Regular Article
Effect of Large Quantity of Ferrocoke Charging on Reduction of Reducing Agent Rate of Blast Furnace
2014 Volume 100 Issue 11 Pages 1347-1354
Details
2014 Volume 100 Issue 11 Pages 1347-1354
The mathematical model which describes the behavior of ferrocoke in blast furnace was developed and incorporated into the mathematical blast furnace model. The effect of ferrocoke on the reduction of reducing agent rate and carbon rate of blast furnace was investigated with the mathematical blast furnace model.
The effect of ferrocoke on the reduction of reducing agent rate and carbon rate depends on the ore/coke distribution of burden and operational conditions of blast furnace. High reducible sinter is required for the reduction of reducing agent rate of blast furnace by charging a large quantity of ferrocoke into blast furnaces. The gasification degree of ferrocoke calculated by the mathematical blast furnace model agreed well with the experimental results.
近年,製造業では,エネルギー効率の改善による地球温暖化ガスの排出削減が求められている。高炉をはじめとする製銑工程で使用されるエネルギーは製鉄プロセス全体エネルギーの約70%を占めており,更なるエネルギーの削減には,高炉における炭素使用量の削減,すなわち還元材比の低減が不可欠である。
高炉製銑法において高炉内反応効率向上技術の開発は,還元材比が低下し炭酸ガス排出量の削減が可能であるという点できわめて重要である。その中でも高反応性コークスの使用により高炉内熱保存帯温度を低下させ還元材比を低下する方法1)が有望視されており,触媒担持による高反応性コークスの製造および利用技術に関する研究開発2,3,4,5),実炉試験結果2)も報告されている。一方,鉄鉱石資源の劣質化が懸念されており,低品位鉄鉱石を活用する技術として,革新的塊成物であるフェロコークスの製造技術,高炉での使用技術に関する検討が行われている4,5,6)。
フェロコークスを高炉で使用し,目標とする性能を発揮させるためには,高炉内への装入方法や配合比率などを最適な状況に制御することが重要である。そこで,高炉炉内におけるフェロコークスの反応挙動を表現可能な高炉数学モデルを開発し,フェロコークスによる高炉の還元材比低減効果に関する検討を行った。
従来の高炉数学モデル7)は,気相・固相・液相に対する運動量・物質・エネルギーの各収支式からなる連立微分方程式を解くことにより,3相の温度分布,流動状態,組成分布を3次元的にかつ同時に把握可能なモデルである。このモデルは実高炉データによる精度検証を踏まえ,実高炉の操業状態を高精度かつ忠実に再現することが可能である。しかし従来の高炉数学モデルでは,固相として,焼結鉱(鉱石,副原料を含む)およびコークスは考慮されているが,フェロコークスは考慮されていない。よって,フェロコークスの装入に伴う高炉炉内状況の変化を予測することができない。そこで,フェロコークス装入時の高炉炉内状況を表現するために,フェロコークスの反応モデルを作成,従来の高炉数学モデルに組み込むとともに,フェロコークスの粒径,反応率,組成等の状態を保持するための状態変数を追加した。
