Synopsis:
The effect of free surface on the formation of solidified structure in horizontal centrifugal casting process has been studied. The filling ratio of the transparent organic substance in the glass cell was changed from 70 to 100%. In case of low filling ratio, the columnar and equiaxed zone formed. On the other hand, when the filling ratio exceeded 95%, no equiaxed grain was observed. The equiaxed zone ratio decreased with increasing the filling ratio. Increasing the filling ratio leads to the decreasing the free surface area and this makes the liquid motion stable. This has been confirmed by the model experiment using silicone oil and plastic particles. Therefore, free surface wave considerably influences on the evolution of solidified structure. Especially, free surface wave affects the equiaxed grain formation and their travelling for a long distance.
1. はじめに
遠心鋳造は高速で回転する鋳型に溶融金属を注入して,パイプ状の鋳片を直接製造するプロセスである。溶融金属が遠心力により鋳型に押し付けられるために,緻密で収縮孔がなく,非金属介在物などが含まれない鋳片が得られる特徴があり,上下水道管,圧延ロールの外筒などの製造に広く適用されている1,2)。しかし,いつでも無欠陥鋳片が得られるわけではなく,バンド状などのマクロ偏析が発生して問題となることが報告されている1,3,4,5,6,7)。これに対し,Kang and Ohnakaはラボサイズの遠心鋳造実験,鋳型を傾動させる実験,透明有機物や水を用いた可視化実験を行った3,4,5)。それらを通して,固液共存体の滑りが重要な役割を演じており,固相同士がネットワークを組んで動かない領域とネットワークが不十分なために動ける領域との境目にバンド状の偏析が生じるというメカニズムを提唱した。また,透明有機物や水を用いた実験ではストロボを利用した固定カメラによる一定位置での観察4)から,液相中に存在する等軸晶が鋳型に対して相対的な運動をすることを明らかにしている。しかし,一つの等軸晶の動きを追跡して観察できていないことから,一回転中の等軸晶の動きや自由界面の挙動については明らかにはなっていない。それは直接観察するための視点が地上にあったためである。
そこで我々は,回転体に視点を置くことを最大の特徴とする透明有機物を用いた遠心鋳造プロセスの可視化実験装置を自作し,生成する等軸晶の挙動等について検討してきた8,9)。前報9)では回転軸の地面に対する角度を変更することにより,横型遠心鋳造から縦型遠心鋳造までの凝固組織形成の直接観察を行った。透明有機物を封入したガラスセル内の重力加速度の成分が横型では最大であり,回転軸角度の増加により小さくなり,縦型ではゼロになる。これに伴い,回転する鋳型と液相もしくは固液共存相の相対運動が回転軸角度の増加により小さくなるために,縦型遠心鋳造では等軸晶は見られなかった。種々提唱されている等軸晶生成メカニズム10,11,12,13,14,15)の中で,遠心鋳造プロセスでは自由界面で起こる波動が等軸晶生成に大きな影響を及ぼすことが明らかになった。そこで本研究では,自由界面の挙動が横型遠心鋳造中の凝固組織形成に及ぼす影響をさらに明らかにするために,透明有機物のガラスセル内の充填率を変更して直接観察を行った。また,ガラスセル内の流動状況を明らかにするため,シリコンオイルを用いたトレーサー実験を行い,横型遠心鋳造プロセスでの組織形成に及ぼす自由界面の影響を検討した。
