Synopsis:
The decomposition of polychlorobiphenyls (PCBs) by means of basic molten salts was investigated in order to construct a safe, simple and
highly efficient waste treatment system for PCBs. PCBs (mono, di, tri, tetra, penta, hexa, hepta-chlorobiphenyls) solution was injected into
basic molten salts (KOH-K2CO3 or NaOH-Na2CO3) at 773~973 K with oxygen or imitation air. The mass of residual PCBs in the exhaust after
the decomposition and the mass of PCBs condensed inside the reaction vessel were measured by using gas chromatograph mass spectrometry,
and the decomposition efficiency of PCBs was determined. The decomposition efficiency was also determined from the residual concentration
of PCBs in the exhaust in some experiments. The decomposition efficiency was high regardless of the number of chlorine contained in PCBs
and reached to very high of 99.999% in an optimum condition. Chlorine of PCBs was captured in basic molten salts, and organic compounds
containing chlorine was not emitted from the molten salts. Some by-products comprising benzene rings were found at 773~873 K, but the byproducts
disappeared at 973 K.
1. 諸言
ポリ塩化ビフェニル(PCB)は,強い毒性のため全て処分することが長年の課題であった。しかし,強固な化学構造を持ち,分解処理中にダイオキシンが生成する危険性があるため分解処理が容易ではなく,完全に処分するには至っていない1)。現在,行政の指導の下,PCBの廃棄処理が進められているが,未だ大量のPCBが日本国内に残されている2)。著者らは,これまでに塩基性溶融塩を用いた安全かつ簡潔,高効率なPCB分解処理法の開発を行ってきた3,4)。その分解反応を模式的にFig.1に示す。この分解法ではPCBを酸素(空気)と共に塩基性溶融塩に吹き込む。するとPCBに含まれる塩素は塩基性溶融塩に吸収され,有機成分は酸素で酸化分解される。溶融塩を用いた廃棄物処理技術は,1960年代に米国で化学兵器を廃棄処理する研究に端を発する5)。その技術は,これまで米国6,7)や日本8,9),韓国10,11,12,13,14)において難分解性有機廃棄物の分解に応用されてきた。