2・1 フェロコークスの反応モデルNakamuraらは,フェロコークスのガス化実験,反応速度解析を行い,実験で使用した何れのフェロコークスのガス化挙動も,触媒反応の解析で一般的に使用されているThiele modulusを使用した反応モデルで表現可能であること,900 °C~1100 °Cの温度範囲においてフェロコークスのThiele modulusは1~3程度であり,ガス化反応は比較的均一に進行していると報告している8)。そこで本研究では,Nakamuraらの結果8)に基づき,高炉数学モデルに適用可能なフェロコークスの反応モデルを作成した。
フェロコークスのガス化反応の各部分過程の速度は,CO-CO2ガスの境膜内における拡散を考慮した境膜内物質移動過程と,界面におけるCのガス化反応を考慮した化学反応過程で表される。
| (1) |
| (2) |
ここで,
擬定常状態を仮定すると,フェロコークス粒子1個あたりのガス化反応の総括反応速度式は以下の式で表すことができる。
| (3) |
また,単位体積あたりのフェロコークスのガス化速度は,(3)式に単位体積あたりに存在するフェロコークス粒子の個数を乗じることにより,以下の式で表すことができる。
| (4) |
| (5) |
ここで,−r'Aは単位体積あたりのフェロコークスのガス化速度(mol/m3),nは単位体積当たりのフェロコークスの個数(1/m3),kaは総括反応速度定数(1/s),εsはフェロコークスの占有体積率(−)である。
(4)式および(5)式を高炉数学モデルに組み込むとともに,各計算セルにおけるフェロコークスの粒径,反応率,組成等の状態を保持するための状態変数を追加することにより,高炉炉内雰囲気下におけるフェロコークスの反応挙動を高炉数学モデルにより表現することが可能となった。
フェロコークスの有効反応速度定数(Ef・k)は,フェロコークス中に存在する鉱石の配合割合,反応温度,雰囲気ガス組成に大きく依存する。鉱石の配合割合の増加に伴い,フェロコークスの反応性は上昇するが,その一方で強度が低下するため,高炉への装入を前提とすると,鉱石の配合割合には最適値が存在する。本研究では,十分な反応速度を有し,高炉操業を行う上で十分な強度を有している,乾留前の鉱石の配合割合が30 wt%であるフェロコークス5,9)を対象として解析を実施した。なお有効反応速度定数は鉱石の配合割合,石炭の反応性等により値が異なるが,本研究では鉱石の配合割合が30 wt%である平均的なフェロコークスを想定し(6)式で与えた。
| (6) |
ここで,Rは気体定数,Tは温度(K)である。
高炉炉内におけるフェロコークスのガス化反応は,CO2によるものが大部分を占めるが,高炉内に存在するH2Oによっても,フェロコークスのガス化反応が進行する。ここでは,石炭のガス化に関する過去の知見10)に基づき,H2Oによるフェロコークスのガス化速度定数は,CO2によるフェロコークスのガス化速度定数と等しいものと仮定した。
フェロコークスの反応モデルを使用し,コークスの反応速度を表す指標として一般的に用いられているCRI値を,CRI値が測定される条件を模擬した数値シミュレーションにより求めた結果をFig.1に示す。ここでCRI値は,20±1 mmに整粒されたコークス200 gを,CO2雰囲気下で,反応温度1100 °C,反応時間2時間の条件で反応させた際の重量変化率である。通常コークスのCRI値は31%程度であるが,フェロコークスのCRI値は55%であり,フェロコークスが通常コークスと比較して,非常に高い反応性を有していることを確認した。また,フェロコークスのCRIは55%であるが,これは,フェロコークス中に鉄分が約26.5%,Ashが約13.6%存在するためであり,固定炭素の反応率に換算すると約91.8%という非常に高いガス化反応率に相当する。
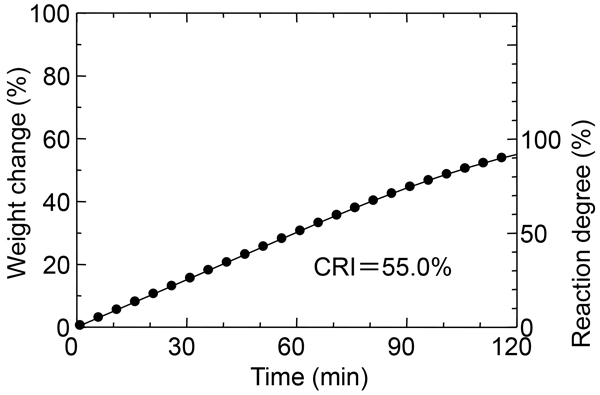
Time evolution of weight change of ferrocoke under CRI test condition.
