Abstract
Materials Integration is the concept of accelerating materials development by linking processing, structure, property, and performance (PSPP) on a computer using any types of models such as theoretical, empirical, numerical-simulation, and machine learning models. In the first and second phases of Cross-ministerial Strategic Innovation Promotion Program in Cabinet Office, Japan, we have developed a system called MInt (Materials Integration for Network Technology), which links PSPP with computational workflows that combine modules implemented, in order to realize the concept of Materials Integration. MInt is equipped with an application programming interface (API) that can be called from various algorithms in the artificial intelligence (AI) field and one can use MInt-API together with the AI algorithms to inversely design materials and processes from desired performance. The target material systems have expanded to steel, aluminum alloys, nickel alloys, and titanium alloys, and the target processes have also expanded to welding, heat treatment, 3D additive manufacturing, and powder metallurgy. MInt is more than just software for materials design; it is designed to serve as a digital platform for industry-academia collaboration. The Materials Integration Consortium has been established with MInt as its core technology, based on the philosophy of sharing tools such as modules and workflows, while competing on how to use them. In materials research and development, which has traditionally been regarded as a competitive area, we hope that a digital collaborative area will be formed and that investment efficiency will be drastically improved.
1. Introduction
Materials have four important elements: processing, structure, properties, and performance (PSPP). Materials development starts with the clarification of the relationships among these elements. Materials Integration is a concept that is aimed at accelerating materials development by clarifying the relationships among the four elements on a computer (Fig. 1).1) If materials and processes are designed on a computer, the number of trial-and-error experiments can be reduced, and thus the time and cost required for materials development can be markedly lessened. Furthermore, digitizing and accumulating the wisdom of various researchers will help us avoid wasteful reinvention and increase the total efficiency of R&D investment in Japan. Such a concept was proposed in the Cross-ministerial Strategic Innovation Promotion Program (SIP) of the Cabinet Office and has been addressed since 2014. In this review, I take a bird’s-eye view of the past activities of SIP in the final fiscal year of its second phase. In addition, I give an overview of the concept of Materials Integration as a platform for industry–academia collaboration, the developed systems, the contents of MInt (Materials Integration by Network Technology), the challenges of the inverse problems, and the efforts made toward the social implementation of MInt. Readers can also refer to the previous expository reports on Materials Integration.2,3,4,5,6,7,8,9,10)

2. Flow of Development of Materials Integration
Materials Integration was proposed and its concept was verified in the SIP Phase I “Structural Materials for Innovation”. On the basis of the achievements in Phase I, its development has been continued as the main theme in SIP Phase II “‶Materials Integration″ for Revolutionary Design System of Structural Materials”. Figure 2 shows a time course of the development of Materials Integration. The following are the outlines of development in SIP Phases I and II.

Fig. 2. History of Materials Integration’s development.
The main theme of SIP Phase I “Structural Materials for Innovation” was the development of heat-resistant materials for aerospace and power generation applications. Under the strong leadership of Program Director (PD) Teruo Kishi, Materials Integration, that is, the development of materials on a computer, was added to the research topics. For this research topic, a project was launched to demonstrate the concept of predicting the microstructure (structure), properties, and performance of a material from its processing in a comprehensive manner. Steel welds were selected as an example target because welding is a process with high practical importance for structural materials. It includes a wide range of microstructure formation processes, such as solidification and solid-phase transformation, as well as determines the fatigue and creep characteristics and other performances. If the concept can be verified for steels, which undergo extremely complicated microstructural changes, it can be expected to be applied to other metallic materials. Steels were also advantageous targets for the verification of Materials Integration because abundant metallurgical findings on steels had already been accumulated and made available. The details of development in Phase I have been described in previous reports.2,3,4,5,6,7)
Researchers in this project first intensively discussed a computer system to realize Materials Integration. As a result, they established the concept of a basic workflow system: first, design prediction models that link the four material elements as modules and then build a large workflow by connecting the modules to deal with complicated material issues.7)
In parallel with the development of the workflow system, systems for predicting the microstructures and performances of steel welds were developed. In the development of the microstructure prediction system, a phase-field method was used to predict solidification, diffusional transformation, and diffusionless transformation in turn, assuming the cooling process of the welded metals.4) In the development of the performance prediction system, workflows for predicting time-dependent performance in terms of fatigue, creep, hydrogen embrittlement, and cold brittleness were developed. The individual workflows developed are considerably sophisticated and enable the prediction of the lifetime of steel welds mainly by finite element analysis but also by incorporating the analysis of crystal plasticity, the empirical prediction of stress–strain curves, and the analyses of damage and hydrogen diffusion under stress, depending on the target properties and performances.5)
Another important feature of the project was the introduction of data science approaches. Considering that data-driven materials research was not yet popular in 2014, the project can be considered a pioneering effort in data-driven research for structural materials. In Phase I, the importance of uncertainty assessment in prediction was emphasized, and stochastic treatment based on Bayesian statistics was introduced. In particular, model selection and data assimilation were important. The effectiveness of the Bayesian statistical framework, which can evaluate the uncertainty of prediction on the basis of data and models, was demonstrated through the analysis of phase transformation behavior using the results of linear expansion measurements11) and the examination of the necessity of a steady-state term in the creep constitutive equation.12,13) The details are given in the explanatory report by Inoue et al.6) The importance of these approaches based on Bayesian statistics increases for the inverse problems targeted in Phase II.
