Synopsis:
The effects of oxygen enrichment on the mineral texture in sintered ore with the gaseous fuel injection were studied in the laboratory test and its operational results were evaluated in the actual plant.
The mineral composition is an important factor affect to sinter strength. The mineral composition of sintered ore consists of Fe2O3, Fe3O4, and calcium ferrite and so on. Then, the strength of calcium ferrite is highest of all textures. As the results of sintering test with electrical furnace, calcium ferrite ratio in sintered ore increased with an increase of oxygen concentration in the atmosphere. The increase of oxygen concentration makes calcium ferrite to become stabilized.
Gaseous fuel and oxygen injection technology have been installed at Chiba sinter plant since 2012. It was confirmed the expansion of the temperature zone between 1,473 K and 1,673 K which is proper for sintering reaction to form the calcium ferrite texture by the gaseous fuel and oxygen injection through the actual plant test. Oxygen enrichment shifted ignition position of coke and gaseous fuel to lower temperature side and the proper temperature zone was expanded. These results denoted the same tendency of the laboratory test results. Moreover, the calcium ferrite ratio of sintered ore increased in the actual plant. As these results, the effects of gaseous fuel and oxygen injection technology were confirmed in the actual machine similarly to the laboratory test.
1. 緒言
近年,焼結鉱の製造に用いられる粉鉱石の粒度,および品位が低下してきている。焼結原料としての粉鉱石の粒度が低下することで,焼結ベッド内の通気性が悪化し1),結果として焼結機の生産性が低下する。一方,粉鉱石の品位低下,一例としてAl2O3成分が上昇すると,融液の溶融温度が上昇し,融液が不足する傾向となるため,焼結反応が阻害され,強度や歩留が低下することとなる2)。世界の鉄鋼需要は増加しており,今後も焼結鉱の生産性の維持,およびその改善が求められる。
焼結鉱の生産性に及ぼす影響因子としては,焼結ベッド内の通気性と成品歩留が挙げられる3)。焼結鉱の製造に必要な風量原単位はほぼ一定であるとされているため,焼結ベッド内の通気性を改善し,風量を増加させることが生産性の改善にとって重要である。また,成品歩留を増加させることで,焼結ケーキから成品として高炉へ送られる焼結鉱の割合が増加し,生産性が向上する。従来,焼結ベッドの通気性,成品歩留,もしくはその両者を改善するための技術開発が数多く行われてきた4,5,6)。
