1. Introduction
GCr15 bearing steel has excellent mechanical properties such as high wear resistance, corrosion resistance and fatigue resistance, and thus it is widely used to manufacture the bearing ring, ball screw, bushing and other mechanical components.1,2,3) The microstructure of GCr15 bearing steel under conventional hot-rolled conditions consisted of the lamellar pearlite and a small amount of proeutectoid cementite at the grain boundaries,1,4,5) which leads to high hardness, low plasticity and poor cold workability. Therefore, the SA is routinely required to obtain superior microstructure, such as granular carbide distributed in the ferrite matrix.1,5)
However, the conventional SA process usually takes a long time of 10 to 20 h,4,6) which leads to high-energy consumption, low productivity. Therefore, some alternatives to reduce SA time have been studied, such as cyclic SA,7,8) deformation SA,6,9,10,11) online SA,12) and isothermal SA,13) etc. In addition, the aim of SA is to obtain the dispersed distribution of carbides, which is conducive to the improvement of bearing steel fatigue life,14) and there is an obvious genetic phenomenon with respect to the structures of the material during heat treatment.15,16) Up to date, how to obtain the uniform and dispersed distribution of carbides in the bearing steel is still an important topic.
Over the past decades, it has been found that the AMF can be used to modify the microstructures and properties of the metallic materials. For examples, the AMF can enhance diffusivity,17,18,19,20) refine grains,21) accelerate stress release,22) and reduce the macro/micro segregation.23,24,25,26) In the aspect of heat treatment, it was found that the AMF not only could improve the microstructures and properties of some light alloys,18,27,28) but also improve the magnetic properties of electrical steel and refine the pearlite structure.29) More recently, the AMF was applied to treat the GCr15 bearing steel at room temperature. It was found that the application of the AMF led to increase the dislocation density and to improve the strength and the wear resistance.30) Therefore, the application of the AMF provides a new idea that can be used to regulate microstructures and properties during heat treatment.
In this work, the effect of the AMF on the microstructure and performance of the GCr15 bearing steel during heat treatment was explored. It was found that the AMF promoted the dissolution of the lamellar carbides and accelerated the austenitizing process. Further, insight into the reasons have been given.
3. Results and Discussion
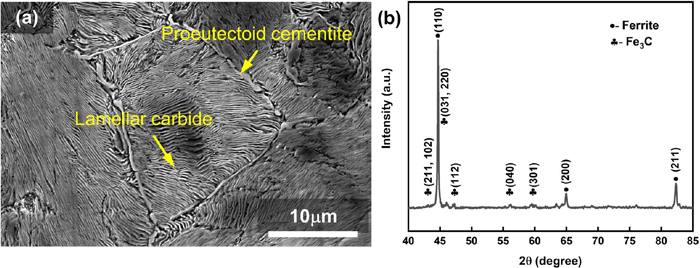
The microstructure in the as-received rod is shown in Fig. 3(a), which consists of lamellar pearlite and proeutectoid cementite. The lamellar pearlite is a mixture of ferrite (α) and cementite (Fe3C). Figure 3(b) displays the XRD pattern of the as-received sample, which confirms that the phases of the lamellar pearlite in Fig. 3(a) are ferrite and cementite.
As we know, when the GCr15 sample was heated to a certain temperature above the eutectoid temperature, the austenitization occurs, i.e., the lamellar pearlite is transformed into austenite (γ). The extent of transformation is dependent on temperature and holding time. The subsequent quenching leads to transformation from the austenite to martensite (α′). The amount of martensite reflects the extent of austenitization. Figure 4 shows the SEM images of microstructures in the GCr15 bearing steel quenched after austenitization for different holding times without and with an AMF. For no holding time, the microstructure of the sample quenched at 760°C (Fig. 4(a)) is almost the same as that of the as-received sample (Fig. 3(a)). That is to say, almost no austenite forms when no holding was performed during austenitizing. With extending the holding time, the proeutectoid cementite at the grain boundaries gradually dissolve and thus become shorter or even disappear. For lamellar pearlite, with the increase of the holding time, the lamellar carbides gradually transform into granular carbides (Figs. 4(b) to 4(g)). For the same holding time, the amount of the residual lamellar carbides in an AMF is less than that without an AMF. When the holding time is up to 180 min, the lamellar carbides in the AMF disappears completely, but still exists in the sample without the AMF (Figs. 4(f) and 4(g)), indicating that the AMF promotes the dissolution of carbides in the matrix.

In order to further characterize the microstructure transformation during austenitizing, XRD measurements were performed, as shown in Fig. 5. The microstructure transformation from pearlite to austenite (martensite) can clearly be observed from their changes of characteristic peaks. For the same holding time, the characteristic peaks of martensite in the sample with the AMF firstly appear (0.1 T, 10 min) and the peaks of ferrite completely disappear (0.1 T, 60 min). However, there is still a peak of ferrite for 60 min without an AMF. It follows that the AMF accelerates the transformation from pearlite to austenite, which is agreement with microstructure observation.