高炉数学モデルの計算精度の検証を目的として,高炉炉内条件下における荷重軟化滴下試験を実施した。フェロコークスとして,ラボで作製されたフェロコークス5)(Coke A)およびパイロットプラントにて製造されたフェロコークス9)(Coke B)を使用した。フェロコークスの配合量は100 kg/t相当とした。比較のため,高反応性コークス(CRI=42.8%)を使用した試験も実施した。使用したコークスの組成をTable 1に,焼結鉱の性状をTable 2に,サンプルの粒径をTable 3に示す。荷重軟化滴下試験時の配合割合をTable 4に示すが,それぞれの実験において,炭素当量が等しくなるように焼結鉱とコークスの配合量を決定した。なおコークスは,鉱石中に均一に配置させた。試験温度は室温~1600 °Cとし,高炉炉内における温度およびガス組成を模擬するために,Table 5に示す昇温速度,Table 6およびFig.2に示すガス組成を設定した。また,各温度におけるフェロコークスの重量減少率・反応率を求めるため,1100~1500 °Cにおける反応中断試料を作製した。
| Sample | Ore (wt%) | T.Fe (Ore) (wt%) | C (wt%) | H (wt%) | N (wt%) | CRI (%) |
|---|---|---|---|---|---|---|
| Ferrocoke (Coke A) | 30 | 67.5 | 62.16 | 0.48 | 0.89 | – |
| Ferrocoke (Coke B) | 30 | 67.5 | 58.48 | 1.05 | 1.12 | – |
| High reactive coke | 0 | – | 85.30 | 0.36 | 1.05 | 42.8 |
| T.Fe (wt%) | FeO (wt%) | Fe2O3 (wt%) |
|---|---|---|
| 58.74 | 6.17 | 77.12 |
| dp (mm) | |
|---|---|
| Ferrocoke (Coke A) | 30 × 25 × 15 |
| Ferrocoke (Coke B) | 30 × 25 × 15 |
| High reactive coke | 15 ~ 20 |
| Sinter | 15 ~ 20 |
| Sinter | Coke | Height of bed (mm) | Mixing rate (kg/t) | Mixing rate (kg-C/t) | ||
|---|---|---|---|---|---|---|
| Weight (g) | Coke | Weight (g) | Number (–) | |||
| 480 | Ferrocoke (Coke A) | 30 | 5 | 80 | 99 | 61 |
| 480 | Ferrocoke (Coke B) | 30 | 5 | 80 | 99 | 58 |
| 480 | High reactive coke | 21 | 6-7 | 85 | 70 | 60 |
| Temperature (ºC) | Increase rate (ºC/min) |
|---|---|
| R.T. ~ 200 | 5.0 |
| 200 ~ 500 | 5.6 |
| 500 ~ 900 | 2.6 |
| 900 ~ 1600 | 4.6 |
| Temperature (ºC) | CO (NL/min) | CO2 (NL/min) | N2 (NL/min) |
|---|---|---|---|
| R.T. ~ 700 | 5.5 | 5.0 | 12.5 |
| 700 ~ 900 | 6.8 | 3.7 | 12.5 |
| 900 ~ 1100 | 7.5 | 3.0 | 12.5 |
| 1100 ~ 1600 | 10.5 | 0.0 | 12.5 |

Gas composition of experimental condition.
試験結果をTable 7に示すが,終了後のガス化率に関しては,高反応性コークスと比較して,フェロコークスは非常に高い反応率を示している。しかし今回実験を行った条件下においては,融着帯上面温度とされる1200 °Cにおけるフェロコークスのガス化率は33%程度であり,60~70%程度のフェロコークスが残存したまま融着帯に持ち込まれるものと推察される。
| Ferrocoke (Coke A) | Ferrocoke (Coke B) | High reactive coke | ||||
|---|---|---|---|---|---|---|
| Temperature (ºC) | Weight change (%) | Gasification degree (%) | Weight change (%) | Gasification degree (%) | Weight change (%) | Gasification degree (%) |
| 1100 | 10.33 | 17.5 | 12.9 | 22.0 | – | – |
| 1200 | 19.9 | 33.2 | 16.8 | 28.7 | ||
| 1300 | 34.0 | 57.6 | 28.6 | 48.9 | ||
| 1400 | 40.7 | 68.9 | – | – | ||
| 1500 | – | – | 48.2 | 82.3 | ||
