Paper
Mechanical Properties of Various Lean Alloy Steels and Effect of Heat Treatment Conditions on Them
2016 Volume 63 Issue 7 Pages 585-590
Details
2016 Volume 63 Issue 7 Pages 585-590
Diffusion bonded alloy powders such as Fe-4 %Ni-0.5 %Mo-1.5 %Cu (AE) and Fe-1.75 %Ni-0.5 %Mo-1.5 %Cu (AB) are widely used for many PM components due to their high mechanical strength. This is primarily an effect of the unique heterogeneous microstructure with martensitic structure around pores that is created already after ordinary sintering, i.e. not sinter hardening. Consequently, these materials achieve much higher strength than the traditional Fe-Cu-C alloying system. These alloying systems also achieve higher densities in comparison to pre-alloyed powder due to their higher compressibility. On the other hand to increase the competitiveness of PM a leaner diffusion bonded alloy powder Fe-0.5 %Ni-0.5 %Mo (AQ) and some lean pre-alloyed powders have been developed. The as-sintered mechanical properties of them are not adequate in comparison with AE or AB. However, if the heat-treated properties of them are comparable to AE or AB, those leaner alloys would introduce as a more cost effective alternative. First, in order to clarify what the advantage or the disadvantage of AE, AB and AQ is, static and dynamic mechanical properties of them were compared in this study. Second, the mechanical properties of AQ were compared with properties obtained with the lean pre-alloyed materials Fe-0.85 %Mo (85Mo) and Fe-0.45 %Mo (45Mo) at different heat treatment conditions.
Many diffusion bonded alloy powders have been developed and are commercially used. Diffusion bonded alloy powders have benefits in segregation compared to simple premix powder and in compressibility compared to pre-alloyed powder. Especially Fe-4 %Ni-0.5 %Mo-1.5 %Cu (AE) and Fe-1.75 %Ni-0.5 %Mo-1.5 %Cu (AB) are widely used due to high mechanical strength. AB provides more than 15 % martensite and AE provides more than 30 % martensite just after sintering in an ordinary sintering condition. But heat treatment is still necessary for high performance components. Also as they have high content of alloy element, their price are easily influenced by volatility of alloy. Accordingly lean diffusion bonded alloy powder supposed heat treatment has been developed (Fe-0.5 %Ni-0.5 %Mo (AQ)). Some papers on lean alloy powder have been published1–4). They showed that heat-treated lean alloy powder could be used for actual car components1), or that various lean Mo containing alloys were evaluated the mechanical properties2), also that AQ had good mechanical properties after heat treatment3,4).
In this paper;
The following diffusion bonded alloy powders were used in this study as shown in Table 1.
| Mark | Mo (%) | Ni (%) | Cu (%) |
|---|---|---|---|
| AQ (Distaloy AQ) | 0.5 | 0.5 | - |
| AB (Distaloy AB) | 0.5 | 1.75 | 1.5 |
| AE (Distaloy AE) | 0.5 | 4.0 | 1.5 |
The following properties were investigated.
Compressibility was measured with no additive under die lubrication. The other properties were measured under the condition of 0.6 % graphite and 0.6 % lubricant (Höganäs Lube E). Sintering was done at 1393 K (1120 °C) for 1.2 ks in 90 %/10 % N2/H2 atmosphere. Heat treatment was done at the condition of 1193 K (920 °C), 1.8 ks in an atmosphere of 0.6 % CP (carbon potential) and then quenched into 333 K (60 °C) oil and tempered at 473 K (200 °C) for 3.6 ks in air.
2.2 Comparison of lean alloy powdersThe following alloy powders were used as base powder as shown in Table 2. As described above AQ is diffusion bonded alloy powder and 85Mo and 45Mo are pre-alloyed powders. The three powders were added with 0.5 % or 0.8 % graphite, 0.6 % wax lubricant (Höganäs Lube E). In case of 45Mo powder, 2 % elemental Cu powder was added. Those mixtures are shown in Table 3.
| Base powder | Mo (%) | Ni (%) |
|---|---|---|
| Astaloy 85Mo | 0.85 | - |
| Astaloy 45Mo | 0.45 | - |
| Distaloy AQ | 0.5 | 0.5 |
| Mark | Recipe |
|---|---|
| 85Mo | Astaloy 85Mo + 0.8 %C + 0.6 %Lub |
| 45Mo | Astaloy 45Mo + 2 %Cu + 0.8 %C + 0.6 %Lub |
| AQ | Distaloy AQ + 0.5 %C + 0.6 %Lub |
The three mixtures were compacted into ISO type tensile and Charpy impact specimens at pressures of 500, 600 and 700 MPa. The green compacts were sintered at 1393 K (1120 °C) for 1.8 ks in an atmosphere of 90 %/10 % N2/H2.
Heat treatments were done in 3 conditions as shown in Table 4.
| Mark | Carburization and quenching | Tempering | Steam treatment | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Temp | Time | CP | Oil temp | Temp | Time | Atmos. | Temp | Time | |
| K (°C) | s | % | K (°C) | K (°C) | s | K (°C) | s | ||
| 850/600 | 1123 (850) | 10.8 k | 0.8 | 333 (60) | 473 (200) | 3.6 k | Air | 873 (600) | 3.6 k |
| 850/200 | None | ||||||||
| 920/200 | 1193 (920) | 1.8 k | 0.8 0.5AQ |
None | |||||
Why one condition was steam-treated is that it is done for practical operation in some cases.
The mechanical properties such as tensile strength and impact strength were measured and were compared with microstructure. For the etching, 4 % Picral was used.
Fig. 1 shows the compressibility of three powders. The compressibility of AQ was slightly higher than other two powders. Because it was thought due to lower amount of alloy content, the base powder of AQ was the softest in three powders.