2.2. Outline of Development in SIP Phase II
After the concept of predicting the structure, properties, and performance of a material from its processing in a comprehensive manner was verified and its system was established in Phase I, “‶Materials Integration″ for Revolutionary Design System of Structural Materials” (hereinafter, “Materials Revolution”) was set as a new challenge focusing on Materials Integration in SIP Phase II. Here, the aim was to develop a method to deal with the inverse problem of designing optimal materials and processes from the desired performance, assuming that they would be used in corporate R&D. In addition, the development of modules and workflows to handle cutting-edge structural materials and processes was also considered as an important task to expand the range of applicable materials. Figure 3 shows the project formation of Materials Revolution. The project consists of three domains: the A Domain aimed at developing a basis to deal with the inverse problem in Materials Integration for cutting-edge materials and processes; the B Domain (carbon-fiber-reinforced plastics, CFRP); and the C Domain (3D powder processing) (Both B and C domains are aimed at applying the above basis to actual problems). The A domain consists of the following five themes: the analysis of inverse problems, the development of cutting-edge materials and processes (CFRP and 3D powder processing), databases, and integrated systems.

Fig. 3. Project formation of “Materials Integration for Revolutionary Design System of Structural Materials” in Cross-ministerial Strategic Innovation Promotion Program (SIP) phase 2nd, the Cabinet Office, Japan.
Under the management system led by both industry and academia, R&D has been carried out following the concept of ‘training tools’ while dealing with practical problems (inverse problems). This has led to the formation of an industry–academia collaboration platform, which will be discussed in detail in the next section. In particular, the promotion of the social implementation of MInt was set as a goal from the beginning of the project, and the establishment of a strategy to achieve this goal was frequently discussed from the early stage between industry and academia. As a result, the Materials Integration Consortium (MI Consortium) was established in December 2020, aiming at autonomous management after the completion of SIP, which is described in Section 6.
3. MInt as a Platform for Industry–Academia Collaboration
In the previous section, I traced the process of the conception and development of MInt as a tool for accelerating materials development. In this section, I change viewpoints and give an overview of the aspect of MInt as a platform for industry–academia collaboration.
Social issues have become complicated and expectations for new materials are increasing. Figure 4 shows the relationship between social issues, performance required for materials, materials development, and materials science in a layered structure. First, the performance of materials required to address social issues is specified (“Needs for materials” in the figure), and then the composition and fabrication of materials that achieve the required performance are optimized. This becomes the layer of materials development (“Materials R&D” in the figure). It is the role of industry to link the solution to social issues and materials development. Materials development is supported by the foundation of materials science (“Material Science” in the figure), and the role of academia is to establish and deepen materials science. Recently, data science has also been playing an increasingly important role as an academic foundation that supports materials development. The relationship between industry and academia is not a one-way relationship in which materials science supports materials development. The challenges in the industry present new problems to materials science, which in turn trigger the creation of new fields of materials science. In this way, the solution to social issues by industry and the research carried out by academia are connected through the layer of materials development in a complementary relationship. Dr. Kotaro Honda’s maxim, “Industry is a training hall of academia”, expresses this in a simple manner.

Fig. 4. Gap between the needs for materials from social issues and the materials science and current situation of materials research and development.
The gap between social issues and materials science is large, and the engineering layer of materials development that connects the two is complicated and requires a wide range of knowledge and experience. To meet the demands of social issues, materials are needed to simultaneously satisfy multiple performance requirements. For example, materials must have high levels of strength and lightness as well as meet the requirements for weldability, recyclability, and cost. Although it is desirable to understand and meet these diverse performance requirements on the basis of a solid foundation in materials science, this is not an easy task. Moreover, even for only a single property, the relevant phenomena are complicated, and their analysis requires a great deal of knowledge of materials science. When focusing on the tensile strength of a material, for example, we need to also consider its related factors, such as yielding, work hardening, plastic instability, and damage accumulation. Examining these factors involves elastoplastic mechanics, dislocation theory, crystal plasticity, and damage mechanics, and even thermodynamics when transformation occurs during deformation.
Thus, the layer of materials development is far beyond the scope of what a single researcher or a single laboratory can handle. However, the field of materials R&D is usually closed to individual companies. This is rational from the viewpoint of the management of individual companies because materials development is regarded as a competitive area, where inventions related to materials and processes are a source of differentiation for materials companies. On the other hand, it has become increasingly difficult for individual companies to rapidly develop materials on the basis of the foundation of materials science in today’s world, where the demands from social issues are becoming more and more intense. Amid intensified international competition, I feel that a strong sense of crisis is being shared in the industry as to whether Japan can afford to have individual companies that undertake similar hardships on their own.