2. 実験方法
2・1 凝固組織形成過程の可視化実験
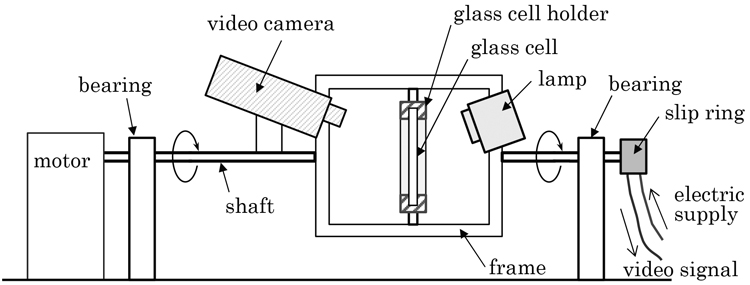
可視化実験装置の模式図をFig.1に示す。本実験装置の特徴の一つは視点であるビデオカメラが回転系に取り付けられている点である。これにより同一場所の観察を継続して行うことが可能となり,鋳型と同期しているものは映像の中で静止して観察できるのに対し,同期していないものは映像の中で動いて観察できる。したがって,鋳型との相対運動のみを抽出することができる。可視化する模擬物質は金属の凝固に近いサクシノニトリルとし,溶質として約1 wt%の水を添加した。直径100 mm,厚さ0.2 mmの円形の透明ガラス板と厚さ1.3 mmのガラス片を組み合わせて自作したガラスセルに上記の有機物合金を所定量充填し,エポキシ系接着剤により密封した。ガラスセル内の充填率(η)は体積比率とし,70~100%の間で変化させた。回転は250 rpm一定とした。回転系に搭載するビデオカメラはハイビジョンカメラであり,30コマ/秒の撮影ができる。また,ビデオライトによる照明により1コマあたりのシャッター速度は1/1000秒とした。
2枚のガラス板の間隔(ギャップ)は狭い方が組織形態は鮮明に観察できるが,本来の遠心鋳造中の流動と異なる可能性がある。それに対し,間隔が広いと流動は十分に起こるが,生成した結晶が重なるために固相形態や挙動の観察が難しい。これらの相反する要求の兼ね合いから,前述のように間隔を1.3 mmと決定した8)。柱状晶と等軸晶は撮影した画像から判定し,等軸晶率(=等軸晶組織の面積率)の測定には画像解析ソフトを用いた。
2・2 流動可視化のトレーサー実験
前述の透明有機物を封入したものと同じガラスセルを用意し,その中に25°Cでの動粘度が5 cSt(=5×10−6 m2/s)のシリコンオイルを充填率70%と100%として封入した。流動を可視化するために,直径0.2-0.5 mmの球形のプラスチック粒子16)(商品名 ダイヤイオン(三菱化学製)真比重1.01)をトレーサーとして適当量加えた。これらのガラスセルをFig.1に示すガラスセルホールダーに設置して回転速度を250 rpmとして横型遠心鋳造の可視化実験を行った。その場観察結果はビデオカメラにより撮影した。
主な金属,サクシノニトリルおよび用いたシリコンオイルの粘度(μ)および動粘度(ν)の値をTable 1にまとめる17,18,19,20)。ここでの実験は液相の流動状態を可視化するための物理実験であり,レイノルズ数などの特定の無次元数を利用した比較検討は視野に入れていない。しかし,有機物系の物質と金属とでは密度の値が異なるため動粘度の値は1桁程度異なるものの,粘度の値はほぼ同じである。なお,凝固実験に用いたサクシノニトリルと今回用いたシリコンオイルは粘度,動粘度とも同程度であるため,同一の回転条件のもとでは同様の流動状態になるものと考えられる。また,サクシノニトリルの融点での固相密度は液相密度の1.047倍であり,今回用いたプラスチック粒子の密度はシリコンオイルの密度の1.104倍である。密度比は異なるが,固相の方が大きい点は共通している。したがって,サイズや形態は異なるが,流動可視化実験でのプラスチック粒子の挙動は等軸晶の挙動解明にも利用できる。なおトレーサーの挙動解析には画像処理ソフトを用い,マニュアル方式で追跡した。
Table 1. Viscosity and kinematic viscosity of various substances.
