Abstract
Conventionally, it has been known that the product yield of the upper part of the sintering layer is extremely low, because of the heat loss caused by transferring heat toward the space above sintering layer, and of the large amount of unburned carbon in upper sintering layer.
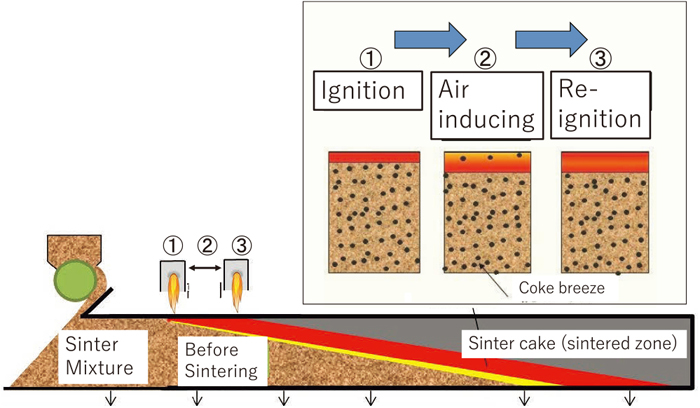
As a countermeasure, REMO-tec (Re-ignition Method for Optimization of Total Energy Consumption) has been developed. Here, REMO-tec, is the sintering technique of re-igniting sintering packed bed at certain intervals after first ignition. This method has an effect on improving sinter yield with maintaining high sinter reducibility. This effect leads to improving sinter reducibility without decreasing sinter yield by decreasing control of coke breeze content in sinter mixture.
This paper focuses on coke combustion efficiency as combustion ratio of carbon in coke breeze for considering improvement of sinter yield through sinter pot test. Here, carbon combustion ratio is defined as proportion of actual heat generation at combustion to ideal heat generation as complete combustion (C+O2→CO2) of all carbon in coke. And it can be calculated based on component analyses of exhaust gas.
As the result, it was confirmed as shown bellows.
1) By re- ignition, the unburned coke remaining in the upper layer of the sinter packed bed was burned, which has a role of extending keeping time over 1200°C especially in the upper layer of sinter packed bed.
2) Due to the effect of 1), the increasing amount of heat supply at “REMO-tec” case was equivalent to the same as the experimental case of increasing coke breeze content, at which increasing heat amount at blending coke breeze content was four times larger of the heat amount at re-ignition. (For a 430 mm layer pot test)
3) In addition, since the re-ignition heat is donated to the upper layer (surface layer), the amount of heat consumption in the upper layer of the sinter packed bed increases and the amount of heat consumption in the lower layer decreases compared to the case of increasing coke breeze content, which results in decrease of the difference between heat consumption in upper layer and that in lower layer.
In addition, these effects have been also confirmed at the commercial sinter plant.
1. Introduction
In order to save energy and reduce CO2 emissions in the current ironmaking process, it is necessary to decrease bonding agents such as coke breeze in the sintering process and to decrease reducing agents in the blast furnace.
As the bonding agents for sintering, the use of carbon-neutral biomass is a direct and effective method, and many research have been reported1,2,3) since 2000’s. It was cleared that technical issue was yield because of the poor exothermic energy. Recently, regarding PKS (Palm Kernel Shell) char coal, basic research such as combustion ratio4,5) and applied research such as keeping sintering yield6) and as placing at lower part in sinter packed bed7) by coarsening PKS char coal have been reported.
Regarding the decreasing reducing agents at BF operation, improvement of sinter reducibility is required, and for high sinter reducibility, it is effective to decrease the blending ratio of the bonding agents such as coke breeze at sintering process. Therefore, decreasing coke breeze at sintering leads to decreasing CO2 emissions from both the sintering process and the blast furnace operation.
Then, the issue in reducing the coke breeze is to suppress the deterioration of the yield. In particular, it is necessary to take countermeasures against the yield of the upper layer of sinter packed bed.
Figure 1 shows the example of yield distribution in the cross section of the pallet. For the uppermost layer, the yield is specifically low. Against this feature, sintering technique as charging coke breeze onto the surface of the sinter packed bed before ignition was developed.8) The aim is increasing heat supply especially at upper layer, because it is too difficult to increase coke breeze content typically at upper layer only by charging all sinter mixture into sintering pallet even at using segregation apparatus. This technique is certainly effective to increase yield.

And anther technique which is inducing fuel gas into sinter packed bed after ignition9,10) have been developed. In this technique, utilization of lower combustion temperature of fuel gas compared with coke breeze leads to expanding high temperature zone toward upper direction from coke breeze combustion position. This effect accelerates at inducing fuel gas with oxygen enrichment gas. The expanding high temperature zone locates at about 100 mm depth from surface. In addition, it is possible to decrease blending coke breeze rate, which leads to improving sinter reducibility.