In addition, the intensities and FWHMs of some peaks were compared, as shown in Fig. 6. As the holding time increases, the intensities of (110) and (211) peaks both decrease. The peaks intensities with an AMF drop more significantly for the holding time less than 60 min, and then are close to each other with and without an AMF for 180 min. The change in peak intensity accords to the extent of transformation from pearlite to austenite. That means that the AMF accelerates the transformation, and less residual ferrite leads to a weaker peak. The FWHM of the peak increase with increasing the holding time regardless of the AMF. The value of FWHM in the AMF is larger than that without AMF for the same holding time less than 60 min. The change in the FWHM also means that the more martensite, which includes defects such as dislocation or lattice distortion, forms in the sample treated in the AMF.

It is well known that the supersaturated solid solution of carbon in martensite causes lattice distortion and a much higher dislocation density, which broadens the peak in X-ray diffractograms.31,32,33,34) Martensite can be interpreted as ferrite with slight tetragonal distortion in crystallography,34) and the tetragonality, c/a, has a linear relationship with the carbon content ([C] in wt.%) as follows:34)
where
c and
a are the lattice constants of martensite. When the carbon content increases to a certain extent, the crystal structure of martensite is changed from the body-centered cubic (BCC) to body-centered tetragonal (BCT).
34,35) Recently, high-resolution XRD studies have shown that as the carbon content increases, the tetragonality of martensite increases, and the peak intensity of martensite is observed to decrease.
36) In this work, with advance in austenitization, more martensite was obtained during quenching. Thus, the XRD peaks gradually become wider and flatter. Obviously, the AMF facilitated this transition from ferrite to austenite.
The amount of martensite without and with the AMF is indicated in Fig. 7. From this histogram, it can be seen that as the holding time increases, the fraction of martensite gradually increases regardless of the AMF. For the same holding time, the amount of martensite in the AMF is significantly larger in comparison with that without the AMF. The average martensite fractions in the specimens for 10, 60, and 180 min with an AMF increased from 23.9%, 55.8%, 72.7% to 46.6%, 94.8%, 100.0%, respectively. It follows that the AMF promoted the formation of austenite.

Figure 8 shows the microstructure after isothermal annealing. With the extension of holding time, the amount of lamellar carbides gradually decreased and granular carbides gradually increased. Similar to quenched microstructures, for the same holding time, the fraction of granular carbide with an AMF is more than that without an AMF (Figs. 8(b) and 8(c), 8(d) and 8(e)). When the holding time of austenite is 180 min, there are a small amount of lamellar carbides in the microstructure after isothermal annealing treatment without an AMF. In comparison, the carbides with an AMF completely become granular (Figs. 8(f) and 8(g)). During isothermal annealing, the fine carbides in austenite become the core, spheroidize and grow up. This process is called divorced eutectoid transformation (DET).1,4,37) Obviously, the application of the AMF accelerates the subsequent DET and the formation of granular carbides from the austenite, while a few lamellar carbides still exist owing to incomplete transformation in the absence of the AMF. XRD patterns of the GCr15 samples after isothermal annealing are shown in Fig. 9. After holding at 720°C for 60 min, the XRD patterns of all samples exhibit three narrow and strong peaks, corresponding to ferrite structure.


For the samples with the holding time of 180 min at the autensiting stage, the size distribution of carbides after isothermal annealing was compared, as shown in Fig. 10. The mean diameter of carbides is about 0.35 um with the AMF, which is less than 0.39 um that without an AMF. The radius ratio (Max Diameter/Min Diameter) is used to characterize the roundness of carbide particles. The closer to unity the value of the radius ratio is, the more round the particle is. The radius ratios with or without an AMF are 1.96 and 2.13, respectively, which indicates that the carbides in the AMF have better roundness than those without an AMF. Additionally, the curves in Fig. 10 with the AMF are higher and narrower than the curves without an AMF, indicating that the carbides more uniformly distributed.

The Rockwell hardness values of the GCr15 samples after quenching and isothermal annealing are shown in Fig. 11. The hardness after quenching increases with increasing the holding time at austenitizing stage (Fig. 11(a)). For the same holding time, the hardness with an AMF is higher than that without an AMF. For example, the hardness of the samples for 180 min are 64 HRC with an AMF and 59 HRC without an AMF, respectively, increase by 8.5%. The trend of the change in hardness with the holding time during isothermal annealing is opposite to that during quenching (Fig. 11(b)). When the austenitizing time is less than 10 min, the difference in hardness with and without an AMF is hardly observed. With increasing the austenitizing time, the hardness of the samples after isothermal annealing decreases. When the austenitizing time is longer than 60 min, the hardness of the sample in the AMF is lower than that without an AMF for the same austenitizing time. The reasons for the change in hardness with and without an AMF are discussed below.