In addition, individually closed R&D environments have limited collaboration between industry and academia. As mentioned above, the problems of materials development should be solved through a combination of a variety of expertise in materials science, and ideally, various experts should come together to solve problems. In practice, however, it is quite difficult for multiple experts in academia to come together to tackle the problems of individual companies. In reality, industry–academia joint research tends to be carried out locally in areas that match the expertise of the participating academic researchers. When viewed from the perspective of the entire issue, i.e., as a flow from the processing, structure, and properties to performance, it is unclear to what extent each part of the flow contributes to the final performance, and the joint research has no choice but to focus on a part of the issue. In contrast, experts in academia only tackle a part of the entire issue and have difficulty sublimating it into a major academic theme. Partially optimized joint research cannot fully function as a “training hall of academia”.
As social issues become increasingly complicated and international competition becomes tough, how can we streamline R&D investment and promote industry–academia collaboration in a truly organic manner? Here, I put forward a hypothesis: even though each material issue is different from each other it can be divided into segments that can be reduced to highly common problems. Then, the wisdom needed to solve the highly common individual materials problems is accumulated in the form of modules, which can be combined in any direction to build a workflow that can deal with practical issues. MInt was designed on the basis of this hypothesis. Figure 5 shows a rough view of what I have described in this article thus far in the form of a layered structure to clarify the position of MInt. MInt is positioned in the layer of materials development, connects the demand of social issues and materials science, and serves as a platform for industry–academia collaboration as a “training hall of academia”. MInt is designed to (1) link PSPP on a computer, (2) introduce data science approaches to integrate experimental data, and (3) accumulate the wisdom of experts in the form of modules and workflows to solve social issues. From the viewpoint of improving the investment efficiency of R&D, it will be important to eliminate wasteful reinvention by sharing highly common modules. At the same time, specific solutions to individual issues, which are the source of differentiation, will be secured in the form of input parameters and calculation results. Furthermore, it is possible to share know-how about the combination of modules, i.e., the structure of workflows. In other words, the development of tools is shared in a collaborative manner while the use of the tools is differentiated. From the viewpoint of industry–academia collaboration, modules are developed by various researchers and laboratories, and can be regarded as the digitalized collective knowledge of academia. Furthermore, individual industry–academia joint research is carried out while evaluating the entire workflows that link PSPP, enabling us to quantify the areas where the inclusion of influential factors is insufficient or where improvements are needed in their physical depiction. As a result, MInt is expected to provide an opportunity to deepen the study in line with actual problems.
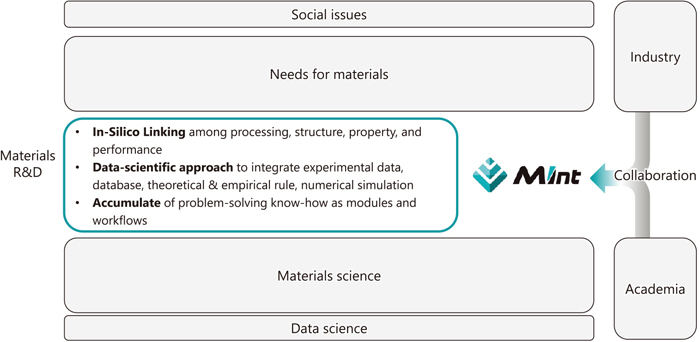
Fig. 5. Role of materials integration and its implementation, MInt (Materials Intgeration by Network Technology), for the digital transformation of the industry-academia collaboration in materials research and development.
Let me give a concrete case. What if the industry needs to optimize the aging heat treatment of nickel-based superalloys in terms of energy conservation? To solve this problem, Materials Integration will replace experiments with computational modules and devise a method to predict high-temperature properties from heat treatment. Specifically, the solution to this problem is divided into three modules, then they are connected in series. First, the heat treatment is simulated by the phase-field method to determine the two-phase microstructure consisting of the strengthening phase γ’ and the matrix phase γ by calculation. Next, the obtained two-phase microstructure is analyzed by image processing to extract statistical information such as the average size of γ’, volume fraction, and average alloy composition. Finally, the extracted statistical information is used to estimate the high-temperature strength of nickel-based superalloys on the basis of precipitation strengthening theory and solid-solution strengthening theory. The workflow linking the three modules allows us to link processing (heat treatment), structure (γ/γ’ microstructure), and properties (high-temperature strength). The module for simulating heat treatment was developed by Dr. Toshiyuki Koyama (Nagoya University), an expert in the phase-field method. The module for image analysis was developed by Dr. Dmitry Bulgarevich (NIMS), who has experience in machine learning of microstructures. The module for predicting high-temperature strength was developed by Dr. Toshiro Osada (NIMS), an expert in predicting the mechanical properties of nickel-based superalloys. Thus, experts in each field can come together and develop the tools needed to solve the given issue. Such modules developed by experts are implemented in the MInt system to build a workflow, enabling automatic calculations. For example, process maps for isothermal aging can be easily created. These maps are used to determine the optimal conditions of heat treatment in accordance with the constraints and goals of each company. Furthermore, it is also possible to search for an advanced heat treatment method that surpasses conventional isothermal aging by combining the process maps with a search algorithm based on artificial intelligence (AI). Dr. Sae Dieb, an expert in Monte Carlo tree search, will play an active role here. In this way, dividing the overall picture along the PSPP into modules enables us to digitally accumulate the wisdom of many experts and to utilize the knowledge of experts in data science for inverse problems.