2. Outline of REMO-tec [RE-ignition Method for Optimization of Total Energy Consumption]
11)Recently, significant high amount of unburned carbon, in another words, low combustion ratio was clarified from the sinter cake analyses sampled from commercial sinter machine as shown in Fig. 2. For countermeasure it is necessary to expand high temperature zone up to the surface for decreasing unburnt coke breeze ratio. Based on the results of this analysis, we developed high effective technique as REMO-tec: (RE-ignition Method for Optimization of Total Energy Consumption). It is the double ignition system as re-ignition after a certain interval after first ignition.
2.2. Effect on Sinter Structure
Structure of sinter cake of REMO-tec has a feature as the result from high energy X-ray scan method.12)
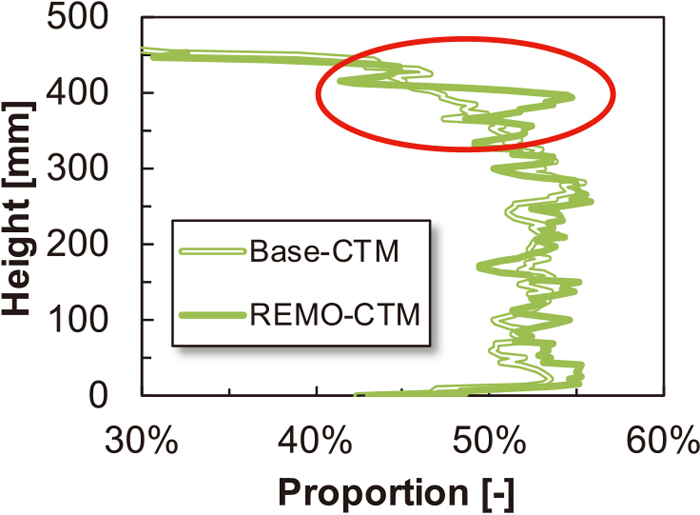
Distribution of density and void are shown in Fig. 4.13)
Here, color is classified referring apparent density as shown in Fig. 4. Based on previous work,14) High density value (red color) was determined based on hematite ore. Middle and low density were assimilating matrix because Ca–Fe–O phase indicates lower density than hematite. In addition, Middle density matrix was defined as high strength bulk.
|
void (black): ρ< 1.6 [×
10
3
kg/
m
3
]
low density matrix (CTL; blue):
1.6≤ρ< 2.7 [×
10
3
kg/
m
3
]
middle density matrix (CTM; green):
2.7≤ρ< 3.9 [×
10
3
kg/
m
3
]
high density matrix (CTH; red): 3.9≤ρ [×
10
3
kg/
m
3
]
|
As shown in Fig. 4,14) in case of REMO-tec, at 30–50 mm depth from surface, void progressed for horizontal direction. Under the void, low density matrix (blue color part) decreased significantly.
Figure 5 shows distribution of middle density matrix ratio in vertical direction. At upper part from 350 to 430 mm height, middle density matrix (green color part) is higher in case of REMO-tec.
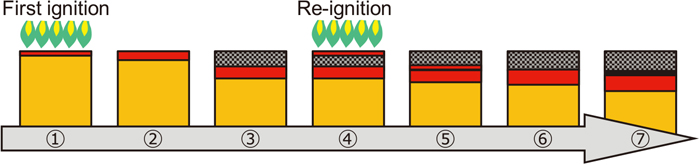
And generating void and increasing middle density part at upper part is considered based on high temperature zone movement during sintering as shown in Fig. 6.
Passage of sinter structure at REMO-tec are explained as below.
1) image ①–③
First high temperature zone formed by first ignition goes downwards.
2) image ④–⑤
Second high temperature zone formed by re-ignition goes downwards.
(Speed is higher than that of first temperature zone)
3) image ⑥
The two high temperature zones combine, which results in increasing its thickness discontinuously
4) image ⑦
Promoting melting at combining position, which results in generating large void because of moving melt toward lower part due to high liquid ratio. (Below the large void, low density part decreases)
3. Experimental
3.1. Experimental Scale (Pot Size) and Raw Materials
The sinter pot has a diameter of 300 mm and a height of 500 mm, and by adjusting the vertical position of the bottom grate plate, it is possible to perform any conditions for bed height. As the raw material, we used a premixed sinter raw material that does not contain bonding agents such as coke breeze from commercial sintering machine. The coke breeze was blended at experiment in the laboratory.
3.2. Granulating and Charging Conditions
At granulation, the pre-mixed sinter raw materials and coke breeze was first mixed with a drum mixer for 2 minutes without adding water. Next, the mixture was re-mixed in the same drum mixer for another 5 minutes with adding water.
At charging sinter mixture into the sintering pot, the sinter mixture after granulation was dropped onto hearth layer from a height of 100 mm above the top surface of the pot. The hearth layer was adjusted to 20 mm height using 10–15 mm sinter.