Compressibility of three powders.
Figs. 2 and 3 show hardness and tensile strength of three powders. In each property AQ was less than other two powders due to low amount of alloy content. Fig. 4 shows the microstructure of as-sintered AE and AQ. The microstructure of AQ looked more ferrite and less martensite and bainite than that of AE.

Hardness of as-sintered of three powders.

Tensile strength of as-sintered of three powders.

Microstructure of as-sintered of AQ and AE.
Fig. 5 shows the impact energy of three powders. AQ was comparable to AE and AB. This would be because of high compressibility and more amount of ferrite of AQ.

Impact energy of as-sintered of three powders.
As the conclusion, as-sintered AQ having higher compressibility and less amount of alloy element leaded to comparable impact energy to other diffusion bonded alloy powders. While hardness and tensile strength were approximately 20 % to 30 % less than those of AE and AB, which were inadequate strength for structural components.
3.2 Comparison of heat-treated of diffusion bonded alloy powdersFigs. 6 to 8 show harness, tensile strength and impact energy of three powders, respectively. Hardness and tensile strength of AQ were the highest among three powders. Though these properties were the lowest in as-sintered condition as described before, heat treatment improved the mechanical properties remarkably. On the other hand impact energy of AQ which was the highest in as-sintered condition was the lowest after heat treatment. Fig. 9 shows the microstructures of AE and AQ after heat treatment. It was confirmed that there were more Ni rich austenite in AE.

Hardness of heat-treated of three powders.

Tensile strength of heat-treated of three powders.

Impact energy of heat-treated of three powders.