著者らは,焼結鉱の強度・歩留改善を目的とし,焼結機への水素系気体燃料(以下,気体燃料)吹込み技術を開発した7)。本技術は焼結機上から吸引する空気とともに気体燃料を吹込むことで,焼結ベッド内温度を焼結反応に適した1,473 K~1,673 Kの温度域に長時間保持することができる。さらに,前報では,本技術に酸素富化を行うことで,適正温度の保持時間をより延長できることを述べた8)。
これまで焼結鉱組織に及ぼす焼結ベッド内雰囲気組成の影響については,数多くの研究が行われている。Matsuno and Haradaは,銘柄の異なる7つの鉱石を用いて,焼結鉱の鉱物生成過程を明らかにし,酸素ポテンシャルや融液の塩基度の影響を報告している9)。また,Kimuraらは1573 KにおけるCaO-SiO2-FeO-Fe2O3系の状態図における酸素分圧の影響について調査し,酸素分圧の低下により液相領域が拡大する,と述べている10)。さらに,Websterらは,各酸素分圧における加熱過程でのSFCA(Silico-Ferrite of Calcium and Aluminium)の生成挙動に関し,in situ XRDによる分析を行っている11)。しかし,いずれも通常の焼結工程を考慮したもので,炭材の燃焼に伴って酸素濃度が低下した条件を対象としており,大気雰囲気以上の酸素濃度での知見はほとんどない。本研究では,気体燃料・酸素併用吹込みを前提とし,大気雰囲気(21 vol%)以上の酸素濃度が焼結鉱組織形成に及ぼす影響について検討した。
さらに電気炉における焼結実験(以下,ラボ試験)における気体燃料・酸素併用吹込み技術の効果を確認した後,実機焼結機(千葉No.4焼結機)においても,気体燃料・酸素の併用吹込みの効果を定量化した。実機焼結ベッド内での温度測定,成品焼結鉱のサンプリング解析,および操業試験を通し,ラボ実験結果との比較,検証を行ったのでこれを報告する。
2. 実験方法
2・1 電気炉における焼結実験
焼結鉱の組織は気孔部と基地部とから成り,多孔体強度理論を応用して焼結鉱強度を予測できること,また,基地部の強度はマクロ強度で評価でき,構成鉱物の単体強度をその存在比で平均集合化することで予測推定できることが報告されている12)。本検討では,焼結鉱基地部の鉱物組織形成に及ぼす酸素富化の影響について電気炉実験により調査した。Fig.1に示す焼成雰囲気を制御できる電気炉を用いて,実験を行った。実験試料は,試薬を用いてTable 1に示すように,SiO2を5%,塩基度(CaO/SiO2)が2となるように配合したものを使用した。混合後試料に水を加えて,ハンドロールで10 mmに造粒した。この造粒粒子を内側に白金板を固定したアルミナボートに乗せ,所定の温度で焼成した。電気炉内のガス流量は5 L/min.とし,酸素と窒素の比率を変更することで,酸素濃度を調整した。
Table 1. Blending ratio for sintering test with electrical furnace test. (mass%)
| Fe2O3 | 73 |
|---|
| Fe3O4 | 10 |
|---|
| CaO | 10 |
|---|
| SiO2 | 5 |
|---|
| Al2O3 | 2 |
|---|
まず,鉱物組織形成に及ぼす酸素濃度と温度の影響を調査した。温度条件を1,548 K,1,598 K,1,648 Kに設定し,酸素濃度を11%から5%ずつ,36%まで変えて,300 s焼成を行った。次に,同条件で焼成時間を200 s,100 sと短くし,焼成時間の影響を調査した。
焼成後試料は断面撮影を行い,得られた写真については輝度による組織の分割を行い,その面積率から焼結鉱気孔率を測定した。さらに粉末X線回折法(ターゲット:Cu,電圧40 kV,電流50 mA)により,焼成後試料における鉱物組織の定量を行った。焼結鉱の主な鉱物はヘマタイト,マグネタイト,Ca-ferrite(以下,CF),およびその他の鉱物として,珪酸塩スラグ(以下,AS)の4つに大別できるものとして,分類した13)。今回の定量分析では,ヘマタイト,CFの重量割合を内部標準法11),マグネタイトの重量割合を標準添加法でそれぞれ求め,その合計の100%に対する残分をASとした14)。内部標準法において使用する標準物質は,被検成分と結晶学的に同一であるため,結晶粒度や結晶性の近い物質である必要があり,今回の実験ではNaFを使用した。また,分析に使用する回折線は他の成分,および標準物質と回折ピークが重ならないことが重要であり,ヘマタイト(回折線:104,2θ:33.3°),マグネタイト(回折線:400,2θ:43.1°),CF(回折線:240,2θ:34.4°),NaF(回折線:200,2θ:38.8°)とした。