3.3. Sintering Condition
The gas volume at sintering were constant at 1.8 Nm3/min as exhaust gas volume, including first ignition and re-ignition period.
3.4. Experimental Series and Cases
3.4.1. Basic Effect of REMO-tec on Sinter Yield and Reducibility
As shown in Table 1, based on the “Base“case with the conditions of coke breeze blending ratio (4.0%) and of ignition time (1 min), 3 cases including “base” case were examined. “High coke” case was increasing coke breeze blending ratio by 0.4% (4.4% total). “Re-ignition [REMO-tec]” case was adding one minute’s re-ignition after 3 min interval after first ignition of 1 minute. The height of sinter packed bed was 480 mm for sinter mixture, which did not include hearth layer.
Table 1. Experimental cases.
| First ignition (min) | Interval (min) | Re-Ignition (min) | Coke breeze ratio (%) | Bed height (mm) | Δ heat
(MJ/t-raw material) |
|---|
| Series1: Basic effect of REMO-tec on sinter yield and reducibility |
| Base | 1.0 | – | – | 4.0 | 450 | Base |
| High coke | 1.0 | – | – | 4.4 | 450 | +100 |
Re-ignition
(REMO-tec) | 1.0 | 3.0 | 1.0 | 4.0 | 450 | +24 |
| Series2: Evaluation of REMO-tec on heat balance at sintering |
| Base | 1.0 | – | – | 4.4 | 430/130 | Base/Base |
| High coke | 1.0 | – | – | 4.8 | 430/130 | +100/+100 |
| Long ignition | 2.0 | – | – | 4.4 | 430/130 | +25/+83 |
Re-ignition
(REMO-tec) | 1.0 | 1.0 | 1.0 | 4.4 | 430/130 | +25/+83 |
As shown in Table 1, Based on the “Base“ case with the conditions of coke breeze blending ratio (4.4%) and of ignition time (1 min), 4 cases including “base” case were examined. “High coke” case was increasing coke breeze blending ratio by 0.4% (4.8% total). “Long ignition” case was increasing ignition time by 1 minute. (2 minutes total). “Re-ignition [REMO-tec]” case was adding one minute’s re-ignition after 1 minute interval after first ignition of 1 minute. The different points were adding another case of “Long ignition “, increasing coke blending ratio by +0.4%, and making shorten of interval time from 3 min to 1 min. The reason of increasing coke blending ratio is to confirm effect of REMO-tec on yield even at high coke ratio. And interval at “Re-ignition [REMO-tec]” case was adjusted for promoting effect on yield.
In addition, the height of sinter packed bed was evaluated not only for the normal height of 430 mm, but also for the low thickness of 130 mm for evaluating the upper layer. Here, bed height does not include hearth layer.
The amount of heat increase in each case is also shown in Table 1.
“High coke” case is 100 MJ/t-raw material.
“Long ignition” case and “Re-ignition [REMO-tec]” case are 25 MJ/t-raw material, in case of sinter bed height of 430 mm and 83 MJ/t- raw material, in case of that of 130 mm respectively. Even if the ignition conditions are the same, the amount of heat per raw material weight increases as the bed height decreases. Therefore, the amount of increasing ignition heat is 25% and 83% at sinter bed height of 430 mm and 130 mm respectively, with respect to the amount of heat increase of coke breeze distribution (+ 100 MJ/t-raw material).
4. Results
4.1. Basic Effect of REMO-tec on Sinter Yield and Reducibility
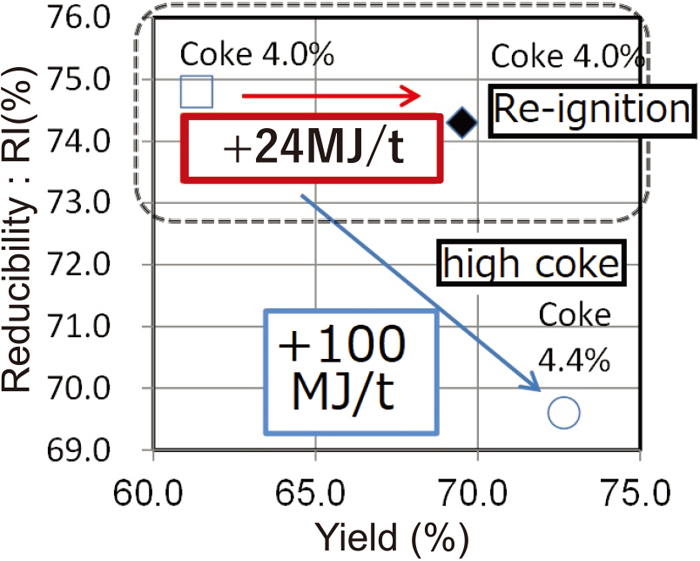
In REMO-tec, supplying heat energy to the surface of sintering layer aims increasing reaching temperature and high temperature holding time. As shown in Fig. 7, the basic effect of this process is that the sinter yield improves while maintaining the sinter reducibility at equal coke breeze blending rate. (◆ in Fig. 7) This point is different from the case of increasing blending coke breeze rate, which shows the improvement of product yield (○ in Fig. 7) with accompanying the lowering sinter reducibility.
