Abstract
Harmonic-structured Al-Cu alloys were produced via mechanical milling followed by spark plasma sintering, and their microstructure and mechanical properties were investigated in detail. The microstructure of the mechanically milled powders and spark plasma sintered compacts was characterized using scanning electron microscopy (SEM)/energy dispersive X-ray spectroscopy (EDS) and X-ray diffraction (XRD). The mechanical properties of the spark plasma sintered compacts were evaluated on the basis of the tensile tests and Vickers hardness tests. SEM/EDS micrographs and XRD profiles indicated that the harmonic-structured Al-Cu alloy compact has a network region composed of Al-Cu alloy with Al2Cu precipitates and a dispersed region composed of pure Al. The harmonic-structured Al-Cu alloy compacts exhibit the superior hardness. Harmonic-structured control is effective for improving of the mechanical properties of the precipitation-hardened materials.
1 Introduction
Methods for improving the mechanical properties of metallic materials include grain-refinement strengthening, solid-solution strengthening, work hardening and precipitation hardening by restricting dislocation motion. An alternative method is composite strengthening by combining two or more different materials1). Grain refinement is well known to improve the mechanical properties of metals without impairing their deformability. However, nanograin materials exhibit very high strength but limited ductility2,3). By contrast, harmonic-structured materials with fine and coarse grain areas exhibit high strength and good ductility4–7). Harmonic microstructure comprises a fine-grained network and dispersed coarse-grained area. The fine-grained network area plays a role in strengthening, whereas the dispersed coarse-grained area maintains elongation. Such harmonic-structured materials generated by grain refinement strengthening exhibit outstanding mechanical properties8). Harmonic-structured materials generated by composite strengthening comprise a network area with high-strength material and dispersed area with a highly ductile. Such harmonic-structured composites also simultaneously exhibit high strength and good ductility9). Harmonic-structured materials generated by solid solution strengthening exhibit strength and enough ductility comparable to those of the harmonic-structured materials generated by grain refinement and composite strengthening10). However, the effect of precipitation hardening on the harmonic structure has not been clarified yet. In this study, a harmonic-structured Al-Cu alloy with a precipitation network and non-precipitation dispersed area is produced via mechanical milling (MM) followed by spark plasma sintering (SPS); furthermore its microstructure and mechanical properties are investigated in detail.
2 Experimental Procedure
Powders of Al-10 mass%Cu (Al-10Cu) alloy and pure aluminum were used in this study. The chemical compositions of these powders are shown in Table 1. The initial particle sizes of the Al-10Cu and the pure Al powders were approximately 63.7 and 66.4 μm, respectively. These powders were mechanically milled using a planetary ball mill (P-6; Fritch Co., Ltd.) in conjunction with an SKD11 vial and SUJ2 steel balls with 6.35 mm in diameter; the milling was conducted under Ar atmosphere at room temperature. First, to obtain a fine Al-10Cu powder, MM was performed at a ball-to-powder weight ratio of 5:1, an MM time of 360 ks, and a rotation speed of 400 rpm. Stearic acid of 1 mass% was added as a lubricant. Next, a mixture of pure Al powder and mechanically milled Al-10Cu (20.0–40.0 mass%) powder was mechanically milled at a ball-to-powder weight ratio of 5:1, an MM time of 36–86.4 ks, and a rotation speed of 100 rpm. The mechanically milled powder containing Al-10Cu and pure Al was then sintered using an SPS apparatus (SPS-510L; Sumitomo Coal Mining Co., Ltd.) at 773 K and 75 MPa for 1.8 ks. Scanning electron microscopy (SEM)/energy-dispersive X-ray spectroscopy (EDS) and X-ray diffraction (XRD) were used to characterize the microstructure of the SPS compacts. The mechanical properties of the SPS compacts were evaluated by Vickers hardness tests (VMT-7; Matsuzawa Co., Ltd.) and tensile tests (AGS-10kND; Shimadzu Corporation) using an initial strain rate of 5.6 × 10−4 s−1. Tensile tests were performed on the specimens with 3 mm in gauge length, 1 mm in width, and 2 mm in thickness.