| Substance | Temp. (°C) | μ (Pa s) | ρ (kg/m3) | ν (m2/s) | ref. |
|---|
| Al | 660 | 1.3×10–3 | 2.385×103 | 5.45×10–7 | (17) |
| Fe | 1538 | 5.5×10–3 | 7.015×103 | 7.84×10–7 | (17) |
| Succinonitrile | 58 | 2.74×10–3 | 0.97×103 | 2.82×10–6 | (18), (19) |
| Silicone oil | 25 | 4.58×10–3 | 0.915×103 | 5.0×10–6 | (20) |
3. 実験結果および考察
3・1 凝固過程の観察結果
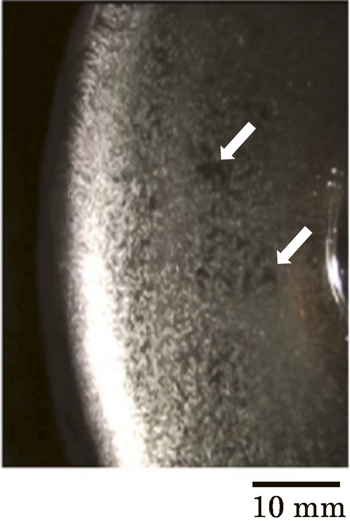
Fig.2に充填率が80%のガラスセルを用いて直接観察を行い,7秒おきに映像を切り取ったスナップショットを示す。Fig.2(a)は凝固の比較的初期の段階に対応する。この写真の左側はアルミニウム合金製のガラスセルのホールダーであり,右側にガラスセルがある。図中の最も右側に曲線状に見えているのが自由界面である。これは真円から大きくずれており,乱れていることが分かる。左側の白く見えている部分がガラスセルの外側から凝固が始まった柱状晶の部分であり,これはガラスセルと同期しているため,映像の中では静止して観察できた。その右側には白い粒状の結晶が見られ,映像の中では主として上下に振動していた。これらは等軸晶であり,Fig.2(a)の撮影直前から見られるようになったものである。しかし,時間分解能からも空間分解能からも,今回の可視化実験での等軸晶はいつ,どのように生成したかは確認できなかった。Fig.2(b)は(a)からさらに7秒後の様子であり,等軸晶が増加している。柱状晶の長さは(a)と比較してほとんど変化がなく,等軸晶にその成長を抑制されている。この段階では等軸晶は液相全体には広がっておらず,外側のガラスセルホールダー側に偏在している。これはガラスセルに印加している温度場と遠心力の影響の二つの作用が考えられる。すなわち温度場については,ガラスセルの内側への指向性凝固が進行するように,ガラスセルホールダーは冷却,中央部は加熱していたため固相は外側に多かったと考えられる。また遠心力については,250 rpmではガラスセルの外周部には約3.5 Gの加速度が外向きに作用するが,この影響により液相密度の1.047倍の密度の固相17)は外側へ移動したものと考えられる。さらに7秒経過後の様子をFig.2(c)に示す。等軸晶帯は液相中のほぼ全体に広がり,等軸晶帯の全体がほぼ一様に回転と同期して画像の中で上下に振動していた。上記と同様の理由で画像中の左側のガラスセルホールダー側の方が等軸晶は多く,固相率も高い。Fig.2(d)にはさらに7秒後の様子を示す。柱状晶の成長は完全に停止し,液相内の固相率は上昇した。