溶融塩を用いた分解法の優位点は以下の通りである。(1)分解処理中に自然に気液分離が起こるためダイオキシンが生成せず,単純で無害な生成物(CO2やH2O)しか発生しない;(2)燃焼法に比べると処理温度がかなり低く,凝縮相(液体)中での反応のため温度制御が容易である;(3)大気圧下で処理することができる;(4)塩素吸収剤(塩基性溶融塩)の取り扱いが容易である。
著者らは,これまでに,単純な有機塩素化合物として四塩化炭素(CCl4)3),モノクロロベンゼン(C6H5Cl)4),ジクロロベンゼン(C6H4Cl2)4),トリクロロベンゼン(C6H4Cl3)4)の分解を検討した。その結果,CCl4は酸素を供給せずとも比較的低い温度(673~973 K)で99.9%以上の高い効率で分解することができた。また,クロロベンゼンは酸素を供給することで99.9999%の非常に高い効率で分解することができた。それらの結果を基に,本研究では,幾つかのPCB(モノ−,ジ−,トリ−,テトラ−,ペンタ−,ヘキサ−,ヘプタ−クロロビフェニル)について塩基性溶融塩による分解を検討した。
2. 実験方法
実験試料
一分子当たり1~7個の塩素を含むPCB(>99%,AccuStandard Inc.製)を分解実験の試料として用いた。それらの化合物の名称,構造式および物性をTable 1に示す15,16,17,18,19,20,21)。本研究で用いたPCBは全て室温で固体であり,そのままでは分解装置に投入しずらい。そこで,有機溶媒のn-ノナン(>98%,和光純薬工業製)に溶解させて,溶液として分解実験に供した。溶液中のPCB濃度は2~20 mg・(ml-nonane)−1とした。溶融塩を用いない対照実験では,溶液中のPCB濃度は0.04~0.06 mg・(ml-nonane)−1とした。
PCBの分解に用いた溶融塩は,塩素を吸収する塩基性であり,有機成分を分解する酸化力をもつものとして,KOH(>85%,和光純薬工業製)とK2CO3(>99.5%,和光純薬工業製)の混合塩を用いた。NaOH(>97%,和光純薬工業製)とNa2CO3(>99.8%,和光純薬工業製)の混合塩も比較のために用いた。混合塩の組成はいずれも共晶組成(KOH-9.3 mol% K2CO3,NaOH-8.3 mol% Na2CO3)とした。混合塩中の吸着水は,PCBの分解を阻害するため,事前に溶融しアルゴンを吹き込むことで除去した。ただし,水酸化物の分解によっても水がわずかに発生する。たとえば,KOHは以下の反応に従って分解する。
| KOH(l)=1/2K2O(l)+1/2H2O(g) | (1) |
熱力学データから式(1)の反応の平衡定数Kを計算すると以下のようになる21)。
| K=aK2O1/2pH2O1/2/aKOH=2.58×10−5 at 773K | (2) |
aKOHが1,aK2Oが0.001の時,pH2Oは6.64×10−7(atm)である。つまり,水酸化物の分解によって発生する水はほとんど無視でき,実験の開始時には,混合塩はほとんど水を含んでいなかったと考えられる。
実験装置と分析法
実験装置と実験手順の詳細は既報を参照されたい4)。PCB溶液はシリンジポンプを用いて5 μl・min−1の速度で供給し,模擬空気(N2−21% O2)あるいは純酸素はマスフローコントローラーを用いて20~60 ml・min−1の速度で供給した。PCBを反応管に導入するためのステンレス鋼製二重管は以前の実験で用いたものと同じである。アルミナ製のガスノズルも以前の実験と同じものを用い,ノズルの先端を溶融塩の液面から50 mm浸漬した。
溶融塩に導入されたPCBは気泡を形成し,溶融塩中を浮上する。酸素が十分に共存する条件では,トリクロロビフェニル(C12H7Cl3)を例にとると,式(3)や式(4)の反応が起きると考えられる。
| C12H7Cl3(g)+3KOH(l)+13O2(g)=3KCl(l)+5H2O(g)+12CO2(g)ΔGo(3)=−6347kJ at 673K20,21)ΔGo(3)=−6374kJ at 973K20,21) | (3) |
