picture (of approximately 27550 × 28250 pixels) was performed using the same software. Along with mosaic images, additional images at larger magnifications were manually collected using the Z-stack (multi-zoom) function.
3. Results
3.1. Effects of Oxygen Level
The bed temperature and oxidation profile depend on the initial pellet temperature, gas temperature, oxygen level, and heat generation from the exothermic oxidation reaction as the magnetite is converted into hematite.8) In a large magnetite pellet bed, the oxidation progression varies along the bed height, yielding bed-scale gradients in both the oxidation degree and temperature.17) The oxidation progression and, thus, the resulting bed-scale oxidation degree gradient are highly dependent on the process-gas oxygen level and temperature profiles.
3.1.1. Bed-scale Temperature Profile
Figures 3, 4, 5, 6, 7, 8 show the temperature development along the vertical direction of the beds exposed to gases with higher (40% O2) and lower (13% O2) oxygen levels for a Zone 2 residence time of 12 min. The temperatures at the top pellet layers of these beds did not increase above that of the inflow DD gas (800°C); therefore, these layers experienced relatively constant temperatures (Fig. 3). Further down the bed, the temperature exceeded that of the inflow gas (Figs. 4, 5, 6), because the heat released from the exothermic reaction was transferred down through the bed via convection, along with the descending gas. In the 40% O2 bed, considerably higher Tmax was reached (approximately 1200°C) near the bottom than in the top layers (Figs. 7 and 8). The inflow gas temperature is marked with a dark line in Figs. 3, 4, 5, 6, 7, 8. All temperatures above the inflow gas temperature are an effect of the exothermic oxidation reaction.
Figures 4, 5, 6, 7, 8 show the Tmax values obtained at different positions for different layers. In some cases, as in Figs. 4, 5, 6, Tmax was reached in Zone 2. The temperature then decreased and increased again in Zone 3. As a given pellet layer in a bed approaches complete oxidation (in this case, in Zone 2) the heat generation from the oxidation diminishes. The generated heat is continuously transferred further down the bed and, thus, the temperature in the layer approaching complete oxidation decreases until it reaches gas temperature. In the current study (Figs. 4, 5, 6), the residence time was too short for these pellet layers to reach the gas temperature (800°C) before the end of Zone 2. The temperature increased in those layers when the beds entered the cooling zone (Zone 3) and the gas direction changed to UD; thus, the heat from the bottom of the bed was transferred upwards along with the gas.
3.1.2. Oxidation Degree
For the beds exposed to DD gases with both oxygen levels (40% and 13% O2) over 12 min in Zone 2, similar oxidation degrees were obtained in the top layer (Fig. 9). In the 40% O2 bed, the pellets distributed throughout the bed height approached complete oxidation. The exception was the top-layer pellets (at 100% of the total bed height, Fig. 9), for which the average oxidation degree was 78%. Excluding those pellets, significant differences in oxidation degree were found between the 13% and 40% O2 beds. The largest difference was at the bottom of the bed (5%–15% of the total bed height, Fig. 9), where the pellets in the bed oxidised with 13% O2 had an average oxidation degree of 42%–49%, compared to the almost complete oxidation (94%–96%) exhibited by the pellets in the corresponding bed layers oxidised with 40% O2. The bottom layers of the 40% O2 bed experienced higher temperatures than the corresponding layers oxidised with 13% O2 (Figs. 7–8). The bulk gas continuously supplied new oxygen to the bed, and the higher oxygen content of the gas in combination with the higher temperature created more favourable oxidation conditions at the bottom of the 40% O2 bed.

The pellets at the top of the bed exhibited similar CCS regardless of the gas oxygen level (Fig. 10). In the 40% O2 bed, the CCS increased along the bed until the bottom layer (at 5% of the total bed height, Fig. 10), where it decreased. For the 13% O2 bed, the CCS exhibited a slight initial increase in the top layers before declining in the middle of the bed (at 51% of the total bed height). The pellets at the bottom of this bed (at 5% of the total bed height, Fig. 10) were relatively weak, having lower strength than those at the top.