Table 1
Chemical compositions of pure aluminum and Al-10Cu powder (mass%).
|
Si |
Fe |
Cu |
Zn |
Mn |
Mg |
Ni |
Al |
| Pure Al |
0.03 |
0.03 |
0.001 |
0.004 |
0.002 |
0.001 |
0.007 |
Bal. |
| Al-10Cu |
0.042 |
0.086 |
10.585 |
0.027 |
0.001 |
0.001 |
0.007 |
Bal. |
3 Results and Discussion
The XRD profile for the as-received Al-10Cu powder is shown in Fig. 1. The as-received Al-10Cu powder comprises Al matrix and Al2Cu precipitate. This Al-10Cu powder was refined to approximately 24.4 μm by MM for 360 ks. SEM micrographs of the powder prepared by MM of pure Al and Al-10Cu fine powders for 54 ks is shown in Fig. 2. Fig. 2 (a) shows the cross section of the mechanically milled powder with Al-10Cu (30.0 mass%). Figs. 2 (b) and (c) show the EDS element mapping images for Cu and Al, respectively, for the sample shown in Fig. 2 (a). The mechanically milled powder shown in Fig. 2 (a) exhibits a different contrast for the surface and middle regions; Figs. 2 (b) and 2 (c) demonstrate that the surface region has a high Cu concentration. The mechanically milled powder shown in Fig. 2 was sintered using an SPS apparatus, and an interesting microstructure was