Abstract
Effects of graphite additive contents and processing parameters on the mechanical properties of sintered and case-hardened compacts made of molybdenum hybrid-alloyed steel powder have been investigated. High tensile strength and impact value were obtained in the conditions of the medium internal carbon content, higher sintering temperature, lower carbon potential or shorter carburizing time. The mechanical properties are deteriorated due to increasing hard martensite phases with high carbon content. It is believed that the reduction of these mechanical properties are mainly caused by increasing of brittle fracture by an internal notch effect of the pores, because the hard martensite phase have a high notch sensitivity.
1 Introduction
High fatigue strength is required for some powder metallurgy (P/ M) parts of the downsized automotive engines, because they will be used under heavily-loaded conditions. Pores essentially remain in P/M parts. The pores act as causes of fatigue crack initiation due to stress concentration. Therefore, a strengthening of sintering neck around pores and reduction of amount and size of pores are effective ways for improving the fatigue strength in iron based sintered parts.
We developed the Mo hybrid-alloyed steel powder in order to realize high fatigue strength of sintered and case-hardened compacts made of a low alloy steel powder without Ni1,2). The Mo-rich region near the surface of the Mo hybrid-alloyed steel powder particle should exist as the α-iron phase even at sintering temperature. The α-phase sintering is effective in promotion of sintering diffusion3,4) by making use of the fact that a diffusion coefficient of the α-iron phase is about 100 times as large as that of the γ-iron phase5). The Mo hybrid-alloyed steel powder had a good sinterability and gave higher fatigue strength than prealloyed steel powder with equivalent alloying content.
However, in order to improve mechanical properties for heavy duty automotive parts, it is necessary to optimize carbon contents and processing parameters, especially case-hardening conditions.
This report describes effects of graphite additive content and processing parameters, which are sintering temperature and carburizing conditions, on the mechanical properties of sintered and case-hardened compacts made of the molybdenum hybrid-alloyed steel powder.
2 Experimental Procedure
Raw materials
Mo hybrid-alloyed steel powder(JIP® AH4515), which is based on the 0.45 mass% Mo prealloyed steel powder to which 0.15 mass% Mo powder particles were diffusion-bonded, was used as a base powder. A natural graphite powder (Average diameter: 4 μm) and the proprietary internal lubricant6) suitable for high density compaction were added to the base powder.
Processing conditions
The sample powders were prepared by adding from 0.15 to 0.7 mass% of graphite powder, and 0.5 mass% of a lubricant for high density compacting to the Mo hybrid-alloyed steel powder, and performing segregation free treatment. The mixed powders were compacted to a green density 7.2 Mg/m3. The green compacts were sintered at 1200 °C for 45 min in 75 %H2-25 %N2 gas or 1250 °C for 60 min in N2 gas. The tensile test specimens were machined before carburizing. Sintering and carburizing conditions are shown in Table 1.
Table 1
Sintering and case-hardening conditions.
| Graphite additive content (mass%) |
Sintering temperature (°C) |
Carburizing condition |
| Temperature (°C) |
Time (min) |
CP (%) |
0.3
0.5
0.7 |
1200 |
870 |
60 |
0.8 |
| 900 |
60 |
0.8 |
| 920 |
60 |
0.8 |
| 920 |
60 |
1.0 |
| 920 |
60 |
1.2 |
| 920 |
120 |
1.0 |
| 920 |
180 |
1.0 |
0.15
0.3
0.5
0.7 |
1250 |
870 |
60 |
0.8 |
Machined round bar specimens, the size of 5 mm in diameter and 15 mm in length, were used for tensile tests. Unnotched specimens, the size of 10 mm in width, 10 mm in thickness and 55 mm in length, were used for Charpy impact tests. Rockwell hardness of the surface of the sintered and carburized compacts was measured. Vickers hardness at 1.96 N of the sintered and carburized compacts was measured.
3 Results
Density of sintered compacts is shown in Fig. 1. The sintered density increases compared with the green density. Higher sintering temperature gives higher sintered density in spite of graphite additive contents. The sintered density is about from 7.25 to 7.30 Mg/m3. Carbon content of sintered compacts is shown in Fig. 2. Carbon contents of sintered compacts correspond to internal carbon contents in sintered and case-hardened compacts. Carbon content of sintered compacts decrease compared with the graphite additive amount. Carbon loss during sintering is about from 0.07 to 0.10 mass%. Higher sintering temperature gives larger carbon loss.


Effects of graphite additive content and sintering temperature on the mechanical properties of sintered and case-hardened compacts are shown in Fig. 3. As a sintering temperature becomes higher, tensile strength, impact values and hardness increase. In the sintering temperature of 1200 °C, tensile strength remains the same level with 0.3–0.5 mass% graphite addition and decreases at 0.7 mass% graphite addition. In the sintering temperature of 1250 °C, tensile strength increases as graphite addition increases and decreases at 0.7 mass% graphite addition as well as in the sintering temperature of 1200 °C. Highest tensile strength of 1350 MPa is obtained at 0.5 mass% graphite addition. Impact values slightly decrease with increasing of graphite additive content. At 0.15 % graphite additive content, tensile strength and impact value are low. Highest tensile strength and impact value are obtained in the sintering temperature of 1250 °C with 0.5 % graphite addition.

