Steelmaking
Composition Change of Inclusions in High Carbon Steel before and after Addition of Aluminum
2019 Volume 105 Issue 11 Pages 1042-1049
Details
2019 Volume 105 Issue 11 Pages 1042-1049
The effect of Al addition in the middle of the metal-slag reaction on the formation of MgO·Al2O3 spinel-type inclusions was investigated by laboratory-scale experiments and a kinetic model calculation in order to reduce the spinel-type inclusions in high-carbon steel. As results of the experiments, the total Mg content in the steel and average content of MgO in the inclusions were relatively low before Al addition, and spinel-type inclusions were hardly formed. After Al addition, spinel-type inclusions formed when CaO/SiO2 and CaO/Al2O3 in the slag were high, and the total Mg content in the steel and average MgO content in the inclusions were also higher. On the other hand, formation of spinel-type inclusions was suppressed at lower CaO/SiO2 and CaO/Al2O3 in the slag. Therefore, the experimental results indicated that addition of Al at the midpoint in the reaction and control of the slag composition were effective for suppression of spinel-type inclusions. However, spinel-type inclusions formed soon after Al addition in slag with higher CaO/SiO2 and higher CaO/Al2O3. To evaluate the effect of midpoint addition of Al on the actual process, a kinetic model calculation under virtual conditions was carried out. According to the calculation, the increase in the content of Mg in the steel under actual-scale conditions was slower than that in the laboratory, and formation of spinel-type inclusions could be avoided.
鉄鋼材中における非金属介在物(以下,介在物)は材料品質や操業に悪影響を及ぼすため,その組成や形態の制御,あるいは総量の低減が望まれる。例えば,軸受鋼のような耐疲労特性が求められる高炭素鋼では,割れの起点部においてMgO・Al2O3スピネル系介在物が観察されている。したがって,更なる疲労寿命向上のためには,スピネル系介在物の抑制が必要と考えられる。
従来の研究から,反応式(1),(2)に示すように,スピネル系介在物は,溶鋼中Alとスラグあるいは耐火物中MgOとの反応により生成したMgが脱酸生成物のAl2O3系介在物と反応することで生成するものと考えられている1–6)。