In short, MInt is designed to function as a digital platform for industry–academia collaboration, beyond being merely an application software of scientific workflows. By digitally accumulating and reusing the tools developed in industry–academia joint research, MInt aims to form cooperative domains in the layer of materials development that had been isolated and localized.
4. Characteristics of MInt as a System
As described in the previous sections, MInt helps us share modules and workflows. On the other hand, MInt can set up a dedicated domain that functions as a tool in the competitive domain of materials development. First, the calculation data are kept confidential from other users. In addition, modules and workflows can be managed in units of individuals and groups, so that users can hide the modules and workflows that they have adjusted and constructed independently. Thus, the system allows users to freely set confidentiality and commonality in accordance with their actual needs, although the basic philosophy is that tools should be developed in the cooperative domain as much as possible and strategically used in the competitive domain.
Performing part of the computation externally is also important. This function was implemented in MInt to cope with two cases: one is when the models included in the module are too confidential to be placed outside, and the other is when the module contains commercial licenses. In both cases, the calculations must be performed in the local environment of each institution. To address these cases, MInt implements a mechanism by which workflow calculations are carried out while communicating with external computers in a secure manner. This mechanism allows users to perform calculations similarly to using the usual workflows and accumulate data in a consistent manner.
Furthermore, an application programming interface (API) was implemented in MInt to address the inverse problems. As described in a previous report,(7) MInt is a web-based system, and users design workflows, perform calculations, and download the calculated data through a graphical user interface from a web browser. The API enables users to perform these tasks from the command line and make use of programs written in Python and other languages. As described in Section 5, the implementation of the API is essential for solving inverse problems, which require forward calculations to be performed sequentially.
5. Material Issues and Cases of Inverse Problems Handled in SIP Phase II
5.1. Scope and Characteristics of Material Issues Handled in SIP Phase II
Table 1 shows a summary of the material issues handled in SIP Phase II. In addition to the steel and aluminum alloys handled in SIP Phase I, heat-resistant alloys such as nickel and titanium alloys were added. For steel, welding is the focus (Theme Nos. A1-3, 4, 51), as in Phase I. From the viewpoint of establishing a technology for designing microstructures that achieve both strength and ductility in high-strength steel, dual-phase microstructures were newly included in Phase II (A1-1). For aluminum alloys, precipitation-strengthened materials were added, and heat treatment for aging was added to the process (A1-2, 52). For nickel alloys, heat treatment for aging was similarly included (A2-2, 4), as well as three-dimensional layered manufacturing (or additive manufacturing; A2-1) and powder metallurgy processes (A2-4, 5), which have recently been attracting increasing attention for heat-resistant alloys. It is also notable that a module for predicting the particle size distribution in the powder manufacturing process is being developed (A2-3). For titanium alloys, a large deformation forging process (A2-6) is covered in addition to powder metallurgy (A2-8). Thus, SIP Phase II covers materials and processes of high practical importance in the field of metallurgical materials. In practice, however, it is not possible to create modules for each material type and process type independently; for example, the simulation module for additive manufacturing developed for nickel alloys cannot be directly applied to steel, aluminum alloys, or titanium alloys. However, the module can be applied to various materials by incorporating information on material-specific physical properties and phase transformations into the module. In SIP Phase II, the modules that simulate the additive manufacturing of nickel alloys are efficiently developed by utilizing the welding simulation module developed in Phase I.
Table 1. Materials issues treated in the project “Materials Integration for Revolutionary Design System of Structural Materials” in SIP-II, the Cabinet Office, Japan.
