Paper
High Performance Stainless Steel Mixes
2016 Volume 63 Issue 7 Pages 591-594
Details
2016 Volume 63 Issue 7 Pages 591-594
Numerous automotive and non-automotive components are currently manufactured by powder metallurgy (PM) using stainless steel powders. Compared to ferrous PM powders, stainless steel powders have higher flow rates, lower apparent densities and lower green strength. These differences in powder properties can make the manufacture of PM stainless steel components more challenging compared to ferrous PM mixes. A new lubricant system has been developed taking into account the unique morphology and particle size distribution of stainless steel powders. The new lubricant system was evaluated against currently industry standard lubricants for powder properties, mechanical performance and corrosion resistance. The new lubricant system was observed to have superior performance over the standard lubricants.
Stainless steel powder mixes are used in a variety of high volume automotive and non-automotive applications. Through the years, components manufactured from powder metal (PM) stainless steel have been shown to meet the demanding performance criteria of applications and in some cases outperform wrought competitors1). While there are a number of large volume applications, the overall market for PM stainless steel components is much smaller in comparison to the ferrous PM market.
One of the reasons for the smaller amount of PM stainless steel components is the manufacturing challenges associated with their usage. Depending on the lubricant used to manufacture the press ready stainless steel mix, different challenges can be expected. Currently, there are two lubricants which are commonly used in the manufacture of stainless steel mixes: lithium stearate and ethylene bis(steramide)2).
Lithium stearate (LiSt) is a metal soap formed through the reaction of lithium hydroxide and stearic acid. Use in stainless steel powder mixes has a beneficial effect on apparent density, green density and usually sintered density. However, there are negative effects on flow rate and green strength3). Careful attention also is required in delubrication as this lubricant can be difficult to remove4). Ethylene bis(steramide), also known as EBS, has beneficial effects on green strength when used in stainless steel powder mixes3). Because it is an organic compound, it is also easier to remove during delubrication5). The compressibility, flow rate and apparent density are negatively affected by the lubricant. Often, a combination of the lubricants is used in order balance the properties of the powder mix6).
In order to improve the properties of stainless steel powder mixes, development of a lubricant system specifically for stainless steel powder was commenced. The goal of the development was develop a lubricant which would provide high apparent density, fast flow rate, and clean delubrication with the overall goal of increasing the robustness of stainless steel mixes. The result of this development project was a lubricant named Intralube® F. In this study, the new lubricant is compared against LiSt and EBS. The three lubricants were compared for powder properties, die fill properties, sintered properties and corrosion resistance in order to demonstrate the benefits in using the new lubricant system.
A commercially available, −150 μm 304L base powder was used to manufacture three 500 kg mixes in the North American Höganäs Pilot Mixing Center. The details on the base iron used to manufacture the mixes are shown in Table 1. The mixes were manufactured with 1 wt% amide wax, lithium stearate and Intralube® F addition. Apparent density and flow rate of the mixes were determined using the Hall Flowmeter Funnel in accordance with ASTM B212 and B213 respectively. For each material, a compressibility curve was generated on a 25 mm diameter by 25 mm height cylindrical specimen at compacting pressures ranging from 410 to 825 MPa.
| Grade | Cr (wt%) | Ni (wt%) | Si (wt%) | C (wt%) |
|---|---|---|---|---|
| SS304L | 18.8 | 11.2 | 0.8 | 0.02 |
The green strength was evaluated on 6.3 mm thick transverse rupture strength specimens over the same compaction range.
The powder fillability was evaluated using a die fill simulator devise which has been previously described in numerous technical papers7). The fillability was determined by controlling the velocity of the feed shoe and measuring the filling density of the 13 mm and 2 mm cavities. The filling density calculation is shown in Equation 1.

Calculation of die fill index.
Dogbone tensile specimens were compacted to a green density of 6.5 g/cm3 in order to evaluate sintered properties. The specimens were sintered at 1290 °C for 45 minutes in a 100 % H2 atmosphere. After sintering, the bars were measured for tensile properties in accordance with ASTM E8. Apparent hardness, dimensional change and sintered density measurements were determined according to MPIF 42, ASTM B962 and B610 respectively.
Transverse rupture specimens were compacted and sintered according the same practice as the mechanical property specimens. These bars were evaluated for corrosion resistance by immersion in a 5 % NaCl solution in accordance with ASTM B895. The testing was conducted for 360 hours. In the initial 24 hours of the test, the bars were examined and rated every 2 hours. After 24 hours, an examination and rating was conducted every 24 hours until the testing was completed.