3.2. Oxidation Progression at the Bottom of the Pellet Bed Exposed to 40% O2 Gas
We next report the oxidation progression over time at the bottom of the pellet bed, considering the 40% O2 gas only. Table 4(a)–(c) presents pellet cross-sections indicating the oxidation progression over time in the pellet layer at 15% of the total bed height, for pellets exposed to the same conditions in Zone 2 but for different residence times of 8, 10, and 12 min. In the pellet cross-sections, the microstructures of the oxidised particles were light grey, whereas those of the magnetite particles were darker. For the case of 12 min residence time in Zone 2, the pellet appearance indicated complete oxidation (Table 4(c)), whereas the pellet cross-sections for the cases with shorter residence times exhibited magnetite cores (Table 4(b) and (c)). The pellets from the experiment with the 8 min residence time had larger magnetite cores (Table 4(a)) compared to those with 10 min residence time (Table 4(b)). The corresponding temperature profiles (Fig. 11) show that, after 8 min, the pellets reached the gas temperature. Beyond this time, the bed heating continued at a similar rate, although the heat originated from the oxidation of the layers above, resulting in average Tmax values of 1074 and 1196°C after 10 and 12 min, respectively. The average oxidation degree increased significantly from 47% to 96% as the residence time increased from 8 to 12 min. The increased Tmax and oxidation degree with time were accompanied by decreased porosity and a sharp increase in the average CCS (from 37 to 202 daN), as presented in Table 4(a)–(c).
Table 4. Pellets from the bed bottom (layer at 15% of the total bed height), from interrupted pot experiments with DD gas at 800°C and 40% O
2 for 8, 10, and 12 min residence times in Zone 2. This table presents the representative pellet cross-sections, average
Tmax (°C), heating rate (°C/min), oxidation degree (%), CCS (daN), and porosity (%).
In the following subsections, three comparisons are presented to show the rapid increase in oxidation degree in pellets from selected bed layers exposed to high-oxygen-level gas compared to those oxidised at a lower oxygen level. The pellets experienced comparable local conditions (similar average Tmax) but different Zone 2 residence times and inflow-gas oxygen levels.
3.3.1. Tmax of Approximately 800°C
Figure 12 shows two temperature profiles. The green curve corresponds to the layer at 5% of the total bed height exposed to gas at 800°C with 13% O2 and a Zone 2 residence time of approximately 12 min, whereas the pink curve corresponds to the layer at 15% of the total bed height exposed to gas at 800°C with 40% O2 and a Zone 2 residence time of approximately 8 min. The pellets in the layer oxidised with 40% O2 reached an average Tmax of approximately 800°C in a shorter time than those in the bed exposed to 13% O2. Despite the differences in residence time and heating rate, both pellet groups developed similar properties (oxidation degree, CCS, and porosity), as presented in Table 5. The cross-sections in Figs. 13(a)–13(b) show similar progression of the macro-oxidation fronts, and in both cases, the microstructures had unoxidised magnetite pellet cores with partially oxidised particles in the shell.

Table 5. Comparison of local conditions with
Tmax at approximately 800°C and Zone 2 gas oxygen levels of 40% and 13%. Average data for selected layers are presented in this table. Zone 2 settings for the experiment with 40% O
2 gas: gas temperature: 800°C, residence time: 8 min. This pellet layer was at 15% of the total bed height. Zone 2 settings for the experiment with 13% O
2 gas: gas temperature: 800°C residence time: 12 min. This pellet layer was at 5% of the total bed height.