等軸晶の画面の中での上下振動は徐々に小さくなり,右側に見える自由界面の形状はかなり真円に近くなり,自由界面の乱れも小さくなった。これらは固相率の上昇に伴い見かけの粘度が上昇する21)ためと考えられる。固液共存域を詳しく見ると,矢印で例示したように,ところどころに黒いスポット状の領域が認められる。拡大した画像をFig.3に示すが,これらは局所的に液相の割合が高い部位であり,多少は移動するものの形状は大きく変化することはなく,観察終了まで継続して存在した。これらの部位は局所的に凝固が遅れていることを示しており,凝固後には偏析スポットになると推定される。
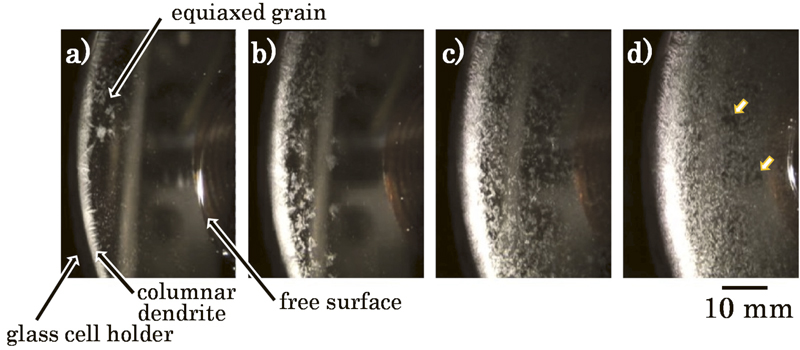
Fig.4に充填率が100%のガラスセルを用いた場合の直接観察結果を示す。これらは15秒おきに映像を切り取ったものである。Fig.4(a)はFig.2.(a)とほぼ同じ時期のものであり,ガラスセルホールダー側から柱状晶が成長しているのが確認できる。液相中には固相は全く見られない。時間が経過して,Fig.4(b),(c)となってもそのまま柱状デンドライトが成長し,液相中には等軸晶生成は見られなかった。さらに時間が経過してFig.4(d)になっても柱状デンドライトのみが観察された。柱状デンドライトの成長方向はランダムであり,円筒鋳型内で特定の方向に流動を与えた場合22)のように一定方向に揃った柱状デンドライトの成長は見られなかった。これらはガラスセルの最外周部で核生成した時の方位を保持したまま成長したものと推定される。
3・2 等軸晶率の充填率依存性
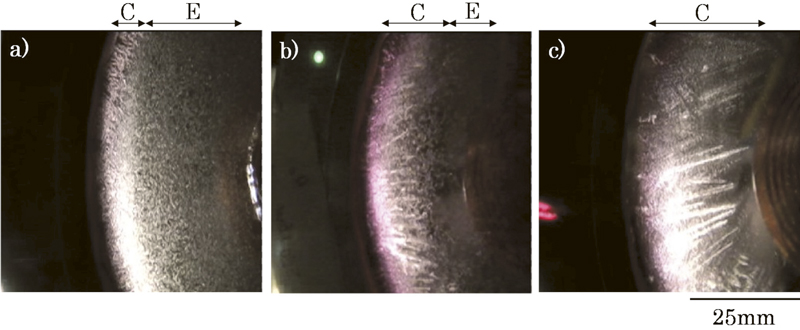
透明有機物の充填率が80%,90%,100%のものについて,凝固末期のその場観察結果をFig.5にまとめる。柱状晶(Cと表記)と等軸晶(Eと表記)の区別は図に示したが,充填率が上昇するほど柱状晶の割合が増加し,等軸晶の割合は減少する。充填率が100%では等軸晶は全く観察されなかった。
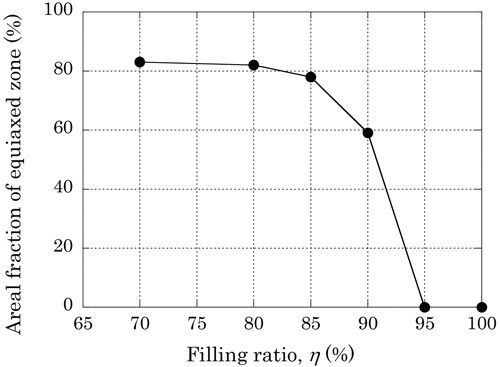
Fig.5に例示した画像を利用し,柱状晶と等軸晶を識別して,全体に対する等軸晶の占める面積率を測定した。ここでの面積率を等軸晶率と定義し,ガラスセル内の透明有機物の充填率との関係を求めた。その結果をFig.6に示す。充填率が85%までは等軸晶率はほぼ一定で80%程度を示している。充填率が90%で急激に減少し,充填率が95%になると等軸晶率は0%になった。
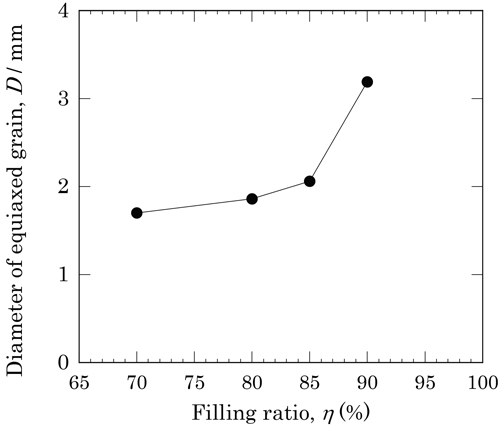
3・3 等軸晶径の充填率依存性
