Abstract
It is not easy to fabricate the complicate shaped titanium aluminide (Ti-Al) components by conventional methods such as machining or forging, and casting leads to inhomogeneous microstructures. Metal injection molding (MIM) has the potential to be a cost-efficient process and near net shape technique, especially for the complex shaped mass-produced components. In this study, Ti-Al intermetallic alloy compacts were fabricated through MIM technique. Sound compacts with over 95 % of relative density and without any warpage or defects were obtained thorough MIM process. Different microstructures of duplex, near lamellar, and full lamellar were obtained by changing the sintering temperature. Their tensile strength at room and high temperature is 85 to 90 % of that of wrought material. Tensile strength of MIM compact would be expected the same level with cast materials by optimization of sintering conditions, densification by HIP treatment and so on.
1 Introduction
As fuel price is increasing because of luck of fossil fuel, energy efficiency is expected to be improved. Also rigid emission control standard demands higher fuel efficiency. One of the solutions for the higher efficiency is to use the turbocharger for lower engine displacement. Especially, if the turbine wheel which is the key component of the turbocharger could work at a higher temperature, fuel efficiency would be much higher. Nickel based superalloys and Ti-Al intermetallic alloys have been widely used for the turbine wheels1) since they have good heat resistance. In this work, metal injection molding (MIM) process is proposed to fabricate the complicated parts such as the turbine wheel using Ti-Al intermetallic alloy.
Since a Ti-Al intermetallic alloy has excellent high temperature tensile properties, oxidation resistant and low specific gravity (3.8), they have been used as low pressure turbine blades for airplane, turbine wheels for automobile, and so on2). Furthermore, it has been reported that the improved mechanical properties of Ti-Al intermetallic alloys has been obtained by addition elements such as Cr, Nb, Si, and so on3) for various industrial parts. However, there is an issue that Ti-Al intermetallic alloys are difficult to be formed into complex shape, since the Ti-Al intermetallic alloys have poor ductility at room temperature that leads less machinability, and also inhomogeneous microstructures may be obtained by casting4).
To overcome the above problem, we focused on the MIM process. The process is cost-effective and useful to fabricate the near net shape parts with complex shapes. It has also advantage to reduce the segregation in the products. Considering these advantages, MIM process has been tried for Ti-Al intermetallic alloys so far5,6). However, there are such the problems as gross distortion or warpage of products during high sintering temperature, and evaporation of Al caused by vacuum atmosphere.
In this study, MIM process was applied to Ti-Al intermetallic alloy, and the process conditions were optimized. Tensile properties at room and elevated temperatures were evaluated by changing sintering conditions.
2 Experimental procedure
Ti-Al powder produced by gas atomization method was used in this study. Fig. 1 shows the SEM image of the raw powder. The mean particle size of raw powder was 21.3 μm.
Binder material was consisted of 69 mass% paraffin wax, 10 mass% atactic polypropylene, 10 mass% carnauba wax, 10 mass% ethylene vinyl acetate polymer, and 1 mass% di-n-butyl phthalate. Powder and binder were mixed as powder loading of 69 vol%. Feedstock was injection molded into the flat-bar tensile green compacts; the gauge length was 30 mm, width and thickness were 5 and 2 mm, respectively as shown in Fig. 2. After injection molding, paraffin wax was removed in vapored heptane atmosphere at 58 °C for 3 hours. The remained binder was removed by thermal debinding in argon atmosphere under reduced pressure. Sintering was carried out under vacuum or in argon atmosphere (5 kPa) at the temperature of 1300 to 1430 °C for 28.8 ks (8 hours).

Relative density and oxygen content of sintered compact were measured. Microstructures of the compacts were observed after etching by hydrofluoric acid. Tensile tests were performed at room and elevated temperatures of 700, 800 and 980 °C with traverse speed of 0.1 mm/min.
3 Results and discussion
Fig. 3 (a) and (b) shows the cross section of sintered compacts at 1400 °C in vacuum and in Ar atmosphere. There were many pores at near the surface area of the compact sintered under vacuum. On the other hand, compacts sintered in Ar shows homogeneous microstructure even at near the surface and inside of compact. Etched surfaces of compacts are shown in Figs. 3 (c) and (d). They showed quite different microstructures. Near lamellar structure was shown in the compact sintered in Ar, full lamellar structure was obtained in the compact sintered under vacuum. Reduction of Al, which was caused by vaporization of Al element from the surface, lead full lamellar structure even at same sintering temperature. Later results were all obtained by sintering in Ar atmosphere.