| Thema # | Materials | Process | Microstructures | Property/Performance | Teams | Major publications |
|---|
| A1-1 | Steel | – | Dual-phase | Tensile strength, Elongation | JFE steel, U. Tokyo, NII | 14–16) |
| A1-3 | Welding | Ferrite, Perlite, Bainite, Martensite, Martensite-Austenite constituent | Charpy absorbed energy, Tensile strength | KOBELCO, U. Tokyo | 17–19) |
| A1-4 | Ferrite, Bainite, Precipitated | Creep rupture time | IHI, U. Tokyo, NIMS, Teikyo U. | 12–20) |
| A1-51 | Dual-phase | Hardness, Tensile strength, Toughness | NISSAN, U. Tokyo | |
| A1-2 | Aluminum alloy | Heat treatment | Precipitated | Tensile strength, Elongation | UACJ, U. Tokyo, NIMS | |
| A1-52 | Solid solution, Precipitated | Yield strength, Tensile strength, Elongation | Showa Denko, U. Tokyo | 22, 23) |
| A2-1 | Nickel alloys | Additive manufacturing | γ/γ’ two-phase | Stress-strain curve, Cracking behavior | NIMS, Osaka U., Tohoku U., Hyogo Pref. U., KHI | 24–27) |
| A2-2 | Heat treatment | (TTT diagram) | NIMS | |
| A2-3 | Gas atomize | (Powder diameter distribution) | NIMS | 28) |
| A2-4 | Powder metallurgy, Heat treatment | Yield strength, Creep rupture time, High-temperature fatigue | NIMS, Nagoya U. | 29, 30) |
| A2-5 | Sintering | (Sintering behavior) | Kyushu U. | |
| A2-6 | Ti alloys | Forging | α/β two-phase | Fatigure | KOBELCO, Osaka U., Gifu U., NIMS, U. Tokyo | 31, 32) |
| A2-8 | Powder processes | Near α | Tensile strength | Osaka U. | 33) |
There are tasks for predicting single properties and performance, such as high-temperature strength, creep lifetime, and fatigue, whereas the prediction of multiple properties and performances, such as “strength and ductility” and “stress–strain curves and cracking behavior”, is also required. In particular, strength and ductility have a trade-off relationship and must be adjusted simultaneously in actual materials development. Therefore, it is practically important to create a workflow that can predict both of them.
Table 1 also shows a list of the institutions in charge of each theme. Theme No. A1-X was the first in which the inverse problem of optimizing materials, processes, and structures was tackled on the basis of the desired properties and performance while using the achievements of Phase I. Assuming that the solution would be utilized by companies, the goal of the inverse problem was set mainly by the industry, and industry–academia collaborative teams worked on their theme. The developed tools are to be shared throughout the entire project, and this is a leading example of the industry–academia collaboration discussed in Section 3. On the other hand, for Theme No. A2-X, R&D of forward computation technology was first carried out mainly in academia in response to the recently advanced processes. In particular, computation technology for additive manufacturing is at the stage of developing fundamental technology worldwide and is considered to be in the stage of academia. Even if the theme is at the stage of developing fundamental technology, the research achievements should solve the material problems that are currently recognized by the industry. Hence, collaboration with the C Domain, where industry–academia teams are working on their themes, is important, as shown in Fig. 3.
The teams working on each theme have already started obtaining results and reporting them in their academic papers. Some of them are extracted as key papers,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33) and their reference numbers are listed in Table 1. I hope that the readers will refer to these papers for details of the research on each theme.
5.2. Challenges to Inverse Problems
In materials development, optimal materials and processes are identified in accordance with the desired performance, which is opposite to the cause-and-effect flow and is regarded as a typical inverse problem. MInt must be capable of dealing with inverse problems so that it can play an active role in materials development. Figure 6 shows a schematic of a typical methodology for solving an inverse problem by combining MInt and AI. In general, for many material problems, it is not possible to show the forward response function in analytical form, nor is it practical to compute the workflow for the entire search space. Therefore, the project team here decided to use sequential optimization methods with AI search algorithms that include machine learning and Bayesian statistics. For example, in a Bayesian optimization algorithm, a forward calculation is first performed using MInt for some points in the search space, and the results are then used as initial data. On the basis of this, a surrogate model is constructed by Bayesian estimation. Since this surrogate model can be computed more quickly than workflow computation, it is frequently possible to compute estimates and estimation errors for the entire search space and to identify the search points where a particular evaluation function is maximum in a relatively reasonable computation time. For example, an expected value that updates the previous best value can be set for the evaluation function. Then, candidate points with the highest expected value are extracted. The process from the creation of the surrogate model to the extraction of candidate points is performed outside of MInt, for example, using Python. Next, MInt calculates and checks whether the candidate points actually update the latest best value. If the result satisfies the target, the search is terminated. If not, the new calculation results are added to the data and the process starts over from the creation of the surrogate model. Thus, sequential optimization is basically a repetition of data generation by forward computation, the creation of a surrogate model, and the extraction of candidate points. As described in Section 4, it is essential to perform workflow calculations and extract calculation data using the API so that this sequential optimization can proceed automatically.

Fig. 6. Schematic illustration of the method to inversely design materials and process from desired property/performance by the sequential optimization loop combined with the forward prediction in MInt and the artificial intelligence algorithms.
In the following, I outline how to combine MInt and AI on the basis of two specific inverse problems that I was involved in. Details will be reported in my papers that were recently submitted for publication because of the limited space of this article.