Fig.5に示したように,等軸晶が生成した場合には,等軸晶径は充填率が高い方が大きくなる傾向が見られた。そこで定量的に調査するために,等軸晶が隣接する等軸晶と接触し始める時点での5-6個の等軸晶の直径の平均値を測定した。ガラスセル内の透明有機物の充填率と等軸晶径(D)との関係をFig.7に示す。今回の実験の範囲内では充填率が上昇するほど,得られた等軸晶は粗大になることが分かった。特に充填率が高くなると急に等軸晶径が大きくなる傾向が認められる。充填率によって等軸晶生成に差が生じたことから,液相内の流動パターンが大きく変化したものと推定される。
3・4 流動パターンの充填率依存性
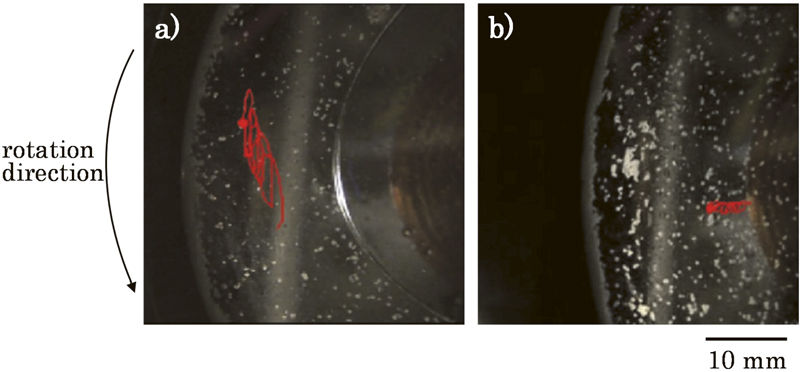
横型遠心鋳造プロセスでの流動状況を可視化するために,シリコンオイルを用いたトレーサー実験を行った。ガラス板に付着した粒子が散見されたが,ガラスセルと相対運動する粒子が大半であった。それらの中から1つの粒子を選定して,1.2秒間にわたって追跡した結果をFig.8に示す。Fig.8(a)に示した充填率が70%の場合には,反時計回りに回転しながら,鋳型回転よりも遅れる方向かつ半径方向の外側へ徐々に移動していることが確認できた。これは生成した等軸晶の動きを追跡した前報の結果8),およびHirataらの粒子法による計算結果23)とも一致する。ただし,実際の凝固の場合には半径方向の動きはほとんど観察されなかった8)。これは外側から凝固が起こるため固相率は外側の方が高く,等軸晶が移動できる空間的余裕がなかったことが原因と考えられる。
Fig.8(b)に示した充填率が100%の場合には,トレーサー粒子は反時計回りに回転しながら,半径方向の外側へ徐々に移動することが明らかになった。円周方向への移動が全く見られないことがその特徴である。なお,半径方向にはいずれの充填率の場合も5回転で6 mm程度移動しており,これは密度差による分離作用によるものと判断できる。
3・5 質点挙動のモデル
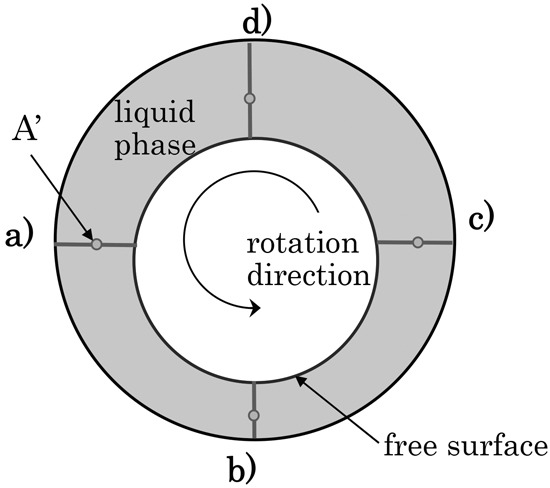
Fig.9に示すように,横型遠心鋳造中の液相中の最外部に質点Aがあると考える。反時計回りに回転する鋳型の中では,静止座標系では半径方向外側へ作用する遠心力による加速度に加え,常に下向きに作用する重力加速度が作用する。質点Aはこれらの2つの加速度ベクトルの合成ベクトルの方向に加速度を受ける。しかし,回転座標系では重力加速度だけが質点Aに作用する。そのため,回転系から見る質点Aの円周方向の挙動は重力加速度だけを考慮して以下のようになる。
3・5・1 質点の円周方向の挙動
質点Aは最上点から下降に転じるd)から最下点のb)までのd)→a)→b)の間では下向き,すなわち回転よりも進む方向に加速される。一方,b)→c)→a)の間では減速される。これにより,鋳型の動きに対して進む方向,遅れる方向への振動が生じることが説明できる。この円周方向の振動については横型遠心鋳造では必ず生じ,鋳型内の充填率には依存しないと考えられる。
3・5・2 質点の半径方向の挙動