| C12H7Cl3(g)+3/2K2CO3(l)+13O2(g)=3KCl(l)+7/2H2O(g)+27/2CO2(g)ΔGo(4)=−6117kJ at 673K20,21)ΔGo(4)=−6231kJ at 973K20,21) | (4) |
PCB中の塩素は溶融塩中にKClとして補足され,塩から分離した排気にはH2OとCO2のみが含まれる。ナトリウム塩を用いた場合も同様の反応が起こると考えられる。また,溶媒のn-ノナンは酸素との反応によってH2OとCO2に転換される。溶液に対する酸素の供給量は,完全分解に要する化学量論量の1.5倍とした。
分解後の排気を採取し,ガスクロマトグラフ−質量分析計(GC-MS,島津製作所製,GCMS-QP2010)を用い,残存したPCBの濃度と副生成物を分析した。排気中のPCB総量wEは,導入したガスの総体積と濃度から計算した。
本研究では,PCBの蒸気圧が比較的低いため,排気中のPCBだけでなく,装置内で凝縮し残存したPCBも採取・定量した。具体的には,実験後,アルミナ坩堝の内壁,アルミナノズルの側面,ステンレス鋼キャップの内側をn-ヘキサンで洗い,その洗い液中のPCB濃度をGC-MSで分析した。反応容器内で凝縮したPCBの総質量wRは分析で決定した濃度から計算した。塩基性溶融塩による分解効率εは,本研究では,以下の式によって評価した。
ここで,wIは導入したPCBの質量である。
ジクロロビフェニル(C12H8Cl2)の分解実験では,分解効率ε'は,排気中に残存したPCB濃度CEと導入したガス中のPCB濃度CIから,式(6)によって計算した。
ここで,キャリアガス中の化合物濃度の単位は体積分率(vol-ppm)であり,25°C,1 atmにおける体積に換算したものである。
3. 結果と考察
溶融塩を用いない分解
溶融塩を用いる前に,酸素のみによる酸化の影響についてあらかじめ確認した。673~873 Kにおいて,空の坩堝の中に酸素と共にC12H8Cl2を導入して得られた排気中のC12H8Cl2の濃度をFig.2に示す。酸素のみによる分解効率は低いと予想されたため,ノナン溶液中のC12H8Cl2の濃度は,比較的低い0.04 mg・ml−1とした。これは,ガス中の濃度で1.1 vol-ppmに相当する。図に示されるように,温度が上昇するにつれ濃度は減少し,平均で0.1 ppmにまで低下した。これは90%の分解効率に相当するが,これらの温度では溶融塩を用いない酸素のみでの分解は不十分であることがわかった。

773~973 Kにおいて,空の坩堝の中に空気と共にC12H7Cl3を導入して得られた排気中のC12H7Cl3の質量をFig.3に示す。ノナン溶液中のC12H7Cl3濃度は比較的低い0.06 mg・ml−1であり,C12H7Cl3の総質量は27 mgである。図に示されるように,残存質量は温度が上昇するにつれ減小し,0.2 mgまで低下した。これは99%の分解効率に相当する。C12H8Cl2に比べ分解効率が高かったのは,温度が高かったためと考えられる。DuvallとRubeyは,空気を用いてPCBの分解実験を行い,1 s間,高温の空気に曝した。彼らは,2,2’,5,5’-テトラクロロビフェニル(C12H6Cl4)と2,2’,4’,5,5’-ペンタクロロビフェニル(C12H5Cl5)について,995 Kにおける分解効率をそれぞれ99.3%と98.9%と報告している22)。本研究で得られた分解効率はDuvallとRubeyによる値に近い。このことは,1000 Kを越えない程度の温度では,空気による分解は,完全分解には不十分であることを示している。もし,温度をさらに上昇させれば,分解効率は高くなるはずである。