| (1) |
| (2) |
特に,スラグ組成はスピネル系介在物生成に対して大きく影響する。スラグ中のCaO/SiO2,CaO/Al2O3,あるいはMgOが減少するにつれて,スラグ中のMgO活量が減少するため,溶鋼中へのMg生成が抑制され,スピネル系介在物も抑制される傾向にある4–8)。しかしながら,例えばLFのような二次精錬プロセスにおいて,処理が進むにしたがって,スラグへ耐火物中のMgOが溶解し,スラグ中のMgO活量が増加していくため,スラグ中のCaO/SiO2やCaO/Al2O3を低減するだけでは,スピネル系介在物の生成を抑制することは難しい。
そこで,スラグ組成による制御だけではなく,他の観点に基づきスピネル系介在物生成抑制の可能性を検討した。前述したように,スピネル系介在物を抑制するためには,スラグ中からのMg生成抑制が重要である。反応式(1)によると,平衡論的には,スラグ中MgO活量低減に加えて,溶鋼中Alを低減することが有効である。しかしながら,鋼中酸素低減のためには脱酸材であるAlの低減は現実的ではない。一方で,最終的な鋼中Alを減らさずとも,その添加時期を遅くすることで,スラグ中MgOとの反応を短時間化し,MgO還元を抑制できる可能性がある。そのためには,Al未脱酸溶鋼とスラグを反応させたときの介在物変化挙動についても理解する必要がある。従来,スピネル系介在物の生成に関しては,Al既脱酸溶鋼における介在物変化,あるいはスラグとの反応を評価したものが殆どであった。Fe-Ni溶融合金におけるSi脱酸時の介在物組成変化をスラグ組成の影響とともに評価した研究5)が報告されているが,高炭素鋼かつスラグ中CaO/SiO2が比較的高位な領域における報告は無く,さらにはメタル-スラグ反応途中にAlを添加した際の介在物組成変化についても不明な点が多い。
以上より,本研究ではAl未脱酸溶鋼と種々の組成のスラグを反応させたときの介在物組成変化,および脱酸材としてAlをメタル-スラグ反応途中に添加した際の,介在物挙動およびスピネル系介在物生成への影響を評価した。
Al未脱酸溶鋼とスラグ反応による介在物組成変化,およびAl途中添加の影響を評価するため,ラボ実験を行った。本実験は前報と同様の高周波溶解炉を用いて行った8)。はじめに,坩堝(内径φ180 mm×外形φ210 mm×高さ300 mm)を炉内に設置し,30 kgの電解鉄を坩堝内に装入した。その後,昇温し電解鉄の溶解確認後,Fe-Si合金,金属Mn,金属Cr,Fe-S合金,Cの合金元素を添加し,Table 1に示す組成に調整した。溶解中および実験中はチャンバー内をAr雰囲気に保持した。また,溶鋼撹拌のため,坩堝底面に設置したポーラスプラグから2 NL/minの流量でArガス吹きを行った。溶鋼成分を調整した後,メタルサンプリングを実施し,フラックス2 kgを溶鋼上に添加した。このフラックス添加タイミングを実験の0 minとした。フラックスは,組成影響を調査するため,Table 2に示すフラックスA~Dの4種類を用いた。フラックスAはCaO/SiO2およびCaO/Al2O3が一番高位なものであり,これに対して,CaO/SiO2およびCaO/Al2O3が低位なものがフラックスB・C,さらに低位なCaO/SiO2およびCaO/Al2O3を狙ったものをフラックスDとした。フラックスA~CについてはMgO坩堝を,フラックスDについてはMgO濃度の増加を抑制しながらスラグ中CaO/Al2O3を低減するため,Al2O3坩堝を使用した。このため,フラックスDの場合,坩堝からスラグへの溶解が大きく,フラックスA~Cの場合と比べてスラグの成分変動が相対的に大きい結果であった。一方,MgO坩堝を使用したフラックスA~Cの場合,MgOの飽和溶解度がAl2O3よりも低位であるため,フラックスDと比較すると坩堝からスラグへの溶解量が少なく,スラグの成分変動が小さかったものと考えらえる。フラックス添加後,所定時間において,メタルサンプルを採取した。さらに,フラックス添加から約30 minの時点で約0.04 mass%相当の金属Alを溶鋼中に添加し脱酸を行った。その後,所定時間においてメタルおよびスラグのサンプルを採取し,Al添加から約20 min後,実験終了とした。また,実験中は適宜,溶鋼中温度および溶鋼中酸素活量の測定を行った。採取したサンプルについて,メタルおよびスラグ中の各成分はICP-AES/MSにて分析を行い,メタル中酸素については不活性ガス融解-赤外線吸収法にて分析した。また,メタルサンプル中の介在物については,介在物自動測定システムを備えたSEM-EDX(Aspex Explore)を用いて評価を行った。