| 1600 | 46.1 | 75.3 | 51.7 | 88.4 | 31.0 | 36.5 |
高炉数学モデルにより,フェロコークスの装入に伴う高炉炉内状況におよぼす影響について検討した。フェロコークスの装入量は100 kg/t相当とし,フェロコークスの成分として,C(59.9 wt%),Fe(26.5 wt%),Ash(13.6 wt%)を考慮した。フェロコークスの炉内反応は,主反応である,ガス化反応(C+CO2→2CO,C+H2O→CO+H2)のみ考慮した。フェロコークスの装入に伴う,基準操業に対する炉熱変化(出銑温度の変化)は,鉱石装入量とコークス装入量の比(=O/C)で調整した。また出銑量が一定となる様,送風量を調整した。以上の条件において,フェロコークス使用時の炉内状態を試算した。なお焼結鉱の反応性を示すJIS-RIは68.4%とし,コークスの反応性を示すCRI値は30.0%とし,計算は1次元で行った。基準操業の操業条件をTable 8に示す。
| Production rate (t/d/m3) | 1.92 |
|---|---|
| Pig iron temperature (ºC) | 1500 |
| Reducing agent rate (kg/t) | 519 |
| Coke rate (kg/t) | 415 |
| Pulverized coal rate (kg/t) | 104 |
| Carbon rate (kg/t) | 451 |
基準操業時の解析結果およびフェロコークス装入時の解析結果をFig.3に示すが,フェロコークスの装入に伴う熱保存帯温度の低下は約50 °Cであった。また通常コークスと比較すると,炉内に存在するフェロコークスの体積基準の存在割合は非常に小さいにもかかわらず,フェロコークスは通常コークスとほぼ同等のガス化反応量を示しており,フェロコークスが高炉炉内条件においても非常に高いガス化反応性を有するものと考えられる。フェロコークス装入時の操業諸元をTable 9に示すが,炭素原単位に関しては,基準操業時451 kg/tからフェロコークス100 kg使用時439 kg/tへと,12 kg/t(2.66%)低下する結果となった。以上のように,本研究で作成したフェロコークスの反応モデルを使用することにより,フェロコークス使用時の詳細な高炉内状況の推定が可能となった。

Effect of ferrocoke charging on inner-state of blast furnace.
| Base condition | Ferrocoke 100 kg/t | |
|---|---|---|
| ηCO (%) | 49.2 | 49.5 |
| Top gas temperature (ºC) | 232 | 217 |
| Coke rate (kg/t) | 415 | 333 |
| ferrocoke rate (kg/t) | 0 | 100 |
| Pulverized coal rate (kg/t) | 104 | 104 |
| Carbon rate (kg/t) | 451 | 439 |
高炉数学モデルによる計算結果および荷重軟化滴下試験結果との比較をFig.4に示すが,高炉数学モデルによる計算値と荷重軟化滴下試験による実験値は概ね一致しており,フェロコークスの反応モデルを統合した高炉数学モデルによる計算結果の妥当性が確認された。

Gasification behavior of ferrocoke in blast furnace atmosphere.
前述のように,フェロコークスは通常コークスと比較して,非常に高いガス化反応性を有している。一方,コークスのガス化反応は,非常に大きな吸熱反応であるため,フェロコークスのガス化に伴い,熱保存帯温度が低下する。仮に,熱保存帯温度の低下に伴う鉱石の被還元性の低下が問題とならない場合,熱保存帯温度の低下に伴い,Fe-FeO平衡を与えるCO-CO2組成はCO2ガス濃度の高い方向にシフトするため,炉頂のCOガス利用率,すなわちηCOが上昇する。ηCOの上昇は,COガス利用率の上昇を意味するので,熱保存帯温度を低下させることが非常に重要となる。またフェロコークス装入量の増加に伴い,フェロコークスのガス化により発生するCOガスの絶対量が増加するため,COガスの供給律速となっている条件下においては,フェロコークスの装入に伴う「熱保存帯温度の低下」,「COガス供給量の増加」という2つのメリットを享受することが出来る。しかし,一般的に,熱保存帯温度の低下に伴い,鉱石および焼結鉱の被還元性は低下するので,フェロコークスの配合量には最適値が存在すると考えられる。
そこで,フェロコークスの装入量を0 kg/t~100 kg/tと変化させた際の,炭素原単位および還元材比について,高炉数学モデルによる検討を行った。基準操業時の操業条件は2・3で使用した諸元(Table 8)を使用した。なお,焼結鉱の反応性を示すJIS-RIは68.4%とし,コークスの反応性を示すCRI値は30.0%とし,装入物分布の影響を排除するため計算は1次元で行った。