The flow rate and apparent density results are shown in Table 2. The mix with EBS was found to have a slow flow rate and lower apparent density. The mix with LiSt had a high apparent density, but slow flow rate. A high apparent density, similar to LiSt, and fast flow rate were found for the mix with Intralube F. The results of the die filling test are shown in Fig. 1. At higher fill shoe velocities, incomplete filling of the die cavity occurred. This occurrence is represented in Fig. 1 by symbols which are not solid. The combination of high apparent density and fast flow rate resulted in the Intralube F mix having the best filling characteristics. Consistent filling was observed for this material as the fill shoe speed was increased. Both the EBS and LiSt mixes saw the filling performance degrade rapidly as the fill shoe speed was increased.
| Mix | Flow Rate (s/50 g) | Apparent Density (g/cm3) |
|---|---|---|
| EBS | 37.7 | 2.66 |
| LiSt | 38.1 | 2.88 |
| Intralube F | 30.0 | 2.88 |

Results of die filling evaluation.
The compressibility curve for the materials is shown in Fig. 2. The compressibility of the Intralube F and LiSt mixes were the same. These mixes were better than the EBS mix. Green strength results are shown in Fig. 3. The mix with Intralube F shows a large improvement in green strength over the EBS and LiSt at all density levels. The green strength of Intralube F at 6.2 g/cm3 is greater than both the EBS and LiSt mixes at 6.7 g/cm3.
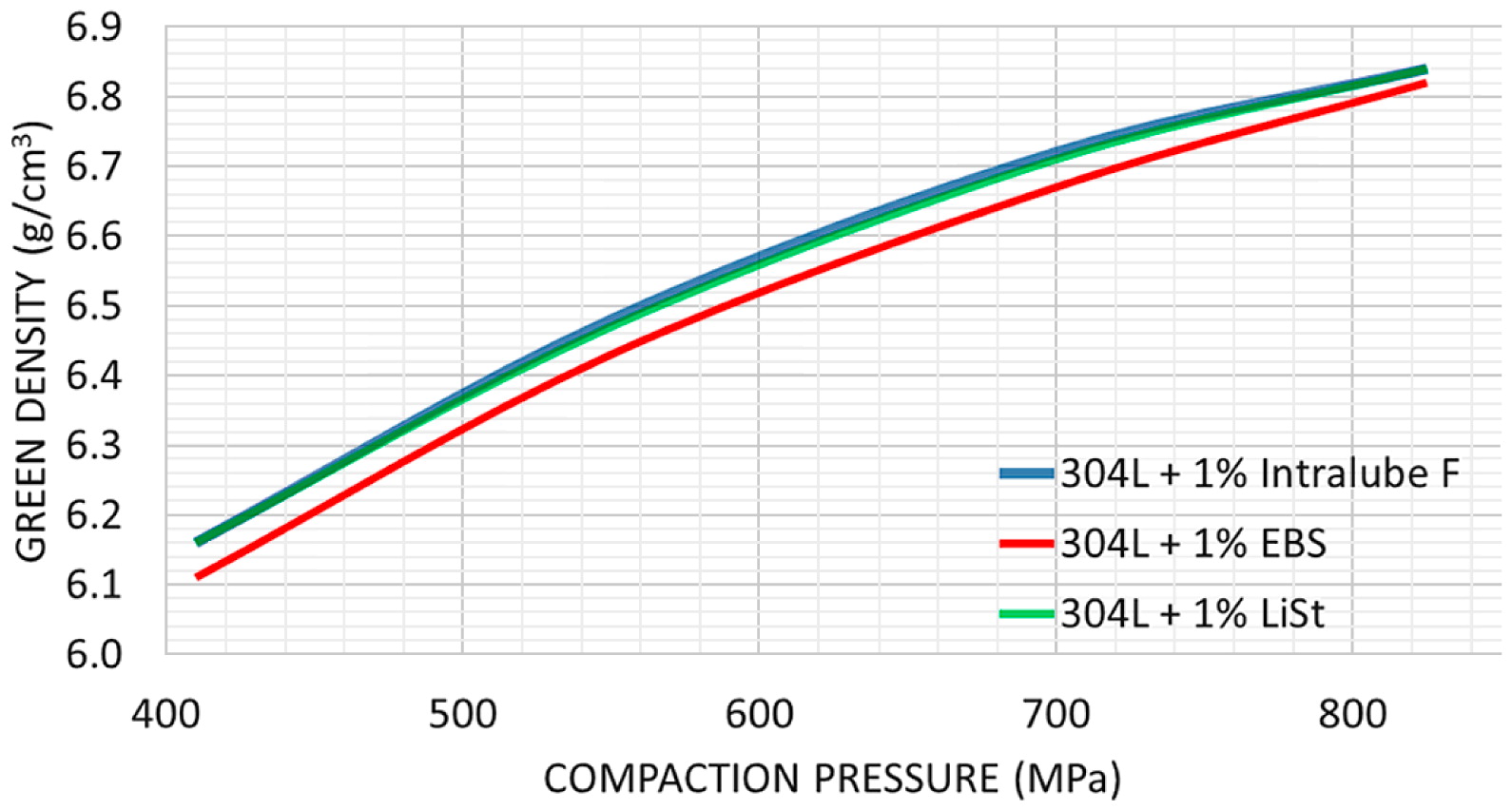
Compressibility comparison of the mixes.