Factors that can improve the sinter yield while maintaining the sinter reducibility can be explained as bellows.
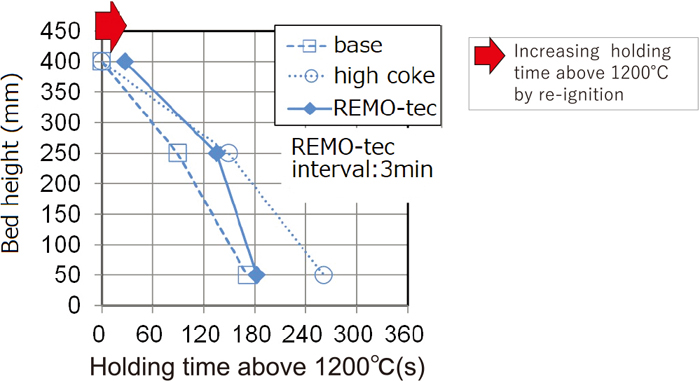
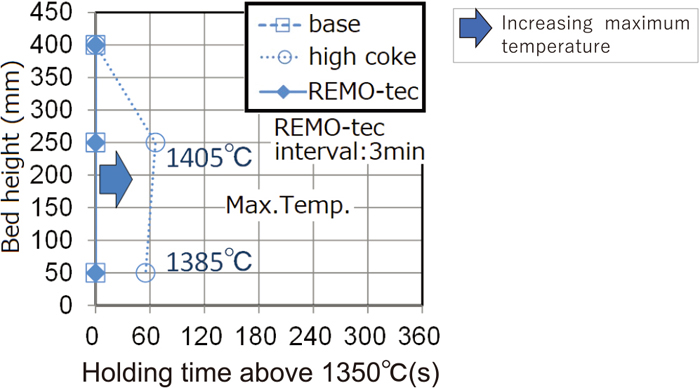
In the upper layer of the sinter packed bed (layer height 400 mm), the high temperature holding time above 1200°C (Fig. 8) is extended, which leads to the improvement of the yield. And in the lower layer (layer height 250 mm and 50 mm position), temperature does not exceed 1350°C (Fig. 9), which leads to maintain sinter reducibility.
On the other hand, from the viewpoint of reducing coke breeze blending rate, from Fig. 7, the re-ignition case (◆) with respect to the high coke case (○) showed the almost same product yield and high reducibility. That is, if the coke breeze is reduced with the re-ignition, the sinter reducibility can be improved while yield is slightly decreased. Here, heat decrease amount for the reducing coke breeze is 100 MJ/t-raw materials which is much larger than heat increase amount for the re-ignition. Therefore, it is concluded that re-ignition is effective for heat utilization for yield and sinter reducibility.
4.2. Evaluation of RENO-tec on Heat Balance at Sintering
4.2.1. Temperature Profile
Figure 1011) shows the temperature profile at a depth of 50 mm from the surface in the bed height 430 mm test. It is the same as “Fig. 1 in reference11)” where bed height (480 mm) in the reference 11) was wrong information.
Compared with the “base” case, each case is evaluated as follows.
In the “High coke” case, the maximum temperature increased, but the high temperature (>1200°C) holding time was the same.
In the “Long ignition” case, the temperature rise gradient was lowered and the maximum temperature was lowered.
The “Re-ignition [REMO-tec]” case had the longest high temperature holding time, although the maximum temperature was the same.
4.2.2. Yield
Figure 1111) shows the result of the product yield. It is the same as “Fig. 2 in reference11)” where the bed height value (480 mm and 150 mm) in the reference 11) was wrong information.
“Re-ignition [REMO-tec]” case has a smaller amount of heat increase than the “High coke” case, but showed the higher yield, and the effect was remarkable in the low bed height (130 mm) condition.
4.2.3. Combustion Ratio of Coke Breeze
From the exhaust gas analysis, the amount of heat supply was able to be evaluated in consideration of the combustion ratio of coke breeze.16) And the combustion ratio was the index of combustion efficiency defined as the ratio of the amount of actual heat generation from coke combustion with respect to that by combustion of all the carbon in the coke breeze to CO2.
The amount of heat generation is based on the exothermal reaction shown as below.
|
C+
O
2
=C
O
2
+393.51 kJ/mol
C+0.5
O
2
=CO+110.51 kJ/mol
unburnt: 0 kJ/mol
|
Here, the ratios of carbon burning from coke breeze to CO2 (complete combustion), to CO (partial combustion), and unburned carbon were derived from the exhaust gas analysis during the sintering pot test. Here, the CO2 in the exhaust gas also contains CO2 generated by decarboxylation of limestone and dolomite. The amount of CO2 derived from decarboxylation can be derived by subtracting half the amount of CO gas (because 0.5 mol of oxygen is consumed to generate 1 mol of CO) from the difference between the amount of suction air and the amount of exhaust gas.16)
Table 2 shows the combustion ratio of coke breeze.