還元材比,炭素原単位におよぼすフェロコークス配合量の影響をTable 10に示す。フェロコークス配合量の増加に伴い,炭素原単位および還元材比が低下している。今回設定した条件下においては,フェロコークスを100 kg/t装入した際に,炭素原単位および還元材比が最も低下する結果となった。フェロコークス配合量と炭素原単位の関係をFig.5に示すが,フェロコークスの配合量が50 kg/t以下の条件下においては,フェロコークス配合量の増加に伴い炭素原単位がほぼ直線的に減少する結果となった。これに対して,フェロコークスの配合量が50 kg/tを超える条件下においても,フェロコークスの配合量の増加に伴う炭素原単位の減少が確認されるが,配合量の増加に伴う炭素原単位の減少率がやや低下する傾向にある。これは,フェロコークス配合量の増加に伴う熱保存帯温度の低下により,焼結鉱の被還元性が低下し,フェロコークス配合量の増加に伴い発生するCOガスの増加を焼結鉱が有効に利用出来ないことが原因であると推察される。高炉において,50 kg/tを超える大量のフェロコークスを使用し,更なる還元材比の低減を指向する際には,焼結鉱の被還元性の向上が必要であると考えられる。
| Base | Ferrocoke 25 kg/t | Ferrocoke 50 kg/t | Ferrocoke 75 kg/t | Ferrocoke 100 kg/t | |
|---|---|---|---|---|---|
| ηCO (%) | 49.2 | 49.7 | 49.8 | 49.7 | 49.5 |
| Top gas temperature (ºC) | 232 | 224 | 221 | 218 | 217 |
| Coke rate (kg/t) | 415 | 393 | 370 | 352 | 333 |
| Ferrocoke rate (kg/t) | 0 | 25 | 50 | 75 | 100 |
| Pulverized coal rate (kg/t) | 104 | 104 | 104 | 104 | 104 |
| Carbon rate (kg/t) | 451 | 446 | 441 | 440 | 439 |

Effect of ferrocoke mixing rate on carbon rate.
塊状帯において,高炉内のガスは,基本的に高炉下部から上部に向けてピストンフロー的な流れとなっている。従って,フェロコークスの非常に高いガス化反応性を十分に活用するには,ガス流量が多く,かつCO2濃度の高いガスが流れる場所に,フェロコークスを効率良く配置する必要があると考えられる。すなわち,フェロコークスの高反応性を最大限に活用し,高炉の還元効率を上昇させるには,フェロコークスの配置が最適となるような装入物分布を形成する必要があると考えられる。そこで,フェロコークスの分布が還元材比におよぼす影響について検討を行った。
フェロコークスの装入量は,1次元の計算で最も炭素原単位の低減が確認された100 kg/tとした。フェロコークスは,全量,鉱石層中に装入するとして取り扱った。炉内にフェロコークスを装入するにあたり,フェロコークスを焼結鉱等の鉄原料と混合して使用する際には,密度偏析および粒度偏析の影響を受けると考えられる。そこで,フェロコークス100 kg/t装入時の装入物分布を装入物分布モデルにより推定し,これを高炉数学モデルの境界条件として使用することにより,フェロコークス装入時の炉内状況に関する検討を行った。基準操業時の操業諸元をTable 11に示す。
| Production rate (t/d/m3) | 2.0 |
|---|---|
| Pig iron temperature (ºC) | 1500 |
| Reducing agent rate (kg/t) | 503 |
| Coke rate (kg/t) | 348 |
| Pulverized coal rate (kg/t) | 155 |
| Carbon rate (kg/t) | 432 |
装入物分布モデルにより求めた,基準操業時およびフェロコークス100 kg/t装入時の炉頂装入物のO/C分布,フェロコークス100 kg/t装入時の鉱石層中のフェロコークスの体積存在率分布を,それぞれFig.6,7に示す。これらの分布は,フェロコークスの粒度偏析,密度の偏析の影響を考慮し,可能な限り,炉頂バンカーからのフェロコークスの排出パターンのフラット化を指向した際の結果である。Fig.6を見る限り,半径方向のO/C等に関して,基準操業時とフェロコークス100 kg/t装入時で,大きな差異は確認されないが,Fig.7に示す鉱石層中のフェロコークスの体積存在率の分布を見ると,密度偏析および粒度偏析によりフェロコークスがやや炉中心側に多く存在していることが確認される。密度偏析および粒度偏析の影響を最小に留め,比較的フラットな装入物分布を実現するには,フェロコークスの粒径を現状の1/2~1/3程度に小さくする必要があるものと考えられる。そこで,焼結鉱・塊鉱石等の鉱石に対して,フェロコークスのバンカー排出パターンが完全にフラット化された理想的な条件下における,高炉炉内状況および炭素原単位等におよぼすフェロコークスの影響についても検討を行った。解析に使用したフェロコークス100 kg/t装入時の炉頂装入物のO/C分布,フェロコークス100 kg/t装入時の鉱石層中のフェロコークスの体積存在率分布を,それぞれ,Fig.6,7にあわせて示す。O/C分布に関しては,偏析がある場合の分布と比較すると,より基準操業時のO/Cに近い分布となっていることが分かる。

Distributions of O/C for base and ferrocoke mixing charging conditions.