しかし,排気の冷却過程においてダイオキシンが生成する危険性は残る。Fig.4はC12H7Cl3の熱分解後の排気のGC-MSスペクトルを示す。代表的な副生成物を図に示した。図から分かるように,ベンゼンやトルエンといった芳香族化合物が生成した。これらの化合物は,ビフェニル骨格の破壊によって生成したと考えられる。さらに,塩素化合物の1-クロロジエン(図中 化合物D)も観測された。これは,排気中の再結合反応によって有害な塩素化合物が生成する可能性があることを示しており,塩素は有機化合物を含む排気から分離する必要があることがわかる。
塩基性溶融塩によるPCBの分解
溶融塩(KOH-9.3 mol% K2CO3)と酸素によって分解して得られた排気中のC12H8Cl2の濃度をFig.5に示す。分解効率は図の右縦軸に示した。ノナン溶液中のC12H8Cl2の濃度は,熱分解実験よりも高い2.0 mg・ml−1とした。導入したガス中のC12H8Cl2の濃度は55 vol-ppmである。図に示すように,C12H8Cl2濃度は2.5 vol-ppbまで減少し,99.995%を越える分解効率が得られた。最も良い条件では,99.999%の分解効率が得られた。
さらに,排気中の副生成物の定性分析も行った。Fig.6は溶融塩と空気によってn-ノナンのみを分解して得られた排気のGC-MSスペクトルである。代表的な副生成物を図に示したが,芳香族化合物が観測された。副生成物の種類は少なかった。Fig.7は溶融塩と空気によってC12H8Cl2溶液を分解して得られた排気のGC-MSスペクトルである。この場合,ベンゼンやトルエンなどの芳香族化合物が観測された。これらの不飽和化合物は,C12H8Cl2の分解過程で生成したか,分解生成物の再結合反応によって生成したと考えられる。温度の上昇とともに副生成物は減少し,973 Kではほとんどの副生成物が消失した。代表的な副生成物(ベンゼン,トルエン,スチレン,ナフタレン)の定量分析の結果をFig.8に示す。温度が773 Kから873 Kに上昇すると,副生成物の濃度は増加し,873 Kから973 Kに上昇すると副生成物の濃度は減少した。実験前は,副生成物の濃度は温度の上昇とともに単調に減少すると予想されたが,実際には,温度の上昇と共に一旦増加し,その後減少した。これは,773 Kでは,PCBからの脱塩素は十分に進んだが,ビフェニル骨格の破壊とベンゼンなど副生成物の生成が十分に進んでいなかったためと考えられる。また,温度を上げることによって,873 Kではビフェニル骨格の破壊と副生成物の生成が進んだと考えられる。さらに,973 Kでは,その副生成物のほとんどが破壊されたと考えられる。
溶融塩(KOH-9.3 mol% K2CO3)による分解後,排気中に残存したC12H7Cl3の質量と,反応容器内側に残存した質量をFig.9に示す。いずれの温度においても,排気中よりも反応容器内側の方がC12H7Cl3の残存量が多かった。この分布は,PCBの蒸気圧が低いため(Table 1参照),反応容器内部低温部で凝縮したためと考えられる。
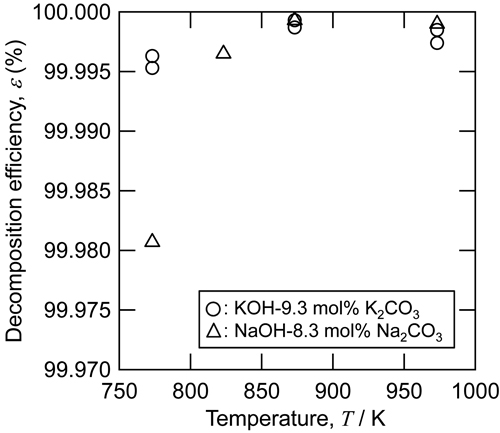
773~973 Kにおける,異なる組成の溶融塩(KOH-9.3 mol% K2CO3およびNaOH-8.3 mol% Na2CO3)によるC12H7Cl3の分解効率をFig.10に示す。カリウム塩では,いずれの温度においても分解効率は99.995%を越え,873 Kでは平均で99.999%に達した。ナトリウム塩では,773 Kでは分解効率は若干低い99.98%であった。873 Kおよび973 Kでは,分解効率は99.999%に達した。高温では,カリウム塩とナトリウム塩の間には顕著な違いは見られなかった。ナトリウム塩による分解反応の標準ギブズエネルギー変化は以下の通りである。
