Mechanical Properties
Effect of Neodymium Content on Creep Properties of 9Cr-3Co-3W-Nd-B Steel
2022 Volume 108 Issue 5 Pages 325-333
Details
2022 Volume 108 Issue 5 Pages 325-333
The effects of the neodymium content on the creep properties and metallographic structure of 9Cr-3Co-3W-Nd-B steel were investigated. Neodymium had a mild effect on the creep rupture strength at contents up to 0.056 mass%. This suggested that the effects of neodymium compounds and solid-dissolved neodymium were minimal in the microstructures and uniformly creep-deformed parts after normalizing and tempering heat treatment. On the other hand, the reduction of area after creep rupture was improved by the addition of neodymium. Creep rupture occurred at the prior austenite grain boundaries on steel without neodymium. Therefore, neodymium conclusively adhered to the segregated sulfur at the prior austenite grain boundaries to suppress the formation of creep cracks.
ASME Gr. 91鋼に代表される9Crフェライト系耐熱鋼は超々臨界圧火力発電所のボイラ用材料として広く使用されているが,溶接継手の溶接熱影響部(Heat-Affected Zone,HAZ)におけるクリープ強度低下が課題となっている1–4)。また最近ではASME Gr.92鋼の長時間使用後のクリープ破断延性の低下が報告された5)。9Cr-3Co-3W-Nd-B鋼はこれら従来の9Cr系耐熱鋼の課題である長時間の溶接継手のクリープ強度やクリープ破断延性を改善した耐熱鋼として開発された6)。9Cr-3Co-3W-Nd-B鋼の溶接継手の優れた長時間クリープ強度はボロンと窒素の添加量を調整すること,および従来鋼に比較して粗大な旧オーステナイト粒とすることで溶接後熱処理後の粒界析出物量を維持することにより達成している7)。また,優れたクリープ破断延性はネオジムを添加することで旧オーステナイト粒界に偏析する硫黄をネオジム硫化物として固着することで達成している。
ところで,ネオジムは希土類永久磁石であるネオジム磁石として様々な分野で活用されているが,耐熱鋼に活用され実用化された例は少ない。研究としては,例えば9Cr-3Co-3W-Nd-B鋼の開発のきっかけの一つでもある0.1C-11Cr-3W-3Co-V-Nb-Ta-Nd-N鋼において,1200°C以上の高温でNdNが析出し溶接継手のクリープ強度を向上させる効果を有するとの報告や8),0.03 mass%のネオジムを添加した11Cr系鋼の焼きならし,焼戻し材において,Nd炭窒化物や金属間化合物中のネオジムが確認された報告がある9)。また,1.25Cr鋼にネオジムを添加してクリープ破断延性を改善した研究や10),304系ステンレス鋼に添加して同じくクリープ破断延性を改善した研究11)なども挙げられる。
このように数少ない研究例の中で9Cr-3Co-3W-Nd-B鋼は実用耐熱鋼としてネオジムが添加された初めての耐熱鋼である。本論文では,本鋼のクリープ特性を含む機械的性質や金属組織に与えるネオジム含有量の影響を述べる。ASME Code Case 2839において本鋼のネオジムの量は0.010-0.060 mass% と規定されており,本研究ではこの範囲におけるネオジム添加量の影響を調査した。