Green strength versus density.
The sintered properties of the mixes are shown in Table 3. The results show little difference between the three materials for tensile properties, hardness and dimensional change. The corrosion testing results are shown in Table 4. A visual depiction of the testing is shown in Figs. 4 & 5. Both the EBS and Intralube F mixes were similar in their corrosion resistance performance. Initial rusting for both materials did not start until 96 hours into the test. The mix with LiSt, however, started much earlier. Initial rusting was observed at the 72 hour mark. This material then quickly deteriorated as the test continued.
| Mix | UTS (MPa) | YS (MPa) | Elong. (%) | HRB | DC (%, d-s) | Density (g/cm3) |
|---|---|---|---|---|---|---|
| EBS | 381 | 173 | 22 | 40 | −1.80 | 6.81 |
| LiSt | 379 | 172 | 19 | 42 | −1.78 | 6.78 |
| Intralube F | 383 | 175 | 24 | 39 | −1.81 | 6.83 |
| Mix | Hours | |||
|---|---|---|---|---|
| A | B | C | D | |
| EBS | 96 | 192 | 240 | 350 |
| LiSt | 72 | 100 | 160 | 240 |
| Intralube F | 96 | 192 | 240 | 350 |
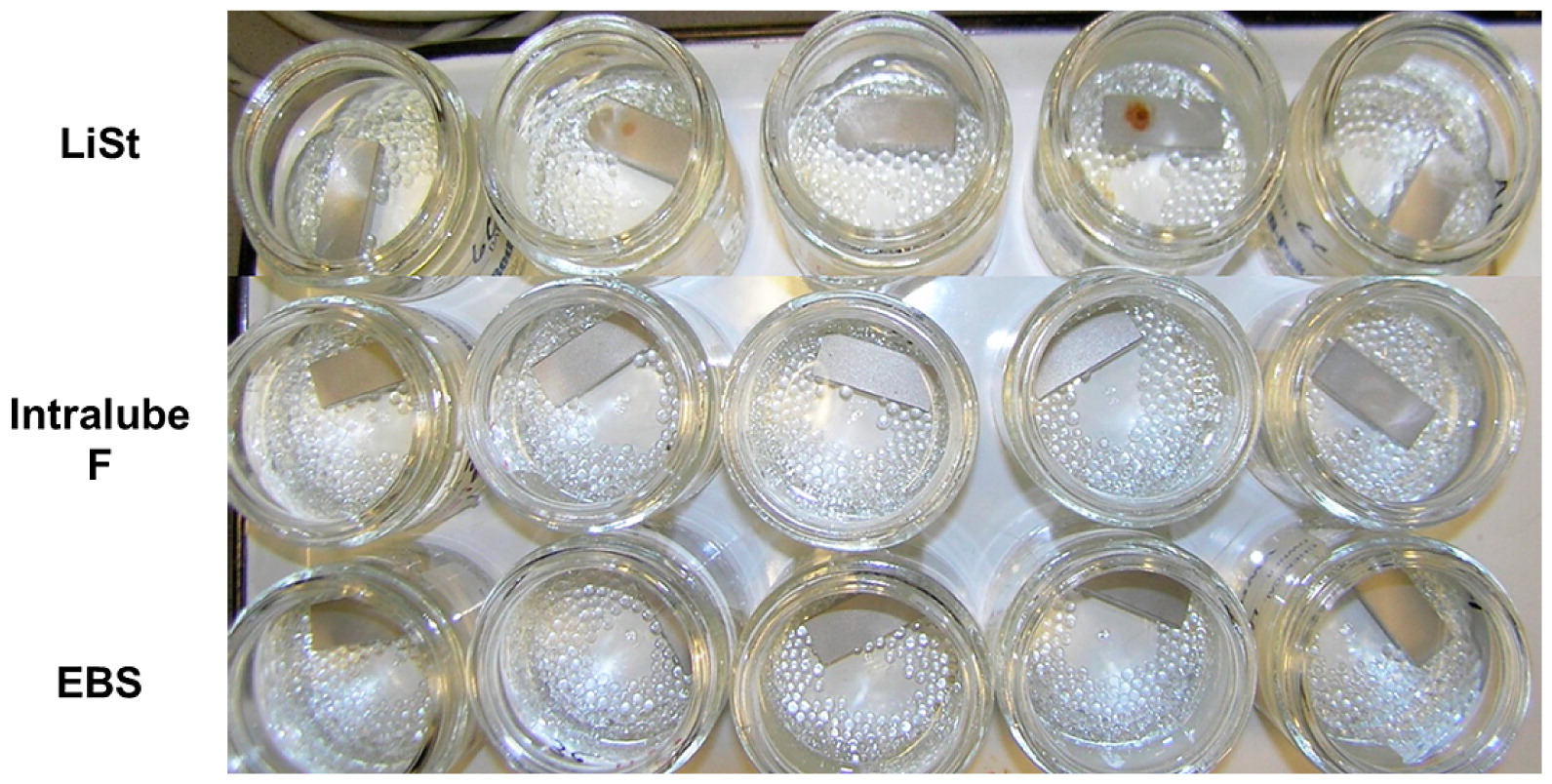
Corrosion testing after 100 hours.

Corrosion testing after 430 hours.
The comparison testing showed benefits in powder properties & green strength compared to the standard stainless steel mix lubricants when using Intralube F. The new lubricant showed significantly faster flow rate in combination with an apparent density similar to LiSt. This combination resulted in robust filling performance. Even at high fill shoe speed, the new lubricant was able to consistently fill the die cavities, outperforming the other lubricants by a wide margin. This ability should provide component manufacturers with a more consistent component with regards to weight through a production campaign. Maintaining weight stability has been shown in previous studies to be critical to achieving tolerances through the sintering process. It also has the potential to enable improvements in productivity through an increase in stroke rate as the new material was able to provide consistent filling at high fill shoe speeds.