| C | Si | Mn | S | Cr | |
|---|---|---|---|---|---|
| 1.0 | 0.2 | 0.35 | 0.004 | 1.5 | (mass%) |
| Flux | CaO | SiO2 | Al2O3 | MgO | C/S* | C/A* | Crucible | Target | |
|---|---|---|---|---|---|---|---|---|---|
| A | Before | 56 | 7 | 22 | 5 | 8.0 | 2.5 | MgO | High-C/S High-C/A |
| After | 55 | 8 | 24 | 6 | 6.7 | 2.3 | |||
| B | Before | 50 | 14 | 21 | 5 | 3.6 | 2.3 | MgO | Mid-C/S High-C/A |
| After | 49 | 13 | 23 | 7 | 3.9 | 2.2 | |||
| C | Before | 44 | 11 | 30 | 5 | 4.0 | 1.5 | MgO | Mid-C/S Mid-C/A |
| After | 42 | 9 | 31 | 8 | 4.5 | 1.4 | |||
| D | Before | 47 | 12 | 26 | 5 | 4.0 | 1.8 | Al2O3 | Low-C/S Low-C/A |
| After | 35 | 10 | 43 | 5 | 3.5 | 0.8 | |||
*) C/S = CaO/SiO2, C/A = CaO/Al2O3
溶鋼中AlおよびTotal Mg(以下,T.Mg)濃度変化をFig.1およびFig.2に示す。フラックスA~Cの場合,溶鋼中Al濃度はフラックス添加後,徐々に増加する結果であった。溶鋼中Siによりスラグ中のAl2O3が還元されたためと考えられる。一方,フラックスDの場合,溶鋼中Al濃度はフラックス添加後から徐々に減少した。Al添加後,いずれのフラックスの場合も,溶鋼中Al濃度は0.035 mass%前後まで増加し,その後時間とともに減少した。鋼中T.Mg濃度について,フラックスA~Cを添加前は1 mass ppm前後であった。フラックスDの場合,フラックス添加前の時点で溶鋼中Al濃度が約0.01 mass%と他フラックスを用いた場合と比べて高位であったが,溶鋼中T.Mg濃度については0.1 mass ppmと他水準に比べて低位であった。つまり,フラックス添加前の時点で,メタル-耐火物間反応が起きており,フラックスA~Cの場合はMgO坩堝使用のため溶鋼中へMgが生成し,フラックスDの場合はAl2O3坩堝使用のため溶鋼中へAlが生成したためと考えられる。なお,本研究における溶鋼中T.Mg濃度は,鋼中溶存Mg濃度と介在物中Mg濃度の合計値を示す。フラックス添加から約25分後,溶鋼中T.Mg濃度は添加フラックス毎で変化挙動に差が見られた。CaO/SiO2およびCaO/Al2O3が最も高いフラックスAでは2.6 mass ppmであったのに対して,CaO/SiO2およびCaO/Al2O3が最も低いフラックスDでは0.5 mass ppmと低位であった。Al添加後,いずれのフラックスの場合も溶鋼中T.Mg濃度はさらに増加し,フラックスAの場合は5 mass ppm前後,フラックスB・Cの場合は3 mass ppm前後まで増加した。フラックスDの場合は増加するものの,0.6 mass ppm程度であった。これらの結果から,Al脱酸を行わずとも溶鋼中T.Mg濃度は増加し,さらにはフラックス組成の影響を受けることが分かった。すなわち,スラグ中CaO/SiO2およびCaO/ Al2O3が高位なほど,溶鋼中T.Mg濃度も高位であった。さらに,Al添加後,その傾向はより顕著となる結果であった。

Experimental results of Al content in steel.

Experimental results of total Mg content in steel.