実験室の真空溶解炉にてネオジム含有量を変化させた9Cr-3Co-3W-Nd-B鋼を溶製し,熱間鍛造,熱間圧延により厚さ15 mmの鋼板を製造した。得られた鋼板にASME Code Case 2839に従って1070°C~1170°Cでの焼きならし熱処理と750°C~790°Cでの焼戻し熱処理を施し供試材とした。供試材の化学組成分析値をTable 1に示す。本研究の狙い通り,ネオジム含有量を0.015 mass%,0.056 mass%に変化させたB鋼およびC鋼に加え,比較としてネオジムを添加しないA鋼が製造できていることを確認した。金属組織観察には,光学顕微鏡,走査型電子顕微鏡(Scanning Electron Microscope,SEM),透過型電子顕微鏡(Transmission Electron Microscope,TEM)を用いた。光学顕微鏡観察はビレラ液で腐食した材料を対象に実施した。電子顕微鏡観察時の加速電圧はそれぞれ25 kV,200 kVとした。電子後方散乱回折(Electron Backscatter Diffraction Patterns,以下EBSD)法を用いて結晶方位マップを取得した。EBSDデータ解析にはTSLソリューションズ社のOIM Analysis 6を用いた。また,得られたEBSDデータからHataらが開発した旧オーステナイト再構築ソフト12)を用いてマルテンサイト変態前のオーステナイト粒を再構築した。供試材の析出物の量を分析するべく,10%アセチルアセトン-1%テトラメチルアンモニウムクロライド-メタノール溶液で母相を電気分解し,抽出された残渣に対し高周波誘導結合プラズマ発光分光分析を実施した。圧し込み荷重10 kgfの室温におけるビッカース硬さを5点測定し,平均値を算出して供試材の機械的性質を評価した。600°Cおよび650°Cで110 MPa~200 MPaのクリープ破断試験によりクリープ特性を評価した。
| Steels | C | Si | Mn | P | S | Cr | W | Co | Ni | V | Nb+Ta | Nd | B | Sol.Al | N | O |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | 0.07 | 0.25 | 0.51 | 0.014 | 0.001 | 9.06 | 3.0 | 3.03 | 0.10 | 0.18 | 0.08 | <0.001 | 0.010 | 0.003 | 0.011 | 0.0080 |
| B | 0.08 | 0.22 | 0.51 | 0.015 | 0.001 | 8.95 | 3.0 | 2.98 | 0.10 | 0.19 | 0.08 | 0.015 | 0.010 | 0.005 | 0.011 | 0.0050 |
| C | 0.08 | 0.25 | 0.52 | 0.014 | 0.001 | 9.00 | 3.0 | 2.99 | 0.10 | 0.20 | 0.08 | 0.056 | 0.009 | 0.010 | 0.010 | <0.001 |
供試材の肉厚中央部の光学顕微鏡観察組織と,それぞれのビッカース硬さ測定の5点平均値を,Fig.1に示す。いずれの鋼も典型的なラスマルテンサイト組織であり,観察範囲内でデルタフェライトは確認されない。ビッカース硬さは237~241であり,ビッカース硬さに与えるネオジム含有量の影響はほぼない。

Optical microstructures and Vickers hardness of tempered steels (a) A, (b) B, and (c) C.
次に,供試材の結晶粒径を調査するべくSEM-EBSD法により金属組織を確認した。供試材のSEM-EBSD測定後の結晶方位マップと,結晶方位マップからオーステナイト再構築法によりマルテンサイト変態前のオーステナイト粒に再構築したマップを,Fig.2に示す。黒線は隣接ピクセル間の結晶方位の角度差が15°以上の大角粒界,すなわち,測定ままの結晶方位マップにおいてはおおよそのブロック境界,パケット境界および旧オーステナイト粒界を,再構築マップにおいてはおおよそのオーステナイト粒界を表している。旧オーステナイト粒はいずれの供試材も観察範囲内で均一な大きさであり,ネオジム含有量によらず300 μm前後で同等である。旧オーステナイト粒が形成される焼きならし熱処理の条件はいずれも同じである。したがって,旧オーステナイト粒径に与えるネオジムの影響は小さい。

Crystal orientation maps of the (a) martensite phase and (b) reconstructed prior austenite phase in tempered steels A, B, and C.