Hardness of as-sintered of three powders.
Though heat-treated AQ was lower impact energy than AE and AB, the mechanical properties were improved significantly. As it depends on requirement of product, AQ has strong competitive edge in respects of cost effectiveness.
Thus far AQ and other two diffusion bonded alloy powders (AE and AB) were evaluated and compared. From next the mechanical properties of AQ were compared with properties obtained with lean pre-alloyed materials (85Mo and 45Mo).
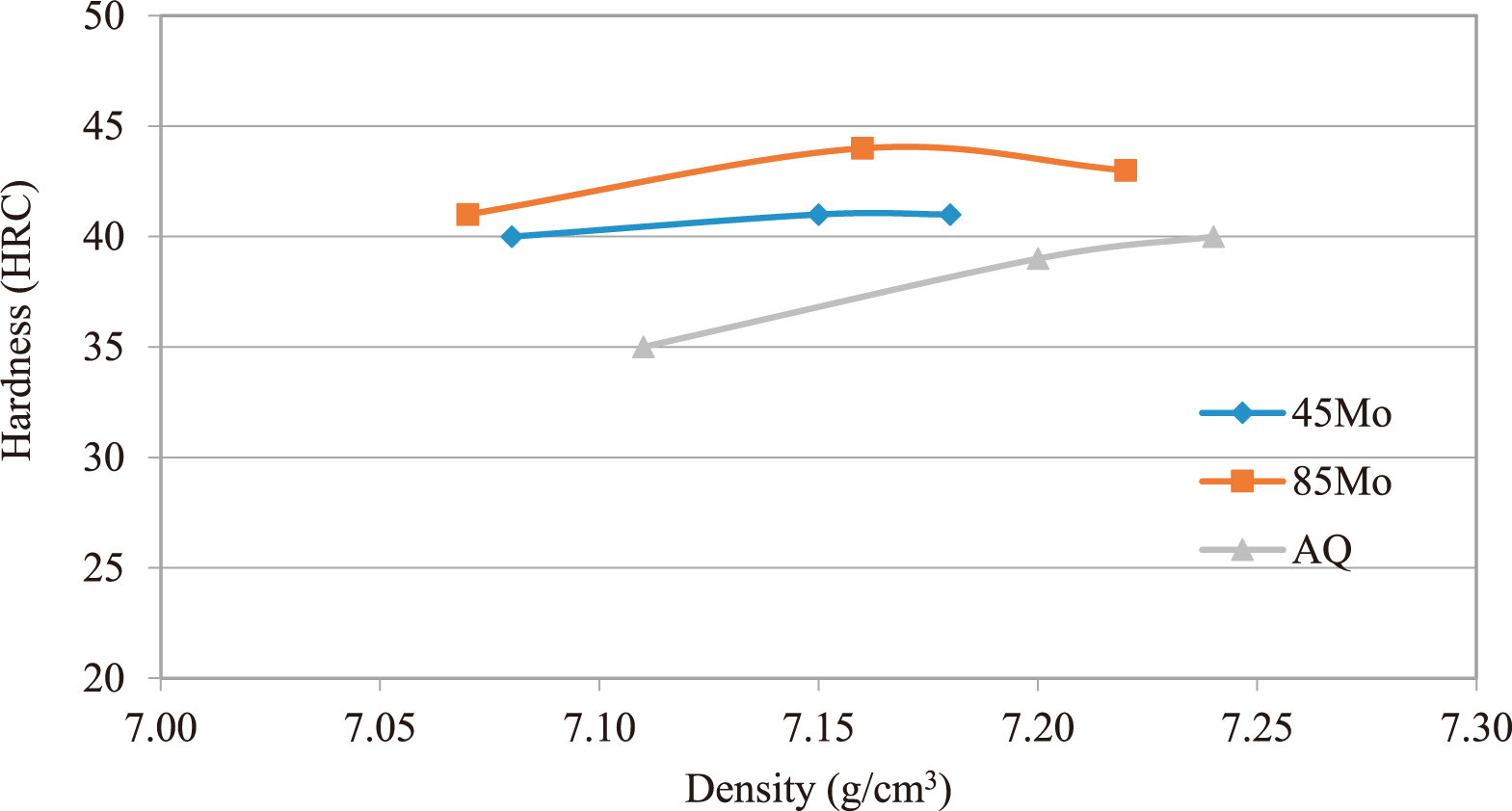
3.3 Comparison of as-sintered of lean alloy powdersFig. 9, 10 show the hardness and tensile strength of as-sintered of three powders. 45Mo was the highest and AQ was the lowest in these properties. The cause that 45Mo was higher than 85Mo was due to addition of Cu to base powder.
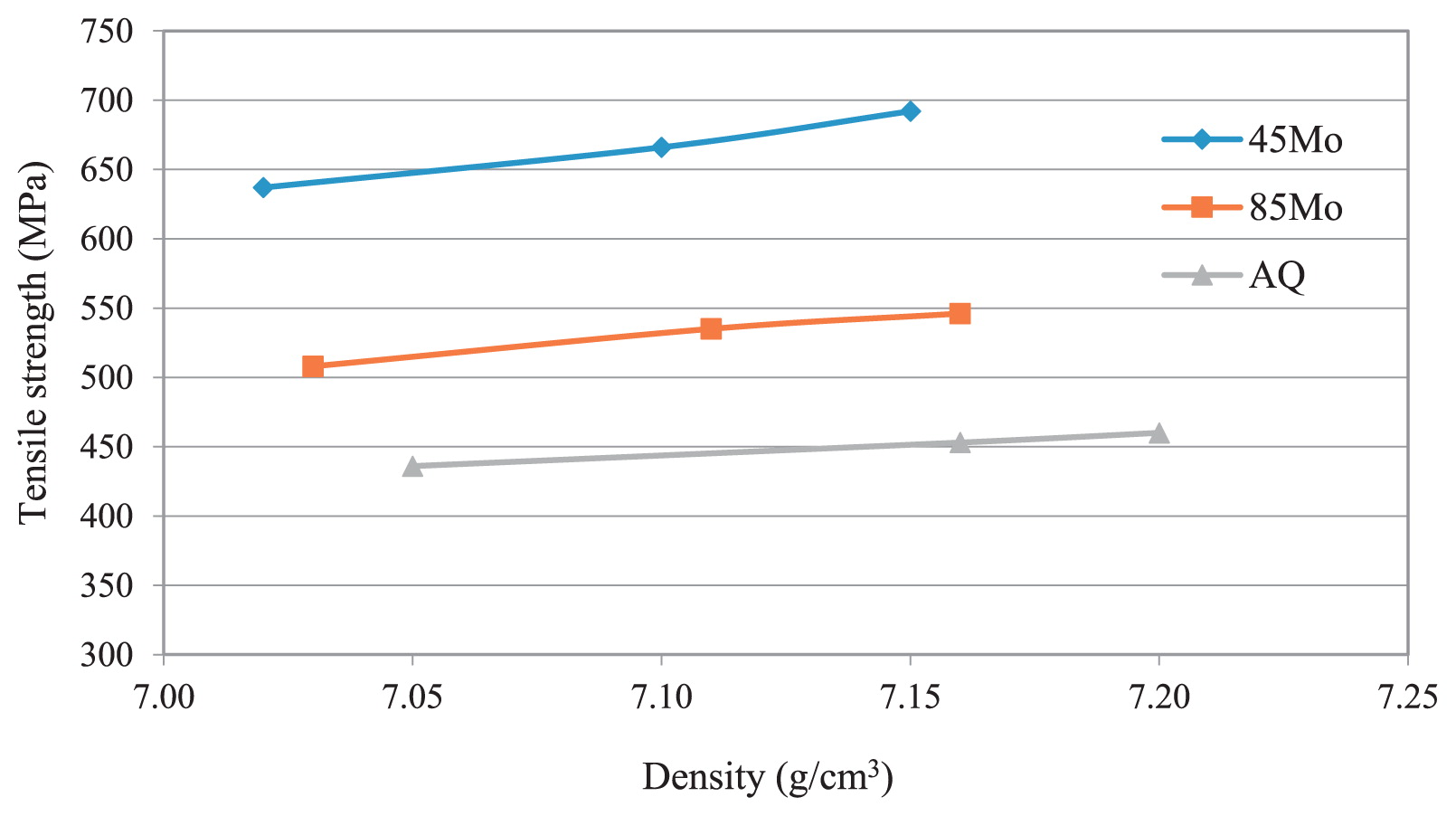
Tensile strength of as-sintered of three powders.
Fig. 11 shows the impact energy of as-sintered of three powders. AQ was the highest impact strength. Those mechanical properties were the same tendency of previous experiment.