各フラックス適用時の,鋼中介在物平均組成変化をFig.3に示す。なお,本研究において鋼中介在物平均組成は測定した酸化物系介在物の組成を平均化したものである。Al添加前は主に,Al2O3-SiO2-MnO系介在物であった。一方,時間が経過すると,介在物中のAl2O3濃度が増加し,Al2O3系に近づいていく様子が見られた。Al添加後,介在物中のMgO濃度が増加し,Al2O3-MgO系介在物に変化した。フラックスAの場合は最終的に,MgO・Al2O3スピネル系介在物が主であり,介在物中MgO濃度が高位な結果であった。フラックスB・Cの場合は,Al添加後,Al2O3系およびスピネル系介在物に変化した。フラックスDの場合は,Al添加後,Al2O3系に変化するものの,介在物中MgO濃度は低位のままであり,他のフラックスの場合と比べて,スピネル系介在物の生成は少なかった。介在物中MgO平均濃度変化をFig.4に示す。いずれのフラックスの場合も,フラックス添加後からAl添加前までは,介在物中MgO平均濃度が10 mass%以下であった。Al添加後,フラックスA・B・Cの場合,介在物中MgO平均濃度が急激に増加し,Al添加後3分の時点で20 mass%以上となった。一方,フラックスDの場合,Al添加後,介在物中MgO平均濃度が増加するものの,10 mass%以下のままであった。鋼中T.Mg濃度と介在物中MgO平均濃度の関係をFig.5に示す。Al添加前後ともに,鋼中T.Mg濃度が低いほど,介在物中MgO平均濃度も低い結果であった。ここで,Al添加前において,フラックスC添加後25分のサンプルでは鋼中T.Mg濃度が1.9 mass ppmであったのに対して介在物中MgO平均濃度が3.5 mass%と,他の結果から得られる関係よりも低位であった。これは,実験中の外乱により溶鋼が再酸化し,生成した介在物により相対的に介在物中のMgO濃度が減少したためと考えられる。鋼中T.Mg濃度,介在物中MgO平均濃度およびスラグ組成の関係をFig.6に示す。スラグ中CaO/SiO2およびCaO/Al2O3が低位なほど鋼中T.Mg濃度および介在物中MgO平均濃度は低位な傾向にあった。これはスラグ中CaO/SiO2およびCaO/Al2O3が低くなるほど,スラグ中MgO活量が低く,またメタル-スラグ界面酸素活量が高くなるため,鋼中Mg濃度の増加が抑制され,さらにはスピネル系介在物の生成が抑制されたためと考えられる8)。この傾向はAl添加後の方がより顕著であり,Al添加後の鋼中T.Mg濃度や介在物中MgO濃度の増加量は,CaO/SiO2およびCaO/Al2O3が低位なほど小さい結果であった。これらの結果から,Al添加有無に関わらずスラグ組成が鋼中T.Mg濃度や介在物中MgO平均濃度に影響することが示唆された。

Changes of average content of inclusions in each experiment.

Experimental results of average MgO content in inclusions.

Relationships between total Mg content in steel and average MgO content in inclusions (a) before and (b) after Al addition.

Relationships between total Mg content in steel, average MgO content in inclusions and slag composition before and after Al addition.
以上から,Al未脱酸溶鋼の場合,スラグとの反応により鋼中T.Mg濃度は増加するものの,介在物中のMgO濃度は10 mass%以下のままであり,スピネル系介在物が安定となるまでには至らなかった。しかしながら,スラグ組成の影響は無視できず,Al添加前であっても,スラグ組成制御は鋼中T.Mg濃度低減の観点から重要である。Al添加後においては,フラックスD以外は5 minも経たないうちに鋼中介在物の大部分がMgO-Al2O3系介在物へ変化しており,その変化速度は非常に速い結果であった。
本実験において得られた介在物組成を検討するため,鋼中成分から熱力学的に安定な介在物を評価した。ここでは,生成相として,Silicate,Al2O3,MgO・Al2O3,MgOを考慮し9),実験における溶鋼温度1863Kにおける介在物相安定図を作成した。このとき,反応式(2)~(6)に関する各平衡定数(7)~(11)から各相の境界を計算した。計算にはTable 1に示す鋼組成を用いた。また,簡単のため鋼中各成分の活量係数についてはTable 3に示す一次の相互作用助係数10–15)のみを考慮した。さらに,Al添加前においては,介在物中のSiO2濃度にバラつきがあるため,Silicate相境界線については,SiO2活量を0.01,0.1,1.0の3通りで作成した。
| (3) |
| (4) |
| (5) |
| (6) |
| (7) |
| (8) |
| (9) |
| (10) |
| (11) |

First order interaction coefficients (eij) used in this study (All data without notation are from reference No.10).
ここで,K(2)~K(6):反応式(2)~(6)の平衡定数,T:溶鋼温度(K)である。
以上の計算により得られた介在物相安定図をFig.7に示す。また,併せて本実験で得られた結果を図中に示した。この際,厳密には鋼中溶存Mg濃度と比較するべきであるが,ここでは不明のため,鋼中T.Mg濃度を用いて比較を行った。

Phase stability diagram of silicate, Al2O3, MgO·Al2O3 and MgO at 1863 K.