3・5・1で述べた振動に伴い,自由界面がある場合に液相厚みがどのように変化するかを検討する。Fig.9のa)→b)では下方向に加速され,液相は鋳型よりも速く移動し,b)で最も速度が大きくなる。一方,b)→c)→d)では鋳型よりも遅くなり,d)で最も速度が小さくなる。以上より,液相の厚みは連続の式から最下点のb)で最も薄くなり,最上点のd)で最も厚くなると考えられる。これを模式的に図示したものをFig.10に示す。液相厚みが変化するために,液相中にある質点A’の半径方向の位置は周期的に変化すると考えられる。すなわち,a)から外側へ移動し,b)で最も外側になる。c)で元に戻り,d)で最も内側に達する。そしてa)で再び元に戻る。なお,自由界面がない場合は液相厚みの変化はないために,液相中の質点には半径方向の動きはないと考えられる。
3・5・3 横型遠心鋳造での質点挙動
以上の物理モデルから,液相中にあり,液相と密度が等しい質点の横型遠心鋳造プロセス中の挙動は以下のように考えられる。
(1)自由界面がある場合
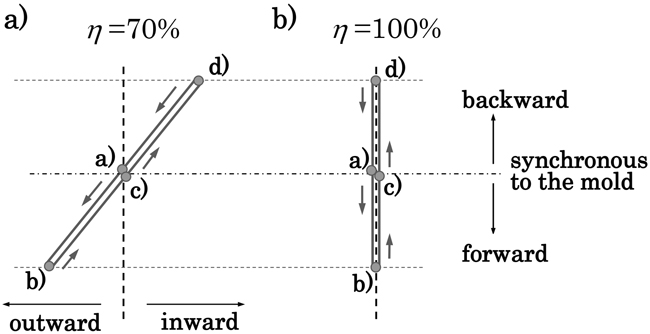
円周方向に加えて半径方向にも質点が鋳型回転と同期して振動する。その様子を模式的にFig.11(a)に示す。a)を出発点として,b)にかけて回転よりも進みかつ半径方向外側へ,そしてc)にかけては回転より遅れかつ半径方向内側へ動き,c)で元に戻る。そしてd)にかけては回転より遅れかつ半径方向内側へ動く。その後,a)にかけては回転より進みかつ半径方向外側へ動くことにより元に戻る。以上のような鋳型回転と同期した振動を起こすと考えられる。
(2)自由界面がない場合
質点の挙動を模式的にFig.11(b)に示す。d)→a)→b)では液相は鋳型回転よりも速くなり,b)で鋳型よりも最も進んだ位置に達する。一方,b)→c)→d)では鋳型よりも遅くなる方向に加速され,d)で鋳型よりも最も遅れた位置に達すると考えられる。なお前述の通り,鋳型回転に同期した円周方向のみの振動であり,半径方向の動きはない。
3・5・4 トレーサー実験との比較
(1)トレーサーの半径方向の動き
トレーサーはFig.8に示したように,充填率が70%の場合も100%の場合も鋳型回転に伴い,反時計回りに回転しながら外側へ移動した。外側への移動は今回用いたトレーサー粒子の密度がシリコンオイルの密度よりも大きかったことが原因である。
充填率が100%の場合に,トレーサーは円周方向に単純振動しながら移動するわけではなく,反時計回りに回転しながら外側へ移動した。この回転運動の原因は不明であるが,自由界面がなくても鋳型回転による液相全体の重心の周期的移動等のために円周方向に加えて半径方向の振動が発生していたためだと考えられる。
(2)トレーサーの円周方向の動き