Table 2. Combustion ratio of coke breeze.
| Experimentral condition | Calculation based on exhaust gas analyses |
|---|
| Bed height 130 mm | Bed height 430 mm |
|---|
| Ignition time (min) | Ignition timing (min) | Coke breeze blending ratio | C→CO2 | C→CO | Un -burnt C | Combustion ratio (A) | C→CO2 | C→CO | Un -burnt C | Combustion ratio (A) |
|---|
| Base | 1 | 0–1 | 4.4 | 71% | 17% | 12% | 75.9% | 80% | 16% | 4% | 84.4% |
| High coke | 1 | 0–1 | 4.8 | 65% | 20% | 15% | 71.0% | 79% | 16% | 6% | 83.0% |
| Long ignition | 2 | 0–2 | 4.4 | 73% | 19% | 9% | 77.8% | 75% | 16% | 9% | 79.4% |
Re-ignition
[REMO-tec] | 2 | 0–1 2–3 | 4.4 | 86% | 15% | −1% | 90.7% | 84% | 18% | −1% | 88.5% |
In the “Base” and “High coke” cases t the low height condition (130 mm), the unburned carbon content exceeded over 10% and the combustion ratio was low a. Therefore, it is considered that unburned carbon existed in the upper layer. On the other hand, in the “Re-ignition [REMO-tec]” case, unburned carbon disappeared, and as a result, the combustion ratio was improved.
For “Long ignition” case at the low height condition (130 mm), unburned carbon decreased compared to the base and high coke cases. However, the effect is smaller than that of “Re-ignition [REMO-tec]” case. On the other hand, at the 430 mm layer condition, the amount of unburned carbon increased more than in the “Base” and “High coke” cases. As shown in Fig. 1, it is possible that combustion inhibition occurred in the lower 300 mm layer due to the broadening of the temperature profile.
5. Consideration
Based on the experimental results for “evaluation of REMO-tec on heat balance at sintering” series, Effect of REMO-tec on yield is considered based on heat supply and heat consumption.
5.1. Heat Supply
The heat supply was calculated as the sum of heat generation from coke breeze combustion in consideration of the combustion ratio, and ignition assuming that the actual heat supply to the sintered layer was taken into consideration as shown in the following formula.
|
Heat supply (MJ/t-raw materials)
= Calculated heat generation from coke breeze amount
(MJ/t-raw materials)×Combustion ratio (%)/100
+ Ignition heat (MJ/t-raw materials)
|
Table 3 shows the amount of heat supply at the 430 mm height condition. Comparison of the “Re-ignition [REMO-tec]” case with the “High coke” cases, is evaluated by the difference of heat supply from the “Base” case.
Table 3. Comparison of heat supply (bed height: 430 mm).
| Heat supply (Bed height 430 mm) |
|---|
| Coke breeze (MJ/t) | Ignition (MJ/t) | Total (MJ/t) |
|---|
| Blending heat potential (B) | Combustion ratio (A) | Heat supply (B×A) | Difference from the case “base” | Heat supply (C) | Difference from the case “base” | Heat supply (B×A+C) | Difference from the case “base” |
|---|
| Base | 1100 | 84.4% | 929 | 0 | 25 | 0 | 954 | 0 |
| High coke | 1200 | 83.0% | 996 | 67 | 25 | 0 | 1021 | 67 |
| Long ignition | 1100 | 79.4% | 873 | −55 | 50 | 25 | 923 | −30 |
Re-ignition
[REMO-tec] | 1100 | 88.5% | 974 | 45 | 50 | 25 | 1024 | 70 |
First, the blending heat potential based on coke breeze blending ratio, was increased only in the “High coke” case by +100 MJ/t-raw materials compared to the other cases. However, considering coke combustion ratio, the difference from “Base” case was +67 MJ/t-raw materials and +45 MJ/t-raw materials for the “High coke” case and the “Re-ignition [REMO-tec]” case respectively. Therefore, the difference for total amount of heat supply, consisting of coke combustion and ignition, was +67 MJ/t-raw materials for the “High coke” case and 70 MJ/t-raw materials for the “Re-ignition [REMO-tec]” case. The difference of these two cases was only 3 MJ/t-raw materials. For “Long ignition” case heat supply was lowest due to lowest combustion ratio.
Table 4 shows the amount of heat supply at the 130 mm height condition. Due to the widening difference in combustion ratio, the total amount of heat input for the “Re-ignition [REMO-tec]” case increased significantly. For “Long ignition” case heat supply was higher than “Base” or “High coke” case, which is different from the result at the 430 mm height condition shown in Table 3.