フラックスA・B・Cの場合,初期およびAl添加前はSilicate安定領域あるいはMgO・Al2O3との境界線近傍に位置しており,Al添加後はMgO・Al2O3安定領域へ変化した。フラックスDの場合,初期およびAl添加前はSilicateおよびAl2O3あるいはMgO・Al2O3との境界線近傍に位置しており,Al添加後,Al2O3とMgO・Al2O3の境界近傍へ変化した。ここでのMg濃度は前述したように鋼中T.Mg濃度であり,鋼中の溶存Mg濃度はこれらプロットよりも下方に位置すると推測されることから,実測された介在物組成と相安定図から予測される介在物組成はより近い傾向を示すものと思われる。最終的な介在物組成については,本実験結果と相安定図が概ね対応する結果であった。
4・2 実機スケールにおける速度論的検討本実験の結果より,Al添加前は介在物中MgO濃度が比較的低位で推移するものの,フラックスD以外は,Al添加直後から介在物中のMgO濃度が大きく増加し,スピネル系介在物の生成は非常に速い結果であった。一方で,実機スケールにおいてはメタル-スラグ反応界面積に対する溶鋼量が大きく,本実験よりもAl添加を遅延化させる効果,すなわち鋼中Mg濃度および介在物中MgO濃度の抑制が期待される。
そこで,実機スケールにおけるメタル-スラグ反応の仮想計算を実施し,鋼中Mg濃度の変化を推算した。ここで,計算はHaradaら16)の反応速度モデルを用いた。計算条件はTable 4に示す通りである。溶鋼やフラックス組成は,本研究のラボ実験と同様とし,溶鋼・フラックス量・撹拌ガス流量のみスケールアップさせた。また,用いたモデル内のパラメータについては前報8)と同様とした。撹拌ガス流量については,ラボと実機仮想計算の撹拌動力密度を同程度になるよう決定した。さらに,仮想計算ではラボ実験と同様にメタル-スラグ反応開始後30 minの時点で0.04 mass%相当のAlを溶鋼中に添加するものとして計算に与えた。
| Lab-scale calculation | Actual-scale calculation | |
|---|---|---|
| Weight of molten steel (kg) | 30 | 200,000 |
| Weight of slag (kg) | 2 | 2,000 |
| Ar stirring gas flow rate (NI/min) | 2 | 1,500 |
| Bath diameter (m) | 0.18 | 3 |
初めに,ラボ実験の条件に基づき計算を行い,実験結果との比較を行った。フラックスAの場合の鋼中T.Mg濃度および介在物中平均MgO濃度の比較結果をFig.8に示す。計算結果は実験結果と概ね対応する結果であった。また,4・1で作成した介在物相安定図上にフラックスA~Dにおける鋼中溶存Mg濃度とAl濃度の計算変化を載せたものをFig.9に示す。実験結果より得られた鋼中T.Mg濃度に比べて,計算より得られた鋼中溶存Mg濃度の方が実際の介在物組成推移とより近い傾向を示す結果であった。以上から本モデルにより実験結果を再現できることが確認できたため,Table 3に示した仮想の実機条件にて計算を行った。フラックスAの適用を想定した仮想実機条件における計算結果をFig.10に示す。4・1で作成した介在物相安定図にモデル計算結果を記載し,ラボと実機仮想条件における計算結果を比較した。尚,反応速度モデルでは鋼中溶存Mg濃度を計算可能なため,ここでは得られた鋼中溶存Mg濃度を記載した。ラボ条件における計算結果は,実験結果と同様の傾向であり,最終的にMgO・Al2O3系介在物が安定な結果であった。一方,実機仮想計算においては,Al添加前後で鋼中Mg濃度の増加が抑制されており,殆どの時間においてMgO・Al2O3の安定生成領域外であった。この結果より,実機スケールではAl添加の遅延化がスピネル系介在物に対して有効であるものと考えられる。

Calculation results of the changes in total Mg content in steel and average MgO content in inclusions compared with the experimental results in case of flux A.