Effects of carburizing temperature on the mechanical properties of sintered and case-hardened compacts are shown in Fig. 4. Tensile strength remains the same level at 0.3 and 0.5 mass% graphite addition. The strength at 0.7 mass% graphite addition is lower by about 200 MPa than those at 0.3 and 0.5 mass% graphite addition. As the carburizing temperature increases, tensile strengths, impact values and hardness values slightly decrease.
Effects of carburizing time on the mechanical properties of sintered and case-hardened compacts are shown in Fig. 5. Tensile strengths of each graphite additive contents decrease as carburizing time becomes longer. Reduction of tensile strength as the carburizing time becomes longer from 60 min to 180 min is about 200 MPa at 0.3–0.5 mass% graphite addition and is about 100 MPa at 0.7 mass% graphite addition. As carburizing time becomes longer, impact values slightly decrease and hardness values increase.
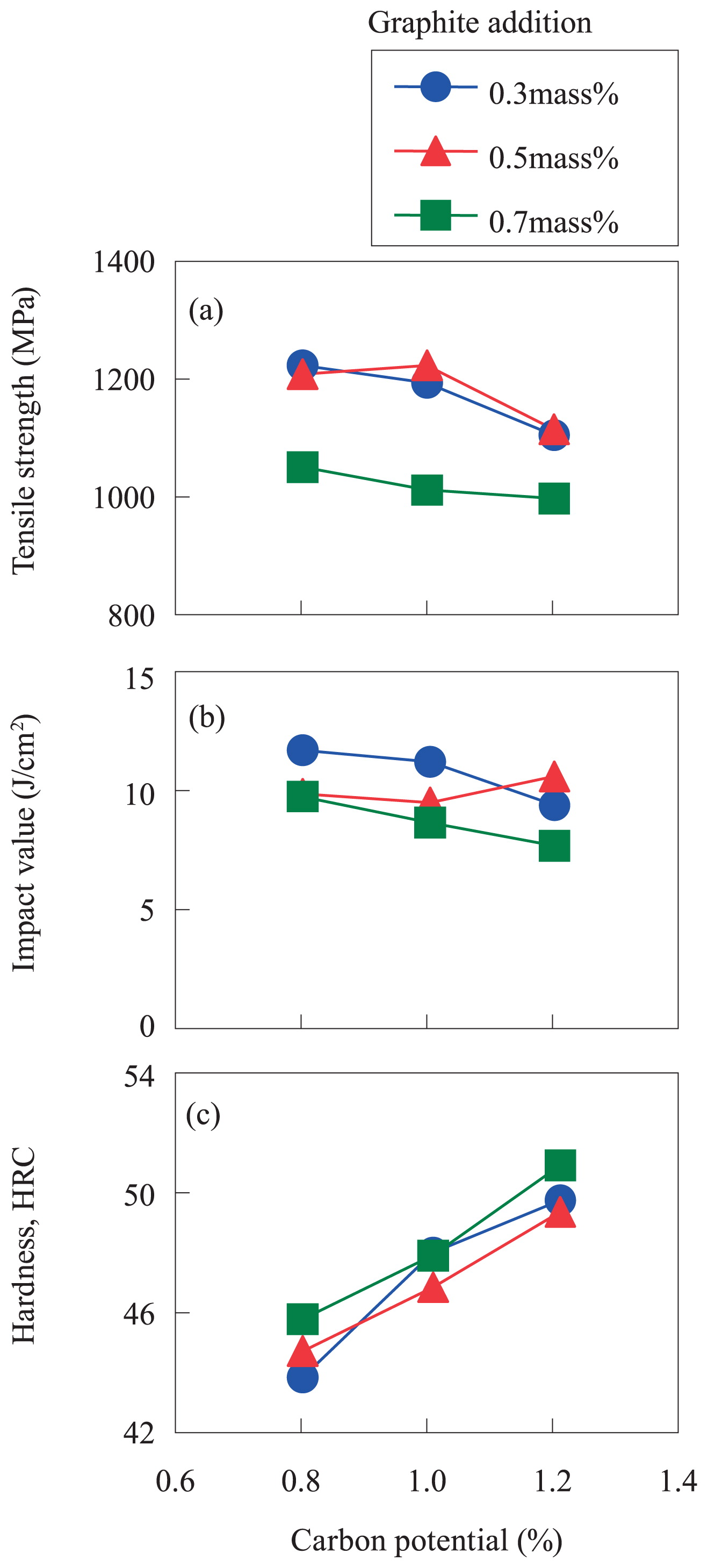
Effects of carbon potential in carburizing on the mechanical properties of sintered and case-hardened compacts are shown in Fig. 6. Tensile strengths and impact values in each graphite contents decrease as the carbon potential increases. In contrast, hardness values linearly increase with increasing of carbon potential.
4 Discussion
Figs. 4–6 indicated that mechanical properties are affected by the graphite additive contents and carburizing conditions. It is known that mechanical properties of case-hardened materials are generally affected by hardness profile. The relationships between hardness profile and mechanical properties of case-hardened compacts sintered at 1200 °C are discussed in the following.
Hardness profiles of sintered and case-hardened compacts are shown in Figs. 7 (a)–(d). As shown in Fig. 7 (a), as the graphite content increases, the internal hardness increases, however the surface hardness is almost same. At the 0.7 mass% graphite addition, the surface and internal hardness is almost same. As shown in Fig. 7 (b), the carburizing temperature does not affect too much the hardness profile. As shown in Fig. 7 (c), as the carburizing time becomes longer, the surface and internal hardness increase. As shown in Fig. 7 (d), as the carbon potential increases, the surface hardness increases and the internal hardness does not change.