| 40% O2 | 13% O2 |
|---|
| Tmax (°C) | 800 | 816 |
| Heating rate, 400°C-Tmax (°C/min) | 142 | 80 |
| Zone 2 residence time (min) | 8 | 12 |
| Position in bed (% of total bed height) | 15 | 5 |
| Oxidation degree (%) | 47 | 42 |
| CCS (daN) | 37 | 28 |
| Porosity (%) | 30 | 30 |
In this subsection, the temperature profiles for layers achieving similar average Tmax values of approximately 1000°C are compared, for exposure to two different oxygen levels and residence times, as presented in Fig. 14 and Table 6. In detail, the temperature profile for the layer at 15% of the bed height exposed to gas at 1000°C with 13% O2 and a Zone 2 residence time of approximately 12 min (green curve, Fig. 14) was compared with that for the layer at 27% of the bed height in the bed exposed to 40% O2 gas at 800°C and a Zone 2 residence time of approximately 8 min (pink curve, Fig. 14). The pellets from the 40% O2 bed reached an average Tmax of approximately 1000°C in a shorter time than those from the 13% O2 bed. Apart from the differences in residence time and heating rate, both pellets developed similar properties, as presented in Table 6 (oxidation degree, CCS, and porosity). The macro-scale oxidation front progressed further inward in the pellets collected from the layer in the 40% O2 bed (Fig. 15(a)). Apart from the oxidation fronts, however, the microstructures were similar; both had unoxidised magnetite cores at the pellet centres and almost completely oxidised particles in the pellet shell (Figs. 15(a)–15(b)).

Table 6. Comparison of local conditions with
Tmax at approximately 1000°C and Zone 2 gas oxygen levels of 40% and 13%. Average data for selected layers are presented in this table. Zone 2 settings for the experiment with 40% O
2 gas: gas temperature: 800°C, residence time: 8 min. This pellet layer was at 27% of the total bed height. Zone 2 settings for the experiment with 13% O
2 gas: gas temperature: 1000°C, residence time: 12 min. This pellet layer was at 15% of the total bed height.
| 40% O2 | 13% O2 |
|---|
| Tmax (°C) | 1026 | 1056 |
| Heating rate, 400°C-Tmax (°C/min) | 146 | 98 |
| Zone 2 residence time (min) | 8 | 12 |
| Position in bed (% of total bed height) | 27 | 15 |
| Oxidation degree (%) | 71 | 63 |
| CCS (daN) | 55 | 58 |
| Porosity (%) | 29 | 30 |
This subsection presents the third comparison, of the temperature profiles for layers in beds exposed to two different oxygen levels and residence times but achieving similar average Tmax values of approximately 1180°C, as presented in Fig. 16 and Table 7. The temperature profile for the bed exposed to 13% O2 was obtained from the layer at 27% of the bed height, for gas at 1000°C and a Zone 2 residence time of 12 min (green curve, Fig. 16). The temperature profile for the bed exposed to 40% O2 (pink curve) was also obtained from a layer at 27% of the bed height, but the gas temperature was 800°C and the Zone 2 residence time was 10 min, as shown in Fig. 16. The pellets from the 40% O2 bed reached Tmax in a shorter time than those from the 13% O2 bed. As in the previous comparisons, the pellets oxidised with 40% O2 experienced a shorter residence time and higher heating rate than those oxidised with 13% O2. The average oxidation degree and CCS were higher for the pellets oxidised with 40% O2, but the porosity was similar in both cases (Table 7). Analysis of the macro- and microstructures revealed that the oxidation front progressed further into the pellets from the bed layer exposed to 40% O2 gas (Fig. 17(a)). Otherwise, the microstructures appeared similar, with unoxidised magnetite particles at the core and mostly oxidised particles in the shell (Figs. 17(a)–17(b)).

Table 7. Comparison of local conditions with
Tmax at approximately 1180°C and Zone 2 gas oxygen levels of 40% and 13%. Average data for selected layers are presented in this table. Zone 2 settings for the experiment with 40% O
2 gas: gas temperature: 800°C, residence time: 10 min. This pellet layer was at 27% of the total bed height. Zone 2 settings for the experiment with 13% O
2 gas: gas temperature: 1000°C, residence time: 12 min. This pellet layer was at 27% of the total bed height.