obtained. Figs. 3 (a), 3 (b) and 3 (c) show SEM micrographs of the microstructure of the compacts of the mechanically milled powders with Al-10Cu contents of 20.0, 30.0, and 40.0 mass%, respectively. These micrographs show a network structure with precipitate particles observed as region of bright contrast; the network region corresponds to the surface region of the mechanically milled powder shown in Fig. 2. The dispersed region surrounding the network corresponds to pure Al. A microstructure having networks and dispersed regions is referred to as harmonic structure. Fig. 4 shows the XRD results for the harmonic-structured materials shown in Fig. 3. These harmonic-structured materials comprise Al and Al2Cu phases, where the white particles in the network regions of Fig. 3 correspond to the Al2Cu phase.
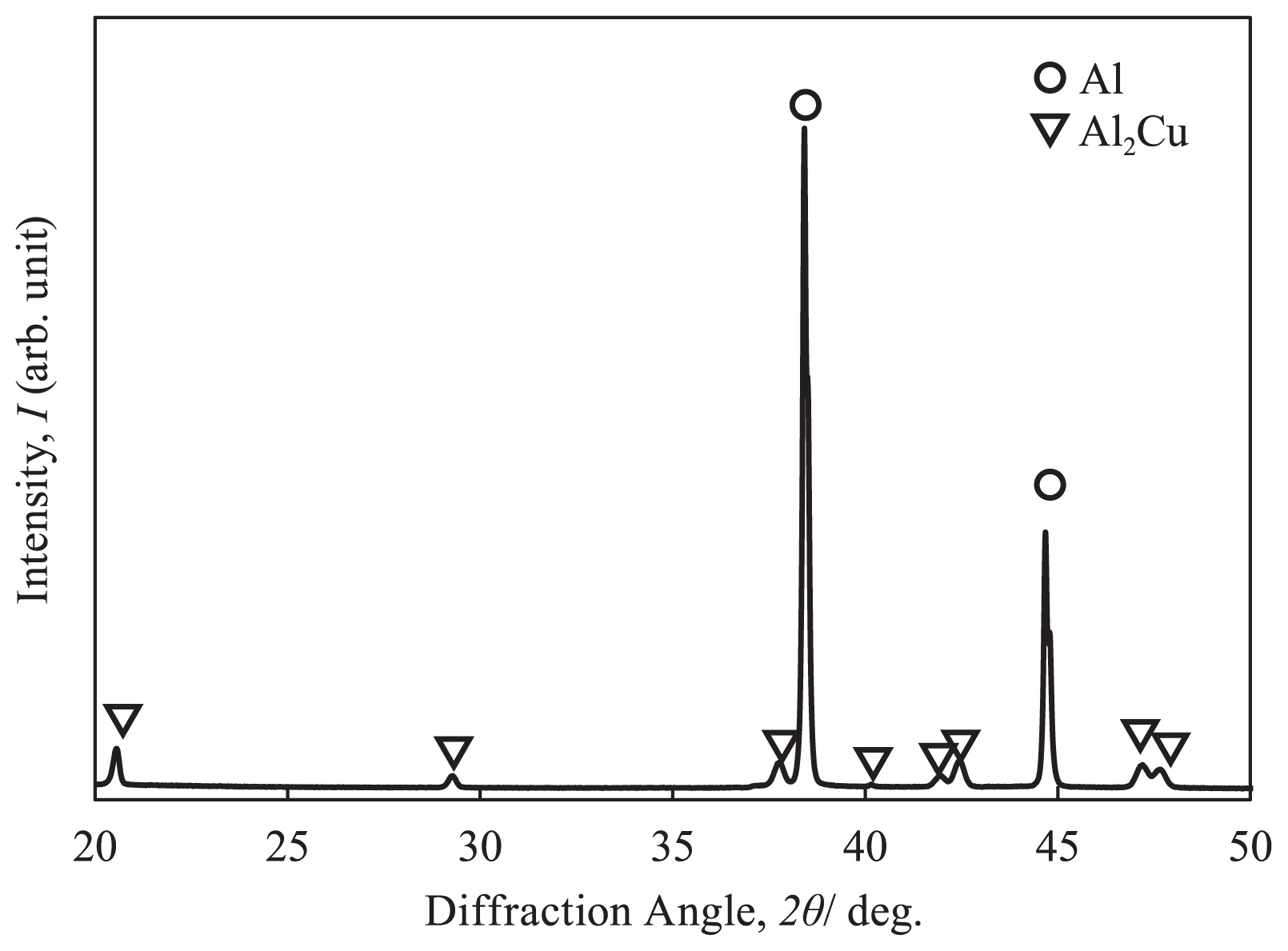
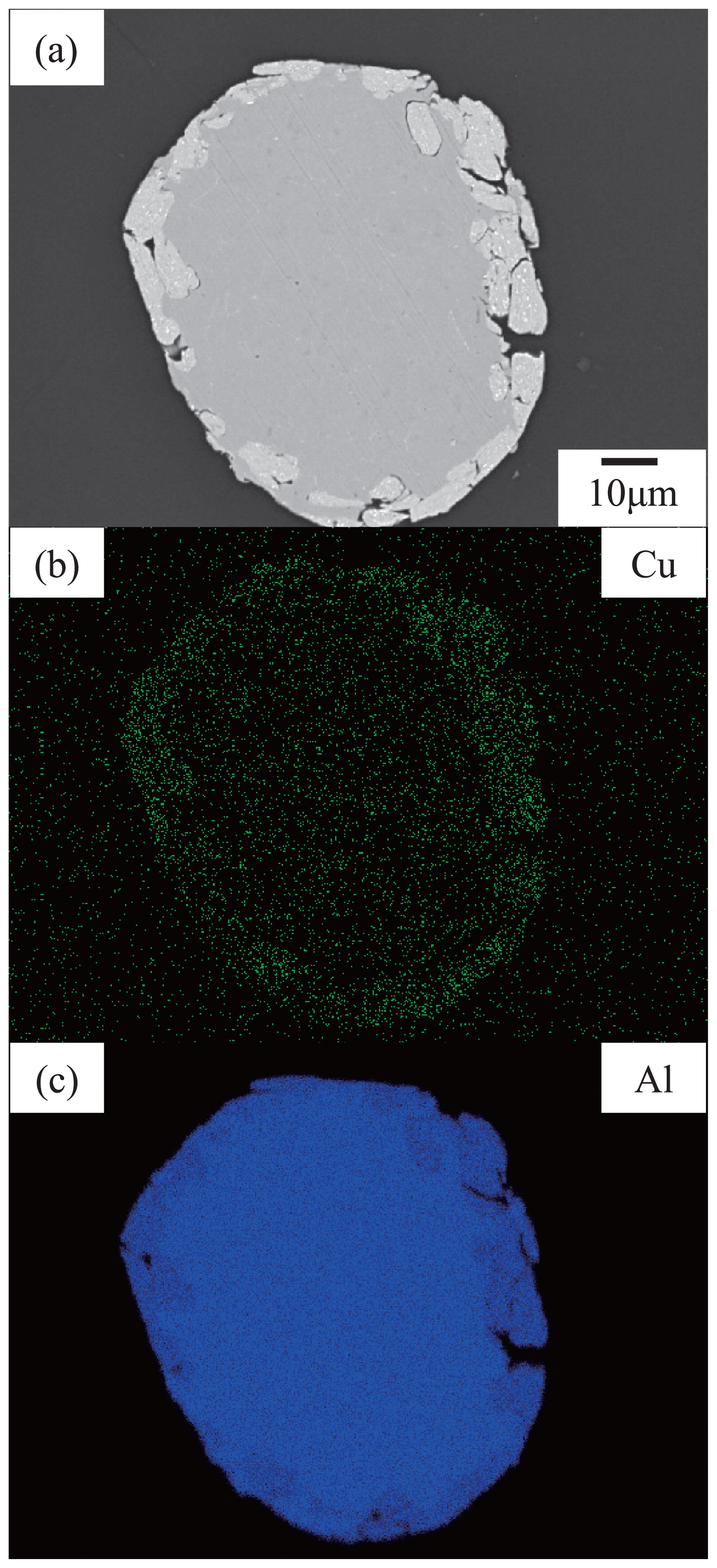


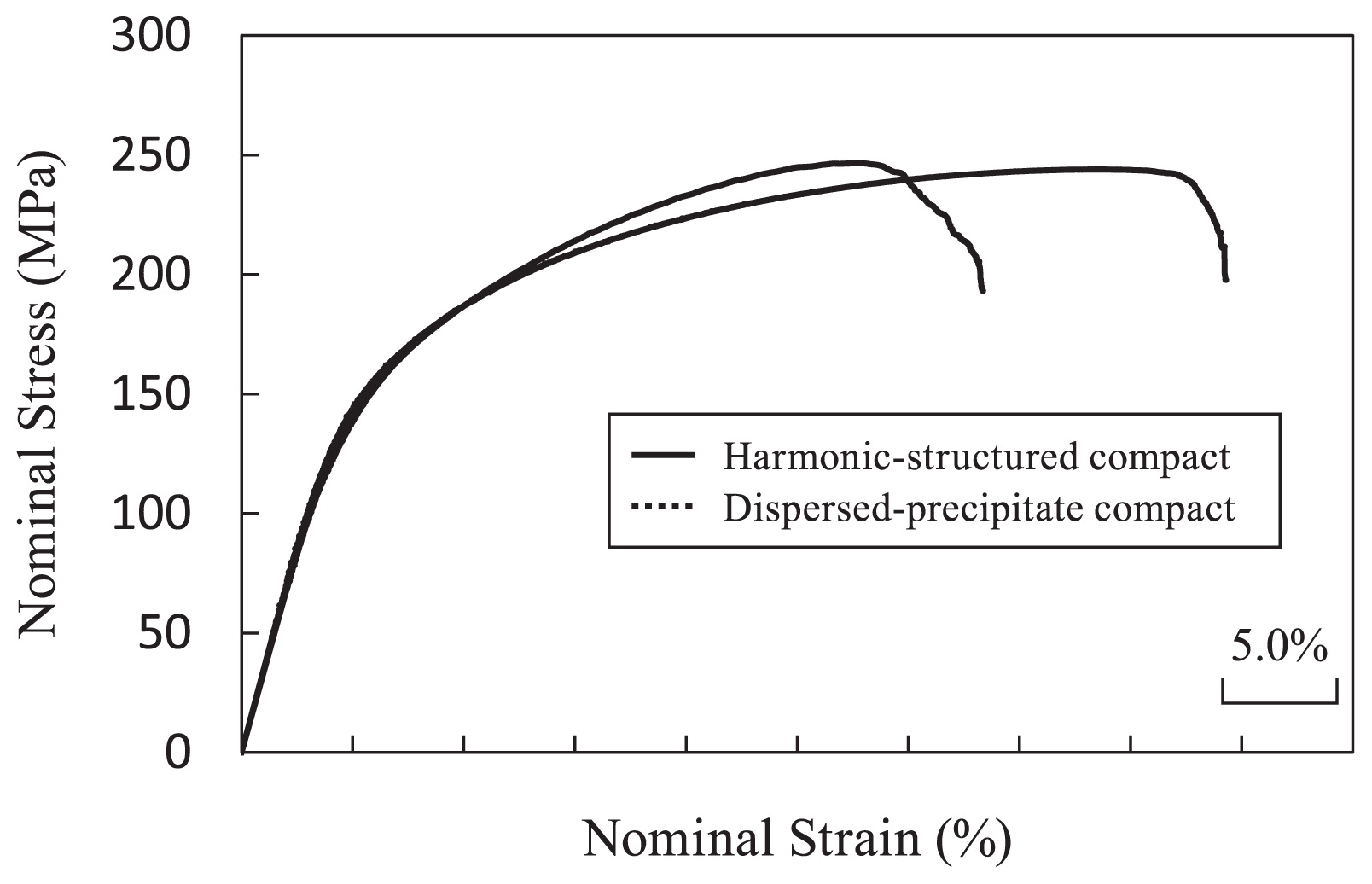
Fig. 5 shows nominal stress–strain curves obtained from tensile tests of the harmonic-structured compacts with 20.0–40.0 mass% Al-10Cu and the SPS compact containing only Al-10Cu. The 0.2 % proof stresses of the harmonic-structured