Another important aspect of the new lubricant is the high green strength it provides. Stainless steel parts are susceptible to cracks from handling because they typically have low green strength. Intralube F showed the ability to provide high green strength which should reduce handling issues and increase the robustness of the manufacturing process. This is especially important for thin sections and parts with multiple levels. These areas tend to have lower green strength due to lower density typically found in these regions. The new lubricant showed higher green strength values at 6.2 g/cm3 density than the EBS and LiSt lubricants showed at 6.7 g/cm3.
No difference was found with regards to sintered properties as expected. Similar values for tensile properties, hardness and dimensional change were observed. The new lubricant also showed similar performance with regards to corrosion resistance as EBS. This is expected as they are both organic materials with good burn off characteristics. The LiSt mix had significantly worse performance in the corrosion testing. Further analysis was conducted on the corrosion specimens after testing was completed. The bars were tested for interstitial chemistry with the results presented in Table 5. The testing showed a higher carbon value for the LiSt bars compared to the EBS and Intralube F bars. LiSt is more difficult to remove during delubrication and care must be taken to make sure it is completely removed. The higher carbon values are detrimental to corrosion resistance are explain the reason for the poor performance on LiSt.
| Mix | Carbon (%) | Nitrogen (%) | Oxygen (%) |
|---|---|---|---|
| EBS | 0.007 | 0.005 | 0.19 |
| LiSt | 0.041 | 0.005 | 0.22 |
| Intralube F | 0.008 | 0.005 | 0.20 |
Intralube F is a new lubricant system specifically designed for use with stainless steel powders. The new lubricant was shown to provide an improvement in powder properties, fillability and green strength while maintaining mechanical and corrosion performance. The key improvements in powder properties, which include fast flow rate and high apparent density, resulted in improved die fill consistency. A 50 % improvement in green strength was observed compared to EBS and 100 % improvement compared to LiSt. The clean burning nature of the lubricant resulted in similar corrosion resistance as the mix with EBS.