5.2.1. Design of Conditions of Aging Heat Treatment to Improve the High-temperature Strength of Nickel-based Superalloys
When a combination of a heating and a cooling are considered in addition to isothermal aging heat treatment, the search space is considerably large. For example, if the time axis is divided into 10 steps and the temperature region is divided into 9 levels, there are as many as 910 (= 3486784401) combinations of patterns. As described in Section 3, the duration of forward analysis can be markedly shortened by constructing a workflow on the MInt compared with that of experiments. However, a few hours are required to calculate a pattern, and it is unrealistic to exhaustively calculate all patterns. Thus, an efficient search based on an AI algorithm is explored. Here, Monte Carlo tree search,34,35) which is a type of sequential optimization method and is used in computerized Go and Shogi games, was adopted. When a total of 1620 attempts to propose and validate patterns were performed by this method, 110 patterns that outperform the high-temperature strength obtained by conventional isothermal aging were found. Considering the size of the search space, this was an efficient search method. However, it is unclear whether the patterns found here are the patterns that achieve the greatest high-temperature strength.
Now, we analyzed in detail the time evolution of the volume fraction and the average size of the reinforcing phase, γ’, for the top five of the 110 patterns discovered by AI. As a result, a common strategy shared by these excellent patterns was found. Specifically, the initial growth to the optimum γ’ size is achieved in a short time at a relatively high temperature, and the volume fraction of γ’ is increased in the latter half of the treatment time by aging at low temperatures for a long time to increase the high-temperature strength. This seems to be a reasonable strategy because diffusion is faster at high temperatures and the thermodynamic stability of γ’ increases at low temperatures. In line with this strategy, two-step aging, i.e., a combination of two isothermal aging steps (short time at high temperature + long time at low temperature), is optimal. Following this idea, the temperature of the later low-temperature aging step was optimized, successfully designing a heat-treatment pattern that surpassed the best pattern found by AI.
Thus, it will be possible to efficiently find good solutions by AI, from which new strategies can be found by detailed analysis. In particular, it is emphasized that detailed analysis becomes easier if the calculation workflow is established in MInt.
5.2.2. Design of Welding Conditions to Suppress Creep Lifetime Reduction of Heat-resistant Steel Welded Joints
In the creep of welded joints of heat-resistant steel, the so-called Type IV failure, in which damage accumulates earlier in the heat-affected zone and leads to rupture, is dominant. The shape of the heat-affected zone can be estimated by weld simulation, and the creep lifetime of the entire weld joint can be estimated by finite element analysis incorporating a creep damage model.21,36) In other words, the workflow is to estimate the creep lifetime (performance) from the shape of the heat-affected zone (structure) determined by the welding conditions (processing). By implementing this workflow in MInt, welding conditions can be optimized in combination with various AI search methods. In fact, we have confirmed that it is possible to propose welding conditions that only minimally reduce the creep lifetime by Bayesian optimization and other methods.
Furthermore, in this case study, the workflow contains “structure” between “process” and “performance”. On the basis of this fact, a tandem optimization method with multiple connected surrogate models is developed. In short, a Gaussian process model is used between processing and structure, which have strong nonlinearities, and a Bayesian linear model is used between structure and performance (or characteristics), which can be expected to have a linear relationship, to independently create surrogate models. The obtained models are stochastically connected to develop a probability model for estimating the creep lifetime from the welding conditions. The key point in this process is to design the factors that represent the structure appropriately to improve the linearity of the latter stage.
There are two benefits of this cumbersome two-stage surrogate modeling approach. The first is that it promotes mechanism-based understanding. In general, the relationship between process and structure/properties/performance is highly nonlinear, whereas the relationship between structure and properties/performance can be described as linear if the factors describing the structure are well extracted. Finding such structure factors that can be described by a linear relationship is useful for understanding the phenomenon. For example, the linear relationship of hardness and yield strength with the microstructure factor, given by the square root of the inverse of the grain size, is known as the Hall–Petch relationship. The empirical discovery of such a relationship leads to discussions of various grain boundary strengthening mechanisms. In fact, in this case, we successfully devised a geometric factor of the heat-affected zone, which allows us to describe the creep lifetime of welded joints as a linear relationship, and we were able to discuss guidelines for preventing creep lifetime reduction. Another benefit is the increased generalizability of the surrogate models. Specifically, the surrogate model that expresses the structure-performance relationship can be used independently of the type of process. For example, a surrogate model for the structure–performance relationship developed during optimization for arc welding can be used for laser welding without modification. A new surrogate model needs to be created only for the process–structure part. In other words, the data on the relationship between the heat-affected zone geometry and creep lifetime can be used across welding methods, which is advantageous in terms of the effective use of data.
As shown in this case, the methodology of connecting surrogate models in a tandem fashion with information on structure as a latent factor between processing and properties/performance is highly compatible with the idea of Materials Integration, which constitutes the workflow in PSPP. This tandem optimization method is expected to be effective in many material problems to which the concept of Materials Integration can be applied.