Table 4. Comparison of heat supply (bed height: 130 mm).
| Heat supply (Bed height 130 mm) |
|---|
| Coke breeze (MJ/t) | Ignition (MJ/t) | Total (MJ/t) |
|---|
| Blending heat potential (B) | Combustion ratio (A) | Heat supply (B×A) | Difference from the case “base” | Heat supply (C) | Difference from the case “base” | Heat supply (B×A+C) | Difference from the case “base” |
|---|
| Base | 1100 | 75.9% | 835 | 0 | 83 | 0 | 918 | 0 |
| High coke | 1200 | 71.0% | 852 | 16 | 83 | 0 | 935 | 16 |
| Long ignition | 1100 | 77.8% | 856 | 21 | 166 | 83 | 1022 | 104 |
Re-ignition
[REMO-tec] | 1100 | 90.7% | 997 | 162 | 166 | 83 | 1164 | 245 |
From the results shown in Tables 3 and 4, REMO-tec has superiority on heat supply at both bed height conditions. Long ignition has superiority at only higher zone (upper 130 mm) in sinter packed bed. Continuous long ignition has negative influence on coke combustion ratio at lower zone. due to the broadening of the temperature profile at upper layer shown in Fig. 10.
5.2. Heat Consumption
As shown in the following formula, the amount of heat consumption in the sintered layer is a value obtained by adding or subtracting the sensible heat of gas in and out to the amount of heat supply of coke combustion and ignition. Here, the amount of heat consumption for the upper (130 mm) and lower (300 mm) layers was calculated individually.
|
Heat Consumption (MJ/t-raw materials)
= Heat supply (MJ/t-raw materials)
(coke breeze combustion and ignition)
+ the sensible heat of induced gas (MJ/t-raw materials)
- the sensible heat of exhaust gas (MJ/t-raw materials)
|
An image of heat consumption is shown in
Fig. 12. The heat supply is the coke combustion with considering combustion ratio and the ignition. At calculating gas sensible heat, the following items of (1) to (4) were assumed and the heat of gas is based on the temperature as the difference from room temperature.
(1) The sensible heat of the inlet gas into the upper layer was room temperature. (The heat of gas is evaluated as 0 MJ)
(2) The sensible heat of the outlet gas out of the upper layer is the integrated value from the start to the end of sintering, based on the thermocouple information at the lowest layer of the raw material in the pot test with the 130 mm height condition.
(3) The value of (2) was adopted as the sensible heat as the inlet gas of the lower layer.
(4) The sensible heat of the output gas in the lower layer is the integrated value from the start to the end of sintering, based on the thermocouple information at the lowest layer of the raw material in the pot test with the 430 mm height condition.
Figure 13 shows the heat balance of the sintering packed bed. Here, the sensible heat of exhaust gas is described as transferring heat. Compared with the “High coke” case, “Re-ignition [REMO-tec]” case consumed more heat in the upper layer and lower heat consumption in the lower layer. This result means that at “Re-ignition [REMO-tec]” case, the difference of heat consumption between in the upper layer and in the lower layer is reduced. Furthermore, the total heat consumption of both layers is higher in “Re-ignition [REMO-tec]” case. Increasing the total heat consumption is caused by improvement in increasing combustion ratio.
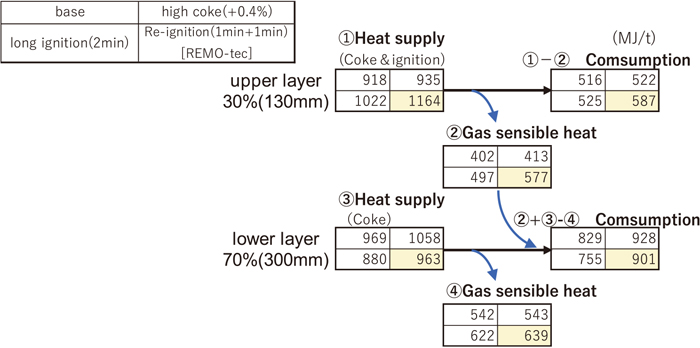
Heat supply for “Long ignition” case was higher than “Base” case, despite low maximum temperature shown in Fig. 10. It can be explained by the phenomenon that the temperature profile became broad by increasing continuous ignition time. From the heat profile, it is suggested that heat supplied by ignition is stored at surface of sintering packed bed and after that the heat is gradually transferred toward lower layer.
Figure 14 shows the relationship between heat consumption and yield for upper and lower layer individually.
Upper yield corresponds to result for sinter pot test with 130 mm bed height.
Lower yield is calculated by use of the formula shown as bellows.
|
Product yiel
d
lower300 mm
=
(Product yiel
d
Bed height430 mm
×430-Product yiel
d
Bed height130 mm
)
×130
/
(430-130)
|
From the result, the strong correlation between heat consumption and yield is confirmed. Compared with the lower layer, the upper layer has a larger change in yield with respect to the change in heat consumption. And so, it was confirmed that “Re-ignition [REMO-tec]” case, which consumes a large heat quantity in the upper layer, shows has a higher yield.