充填率が70%で自由界面がある場合にはFig.8(a)に示したように,トレーサーは鋳型回転と同期して反時計方向に回転しながら鋳型回転よりも遅れる方向に移動した。これは次のように考えられる。鋳型の上部で液相が厚くなる際,局所的に自由界面にふくらみが生じ,これが波動に発達すると考えられる。これは回転系からは鋳型回転よりも遅れる方向に伝播するように観察できる。このため液相内にある粒子は一回転ごとに鋳型よりも遅れ,結果として長距離にわたって移動したものと考えられる。ふくらみ始める点および波の形状は一定ではないため,自由界面が乱れているように見えたものと推定できる。また,充填率が高く自由界面が短いほど液相の形状を保ちやすいため,自由界面の乱れは小さくなると考えられる。その結果,充填率が高くなれば回転よりも遅れる移動量が小さくなると推測できる。
なお,回転数を上昇させると遠心力が大きくなるために自由界面の形状は安定化し,回転よりも遅れる移動量は小さくなると推測できる。
3・6 等軸晶生成に対する液相量の影響
自由界面に発生した波動が柱状晶の成長前面に及ぶため,柱状デンドライトの枝が分断されることにより等軸晶が生成すると考えられる。充填率が上がり自由界面が少なくなると,界面に発生する波動が小さくなる。また,自由界面と柱状晶前面までの距離が増加するために,柱状デンドライト前面での流速が低下する。それらの結果,Fig.6およびFig.7に示したように充填率が高くなると等軸晶の生成数は急激に少なくなり,等軸晶は粗大なものになったものと理解できる。さらに充填率が増加すると,自由界面の波動の影響はなくなり,等軸晶が全く生成しなくなったものと考えられる。
3・7 マクロ偏析抑制のための組織制御法
今回の実験の範囲内ではバンド状偏析の生成は確認できなかった。しかし,Fig.2 d)もしくはFig.3の矢印で示したように,密集した等軸晶の隙間の部分にスポット状の偏析と思われる部位が観察できた。これはバンド状偏析の生成メカニズムとして考えられている等軸晶群のずれ5)とは異なる。しかし,等軸晶群の隙間や等軸晶群のずれなどによって生ずるマクロ偏析については,等軸晶生成が必要条件と考えられる。その立場に立つならば,液相の流動を押えることにより,等軸晶生成を抑制することのできる縦型遠心鋳造9)や本研究で示した液相の充填率を上げた横型遠心鋳造はマクロ偏析抑制のための有力な凝固組織制御法であると考えられる。
4. 結言
横型遠心鋳造における凝固シミュレーションを透明有機物により,流動シミュレーションをシリコンオイルとプラスチック粒子により行った。ガラスセルへの充填率を変更し,充填率の凝固組織形成に与える影響について検討した。その結果,以下の3点が明らかとなった。
1)凝固組織は充填率に大きく依存し,充填率が小さい場合には柱状晶+等軸晶で構成されるが,充填率がほぼ100%になると柱状晶のみとなり,等軸晶は生成しない。
2)横型遠心鋳造中の液相内にある固相は,重力加速度による振動状の流動と自由界面に起因する流動の二つの影響を受ける。
3)自由界面に生起する波動が等軸晶生成や生成した等軸晶の長距離の輸送に作用する。
文献
- 1) J. Honda: Tetsu-to-Hagané, 69(1983), 507.