| C12H7Cl3(g)+3NaOH(l)+13O2(g)=3NaCl(l)+5H2O(g)+12CO2(g)ΔGo(7)=−6280kJ at 673K20,21)ΔGo(7)=−6322kJ at 973K20,21) | (7) |
| C12H7Cl3(g)+3/2Na2CO3(l)+13O2(g)=3NaCl(l)+7/2H2O(g)+27/2CO2(g)ΔGo(8)=−6024kJ at 673K20,21)ΔGo(8)=−6152kJ at 973K20,21) | (8) |
熱力学的観点からは,カリウム塩による分解反応の駆動力は,ナトリウム塩による分解反応の駆動力よりも若干高い(式(3)と式(7)参照)。しかし,前述したように,実験からは両者の間に顕著な違いは見られなかった。このことは,分解反応が,ガス相における反応物と生成物の輸送速度といった速度論的因子に支配されているためと考えられる。
溶融KOH-9.3 mol% K2CO3を用いたPCBの分解効率をFig.11に示す。図中の分解効率は2~4回の実験の平均値を示す。分解効率は温度の上昇とともに増加したが,873 Kと973 Kの間には顕著な違いは見られなかった。このことは,PCBの脱塩素が873 Kで十分に終了していることを示している。しかし,副生成物の完全分解にはより高い温度での処理が必要である。実験全体を通してみると,PCB中の塩素数による分解効率の系統的な変化は見られなかった。このことは,PCBの分解が速度論的因子に支配されており,いずれのPCBも同様の水準まで分解できることを示している。つまり,塩素数の異なるPCBの混合物も処理できると考えられる。
PCBの分解の進行に伴って,溶融塩中のKClあるいはNaClの濃度は増加する。しかし,今回用いた溶融塩は多量の塩化物を溶解でき,かなりの濃度まで均一な液相を維持できる。単純な二成分系で考えると,973 Kにおいて,溶融KOHはKClを74 mol%(79 mass%)まで溶解できる23)。分解反応の駆動力の観点からは,式(3)の反応のギブズエネルギー変化は以下のように記述される。
| ΔG=ΔGo+RTln(aKCl3pH2O5pCO212pC12H7Cl3aKOH3pO213) | (9) |
| ΔGo=−6374kJ⋅(mol−C12H7Cl3)−1 at 973K | (10) |
KOHの活量は,KClによる希釈によって低下する。KOH濃度が混合塩中で50 mol%まで低下した時,KOHの活量係数を1と仮定すると,ギブズエネルギー変化の変化量は以下のように計算される。
| −3RTlnaKOH=+16.8kJ at 973K | (11) |
この値は,ΔGoの0.26%にすぎない。このことは,KOHがKClによって相当希釈されたとしても駆動力の変化がほとんど無いことを示している。物質輸送の観点からは,KOHとKClの粘度は,973 Kにおいてそれぞれ0.42 mPa・sおよび1.36 mPa・sである24)。混合塩の粘度は,KCl濃度の増加とともに,若干上昇する。しかし,それでも十分な流動性を有しているため,物質輸送速度の低下が分解反応を抑制することは考えられない。以上のことから,溶融塩中に塩化物が相当濃縮したとしても,溶融塩の分解能力は維持されると考えられる。
一連の系統的な検討により,単純な焼却と比較して塩基性溶融塩を用いることでPCBの分解効率が飛躍的に上昇することがわかった。本プロセスは塩素数の異なるPCBの混合物の分解に対しても有効である。これまでに検討されてきたPCBの分解法の特徴と本プロセスの特徴をTable 2に示す。
Table 2. Comparison of decomposition processes for PCBs.