Cross-sectional microstructures of the sintered and carburized compacts are shown in Figs. 8 (a)–(d). The central part of the sintered and case-hardened compacts at the carburizing time of 60 min shows ferrite, pearlite and tempered martensite as shown in Fig. 8 (a). In contrast, that of the carburizing time of 180 min shows only martensite as shown in Fig. 8 (b). As the carburizing time becomes longer, carburizing proceeds to inside of the sintered compacts and the martensite phases increase in the central part of the sintered compacts. These microstructure behavior corresponds to microhardness profile mentioned above. As shown in Figs. 8 (c) and (d), there are no large differences in the surface of the sintered compacts at both carbon potential of 0.8 and 1.2 %, retained austenite phases in the tempered martensite.

Then, effects of the surface or internal hardness on the tensile strength of sintered and case-hardened compacts were analyzed by comparing of correlation strength. Relationships between the surface hardness and tensile strength or impact value of sintered and case-hardened compacts are shown in Fig. 9. Surface hardness was defined as hardness at 0.1 mm from surface. Coefficients of correlation between the surface hardness and tensile strength or impact value are very low of 0.080 and 0.063 respectively.

On the other hand, relationships between the internal hardness and tensile strength or impact value of sintered and case-hardened compacts are shown in Figs. 10 (a) and (b). Internal hardness was defined as hardness at 2 mm from surface. The tensile strength and impact value decrease with increasing of the internal hardness. Coefficient of correlation is relatively high of 0.501 and 0.363 respectively and there is strong correlation between the internal hardness and tensile strength and impact value.

The tensile strength and impact value are reduced due to increasing internal hardness, i.e. increasing hard phases with high carbon content in the internal area. It is known that less ductile matrix, such as quenched and tempered sintered steels, has a high notch sensitivity of pores and lowered tensile strength7). Therefore, the reduction of these mechanical properties due to increasing internal hardness is mainly caused by increasing of brittle fracture by an internal notch effect of the pores.
5 Conclusions
Effects of processing parameters, which is graphite additive content, sintering temperature or case-hardening conditions, on mechanical properties of sintered and case-hardened compacts made of molybdenum hybrid-alloyed steel powder has been investigated. The major results are summarized as follows.
-
(1)
High tensile strength and impact value were obtained in the conditions of the lower internal carbon content, higher sintering temperature, lower carbon potential or shorter carburizing time.
-
(2)
Under the conditions internal hardness increases, such as more graphite additive contents or excessive carburizing, it is believed that the reduction of the mechanical properties are caused by increasing of brittle fracture.
References
- 1) S. Unami, Y. Ozaki, S. Uenosono: “Rolling Contact Fatigue Property of Sintered and Carburized Compacts made of Molybdenum Hybrid-alloyed Steel Powder”, Materials Science Forum, 534–536 (2006) 713–716.
- 2) S. Unami, Y. Ozaki, S. Uenosono: “Fatigue Strength of Sintered and Carburized Compacts made of Molybdenum Hybrid-alloyed Steel Powder”, J. Jpn. Soc. Powder Powder Metallurgy, 54 (2007) 519–524.
- 3) S. Unami, K. Hayashi: “Effects of Sintering Condition and Mo Addition on Sintering Densification of Fe Coarse Powder”, J. Jpn. Soc. Powder Powder Metallurgy, 44 (1997) 765–769.
- 4) A. Schoeler, W. Bleck, R. Link: “Quasi-in-situ Observations of the Sintering Behaviour of Molybdenum-Alloyed Sintered Steels”, Steel Research, 71 (2000) 44–51.
- 5) F. S. Buffington, K. Hirano, M. Cohen: “Self Diffusion in Iron”, Acta Metallurgica, 9 (1961) 434–439.
- 6) Y. Ozaki, S. Unami, T. Ono: “Premixed Iron Powder “JIP Clean Mix HDX” Providing High Green Density without Powder Heating Units”, J. Jpn. Soc. Powder Powder Metallurgy, 56 (2009) 85–87.
- 7) R. Haynes: “Effect of Porosity Content on the Tensile Strength of Porous Materials”, Powder Metallurgy, 27 (1971) 64–70.