- 2) A. Royer and S. Vasseur: Metals Handbook, 9th Ed., Vol.15, ASM, Metals Park, Ohio, (1988), 296.
- 3) I. Kang and I. Ohnaka: J. JFS, 69(1977), 119.
- 4) I. Kang and I. Ohnaka: J. JFS, 69(1977), 240.
- 5) I. Kang and I. Ohnaka: J. JFS, 69(1977), 815.
- 6) O. Kubo, M. Hashimoto, T. Tanaka and Y. Matsubara: J. JFS, 73(2001), 287.
- 7) H. Fu, Q. Xiao and J. Xiang: Mater. Sci. Eng. A, 479(2008), 253.
- 8) H. Esaka, J. Hiramoto, S. Miyahara, K. Tokusashi and K. Shinozuka: Tetsu-to-Hagané, 97(2011) 369.
- 9) H. Esaka, K. Tokusashi and K. Shinozuka: Tetsu-to-Hagané, 99(2013) 149.
- 10) W.C. Winegard and B. Chalmars: Trans. ASM, 46(1954), 1214.
- 11) A. Ohno, T. Motegi and H. Soda: J. Jpn. Inst. Met., 35(1971), 11.
- 12) K.A. Jackson, J.D. Hunt, D.R. Uhlmann and T.P. Seward,III: Trans. Met. Soc. AIME, 236(1966), 149.
- 13) R.T. Southin: Trans. Met. Soc. AIME, 239(1967), 220.
- 14) I. Dustin and W. Kurz: Z. Metallkd., 77(1986), 265.
- 15) T. Ohashi, T. Hiromoto, H. Fujii and Y. Nuri: Tetsu-to-Hagané, 62(1976), 614.
- 16) 三菱化学,イオン交換樹脂資料,http://www.diaion.com/products/synthesis_0201.html(参照2015-02 -12).
- 17) M.E. Glicksman, R.J. Schaefer and J.D. Ayers: Metall. Trans. A, 7A(1976), 1747.
- 18) G.A. Alfintsev, G.P. Chemerinsky and O.P. Fedorov: Kristall und Technik, 15(1980), 643.
- 19) 金属データブック 改訂第2版,日本金属学会編,丸善,東京,(1984), 15.
- 20) 東レ・ダウコーニング,SH200オイル技術資料,http://www.dowcorning.co.jp/ja_JP/content/japan /japanproducts/W1F001_SH200oil.pdf, (参照2015-02-12).
- 21) D.B. Spencer, R. Mehrabian and M.C. Flemings: Metall. Trans., 3(1972), 1925.
- 22) T. Takahashi, K. Ichikawa, M. Kudou and K. Shimahara: Tetsu-to-Hagané, 61(1975), 2198.
- 23) N. Hirata, Y.M. Zulaida and K. Anzai: Tetsu-to-Hagané, 99(2013), 167.