6. Toward Social Implementation of MInt
To render MInt effective as a platform for industry–academia collaboration, it is essential to build a management structure for industry–academia collaboration centered on MInt, in addition to the creation of the systems, modules, workflows, and inverse problems described thus far. In the SIP Phase II, we strongly recognized the social implementation of MInt from the initial stage and repeatedly discussed the establishment of the management structure centered on the participating institutions. While sharing the basic ideas described in Section 3, we decided that a consortium would be desirable as the management structure. To confirm the basic form of the consortium, in which industry provides the issues and academia provides the solution methods, we also had in-depth discussions on the burden of costs for maintenance and development. As a result, we developed the concept of industry–academia collaboration, as shown schematically in Fig. 7, and launched the MI Consortium in December 2020 with institutions that agree with this concept. Two years later from the launch, the MI Consortium has the following members: 9 private companies and 17 academia institutions. NIMS is responsible for the management and operation of the MI Consortium and MInt. For further development after the completion of the SIP, we are holding discussions with related organizations to shift MInt to the Materials Open Platform (MOP), which is a strategy for cooperative area-forming industry–academia collaboration of NIMS.

Fig. 7. Concept of Materials Integration Consortium in which the industry and the academia performs collaborative research and development using MInt. At the mase time, they contribute the development of MInt by sharing modules and workflows.
7. Conclusion
In this review, I attempted to explain the development process of Materials Integration, focusing particularly on MInt. As described in detail in Section 3, MInt was conceived as a digital platform for industry–academia collaboration and is expected to be a key to the digital transformation of materials development. Owing to space limitations, only a brief overview of the material issues and the concept of inverse problems that are handled in the SIP Phase II were given in this review. Various workflows that will be installed in MInt and the inverse problems to be tackled using the workflows will be introduced in the forthcoming final report of the SIP Phase II. The system for social implementation after the completion of the SIP is still being discussed, but it is expected to be basically in line with the concept of the MI Consortium that has already been established. In the future, ways to contribute to a wider range of fields and subjects, such as expansion to areas other than structural materials and response to start-ups, will be on the agenda for discussion. I hope this review will help readers understand the concept of Materials Integration and the aim of the SIP Phase II.
Acknowledgments
This work was supported by Council for Science, Technology and Innovation (CSTI), Cross-ministerial Strategic Innovation Promotion Program (SIP), “Structural Materials for Innovation” and “‶Materials Integration″ for Revolutionary Design System of Structural Materials” (Funding agency: JST). I hereby express my gratitude to them.
References
- 1) M. Demura: J. Smart Processing, 10 (2021), 78 (in Japanese). https://doi.org/10.7791/jspmee.10.78
- 2) T. Koseki: J. Information Processing & Management, 59 (2016), 165 (in Japanese). https://doi.org/10.1241/johokanri.59.165
- 3) M. Demura and T. Koseki: Materials Transactions, 61 (2020), 2041. https://doi.org/10.2320/matertrans.MT-MA2020003
- 4) T. Koyama, M. Ohno, A. Yamanaka, T. Kasuya and S. Tsukamoto: Materials Transactions, 61 (2020), 2047. https://doi.org/10.2320/matertrans.MT-MA2020001
- 5) M. Enoki: Materials Transactions, 61 (2020), 2052. https://doi.org/10.2320/matertrans.MT-MA2020007
- 6) J. Inoue, M. Okada, H. Nagao, H. Yokota and Y. Adachi: Materials Transactions, 61 (2020), 2058. https://doi.org/10.2320/matertrans.MT-MA2020006
- 7) S. Minamoto, T. Kadohira, K. Ito and M. Watanabe: Materials Transactions, 61 (2020), 2067. https://doi.org/10.2320/matertrans.MT-MA2020002
- 8) M. Demura: J. Inf. Sci. Technol. Assoc., 71 (2021), 252 (in Japanese). https://doi.org/10.18919/jkg.71.6_252