2・2 実機試験
気体燃料・酸素併用吹込み法の実機での操業試験は,千葉No.4焼結機にて行った。Fig.2に設備概要を示す。ストランドの前方部分に,ガス吹込み用のフードを設置した。実機試験では気体燃料として液化天然ガス(LNG:CH4/C2H6/C3H8=89/5/6 vol%)を気化したしたものを使用した。フード内では,ストランド方向に配置されたノズルから100 vol%のLNG,および酸素を吹込み,吸引空気中へ拡散させた。LNGと酸素濃度は,吹き込むガスの流量を調整することで所定濃度に合わせた。
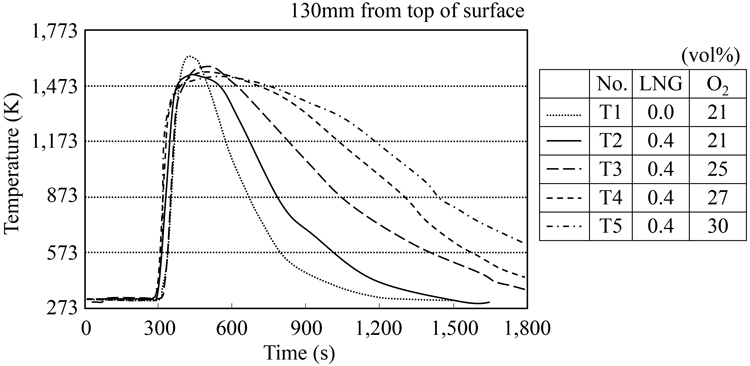
まず,前報で報告した8),焼結ベッド内の温度分布に及ぼす気体燃料・酸素併用吹込みの影響を確認するため,焼結ベッド表層より130 mmの位置においてサイドウォール上に設けた穴から熱電対500 mm挿入して行った。用いた熱電対はRシースタイプで,焼結反応で生成する融液による溶損を避けるため,ムライト保護管によりシース部分を被覆した状態で,焼結ベッド内へ挿入した。酸素富化の効果のみを確認するため,実験で使用する原料は一定となるように調整した。
Table 2に焼結ベッド内温度測定における実験水準を示す。実験ではLNGと酸素のいずれも吹き込まない条件をベースとした。その他の条件では,LNG濃度を0.4 vol%で一律とし,吹き込むLNGの4倍の熱量に相当するコークスを削減した原料を使用した。酸素濃度は大気雰囲気の21 vol%から,30 vol%の範囲で実験した。さらに,Table 2に示すT1,T2,T4の条件下で,焼結鉱をサンプリングし,先述の電気炉試験と同様の方法で,焼結鉱組織の定量化を行った。
Table 2. Experimental conditions of operational test.
| No. | T1 | T2 | T3 | T4 | T5 |
|---|
| Decrease of coke consumption (kg/t-s) | – | –3.3 | –3.3 | –3.3 | –3.3 |
| LNG* concentration (vol.%) | – | 0.4 | 0.4 | 0.4 | 0.4 |
| O2* concentration (vol.%) | 21 | 21 | 25 | 27 | 30 |
* In the suction air
また,気体燃料吹込み法に対する酸素富化の効果を定量化するため,酸素を富化しない条件と富化する条件での比較試験を行った。LNG濃度は0.4 vol%で一律とし,酸素を富化した条件における酸素濃度は,吸引空気に対して27 vol%とした。また,主原料条件は同一パイル内で行うことで,全て一定とした。さらに,層厚,パレットスピードを一定とすることで,塊粉の生産量が一定となるように操業を調整した。
3. 実験結果
3・1 電気炉試験結果
Fig.3に電気炉において,300 s間,1,548 Kで焼成した各酸素濃度における焼結鉱組織写真の一例を示す。酸素濃度が11 vol%の条件では,CF組織はヘマタイト組織間の空隙に生成していた。また,スラグ組織が多く観察された。さらに,21 vol%の条件では,一部ヘマタイト組織間の空隙に生成するCF組織が確認できるが,大半は大きなCF組織として存在していた。さらに酸素濃度が26 vol%の条件では,大きく成長したCF組織が多く観察された。これらの写真の結果から,酸素濃度の増加に伴い,CF組織が増加していることが確認できた。
Fig.4に各温度の条件における,酸素濃度に伴う鉱物組織の変化を示す。いずれの温度条件においても,酸素濃度の増加に伴い,CF組織とヘマタイト組織の比率が増加していた。また,それに伴い,マグネタイト組織とAS組織の比率が減少していた。CF組織は1,598 Kの条件で,最も多く生成し,1,648 Kの条件において最も少なかった。ヘマタイト組織は焼成温度の上昇に伴い減少していた。マグネタイト組織は1,648 Kの条件で最も多く生成していた。AS組織は,1,648 Kの条件で最も多く生成し,1,548 Kの条件で最も少なくなった。