Volume fraction of ferrocoke in ore layer.
基準操業条件およびフェロコークス100 kg/t装入条件下における炉内フェロコークスの体積存在率分布,温度分布,COガス濃度分布をFig.8–10に示す。フェロコークス100 kg/t装入条件では,偏析がある場合には,中心側のフェロコークスの存在率が高く,中間~壁側のフェロコークスの存在率がやや低めであることが確認できる。偏析が無い場合は,炉頂~塊状帯においては,フェロコークスが半径方向に均一に存在している様子が確認できる。温度分布に関しては,出銑量および出銑温度を一定に保っていることもあり,特に炉下部においては,両者に明確な差異は確認されない。フェロコークス100 kg/t装入時に,壁近傍に存在する融着帯根部がやや上昇している傾向にあるが,これは炉頂装入物のO/C分布に対応している。炉内COガス濃度分布に関しては,基準操業条件と比較すると,フェロコークス100 kg/t装入時において,融着帯近傍のCOガス濃度がかなり高いことが確認できる。これは,フェロコークスが非常に高いガス化反応性を有していることに起因しているものと考えられる。また偏析がある場合は,フェロコークスがやや炉の中心部に偏析している影響で,炉の中心側のCOガス濃度も高い傾向にあることが確認できる。基準操業時およびフェロコークス100 kg/t装入時における操業諸元をTable 12に示す。

Volume fraction of ferrocoke in ore layer.

Solid temperature distributions in blast furnace.

CO concentration distributions in blast furnace.
| Base | Ferrocoke 100 kg/t | |||
|---|---|---|---|---|
| Segregation in center region | No segregation | No segregation High reactive sinter | ||
| JIS-RI (%) | 64.1 | 64.1 | 64.1 | 83.4 |
| ηCO (%) | 48.0 | 41.4 | 42.3 | 50.6 |
| Top gas temperature (ºC) | 240 | 259 | 246 | 231 |
| Coke rate (kg/t) | 348 | 305 | 302 | 263 |
| Ferrocoke rate (kg/t) | 0 | 110 | 100 | 100 |
| Pulverized coal rate (kg/t) | 155 | 155 | 154 | 154 |
| Carbon rate (kg/t) | 432 | 459 | 451 | 417 |
| Reducing agent rate (kg/t) | 503 | 537 | 526 | 487 |
偏析がある場合は,密度偏析よび粒度偏析の影響により,フェロコークスがやや高炉の中心側に偏析した影響により,炉頂ガスのηCO,すなわちCOガス利用率が低下する結果となった。結果として,炭素原単位が上昇しており,フェロコークスの高いガス化反応性を考慮した装入物分布の作り込みが重要であると考えられる。これに対して,鉱石に対するフェロコークスの存在比率が一定となるように装入することにより,炉頂ガスのηCO,すなわちCOガス利用率の低下が抑制されていることが確認できる。しかし,フェロコークスを100 kg/t使用した条件下においては,基準操業時と比較しηCOが低位に留まっており,フェロコークスの使用に伴う炭素原単位の低下を確認する事は出来なかった。
半径方向にO/Cの分布を持たない1次元計算では,フェロコークスを100 kg/t装入した際に炭素原単位が最も低下している。一方2次元計算では,半径方向の鉱石に対するフェロコークスの比率が一定となる分布を与えた場合でも,炭素原単位がベース操業条件より増加している。よって,炭素原単位および還元材比の低減におよぼすフェロコークスの効果は,ベース操業条件のO/C分布や操業諸元に大きく依存するものと考えられる。