Sound compacts without any warpage or defects were obtained thorough MIM process. Fig. 4 shows the relative density of sintered compacts. All compacts show higher than 95 %, the highest density of 98.5 % was obtained by sintered compact at 1350 °C. Fig. 5 shows the optical micro photograph of cross section of the compact without etching. Number of pores decreased with increasing the sintering temperature from 1300 to 1350 °C, then number and size of pores increased with increasing sintering temperature from 1400 to 1430 °C. Pore shapes became more round or spherical as increasing the sintering temperature. From the phase diagram of Ti and Al, liquid-phase sintering occurred over 1400 °C for the composition used in this study. Therefore, Gas from the liquid phase might cause the increase of pore and spherical shape.

Fig. 6 shows the microstructures of compacts. Three types of structure were observed; duplex structure for the compact sintered at 1300 and 1350 °C, near lamellar structure for the compact at 1400 °C, and full lamellar structure for the compact at 1430 °C. Oxygen content was shown in Fig. 7. Oxygen contents of all compacts were increased to around 0.2 % from that of the original powder (0.13 %), not so much.

Fig. 8 shows the tensile strength at room temperature. Tensile strength of the compacts at 1300 and 1350 °C show higher than the others. These compacts show the duplex structure. The tensile strength of 388 MPa for compact sintered at 1350 °C is similar to cast materials (420 MPa), with full lamellar structure. Normally, compacts with duplex structure show superior ductility at room temperature, but lower oxidation resistance. On the other hand, lamellar structure shows higher oxidation resistance but inferior ductility at room temperature7). Thus, the sintered compacts with lamellar structure show lower tensile strength. Moreover, large pores by liquid sintering caused the stress concentration during testing. Elongation of each compact shows lower than 0.5 %.