Fig.5に,1,598 Kにおける焼結鉱組織中のCF組織割合と焼成時間の関係図を示す。いずれの酸素濃度条件においても,焼成時間と共にCF組織割合が増加する傾向が見られた。また,酸素濃度21 vol%のCF組織割合と比較して,保持時間100 sでは酸素濃度の影響は認められないが,保持時間200 sでは31 vol%で最も高く,300 sでは26 vol%で最も高くなったが,26と31 vol%の差は小さかった。
3・2 実機における焼結ベッド内温度測定結果
Fig.6に焼結ベッド表面から130 mmに装入した熱電対での温度測定結果を示す。既報にて報告したように,焼結ベッド内の温度を1,473 K~1,673 Kに長時間保持することで,強度と被還元性の両立が可能となるものと考えられるため,この1,473 K~1,673 Kでのベッド内温度の保持時間を測定した8)。T1のベース条件と比較し,LNG濃度が0.4 vol%となるようにLNG吹込みを行ったT2では,1,473 K~1,673 Kの保持時間が130 sから190 sに60 s増加した。T2に対し酸素濃度25 vol%まで富化を行ったT3では,1,473 K~1,673 Kの保持時間が290 sであり,T2と比較し,1,473 K~1,673 Kの保持時間が100 s増加していた。さらに,酸素濃度が27 vol%のT4では1,473 K~1,673 Kの保持時間が406 sであり,T3の条件と比較し,116 s増加していた。しかし,酸素濃度が30 vol%であるT5条件における1,473 K~1,673 Kの保持時間は414 sであり,T4と比較してもあまり増加していなかった。
Fig.7にT1,T2,T4においてサンプリングを行った焼結鉱の断面写真を示す。LNG吹込み,および酸素富化を行っていないT1では,元鉱由来ではなく一度溶融してから晶出した角が多い,骸晶状菱形のヘマタイト(2次ヘマタイト)が存在していた。また,大きなAS組織も散見された。一方,LNG吹込みを行ったT2の条件では,ヘマタイト組織の多くが元鉱由来で丸みを帯びている1次ヘマタイトであった。また,微細なCF組織が見られ,AS組織はCF組織の間の空隙で見られた。さらに27 vol%まで酸素富化を行ったT4では,1次ヘマタイトと2次ヘマタイトが共存している組織が観察された。また,断面写真の画像解析によって求めた焼結鉱気孔率はT1が7.3%,T2が7.2%,T4が7.8%であった。
Fig.8に粉末X線回折により,サンプリングした焼結鉱に関し,組織の定量解析を行った結果を示す。T1と比較しT2では,ヘマタイト組織,およびAS組織の割合は同程度であった。一方,マグネタイト組織が1.2%ポイント減少し,CF組織が2.1ポイント増加していた。またT4では,T2と比較し,ヘマタイト組織が7.7ポイント増加し,CF組織も2.1ポイント増加していた。一方でマグネタイト組織が1.9ポイント減少し,AS組織は8.1ポイントも減少していた。
3・3 実機における操業試験結果
Fig.9に操業試験の結果を示す。酸素富化は行わず,LNG濃度が0.4 vol%となるようにLNG吹込みを行った条件をベース条件とし,それに対して27 vol%まで酸素富化を行った条件について比較している。塊粉生産量を一定にした条件において,酸素富化に伴い回転強度が63.1%から64.3%に増加した。さらに,酸素富化により焼成速度が向上し,パレットスピードを一定とするため,生石灰原単位を10 kg/t-sから8 kg/t-sに低減できた。
4. 考察
4・1 焼結鉱の組織形成に及ぼす酸素富化の影響