Impact energy of as-sintered of three powders.
Figs. 12 and 13 show the hardness and tensile strength of 3 powders. The 85Mo was the highest hardness and the 45Mo and the AQ were the highest tensile strength in these experimental conditions. The mechanical properties of “850/600” condition showed considerable lower level.

Hardness of heat-treated of three powders (in 850/600).

Hardness of heat-treated of three powders (in 850/200).
Hardness of heat-treated of three powders (in 920/200).

Tensile strength of heat-treated of three powders (in 850/600).

Tensile strength of heat-treated of three powders (in 850/200).

Tensile strength of heat-treated of three powders (in 920/200).
Fig. 14 shows the microstructures of three heat-treated conditions. In comparison with other alloys the “850/600” condition showed ferrite and carbide, which decreased hardness and tensile strength lower than martensite.

Microstructure of heat-treated 85Mo.

Microstructure of heat-treated 45Mo.

Microstructure of heat-treated AQ.
Fig. 15 shows the impact energy. Alloying element and heat treatment condition affected the values. “850/600” condition was the lowest in the same way as hardness and tensile strength. Generally AQ revealed good result in each condition. 85Mo and 45Mo were Mo existed in the particle. On the other hand, AQ was 0.5 % diffusion bonded Mo existed between iron particles. These Mo didn’t work very well for hardening. It could work for sintering because Mo stabilized α phase and it sintered faster than γ phase and particle boundary of AQ had pure Mo. From this reason, diffusion bonded alloy strengthened the inter-particle boundary areas rather than the grain itself for Mo alloyed powder. Furthermore, Ni particles on iron powder surface of AQ stabilized austenite which had ductile. Additionally AQ was more variable depending on heat treatment conditions compared to other two.

Impact energy of heat-treated of three powders (in 850/600).

Impact energy of heat-treated of three powders (in 850/200).

Impact energy of heat-treated of three powders (in 920/200).
As shown here, the hardness and the tensile strength of as-sintered AQ were lower than other two lean alloys (85Mo and 45Mo), however, they were quite improved by heat treatment. Impact strength of AQ was higher in both as-sintered and heat-treated than two lean alloys.
As shown in previous figures, not only alloying element but also production parameter, especially, heat treatment condition affected the mechanical properties. To find the suitable heat treatment condition is the key for the lean alloy powders.