6. Operating Results (Commercial Sintering Plant)
6.1. Operation Outline for Ignition
REMO-tec has been introduced in commercial sintering plants.
Re-ignition furnace has installed with a 3 m distance from the first ignition furnace. Travelling time from end of the first ignition furnace to beginning of the re-ignition furnace is 1.0–1.2 min.
The fuel consumption at re-ignition was the same as that at first ignition.
6.2. Sintering Performance
Soon after staring operation, REMO-tec was evaluated for several days compared to single ignition condition (BASE case). In this evaluation, two test cases was examined as bellows.
Test1 Evaluation of product yield under constant coke breeze blending rate
Test2 Evaluation of coke breeze consumption
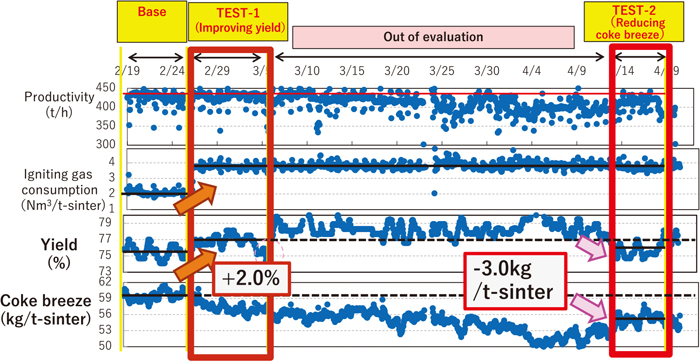
Effect of REMO-tec on sintering performance is shown in Fig. 15.
Yield increased by 2.0% from the performance of TEST-1 period.
During TEST-2 period, coke breeze blending amount was decreased up to 1.0% improvement value of product yield compared to BASE period. As the results, reduction of coke breeze consumption achieved by 3.0 kg/t-sinter. This value corresponds to 5% reduction to total coke breeze consumption. In addition, improvement of sinter reducibility was also confirmed.
6.3. Collateral Evidence as for Improving Yield
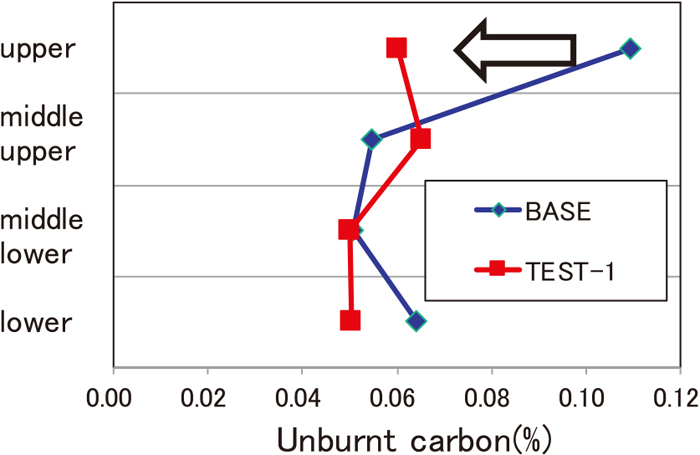
Collateral evidence for unburnt coke breeze and yield along bed height direction were measured based on the sinter sample which was collected by removing one pallet car for both “BASE” and “TEST-1” periods.
At “TEST-1” operation, the unburned carbon in the upper layer decreased to the same level as the lower layer, and yield in the upper layer increased as shown in Figs. 1615) and 1715) respectively.
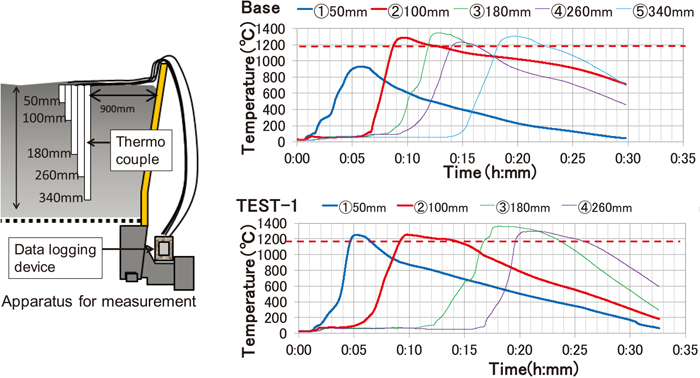
Temperature in sinter packed bed was directly measured by setting thermos-couple in it.
Figure 18 shows temperature profiles for ”Base” and “TEST-1” cases. Here, at 340 mm height in case of “TEST-1” temperature profile fails to be measured because of disconnection.