| 40% O2 | 13% O2 |
|---|
| Tmax (°C) | 1189 | 1181 |
| Heating rate, 400°C-Tmax (°C/min) | 135 | 97 |
| Zone 2 residence time (min) | 10 | 12 |
| Position in bed (% of total bed height) | 27 | 27 |
| Oxidation degree (%) | 94 | 72 |
| CCS (daN) | 170 | 120 |
| Porosity (%) | 28 | 28 |
4. Discussion
For all layers of the bed, the pellets exposed to 40% O2 gas reached higher Tmax earlier than those exposed to 13% O2 gas, because of the oxidation promoted by the higher oxygen level in the gas. The combined effect of the temperature and increased oxygen partial pressure in the bed caused higher oxidation degrees to be reached earlier throughout the bed; however, the layer at the top of the bed was an exception as the temperature remained similar to that of the inflow gas. A more uniformly oxidised bed was achieved in a shorter time with the 40% O2 gas, because the heat generated by the oxidation was transported further down the bed (because of the higher gas oxygen level). Hence, the temperature was higher, which enhanced the oxidation kinetics26) at the bottom of the bed. This bed phenomenon, also occurring at lower oxygen levels, was described in detail by the authors in a previous publication.17) The temperature increase was particularly fast at the bottom of the 40% O2 bed, and this heat increase was significantly faster than the heating rates in the corresponding bed-scale experiments for the 13% O2 gas. The oxidation rate, resulting from an inflow gas with 13% O2, was not high enough to obtain a high oxidation degree or a high temperature in the bottom of the bed.
In the experiments reported herein, improved CCS was also observed for oxidation with 40% O2 and a 12 min residence time. Note that the bottom layers of a pellet bed must be heated to achieve a sufficiently high temperature to promote oxidation kinetics.27,28) In this work, the strength development observed for pellets at different positions in the bed (layers) revealed that the oxidation degree and a temperature above 1100°C are important parameters for achieving increased pellet strength. The correlation between the strength development and oxidation degree at low temperatures is known,19) but its relevance at high temperatures has not been clarified previously. At high temperatures, sintering begins, which significantly affects the strength increase.29) The experiments reported herein demonstrate that the strength (CCS) is improved when oxidation occurs at a high temperature (Tmax approaching 1200°C) and relatively high heating rate, when the oxygen content in the gas is 40% O2. However, for pellets oxidised with 40% O2, it is not possible to correlate the resulting strength with any individual parameter. The current data indicate that the achieved CCS is influenced by a combination of the pellet thermal history (including Tmax) and oxidation degree.
The significant benefits to the oxidation rate and strength development achieved using 40% O2 gas at higher temperatures are highlighted by the comparisons presented in Subsections 3.3.1–3. That is, pellet layers exposed to either 13% or 40% O2 gas and experiencing similar Tmax (approximately 800, 1000, and 1180°C) were compared. The comparisons reveal that, at Tmax values of approximately 800 and 1000°C, additional residence time in combination with 13% O2 yields similar pellet properties in terms of CCS, oxidation degree, and microstructure. However, as the temperature approaches 1200°C (Tmax: 1181–1189°C), this is no longer the case. Not even a lower heating rate, and thus, additional residence time, is sufficient for those pellets to develop similar oxidation degrees and CCS properties to those exposed to gas with 40% O2. The benefit of a high oxygen level is related to the combined effect of the oxidation degree and the subsequent temperature increase, which cannot be replaced by an increase in temperature alone. The complete correlation between temperature, oxidation degree, and CCS with various oxygen levels in the gas is complex and we aim to investigate this further.
Other researchers19,30) have speculated that rapid attainment of high temperatures should be avoided and that oxidation should occur at lower temperatures. This reasoning is based on the knowledge that this type of thermal treatment generates internal structural problems for pellets, such as a duplex structure, yielding low mechanical stability. In the experiments performed in this work with DD gas containing 40% O2, the pellets in the top and middle of the bed were heated by the oxidation itself, and the heat was constantly transported away by the gas flow; thus, the pellets were completely oxidised with relatively high strength and no apparent structural problems (based on visual analysis of the microstructures). The bottom layers of the bed were exposed to higher temperature than the top layers; however, as the bottom layers of the bed had considerably lower initial temperatures, an increase in temperature was necessary to achieve complete oxidation and high strength at both the top and bottom of the bed within the given Zone 2 residence time.
If the gas oxygen level were increased above 40% O2, the oxidation rate and, thus, the heating rate would likely increase. If the pellets were heated by the inherent oxidation heat only, however, we believe that there would be a low likelihood of structural problems as the oxygen gradient would be high and the temperature would increase continuously at the oxidation front inside each pellet. However, besides the oxygen level, the oxidation and heat development in a pellet bed are also governed by the gas temperature and flow rate, as well as the bed height.