今回設定したベース操業条件では,フェロコークスを100 kg/t装入した際の熱保存帯温度の低下に伴い,焼結鉱の被還元性が低下し,フェロコークスが生成したCOを有効に活用できなかったと考えられる。従って,フェロコークスを100 kg/t使用する条件下においては,焼結鉱の被還元性の低下が高炉のCOガス利用率向上,すなわち高炉の還元材比削減のネックとなる可能性がある。フェロコークスの非常に高いガス化反応性を有効に活用するには,フェロコークスのガス化反応性の向上と合わせて,焼結鉱の被還元性の向上が必要であると考えられる。
3・3 焼結鉱の被還元性の影響フェロコークスを多量に高炉内に装入し,高炉の還元材比の削減を図るには,フェロコークスの粒度および密度を考慮した装入物分布の最適化と合わせて,炉内鉄原料の大部分を占める,焼結鉱の被還元性の向上が必要であると考えられる。そこで,焼結鉱の被還元性が高炉の還元材比におよぼす影響について,高炉数学モデルによる検討を実施した。
フェロコークスは,全量,鉱石層中に装入するものとした。焼結鉱の被還元性に関しては,3・2で使用した焼結鉱の反応性JIS-RIは64.1%であったが,ここでは高被還元性焼結鉱の使用を前提として,JIS-RI=83.4%の条件について,高炉数学モデルによる計算を実施した。計算結果をTable 12にあわせて示す。フェロコークス100 kg/tを単純に高炉炉内に装入すると,偏析等の影響により,COガス利用率,すなわちηCOが基準操業時の48.0%から41.4%へと低下し,還元材比は503 kg/tから537 kg/tへと上昇する。装入物分布を最適化し,フェロコークスと鉱石との存在率を一定にすることにより,ηCOは41.4%から42.3%へと上昇するとともに,還元材比は537 kg/tから526 kg/tへと11 kg/t低下する。加えて,高被還元性焼結鉱を使用した場合,ηCOは50.6%に達し,基準操業時の値48.0%を2.6%上回る結果となった。高被還元性焼結鉱(JIS-RI=83.4%)を使用することにより,フェロコークス100 kg/t使用時に,還元材比はベース条件と比較して16 kg/t削減されている。ただしフェロコークス100 kg/tかつ高被還元性焼結鉱使用時におけるコークス比は263 kg/tと非常に低い値になっており,コークス層厚の減少に伴う通気性の悪化が懸念される。従って,鉱石層厚みを増加させる等の方法により,コークス層の厚みを確保する等,通気面での対策を合わせて実施する必要があると考えられる。
フェロコークス多量装入時における,焼結鉱の被還元性指数と還元材との関係をFig.11に示す。Fig.11の横軸に示した焼結鉱の被還元性指数は,基準操業時の焼結鉱の被還元性(JSI-RI=64.1%)を基準とした相対値を表している。焼結鉱の被還元性の向上に伴い,還元材比が低下しており,多量のフェロコークスを装入し還元材比の低下を指向する際には,焼結鉱の被還元性の向上が有効であることが分かる。焼結鉱の被還元性指数をベース操業条件時(JIS-RI=64.1%)の約1.5倍程度に向上させることにより,還元材比が基準操業時における503 kg/tから477 kg/tに低下,すなわち還元材比を27 kg/t低減できる可能性があるとの試算結果を得た。

Effect of reducibility of sinter on reducing agent rate.
高炉炉内におけるフェロコークスの反応挙動を表現可能な高炉数学モデルを開発し,フェロコークスによる高炉の還元材比低減効果に関する検討を行い,以下の知見を得た。
(1)高被還元性焼結鉱を使用することにより,今回設定したベース操業条件において,フェロコークスを100 kg/t装入することにより,還元材比を最大27 kg/t削減可能であるとの結果を得た。多量のフェロコークスを高炉に装入し,還元材比を低減するには,高反応性焼結鉱の使用が必須であると考えられる。
(2)炭素原単位および還元材比の低減におよぼすフェロコークスの効果は,ベース操業条件のO/C分布や操業諸元に大きく依存するものと考えられる。
(3)今回荷重軟化試験を行った条件下では,融着帯上面温度(1200 °C)におけるフェロコークスの反応率は33%程度であった。フェロコークスを100 kg/t混合した場合,60~70%のフェロコークスが融着帯に持ち込まれる可能性がある。
(4)フェロコークスの重量変化率,ガス化率に関して,高炉数学モデルの計算値と荷重滴下試験の実験値は非常に良く一致し,高炉数学モデルによる計算結果の妥当性が確認された。
なお本研究は,H21~H24年度経済産業省補助事業により実施した「資源対応力強化のための革新的製銑プロセス技術開発」の研究成果であることを記し,謝辞を表する。