| Name of process | Process temperature | Pressure | Dechlorination | Decomposition of organic by-products | Reaction rate | Reactor |
|---|
| Incineration25,26) | > 1200 ºC | Atmospheric pressure | ○ | ○ | High | Complicated |
| Sodium suspension27,28) | ≈90 ºC | Atmospheric pressure | ○ | × | Slow | Relatively simple |
| Hydrothermal oxidation29,30,31,32) | 380~410 ºC | 230~240 atm | ○ | ○ | Relatively high | Complicated |
| H2 reduction33) | > 850 ºC | Atmospheric pressure | ○ | ○ | High | Complicated |
| UV/catalyst34) | 50~75 ºC | Atmospheric pressure | ○ | × | Relatively slow | Complicated |
| This study (basic molten salts) | 600~700 ºC | Atmospheric pressure | ○ | ○ | Very high | Simple |
従来からある焼却法25,26) は,脱塩素に対しても有機物の副生成物の分解に対しても有効である。しかし,処理温度が高く(1473 K以上),排気の冷却過程におけるダイオキシン生成を防ぐために装置が複雑になる問題がある。本研究で検討した新プロセスでは,より低い温度(873~973 K)で処理でき,PCB中の塩素が溶融塩中に溶解し,排気と自然に分離されるため単純な装置で済む。
金属ナトリウム懸濁液による脱塩素は,現在,日本で実際に利用されている方法である27,28)。この方法の反応容器は比較的単純である。しかし,反応速度が遅く,脱塩素後に残った有機残渣の処理が必要である。つまり,PCBの完全分解のためには,多段の処理が必要になる。我々の新プロセスでは,脱塩素と有機物の副生成物の分解を同時に行うことができる。さらには,反応速度が非常に速い。
熱水や超臨界水を用いた水熱酸化も日本で実際に利用されている29,30,31,32)。この方法は脱塩素と有機物の副生成物の分解を比較的速い速度で同時に行うことができる。しかし,この方法では,230~240 atmの高圧下で処理しなければならなく,反応生成物である高温・高濃度の塩化水素による装置材料の腐食の問題がある。そのため,かなり複雑な反応装置が必要となる。我々のプロセスは,大気圧下で処理することができ,反応措置の取り扱いも維持管理も容易である。
水素ガスを用いた還元分解33)や紫外線を用いた分解法34)も実験室規模で研究されているが,装置の複雑さや反応速度の低さを解決しなければならない。
以上の比較から,塩基性溶融塩を用いた新プロセスは,反応速度が速く,脱塩素と有機物の副生成物の分解の両方を行うことができる。装置は単純で,大気圧下で処理できる。脱塩素剤の取扱いも容易で,ダイオキシンをはじめとする毒性物質の発生がない。よって,このプロセスは,安全で効率がよく,環境負荷の少ないPCBの廃棄物処理法として有望である。
4. 結論
本研究では塩基性溶融塩を用いたPCBの分解プロセスを検討した。PCB(モノ−,ジ−,トリ−,テトラ−,ペンタ−,ヘキサ−,ヘプタクロロビフェニル)溶液を,酸素あるいは空気と共に,773~973 Kの塩基性溶融塩(KOH-K2CO3あるいはNaOH-Na2CO3)に吹き込んだ。分解後のPCBの質量あるいは排気中の濃度をGC-MSを用いて決定した。PCBの分解効率は,最も良い条件で,99.999%に達した。PCB中の塩素は溶融塩中に捕捉され,有機塩素化合物は溶融塩から放出されなかった。773~873 Kでは,ベンゼン環からなる幾つかの副生成物が生成したが,973 Kではほとんど消失した。
謝辞
横浜国立大学の朝倉祝治名誉教授には,本研究を通して貴重なご助言を賜った。本研究の一部は,文部科学省 科学研究費補助金(基盤研究A:課題番号15206082)による支援を頂戴した。記して謝意を表する。
文献
- 1) M. Hiraoka: Haikibutsu Handbook, Ohmsha, Tokyo, (1997), 975.
- 2) Ministry of Environment of Japan: Kankyo Hakusyo, Nikkei Insatsu, Tokyo, (2010), 262.
- 3) Y. Yamauchi, O. Takeda, M. Hoshi, T. Yamamura and Y. Sato: Electrochemistry, 80 (2012), 974.
- 4) O. Takeda, D. Aoki, Y. Yokka, T. Yamamura and Y. Sato: ISIJ Int., 52 (2012), 1705.
- 5) K. Orii and K. Furukawa: Kinzoku, 70 (2000), 362.
- 6) M.G. Adamson, P.C. Hsu, D.L. Hipple, K.G. Foster, R.W. Hopper and T.D. Ford: High Temp. Mater. Proces., 2 (1998), 559.
- 7) P.C. Hsu, K.G. Foster, T.D. Ford, P.H. Wallman, B.E. Watkins, C.O. Pruneda and M.G. Adamson: Waste Manage., 20 (2000), 363.
- 8) S. Aasakura: Kinzoku, 70 (2000), 349.