compacts with 20.0, 30.0, and 40.0 mass% Al-10Cu are 92, 130, and 150 MPa, respectively. The tensile strength of the harmonic-structured compacts with 20.0, 30.0, and 40.0 mass% Al-10Cu are 195, 244, and 243 MPa, respectively. The total elongation values for the harmonic-structured compacts with 20.0, 30.0, and 40.0 mass% Al-10Cu are 20 %, 15.5 %, and 5.5 %, respectively. The tensile strength of the compact with 40.0 mass% Al-10Cu is the same as that of the compact with 30.0 mass% Al-10Cu because the work hardening was apparently insufficient for the limited ductility region (dispersed pure-Al region). By contrast, the 0.2 % proof stress, tensile strength, and total elongation of the compact comprising only Al-10Cu are 162, 285 MPa, and 4.1 %, respectively. Fig. 6 shows the nominal stress–strain curves obtained from the tensile tests of the harmonic-structured compact and conventional dispersed-precipitate compact with 30.0 mass% Al-10Cu. The conventional dispersed-precipitate compact has a microstructure of homogeneously dispersed precipitate, which is fabricated by sintering the mixed powder of pure-Al powder with 3 μm in particle size and the Al-10Cu fine powder by MM. The 0.2 % proof stresses of the harmonic-structured compacts and conventional dispersed-precipitate compact are 130 and 141 MPa, respectively. The tensile strength of the harmonic-structured compact and conventional dispersed-precipitate compact are 244 and 246 MPa, respectively. The total elongation values for the harmonic-structured compacts and the conventional dispersed-precipitate compact are 15.5 % and 10.6 %, respectively. The harmonic-structured compact exhibits excellent elongation despite approximately possessing the same strength as the conventional dispersed-precipitate compact. Fig. 7 shows an SEM micrograph of the fracture surface vicinity after the tensile test. Some cracking is observed at the network region; thus, the fracture initiated at the network region and propagated there. However, some crack propagation was prevented by the dispersed region, as indicated by the arrows in Fig. 7. Therefore, the harmonic-structured Al-Cu alloy can deform without a rapid fracture. This good ductility of the harmonic-structured materials is attributed to the obstruction of crack propagation by the dispersed region.