3・1節で述べたように,焼結ベッド中の酸素濃度が増加することにより,焼結鉱中のヘマタイト組織とCF組織の比率が増加した。一般的に,焼結ベッド内のヘマタイトは,焼結ベッド内での昇温中に原料中のコークスの還元ガスによってマグネタイトに還元される。したがって,焼結ベッド中の雰囲気の酸素濃度が高くなったことで,還元反応が抑制されたためと考えられる。さらに,温度が高くなるとヘマタイトの一部が熱解離を生じ,マグネタイトに変化する。ヘマタイトの熱解離温度は,焼結ベッド中の雰囲気の酸素濃度に大きな影響を受けており,酸素濃度が高くなることで,熱解離温度が高くなると考えられる15)。これらの効果により,ヘマタイトがマグネタイトに熱解離しにくくなったことが,上述の実験結果の原因として考えられる。また,CF組織の増加は,CFがヘマタイト(Fe2O3)とCaOから生成しているためと推察される16,17)。酸素富化により,焼結鉱中のヘマタイト組織の比率が増加することで,ヘマタイトとCaOの反応界面積が増加し,CFが多く生成したものと考えられる。また,焼結鉱組織におけるAS中にはヘマタイト粒子が観察されないことから,CFの分解はマグネタイトの生成する領域で行われるとされている18)。このことからも,ヘマタイトが安定化した領域では,CFが分解しにくく,CF組織比率が増加したと考えられる。マグネタイト組織の減少に関しては,原料中のFe成分が一定であるため,ヘマタイト組織が増加した分,マグネタイトが減少したと考えられる。ASが減少した原因としては,ヘマタイトが安定化することで,CFが分解しにくくなったことが原因として考えられる。CFは1,623 K付近で,ヘマタイト,低酸素分圧の場合はマグネタイトに分解し,スラグ分は融液中に放出される。つまり,CFが分解しにくくなったことで,融液中に放出されるスラグ成分が減少し,結果としてAS組織が減少したものと考えられる。
次に,CF生成に及ぼす時間影響について述べる。Fig.5に示すように,いずれの酸素濃度においても,焼成時間の増加に伴い,CF組織比率が増加していた。これは,Fig.6に示すように,酸素濃度の増加に伴い,1,473 K~1,673 Kの保持時間が延長することで,CFの生成反応時間が増加したためと考えられる。
また,強度に与える焼結鉱気孔率の影響に関し,Satoらはシャッター強度の推定式に焼結鉱気孔率の係数として(1-P)nを与えている。ここで,Pは焼結鉱気孔率(%),nは係数を示しており,焼結鉱種別の回帰式の平均勾配最も近い整数値としてn=2を採用している12)。したがって,本実験で得られた焼結鉱気孔率による強度の変化は小さいものと考えられる。
4・2 実機焼結ベッド内の温度分布に及ぼす酸素富化の影響
通常の固体燃料のみを用いた焼結法と比較し,気体燃料吹込み法では,焼結反応に適した1,473 Kから1673 Kまでの保持時間が延長することが確認されている7)。さらに前報8)では,気体燃料と酸素を同時に吹き込むことにより,気体燃料吹込み法以上に延長させることができた。これらの現象の発生メカニズムは次のように説明することができる。Fig.10に気体燃料吹込み法,および気体燃料・酸素の併用吹込み法におけるヒートパターン,固体燃料(コークス)と気体燃料(LNG)燃焼位置の模式図を示す。Fig.10(a)に示すように,コークスのみの従来焼結法と比較し,LNG吹込み法ではベッド表面からLNGを吹き込むことを特長としている。吹き込まれたLNGは,コークスの燃焼位置の上部で燃焼する。これにより,焼結ベッドの吸引ガスとの対流伝熱による冷却が抑制され,適正温度領域が拡大する。また,Fig.10(b)に示すように,LNG・酸素の併用吹込みでは,LNGに加え,吸引空気に酸素富化を行う。これにより,コークス,およびLNGの燃焼速度が速くなることで,それぞれ燃焼の位置が低温側へと移動する。この結果,コークスとLNGの燃焼位置の間隔が拡大し,LNG吹込み法よりも適正温度条件が拡大する。今回の実機試験においても,ラボ試験と同様,酸素富化により適正温度領域が拡大することを確認できている。

Fig.11に1,473 K以上の保持時間と酸素濃度の関係を示す。また,前報8)において確認した,酸素濃度と落下強度の関係を同時に示す。酸素濃度21 vol%から27 vol%までは,適正温度の保持時間は大きく延長したが,30 vol%の条件では,27 vol%の条件とあまり変わらなかった。これは,酸素濃度が過剰に高くなることで,コークスとLNGの燃焼位置が離れすぎたために,1,473 K~1,673 Kの保持時間の延長に寄与しなくなったためであると考えられる。また,1,473 K~1,673 Kの保持時間が一定であるものの,Fig.6の測定結果から,ヒートパターンが一致していないことが確認できる。酸素濃度が30 vol%の条件では,27 vol%の条件と比較して,1,473 K以下の領域における冷却速度に差が生じていた。1,473 K以下の温度領域で冷却速度に差が生じた理由も,燃焼位置がより低温側に移動したためであると考えられる。また,前報8)のラボにおいて確認した焼結鉱の強度と酸素濃度の関係においては,酸素濃度が約28 vol%の条件で効果が最大となっており,それ以上の濃度では,強度が低下していた。ラボ実験での結果と類似した傾向を実機において確認できたことから,27~28 vol%が1,473 K~1,673 Kの保持時間を最大にし,強度が極大となる濃度であると考えられる。