At austenitizing stage, the pearlite transformed into austenite (martensite). The more the amount of martensite is, the larger the average hardness is. The hardness of the GCr15 sample can be estimated using a rule of mixtures based on the hardness of martensite and pearlite:1,38)
|
H
HRC
=X×
H
M
+(
1-X
)
×
H
P
| (2) |
where
HHRC is the overall Rockwell hardness,
HM and
HP are the hardness of martensite and pearlite, respectively. The volume fraction
X of martensite can be obtained from
Fig. 7.
Yao et al.39) established the relationship between martensite hardness and carbon content less than 0.80 wt.%:
|
H
M
=626.58
C
3
-463.45
C
+24.55C-121.68
| (3) |
where
C is the mass percentage of carbon. The calculated results by JMatPro software show the equilibrium carbon content in the austenite at 760°C was 0.64 wt.%. According to
Eq. (3), the hardness of the martensite is estimated to be 63.2 HRC, which is nearly equal to experimental value (
Fig. 11). The hardness of the pearlite is 16–31 HRC.
40) Here, the value of 24 HRC is used to calculate the average hardness. Therefore, according to
Eq. (2), the hardness with austenitizing time of 10, 60 and 180 min can be estimated to be 33.4, 45.9, 52.5 without the AMF and 42.3, 61.2, 63.2 HRC with the AMF, respectively, which are slightly lower than the experimental values (
Fig. 11(a)). This can be attributed to the contribution of carbide hardness, which exceeds 70 HRC
41,42) and is higher than martensite or pearlite. Therefore, the microstructure contains undissolved carbides, which additionally increases the hardness, resulting in the experimental hardness values to be higher than the estimated values.
After isothermal annealing, the matrix transforms into pearlite, which consists of ferrite and cementite. The cementite in the pearlite has two morphologies: lamellar and granular, and the former has higher hardness.43) The samples heat-treated with an AMF for more than 60 min at austenitizing stage have fewer lamellar carbides (Fig. 8) and consequently lower hardness than those without an AMF. According to the DET theory, when the steel is heated into the two-phase region of γ + Fe3C, the existing fine carbide particles absorb the carbon atoms that is partitioned at the austenite/ferrite interface front to form large spherical carbides.1) At the stage of isothermal annealing, the spheroidization of carbides occurs while lamellar carbides will be retained. The samples treated with an AMF have more austenite content at the stage of austenitizing, less residual lamellar carbides and more spherical carbides after annealing, hence the hardness values after isothermal annealing is lower than those without an AMF.
Additionally, the effect of the magnetic field on phase transformation of ferromagnetic alloys should be considered. It is well known that the magnetic field can change thermodynamics, kinetics and thus microstructures of ferromagnetic alloys.44,45) In this work, the sample was heated to the temperature of 760°C for austenitization, at which ferrite (Curie temperature, TC is 770°C) is ferromagnetic, while austenite and cementite are both paramagnetic. When the transition from pearlite to austenite occurs, the magnetic field can promote the stability of ferrite, thus is not conducive to the formation of austenite, which is not reconciled with the experimental observation, since the above-mentioned results indicate that the magnetic field accelerates the transition from pearlite to austenite. Therefore, the change in the amount of austenite in the AMF should be attributed to other reasons.
As we know, the dissolution rate of lamellar pearlite is dependent on the diffusion rate of carbon atoms at the early stage, and on the diffusion of the alloying element (chromium) at the later stage.46,47) Thus, it is inferred that the difference in microstructure and properties with and without the AMF can be ascribed to the change in diffusivity under the action of the AMF. In fact, it has been reported that the AMF could promote the diffusion rate of alloying elements.17,18,19,20) The enhanced diffusivity can be attributed to the increase in dislocation density in the AMF, which originates from the magnetoplastic effect (MPE). The similar phenomena have been found in the aluminum alloys48,49,50) and the GCr15 bearing steel.30) Thus, it can be reasonably inferred that the application of the AMF led to the higher diffusivity of carbon in the GCr15 bearing steel, and accelerated diffusion-controlled austenitizing process. Consequently, the volume fraction of austenite (martensite) in the AMF and thus the average hardness of the sample in the AMF is higher than that without an AMF after quenching. The austenitizing process can also be accelerated by conventional heat treatment methods such as increasing the austenitizing temperature.46) However, the AMF has some special advantages in heat treatment, i.e., various magnetic effects such as enhanced diffusivity,17,18,19,20) magneto-plasticity effect,48,49,50) etc. In addition, lower heat treatment temperature is beneficial to reduce energy consumption. Therefore, the application of the AMF is expected to provide new ideas for the heat treatment of bearing steel.