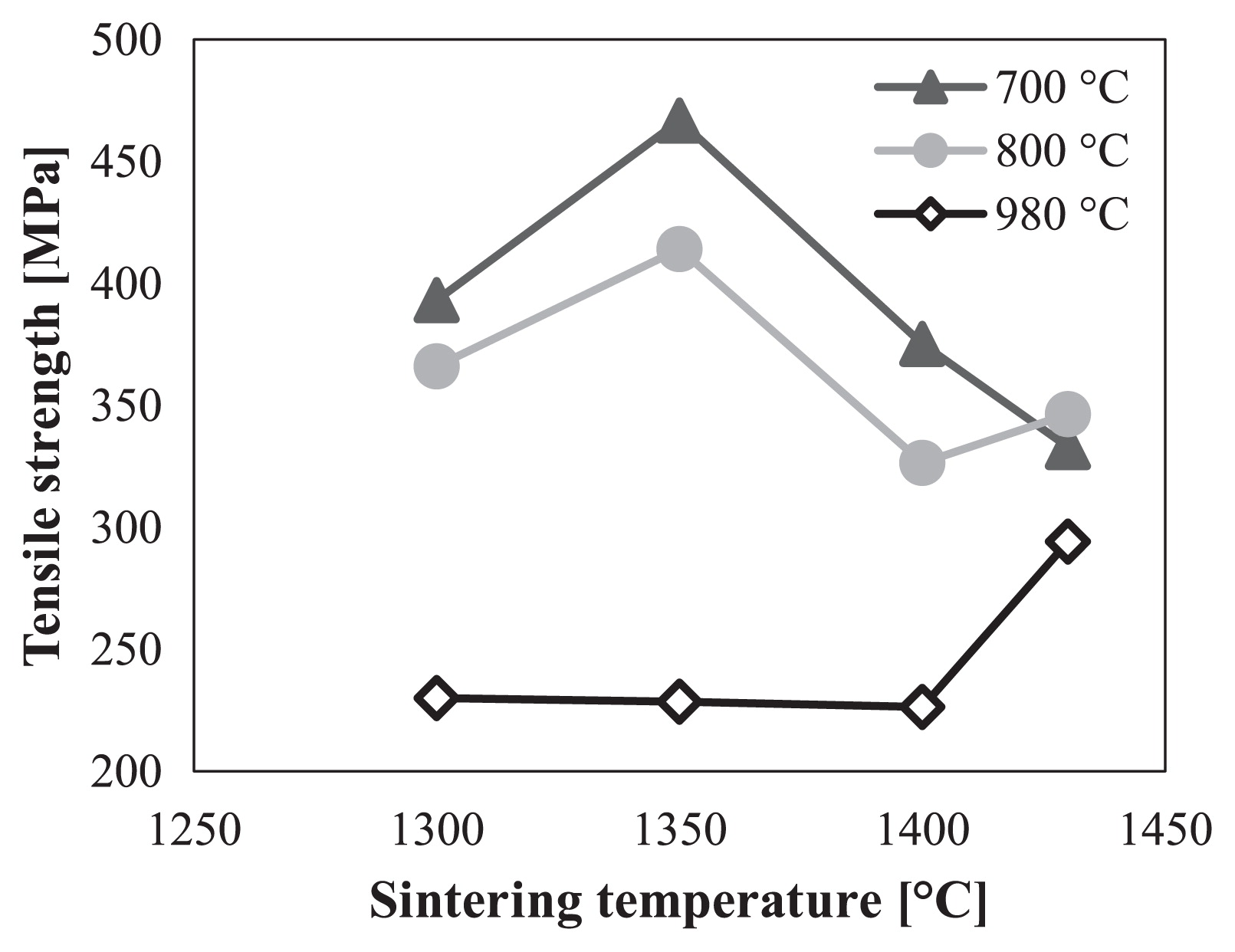
Figs. 9 and 10 show the tensile strength and elongation at elevated temperature. Tensile strength is decreased with increasing testing temperature and elongation is increased with increasing testing temperature. Tensile strength of the sintered compacts at 1430 °C with full lamellar structure was not decreased with increase of testing temperature, and the maximum strength was 300 MPa which was 85 % of the cast materials. Relative density of cast material is 100 % and that of MIM compact is 95 %. From this, tensile strength of MIM compact would be expected the same level with that of cast materials by densification, for example by optimization of sintering conditions, HIP treatment and so on. Elongation of the compact tested at 980 °C shows much higher than the other testing temperature. The largest elongation was 110 % with the sintered compact at 1350 °C and testing at 980 °C.
Fracture surfaces of the compacts at room and elevated temperatures were shown in Fig. 11. In Fig. 11 (a), different aspect for the fracture surface was observed by changing the sintering and testing temperatures. Fracture surfaces at room temperature show relatively not so rough surface, the fracture was occurred at transgranular. On the other hand, fracture unit of the compacts by testing temperature at 800 and 980 °C shows similar size to grain size. Thus, the intergranular fractures were seemed to occur at elevated test temperature. Fig. 11 (b) was the magnified fracture surfaces of the same compacts. Dimple patterns were not observed on the surface of compact tested at room temperature and 800 °C. On the other hand, there are so many dimple patterns on the surface of compact tested at 980 °C. From these results, ductile fracture was occurred at the compact tested at 980 °C.
4 Conclusions
In this study, Ti-Al intermetallic alloys were fabricated by metal injection molding process. Mechanical properties at room and elevated temperature were evaluated. The obtained results are as follows:
-
(1)
Sintered densities over 95 % were obtained by MIM process.
-
(2)
Different microstructures of duplex, near lamellar, and full lamellar were obtained by changing the sintering temperature.
-
(3)
Tensile strength at room temperature of MIM compact was 390 MPa, which was similar to that of cast materials.
-
(4)
Tensile strength of MIM compact tested at 980 °C showed 300 MPa, that was 85 % of cast materials. Tensile strength of MIM compact would be expected the same level with cast materials by the optimization of sintering conditions, densification by HIP treatment and so on.
References
- 1) Y. Koyanagi: “TiAl-based intermetallic alloy for turbine wheels”, Electric Furnace Steel, 82 (2011) 79–80.
- 2) N. Miura: “Trend of Heat Resistant Alloys for Aero Engine Applications”, Electric Furnace Steel, 83 (2012) 35–42.
- 3) W. Limberg, T. Ebel, F. Pyczak, M. Oehring, F. P. Schimansky: “Influence of the sintering atmosphere on the tensile properties of MIM-processed Ti 45Al 5Nb 0.2B 0.2C”, Material Science and Engineering A, 552 (2012) 323–329.
- 4) Y. Kaneno, Y. Hotta, T. Takasugi, M. Kamata: “Low- and high-temperature environmental embrittlement of TiAl-based intermetallic alloy”, Journal of Japan Institute of Light Metals, 55 (2005) 405–411.
- 5) H. Zhang, X. He, X. Qu, L. Zhao: “Microstructure and mechanical properties of high Nb containing TiAl alloy parts fabricated by metal injection molding”, Materials Science and Engineering A, 526 (2009) 31–37.
- 6) R. Gerling, E. Aust, W. Limberg, M. Pfuff, F. P. Schimansky: “Metal injection moulding of gamma titanium aluminide alloy powder”, Materials Science and Engineering A, 423 (2006) 262–268.
- 7) K. Kothari, R. Radhakrishnan, N. M. Wereley: “Advances in gamma titanium aluminides and their manufacturing techniques”, Progress in Aerospace Science, 55 (2012) 1–16.