Calculation results of the changes in soluble Mg and Al contents in molten steel with laboratory and actual scale conditions in cases of flux A, B, C and D. (Online version in color.)
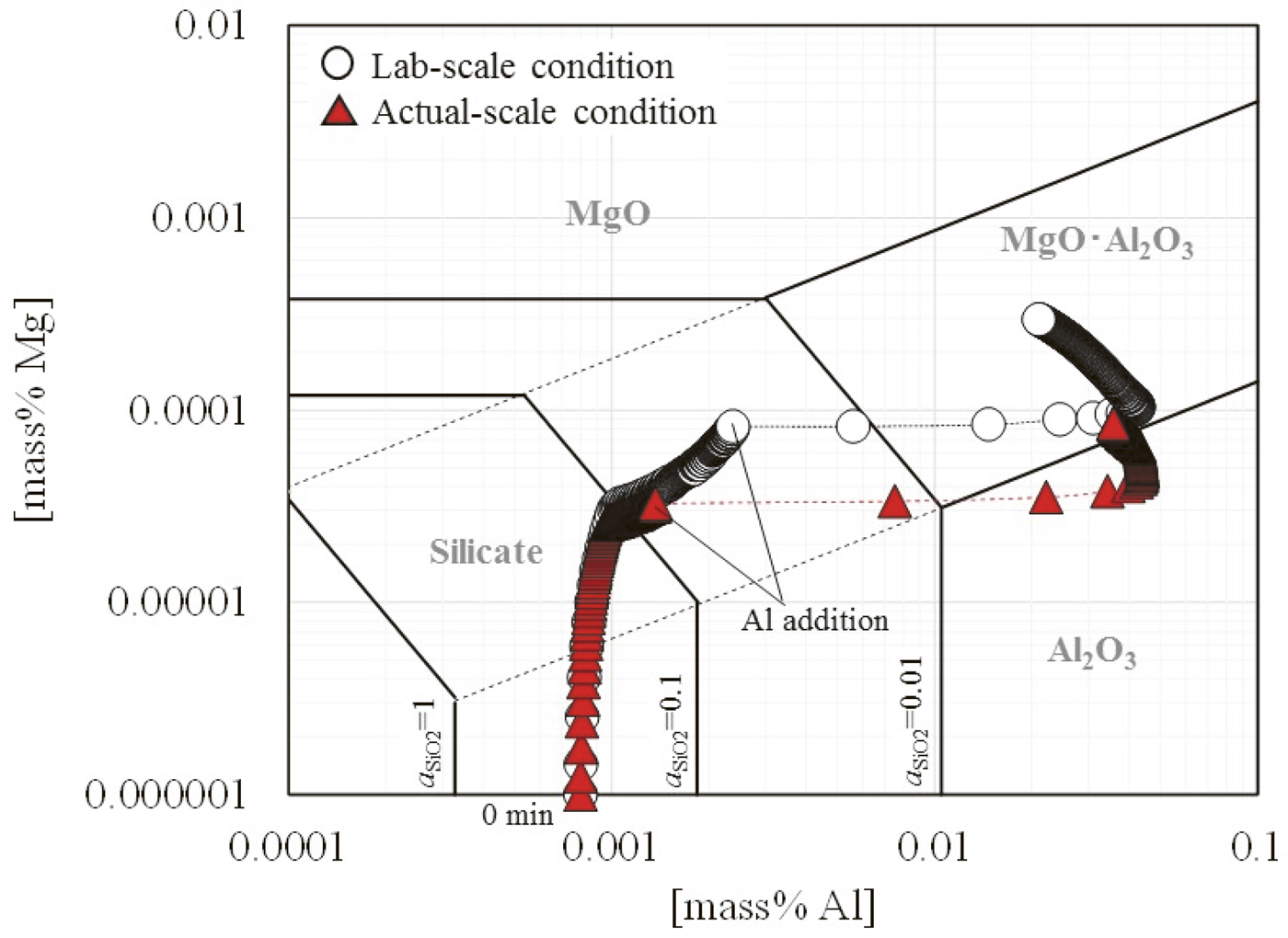
Calculation results of the changes in Mg and Al contents in molten steel with laboratory and actual scale conditions in case of flux A. (Online version in color.)