If an extremely high oxidation rate yields high temperatures (above 1300°C), one potential consequence is heat accumulation in the bed. In such an extreme scenario, structural problems could occur. If the heat transfer rate to a pellet at the bottom of the bed exceeded the oxidation rate (front), internal structural inhomogeneity could arise, with the hematite shell and unreacted magnetite core beginning to sinter. Hence, a duplex structure would form inside the pellet, as described by Forsmo et al.7) Another extreme scenario would be immediate oxidation of the pellet shell by the hot gas, with instantaneous sintering to form a hard hematite shell, as described by Wynnyckyj and McCurdy.22) This behaviour would hinder the oxygen diffusion into the pellet and create an unreacted magnetite core with lower mechanical strength. The possibility of either of these two scenarios arising remains to be determined experimentally. As the heat development in a pellet is also controlled by the process parameters, such as the gas temperature, gas flow rate, and bed height, it is probable that these scenarios could be avoided by controlling the induration process parameters.
5. Conclusions
In this study, we investigated the influence of a high gas oxygen level (40%) on the induration of a magnetite pellet bed in a pot furnace. We performed interrupted experiments with specific material and experimental settings and observed the following trends:
• A more uniformly oxidised pellet bed with a lower oxidation degree gradient along the bed was achieved with a higher oxygen level of 40% O2.
• The 40% O2 gas yielded improved pellet properties (oxidation degree and CCS) in a shorter time than the 13% O2 gas.
A high oxygen level in the gas (40%) yielded fast oxidation in the upper part of the bed, with the generated heat being transferred further down the bed. Hence, the temperature in the bottom layers increased rapidly, and the increased temperature combined with the high oxygen level yielded fast oxidation and a high CCS.
• At temperatures above 1000°C, positive effects on the oxidation degree and CCS were observed due to the high oxygen level in the inflow gas; these benefits could not be replicated for the low-oxygen gas by increasing the temperature and residence time.
Acknowledgements
This work was conducted as part of the Hydrogen Breakthrough Ironmaking Technology (HYBRIT) Research Project 1 (RP1). We gratefully acknowledge financial support from the Swedish Energy Agency. HYBRIT is a joint initiative of three companies, SSAB, LKAB, and Vattenfall, with the objective of developing the first fossil-free ore-based steelmaking route in the world.
The authors would like to acknowledge the support and guidance of personnel at LKAB, particularly Staffan Hedvall, Lars Bohman, and Lars-Olof Nordin at LKAB Materials laboratory, and the team at the Pot Furnace Laboratory: Pernilla Nordin, Emma Nordström, Ebba Granström, Elisabeth Kurthsdotter, Josefin Grelsson, Johan Forss, Marie-Ann Helin and Maud Stenhult.
Ida Christin Eriksson, illustrator, is kindly acknowledged for assistance with the artwork in Figs. 1 and 3, 4, 5, 6, 7, 8(b).
References
- 1) LKAB: LKAB in brief, https://www.lkab.com/en/about-lkab/lkab-in-brief/, (accessed 2021-12-17).
- 2) S. P. E. Forsmo: Ph.D. thesis, Luleå University of Technology, (2007), http://urn.kb.se/resolve?urn=urn:nbn:se:ltu:diva-26365, (accessed 2021-12-17).
- 3) V. Niiniskorpi: Ph.D. thesis, Åbo Akademi, (2004), https://abo.finna.fi/Record/abo.996025293405972, (accessed 2021-12-17).
- 4) HYBRIT: A Fossil-Free Future, https://www.hybritdevelopment.se/en/a-fossil-free-future/, (accessed 2021-12-17).
- 5) Ministry of the Environment and Ministry for Foreign Affairs: Press release from the Ministry of Environment, Ministry for Foreign Affairs, Government Offices of Sweden, https://www.government.se/press-releases/2016/11/paris-climate-agreement-enters-into-force-today/, (accessed 2021-12-17).