4・3 実機焼結特性に及ぼす酸素富化の影響
同一原料条件において,LNG吹込みの条件と比較し,LNG・酸素併用吹込み条件では,回転強度が1.2ポイント増加し,生石灰原単位が2 kg/t-s低減された(Fig.9)。
4・2節に示すように,LNG・酸素併用吹込みでは,焼結に適した1,473 K~1,673 Kの保持時間が延長した。焼結反応では,1,478 KがFe2O3-CaO系状態図の共晶点であることからも分かるように,約1,473 K以上で融液が生成を開始する18)。生成された融液が粒子同士を結合させることで,焼結鉱は強度を発現する。したがって,LNG・酸素併用吹込みにより,1,473 K~1,673 Kの保持時間が延長したため,融液の生成量が増加し,焼結鉱の強度が上昇したものと考えられる。また,焼結鉱内において生成する,ヘマタイト,マグネタイト,CF,およびASのうち,最も高強度の組織はCFであり,その比率が増加することで焼結鉱の強度が向上する19,20)。したがって,焼結ベッド中の雰囲気中の酸素濃度が増加することで,Fig.8に示すように焼結鉱中のCF組織の割合が増加したことも強度向上の一因として考えられる。
次に実機での酸素の利用効率について調査した。Table 3に酸素富化の設備導入前後における,焼結機への流入酸素量,および排出酸素量のバランスを示す。焼結機への流入酸素量は大気中の酸素濃度を21 vol%とし,焼結ベッド上の風速の測定結果,および富化酸素流量から算出した。排出酸素量は,ウィンドボックスにおける排ガス風量と酸素濃度から算出した。酸素富化の設備導入前では,酸素の使用比率が42.4%であるのに対し,導入後では44.4%となっており,使用比率は2.0%ポイント増加していた。これに対して,富化酸素量は3 kNm3/hであり,これは流入酸素量全体の3.6%に相当している。つまり,酸素富化に用いた酸素量の全量は使用されていないが,酸素富化により,焼結機全体での酸素の利用効率が向上できた。
Table 3. Comparison of O
2 balance between before and after application. (kNm
3/h)
| Application | Before | After |
|---|
| Inlet | O2 in the sucked air | 82.6 | 81.0 |
| Pure O2 injection | – | 3.0 |
| Outlet | O2 in the exhaust gas | 47.6 | 46.6 |
5. 結言
(1)焼結ベッド中の雰囲気の酸素濃度の増加に伴い,焼結鉱中のヘマタイト組織とCF組織が増加した。ヘマタイト組織の増加は,酸素濃度の増加に伴い,ヘマタイトの還元反応・熱解離反応が抑制され,ヘマタイトが安定化したためと考えられる。また,CF組織の増加は,ヘマタイトが安定化したため,それを主成分とするCFが多く生成したものと考えられる。また,焼結ベッド中の雰囲気の酸素濃度が高いほど,CF組織の生成速度は速くなることがわかった。
(2)焼結ベッド中の雰囲気の酸素濃度の増加に伴い,焼結鉱中のマグネタイト組織とAS組織が減少した。マグネタイト組織の減少は,T.Feが一定であるため,ヘマタイトが増加した分,マグネタイトが減少したものと考えられる。また,AS組織の減少は,ヘマタイトが安定化することで,CFが分解しにくくなったためと考えられる。
(3)実機焼結機において,LNG・酸素併用吹込み法により,焼結ベッド内を1,473 K~1,673 Kに長時間保持することが可能であることを確認した。また,酸素濃度が27 vol%までは,酸素濃度の増加に伴い,1,473 K~1,673 Kでの保持時間は延長するが,30 vol%ではほとんど延長していなかった。これは,酸素濃度が過剰に高くなることで,コークスとLNGの燃焼位置が離れすぎたために,1,473 K~1,673 Kの保持時間の延長に寄与しなくなったためであると考えられる。