さらに,この反応速度モデル計算により,実機スケールにおけるスラグ組成およびAl添加タイミングの介在物組成に対する影響を評価した。Fig.11およびFig.12に実機スケールにおけるスラグ組成およびAl添加タイミングを変化させた際の,モデル計算結果を示す。Fig.10と同様に,相安定図上に計算結果を記載した。スラグ組成影響評価に際しては,ラボ実験で使用したフラックスAおよびDの適用を想定して計算に与えた。フラックスDを用いた場合,フラックスAと比べて,鋼中Mg濃度の増加が抑制されており,Al2O3安定領域に位置する結果であった。また,Al添加タイミングの影響について,Alを初期から添加した条件と比較を行った。初期からAlを添加した場合,フラックス添加30分後にAlを添加した場合と比べて,鋼中Mg濃度の増加が速く,最終的にMgO・Al2O3が安定な結果であった。以上の反応速度モデル計算による検討結果から,実機スケールにおいてスピネル系介在物抑制のためには,スラグ組成制御に加え,Al途中添加が有効である可能性が示唆された。

Calculation results of the changes in Mg and Al contents in molten steel in cases of flux A and D. (Online version in color.)

Calculation results of the changes in Mg and Al contents in molten steel 0 min and 30 min after Al addition in case of flux A. (Online version in color.)
これら検討結果を検証するため,実機の軸受鋼製造プロセスにおいて試験を実施した。すなわち,転炉→二次精錬(LF→RH)→連続鋳造の製鋼プロセスにおいて,LFスラグの組成変更(低CaO/SiO2・低CaO/Al2O3化),およびLFでのAl添加タイミングを処理開始時から処理途中に変更した。その結果,LF処理終了時において,鋼中T.Mg濃度は従来材に比べて約1/2に減少し,スピネル系介在物は殆ど観察されなかった。以上から,スピネル系介在物抑制に対する,スラグ組成適正化およびAl途中添加の妥当性が確認された。
高炭素鋼中におけるMgO・Al2O3スピネル系介在物生成の抑制のため,Al未脱酸溶鋼とスラグ反応における介在物組成変化,およびAl途中添加の介在物組成に対する影響を,ラボスケールにおける溶鋼-スラグ反応実験,および実機スケールを想定した仮想計算により評価した。
(1)ラボスケールにおける溶鋼-スラグ反応実験の結果,Al添加前は介在物中MgO平均濃度が10 mass%以下であり,スピネル系介在物は殆ど見られなかった。Al添加後は,介在物中MgO平均濃度が急激に増加し,スピネル介在物が生成する結果であった。一方,Al添加前後ともに,スラグ組成の介在物組成への影響は大きく,最終スラグ組成がCaO/SiO2=3.5かつCaO/Al2O3=0.8のとき,CaO/SiO2=6.7かつCaO/Al2O3=2.3のスラグ条件時と比較すると,介在物中MgO平均濃度は,Al添加前は約1/5,Al添加後は約1/7と低位な結果であった。
(2)実機スケールにてAl添加の途中添加効果を評価するため,反応速度モデルを用いた仮想計算を行った。その結果,ラボ実験条件よりも実機条件の方が,鋼中Mg濃度の増加速度が遅く,ラボ実験よりもAlの途中添加がスピネル系介在物の抑制に対し有効であることが示唆された。また,これらの結果にもとづき,実際の操業プロセスにて,LFにおけるスラグ組成およびAl添加タイミングを変更した結果,LF処理終了時における鋼中T.Mg濃度およびスピネル系介在物の減少が確認された。