It was observed that high temperature holding time in upper sintering layer (at a depth of 50 mm and 100 mm from the surface) extended. It is suggested that decreasing unburned coke breeze has a role of the extension.
For sintering speed, temperature raising time delayed at in “TEST-1” case. It is suggest that re-ignition has a negative effect on permeability of sinter packed bed. However, as shown in Fig. 15 sinter productivity was maintained by improving yield.
7. Conclusion
The following effects were confirmed from the sintering pot test for REMO-tec (Re-ignition Method for Optimization of Total Energy Consumption), which is the re-igniting sinter surface after certain intervals from the end of first ignition.
(1) The unburned coke remaining in the upper layer of the sintered layer at the first ignition was burned at re-ignition. This burning at re-ignition has a role of extending keeping time over 1200°C especially in the upper layer of sinter packed bed.
(2) Due to the effect of (1), the increasing amount of heat supply at “REMO-tec” case was equivalent to the same as the experimental case of increasing coke breeze content, at which increasing heat amount at blending coke breeze content was four times larger than the heat amount at re-ignition. at the 430 mm bed height condition of the pot test.
(3) In addition, since the re-ignition heat is donated to the upper layer (surface layer), the amount of heat consumption in the upper layer of the sinter packed bed increases and the amount of heat consumed in the lower layer decreases compared to the case of increasing coke breeze content, which results in decrease of the difference between heat consumption in upper layer and that in lower layer.
Furthermore, these effects for improving yield has been also confirmed at the commercial sintering plant. In addition, it has been also confirmed that REMO-tec also has an effect of reducing coke breeze blending ratio with maintaining yield compared to the single ignition operation.
References
- 1) M. Zandi, M. Martinez-Pacheco and T. Fray: Miner. Eng., 23 (2010), 1139.
- 2) R. Lovel, K. Vining and M. Dell’Amico: Miner. Process. Extr. Metall., 116 (2007), 85.
- 3) R. R. Lovel, K. R. Vining and M. Dell’Amico: ISIJ Int., 49 (2009), 195. https://doi.org/10.2355/isijinternational.49.195
- 4) K. Murakami, K. Sugawara and T. Kawaguchi: ISIJ Int., 53 (2013), 1580. https://doi.org/10.2355/isijinternational.53.1580
- 5) K. Murakami, R. Watanabe, E. Matsuhashi, A. Nakamura, K. Takehara, T. Higuchi and M. Matsumura: Tetsu-to-Hagané, 107 (2021), 422 (in Japanese). https://doi.org/10.2355/tetsutohagane.TETSU-2020-081
- 6) T. Kawaguchi and M. Hara: ISIJ Int., 53 (2013), 1599. https://doi.org/10.2355/isijinternational.53.1599
- 7) M. Matsumura, Y. Yamaguchi, K. Higuchi, T. Murakami and T. Maeda: Tetsu-to-Hagané, 107 (2021), 471 (in Japanese). https://doi.org/10.2355/tetsutohagane.TETSU-2020-073
- 8) K. Ano, T. Yabata, H. Miyatani, K. Honda, N. Hasegawa and K. Sugiyama: CAMP-ISIJ, 7 (1994), 146 (in Japanese).
- 9) N. Oyama, Y. Iwami, T. Yamamoto, S. Machida, T. Higuchi, H. Sato, M. Sato, K. Takeda, Y. Watanabe, M. Shimizu and K. Nishioka: ISIJ Int., 51 (2011), 913. https://doi.org/10.2355/isijinternational.51.913
- 10) Y. Iwami, T. Yamamoto, T. Higuchi, K. Nushiro, M. Sato and N. Oyama: ISIJ Int., 53 (2013), 1633. https://doi.org/10.2355/isijinternational.53.1633
- 11) M. Matsumura, K. Hara and K. Higuchi: CAMP-ISIJ, 34 (2021), 111, CD-ROM (in Japanese).
- 12) K. Hara, M. Matsumura and K. Higuchi: ISIJ Int., 59 (2019), 1966. https://doi.org/10.2355/isijinternational.ISIJINT-2018-687
- 13) K. Hara, M. Matsumura, K. Higuchi, Y. Yamamoto, R. Kosugi and T. Fuji: CAMP-ISIJ, 34 (2021), 113, CD-ROM (in Japanese).
- 14) K. Hara, M. Matsumura, K. Higuchi and S. Nomura: CAMP-ISIJ, 32 (2019), 561, CD-ROM (in Japanese).
- 15) Y. Ohnuma, R. Kosugi, Y. Tsubone, M. Matsumura, K. Hara and K. Higuchi: CAMP-ISIJ, 35 (2022), 118, CD-ROM (in Japanese).
- 16) M. Matsumura, Y. Yamaguchi, M. Hara, C. Kamijo and T. Kawaguchi: ISIJ Int., 58 (2018), 1013. https://doi.org/10.2355/isijinternational.ISIJINT-2017-637