4 Conclusion
A harmonic-structured Al-Cu alloy with a network region comprising an Al-10Cu alloy and a dispersed region of pure Al was fabricated by MM and SPS. The microstructure and mechanical properties of the harmonic-structured Al-Cu alloy were subsequently evaluated. The combined powder with a surface of Al-10Cu alloy and a middle region of pure Al was produced by the MM process. When this combined powder was subjected to SPS, the harmonic-structured Al-Cu alloy with a network region of Al-Cu alloy with a precipitate (Al2Cu) and a dispersed region of pure Al was created. Compared to the conventional compact, the harmonic-structured Al-Cu alloy demonstrated high strength and good ductility.
References
- 1) M. Kato, S. Kumai, S. Onaka: “Zairyoukyoudogaku”, Asakura Shoten, (1999) 69.
- 2) N. Tsuji, Y. Ito, Y. Saito, Y. Minamino: “Strength and Ductility of Ultrafine Grained Aluminum and Iron produced by ARB and Annealing”, Scripta Mater, 47 (2002) 893–899.
- 3) N. Tsuji, N. Kamikawa, R. Ueji, N. Takata, H. Koyama, D. Terada: “Managing Both Strength and Ductility in Ultrafine Grained Steels”, ISIJ Int., 48 (2008) 1114–1121.
- 4) K. Ameyama, H. Fujiwara, T. Sekiguchi, Z. Zhang: “Microstructure and Mechanical Properties of Hetero-Structure Metallic Materials Produced by Harmonic Structure Design”, Bull. Iron Steel Inst. Jpn., 17 (2012) 9–14.
- 5) K. Ameyama, H. Fujiwara: “Creation of Harmonic Structure Materials with Outstanding Mechanical Properties”, Mater. Sci. Forum, 706–709 (2012) 9–16.
- 6) C. Sawangrat, O. Yamaguchi, S. K. Vajpai, K. Ameyama: “Application of Harmonic Structure Design to Biomedical Co–Cr–Mo Alloy for Improved Mechanical Properties”, Mater. Trans., 55 (2014) 99–105.
- 7) M. Ota, K. Shimojo, S. Okada, S. K. Vajpai, K. Ameyama: “Harmonic Structure Design and Mechanical Properties of Pure Ni Compact”, J. Powder Metal. Min., 3 (2014) 99–105.
- 8) A. Ueno, H. Fujiwara, M. Rifai, Z. Zhang, K. Ameyama: “Fractographical Analysis on Fracture Mechanism of Stainless Steel Having Harmonic Microstructure”, J. Soc. Mater. Sci. Jpn., 61 (2012) 686–691.
- 9) Y. Yamada, H. Fujiwara, H. Miyamoto, K. Miyamoto: “Microstructure and Mechanical Properties of High Speed Steel/Carbon Steel Composite with Harmonic Structure”, J. Jpn. Soc. Powder Powder Metallurgy, 60 (2013) 160–166.
- 10) H. Fujiwara, T. Nishimoto, H. Miyamoto, K. Ameyama: “Microstructure and Mechanical Properties of Harmonic Structured Cu-Sn alloy”, J. Jpn. Soc. Powder Powder Metallurgy, 61 (2014) 521–525.