- 9) E. Kuraya and S. Asakura: Proc. of 8th Japan-China Bilateral Conference on Molten Salt Chemistry and Technology and The Thirty-Second Symp. on Molten Salt Chemistry of Japan, Tokyo, (2000), 222.
- 10) H.C. Yang, Y.J. Cho, J.S. Yun and J.H. Kim: Can. J. Chem. Eng., 81 (2003), 713.
- 11) H.C. Yang, Y.J. Cho, H.C. Eun, J.H. Yoo and J.H. Kim: J. Nucl. Sci. Tech., 42 (2005), 123.
- 12) H.C. Yang, Y.J. Cho, H.C. Eun and E.H. Kim: Chem. Eng. Sci., 62 (2007), 5137.
- 13) H.C. Yang, Y.J. Cho, H.C. Eun and E.H. Kim: Chemosphere, 73 (2008), S311.
- 14) H.C. Yang, Y.Z. Cho, H.C. Eun and Y. Kang: J. Chem. Eng. Jpn., 41 (2008), 597.
- 15) S. Puri, J.S. Chickos and W.J. Welsh: J. Chem. Inf. Comput. Sci., 43 (2003), 55.
- 16) K. Nakajoh, E. Shibata, T. Todoroki, A. Ohara, K. Nishizawa and T. Nakamura: Envir. Toxicology Chem., 25 (2006), 327.
- 17) P.H. Howard and W.M. Meylan: Handbook of Physical Properties of Organic Chemicals, CRC press, Boca Raton, USA, (1997), 95, 123, 191, 378.
- 18) L.P. Cook and H.F. McMurdie: Phase Diagrams for Ceramists Vol.VII, The American Ceramic Society, (1989), 63.
- 19) L.P. Cook and H.F. McMurdie: Phase Diagrams for Ceramists Vol.VII, The American Ceramic Society, (1989), 68.
- 20) D.A. Holmes and B.K. Harrison: Environ. Sci. Technol., 27 (1993), 725.
- 21) I. Barin: Thermochemical Data of Pure Substances, VCH Verlagsgesellschaft mbH, Weinheim, Germany, (1989).
- 22) D.S. Duval and W.A. Rubey: EPA-600/2-77-228, U.S. Environmental Protection Agency, Ohio, (1977).
- 23) The American Ceramic Society and National Institute of Standards and Technology ed.: Phase Equilibria Diagrams, CD-ROM Database, Ver.3.3, The American Ceramic Society, Westerville, OH, (2007).
- 24) G.J. Janz: Molten Salts Handbook, Academic Press, New York, USA, (1967).
- 25) M. Hiraoka: Nippon Kagaku Kaishi, 5 (1991), 559.
- 26) H. Tachikawa, N. Yoshimoto and T. Kodama: J. Jpn. Assoc. Odor Environ., 36 (2005), 331.
- 27) Y. Yukio and T. Otsuka: Japan Patent, P2002-187858A.
- 28) T. Kawai: Dechlorination of PCBs with sodium particle suspension, Resources Processing, 47 (2000), 17.
- 29) D. Ross, I. Jayaweera and R.N. Leif: US Patent, No.5837149.
- 30) M. Tateishi, K. Shinoda, T. Ichinose, T. Maeda and K. Ueda: Rev. High Press. Sci. Tech., 12 (2002), 211.
- 31) T. Yamamoto, K. Shinoda, M. Nagai, N. Ikeda and K. Yamaguchi: Japan Patent, P2003-310790A.
- 32) A. Suzuki, K. Ida, T. Iwamori and S. Kawasaki: Japan Patent, P2001-121166A.
- 33) Y. Suzuki, N. Matsumoto and Y. Inukai: Japan Patent, P2002-179602A.
- 34) S. Kagawa, K. Sakai, T. Hamada, H. Kamiyoshi, K. Uemura, K. Kambara and T. Hayakawa: Japan Patent, P2001-37906A.