(4)実機焼結機において,LNG・酸素の併用吹込み法による,強度の向上効果を確認した。これは1,473 K~1,673 Kでの保持時間の延長により,融液が多く生成したこと,およびCFが多く生成したことの結果と考えられる。
文献
- 1) S. Sato, M. Yoshinaga, M. Ichidate and T. Kawaguchi: Tetsu-to-Hagané, 68(1982), 2174.
- 2) Y. Hosotani, N. Konno, S. Kabuto, M. Kitamura and T. Abe: Tetsu-to-Hagané, 83(1997), 347.
- 3) 稲角忠弘:鉄鋼技術の流れ 第1巻 焼結鉱,日本鉄鋼協会,東京,(2000), 131.
- 4) T. Kawaguchi, M. Kobayashi, K. Nakamura, M. Nakayama, S. Amano, K. Higuchi and N. Konno: CAMP-ISIJ, 10(1997), 800.
- 5) T. Haga, A. Ohshio, Y. Hida, H. Fukuda and N. Ogata: Tetsu-to-Hagané, 83(1997), 233.
- 6) N. Oyama, K. Igawa, K. Nushiro, M. Ida and N. Fujii: Tetsu-to-Hagané, 86(2000), 309.
- 7) N. Oyama, Y. Iwami, T. Yamamoto, S. Machida, T. Higuchi, H. Sato, M. Sato, K. Takeda, Y. Watanabe, M. Shimizu and K. Nishioka: ISIJ Int., 51(2011), 913.
- 8) Y. Iwami, T. Yamamoto, T. Higuchi, K. Nushiro, M. Sato and N. Oyama: ISIJ Int., 53(2013), 1633.
- 9) F. Matsuno and T. Harada: Sumitomo Met., 31(1979), 1.
- 10) H. Kimura, S. Endo, K. Yajima and F. Tsukihashi: ISIJ Int., 44(2004), 2040.
- 11) N.A.S. Webster, M.I. Powncbey, I.C. Madsen and J.A. Kimpton: ISIJ Int., 53(2013), 774.
- 12) S. Sato, T. Kawaguchi, M. Ichidate and M. Yoshinaga: Tetsu-to-Hagané, 73(1987), 964.
- 13) S. Sato, T. Kawaguchi, M. Ichidate and M. Yoshinaga: Tetsu-to-Hagané, 73(1987), 956.
- 14) X線回折の手引き,理学電機 分析センター編,東京,(1981), 56.
- 15) 重見彰利:製銑ハンドブック,地人書館,東京,(1979), 73.
- 16) K. Kojima, K. Nagano, T. Inazumi, K. Takagi and K. Shinada: Tetsu-to-Hagané, 55(1959), 669.
- 17) M. Sasaki and T. Nakazawa: Tetsu-to-Hagané, 54(1968), 1217.
- 18) M. Sasaki and Y. Hida: Tetsu-to-Hagané, 68(1982), 563.
- 19) D.A. Kissin and T.I. Litvinova: STAL’., 5(1960), 318.
- 20) N. Oyama, K. Nushiro, Y. Konishi, K. Igawa and K. Sorimachi: Tetsu-to-Hagané, 82(1996), 719.