- 9) M. Demura: Plastos (Bull. Jpn. Soc. Technol. Plast.), 5 (2022), 193 (in Japanese). https://doi.org/10.32277/plastos.5.52_193
- 10) M. Demura: Materials Transactions, 62 (2021), 1669. https://doi.org/10.2320/matertrans.MT-M2021135
- 11) H. Kim, J. Inoue, T. Kasuya, M. Okada and K. Nagata: Computational Materials Science, 184 (2020), 109837. https://doi.org/10.1016/j.commatsci.2020.109837
- 12) H. Izuno, M. Demura, M. Tabuchi, Y. Mototake and M. Okada: Sci. Technol. Adv. Mater., 21 (2020), 219. https://doi.org/10.1080/14686996.2020.1738268
- 13) Y. Mototake, H. Izuno, K. Nagata, M. Demura and M. Okada: Scientific Reports, 10 (2020), 10437. https://doi.org/10.1038/s41598-020-65945-7
- 14) T. Shiraiwa, S. Kato, F. Briffod and M. Enoki: Sci. Technol. Adv. Mater.: Methods, 2 (2022), 175. https://doi.org/10.1080/27660400.2022.2080483
- 15) F. Briffod, T. Shiraiwa and M. Enoki: Materials Science & Engineering A, 826 (2021), 141933. https://doi.org/10.1016/j.msea.2021.141933
- 16) H. Kim, T. Yamamoto, Y. Sato and J. Inoue: Acta Materialia, 176 (2019), 264. https://doi.org/10.1016/j.actamat.2019.07.006
- 17) T. Kasuya, M. Inomoto, Y. Okazaki, S. Aihara and M. Enoki: Weld. World, 65 (2021), 1609. https://doi.org/10.1007/s40194-021-01111-5
- 18) M. Kunigita, S. Aihara, T. Kawabata, T. Kasuya, Y. Okazaki and M. Inomoto: Engineering Fracture Mechanics, 230 (2020), 106965. https://doi.org/10.1016/j.engfracmech.2020.106965
- 19) M. Kunigita, S. Aihara, T. Kawabata, T. Kasuya, Y. Okazaki and M. Inomoto: Engineering Fracture Mechanics, 230 (2020), 106966. https://doi.org/10.1016/j.engfracmech.2020.106966
- 20) A. T. Yokobori, Jr, H. Ishikawa, R. Sugiura, T. Ohmi and M. Tabuchi: Strength Fract. Complex., 15 (2022), 141. https://doi.org/10.3233/SFC-228010
- 21) H. Izuno, M. Demura, M. Yamazaki, M. Tabuchi, D. Abe and K. Torigata: Materials Transactions, 62 (2021), 1013. https://doi.org/10.2320/matertrans.MT-MA2020004
- 22) S. Takemoto, T. Kaneshita, K. Nagata, Y. Okuno, J. Inoue and M. Enoki: MRS Advances, 7 (2022), 213. https://doi.org/10.1557/s43580-022-00209-2
- 23) S. Takemoto, K. Nagata, T. Kaneshita, Y. Okuno, K. Okuno, M. Kitano, J. Inoue and M. Enoki: TMS 2021 150th Annual Meeting & Exhibition Supplemental Proceedings, The Minerals, Metals & Materials Society, Springer, Cham, (2021), 473. https://doi.org/10.1007/978-3-030-65261-6_43
- 24) S. Nomoto, M. Segawa and M. Watanabe: Metals, 11 (2021), 626. https://doi.org/10.3390/met11040626
- 25) M. Kusano and M. Watanabe: Materials & Design., 222 (2022), 111016. https://doi.org/10.1016/j.matdes.2022.111016
- 26) M. Okugawa, D. Izumikawa and Y. Koizumi: Materials Transactions, 61 (2020), 2072. https://doi.org/10.2320/matertrans.MT-MA2020005
- 27) K. Ito, M. Kusano, M. Demura and M. Watanabe: Additive Manufacturing, 40 (2021), 101915. https://doi.org/10.1016/j.addma.2021.101915
- 28) R. Tamura, T. Osada, K. Minagawa, T. Kohata, M. Hirosawa, K. Tsuda and K. Kawagishi: Materials & Design, 198 (2021), 109290. https://doi.org/10.1016/j.matdes.2020.109290
- 29) Y. Matsuura, Y. Tsukada and T. Koyama: Phys. Rev. Materials, 5 (2021), 113801. https://doi.org/10.1103/PhysRevMaterials.5.113801
- 30) H. Nishikawa, Y. Furuya, T. Osada, K. Kawagishi and T. Hara: Scripta Materialia, 222 (2023), 115026. https://doi.org/10.1016/j.scriptamat.2022.115026
- 31) F. Briffod, T. Shiraiwa and M. Enoki: Materials Science & Engineering A, 790 (2020), 139710. https://doi.org/10.1016/j.msea.2020.139710
- 32) F. Briffod, A. Bleuset, T. Shiraiwa and M. Enoki: Acta Materialia, 177 (2019), 56. https://doi.org/10.1016/j.actamat.2019.07.025
- 33) A. Issariyapat, S. Kariya, K. Shitara, J. Umeda and K. Kondoh: Additive Manufacturing, 56 (2022), 102907. https://doi.org/10.1016/j.addma.2022.102907
- 34) C. B. Browne, E. Powley, D. Whitehouse, S. M. Lucas, P. I. Cowling, P. Rohlfshagen, S. Tavener, D. Perez, S. Samothrakis and S. Colton: IEEE Trans. Comput. Intell. AI Games, 4 (2012), 1. https://doi.org/10.1109/TCIAIG.2012.2186810
- 35) T. M. Dieb, S. Ju, J. Shiomi and K. Tsuda: MRS Communications, 9 (2019), 532. https://doi.org/10.1557/MRC.2019.40
- 36) K. Koiwa, M. Tabuchi, M. Demura, M. Yamazaki and M. Watanabe: Materials Transactions, 60 (2019), 213. https://doi.org/10.2320/matertrans.ME201703