- 6) United Nations: The Paris Agreement, COP21 United Nations Framework Convention on Climate Change, https://unfccc.int/process-and-meetings/the-paris-agreement/the-paris-agreement, (accessed 2021-12-17).
- 7) S. P. E. Forsmo, S.-E. Forsmo, P.-O. Samskog and B. M. T. Bjorkman: Powder Technol., 183 (2008), 247. https://doi.org/10.1016/j.powtec.2007.07.032
- 8) K. Meyer: Pelletizing of Iron Ores, Springer-Verlag, Berlin, (1980), 48, 140.
- 9) P. O. Pape, R. D. Frans and G. H. Geiger: Ironmaking Steelmaking, 3 (1976), 138.
- 10) L. A. Haas, J. C. Nigro and R. C. Moe: Report of Investigations 9473, U. S. Department of the Interior, Bureau of Mines, Washington, D.C., (1993), 1.
- 11) J. D. Zetterstrom: Report of Investigations 4728, U. S. Department of the Interior, Bureau of Mines, Washington, D.C., (1950), 1.
- 12) J. O. Edström: Jernkontorets Ann., 141 (1957), 457.
- 13) D. Papanastassiou and G. Bitsianes: Metall. Trans., 4 (1973), 487.
- 14) H. J. Cho, M. Tang and P. C. Pistorius: Metall. Mater. Trans. B, 45 (2014), 1213.
- 15) T. K. S. Kumar, N. N. Viswanathan, H. Ahmed, A. Dahlin, C. Andersson and B. Bjorkman: Metall. Mater. Trans. B, 50 (2019), 162.
- 16) M. Tang, H. J. Cho and P. C. Pistorius: Metall. Mater. Trans. B, 45 (2014), 1304. https://doi.org/10.1007/s11663-014-0064-5
- 17) A. Eriksson, C. Andersson, H. Ahmed, A. Dahlin, T. K. S. Kumar and P. Semberg: ISIJ Int., 61 (2021), 1439. https://doi.org/10.2355/isijinternational.ISIJINT-2020-469
- 18) P. C. Pistorius and M. Tang: Drying, Roasting, and Calcining of Minerals, TMS 2015, 144th Annual Meeting and Exhibition, (Orlando), Springer, Cham, (2015), 203.
- 19) S. R. B. Cooke and W. F. Stowasser: Trans. AIME, 193 (1952), 1223.
- 20) J. R. Wynnyckyj and T. Z. Fahidy: Metallurgical Trans., 5 (1974), 991.
- 21) T. K. S. Kumar, N. N. Viswanathan, H. Ahmed, A. Dahlin, C. Andersson and B. Bjorkman: Metall. Mater. Trans. B, 50 (2019), 150.
- 22) J. R. Wynnyckyj and W. A. McCurdy: Metallurgical Trans., 5 (1974), 2207. https://doi.org/10.1007/BF02643935
- 23) P.-A. Ilmoni and J. Uggla: Jernkontorets tekniska råd, Meddelande, 217 (1955), 803 (in Swedish).
- 24) ISO 4700: 2015, Iron ore pellets for blast furnace and direct reduction feedstocks - Determination of the crushing strength.
- 25) S. P. E. Forsmo, A. J. Apelqvist, B. M. T. Björkman and P.-O. Samskog: Powder Technol., 169 (2006), 147. https://doi.org/10.1016/j.powtec.2006.08.008
- 26) L. X. Yang and E. Matthews: ISIJ Int., 37 (1997), 854.
- 27) B. E. Monsen, S. E. Olsen and L. Kolbeinsen: Scand. J. Metall., 23 (1994), 74.
- 28) S. G. Melamud and B. P. Yur’ev: Steel Trans., 46 (2016), 384. https://doi.org/10.3103/S0967091216060085
- 29) S. R. B. Cooke and T. E. Ban: Trans. AIME, 193 (1952), 1053.
- 30) H. J. Cho and P. C. Pistorius: Proc. Iron & Steel Technology Conf. and Exposition (AISTech 2012), Association for Iron and Steel Technology, Warrendale, PA, (2012), 503.








;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/62_ISIJINT-2021-390_tbl_4.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)