供試材の析出物を確認するために実施した抽出残渣分析の結果を,Fig.3に示す。残渣の全量はB鋼がわずかに多いものの,いずれの残渣の構成元素量も同様である。残渣中の元素はクロムが最も多く,鉄,タングステン,ニオブ+タンタル,バナジウムの順に少ない。また,ネオジムを添加しているB鋼およびC鋼には僅かにネオジムの残渣が確認できる。残渣の種類を考察するために,Thermo-Calc13)により各相の平衡相分率の温度変化を計算した。Thermo-Calcのバージョンは2020a,データベースはFE6,計算した化学組成の全量を1 molとし,鉄やクロムなどの主要元素を選択して計算した。ネオジムは熱力学データベースがなく計算組成に含んでいない。計算結果をFig.4に示す。BCC相は1230°C~1490°Cと860°C以下で安定であり,焼きならし温度範囲である1070°C~1170°Cにおいてデルタフェライトは生成しないと推定される。焼きならし温度においては母相のFCC相に加えBNと(Nb,Ta)Cが平衡相である。また,焼戻し温度である750°C~790°Cにおいては,母相のBCC相に加えて,(Nb,Ta)C,VN,BN,M6C,M23C6,Laves相が平衡相である。したがって,焼きならし熱処理および焼戻し熱処理によって,(Nb,Ta)C,VN,BN,M6C,M23C6,Laves相の析出が示唆され,Fig.3の残渣はこれらの析出物に起因して検出されたと推定される。

Quantitative analysis of the extracted residue from tempered steels A, B, and C.

Phase fractions of the Fe-9Cr-3Co-3W-B system as a function of temperature calculated by Thermo-Calc: (a) entire range of phase fraction, (b) phase fraction < 0.05, and (c) phase fraction < 0.0020.
一方,ネオジム量については,ネオジムを含有しないA鋼では検出されず,B鋼,C鋼のネオジム量はそれぞれ0.017 mass%,0.019 mass%であった。Table 1に示すネオジム量と比較すると,B鋼の残渣中のネオジム量の方が0.002 mass%多い結果であったが,これを測定誤差として捉えると,B鋼においてはネオジムのほぼ全量が化合物として存在していることとなる。一方C鋼では,Table 1の0.056 mass%に対して残渣中のネオジム量は0.019 mass%であり,半分以上は固溶していることを示唆する。ネオジムが熱処理中に析出物の構成元素となるかはFig.4からは判断できないが,融点に近い高温において酸化物や硫化物として存在する可能性がある。ネオジムの酸化物や硫化物の生成自由エネルギーは公知文献では見つからないが,ネオジムと同じレアアースであるセリウムの酸化物の生成自由エネルギーは本鋼の計算上での融点である1380°C以上でカルシウム,ベリリウムに次いで低く,硫化物のそれは文献に掲載されている元素の中で最も低い14)。セリウムはネオジムとは異なる元素であるが,同じレアアースとしてこれらの自由エネルギーが同等と仮定すると,ネオジムの化合物は鋼の溶製時に酸化物や硫化物として生成し,残渣として検出された可能性がある。また,Shenらが報告しているように,Nd炭窒化物に含有されている可能性もある9)。
3・2 クリープ特性本研究で得られたA~C鋼の600°Cと650°Cでのクリープ破断試験結果を,これまでに得られている本鋼の500時間以上のデータを用いてLarson-Millerパラメータで回帰した平均強度線(実線)および95%信頼下限線(破線)と合わせてFig.5に示す。いずれの破断データも95%信頼下限線以上のクリープ強度を示す。また,クリープ破断時間に及ぼすネオジム添加量の影響は小さい。すなわち,B鋼やC鋼においてはネオジムの化合物が,C鋼においてはこれに加えて母相に固溶するネオジムが存在すると推定されるが,いずれもクリープ破断強度に対してほとんど影響を与えないことがわかる。クリープ破断伸びと破断時間の関係を,Fig.6に示す。クリープ破断伸びはどの供試材においても10~30%を示すが,クリープ時間が長くなるにしたがって低下する傾向にある。ネオジムが添加されていないA鋼では,B鋼やC鋼に比べて破断伸びがやや小さい傾向を示すものの,その関係性は明瞭ではない。クリープ破断絞りと破断時間の関係を,Fig.7に示す。ネオジムを添加していないA鋼は長時間になるにしたがってクリープ破断絞りの低下が認められる。同じ条件である650°C,140 MPaのクリープ破断絞りを比較すると,A鋼では33%程度であるがネオジムを0.015 mass%を添加したB鋼や0.056 mass%を添加したC鋼では,75%以上の高い値を示す。また,C鋼においては30000時間を超えても50%以上の高いクリープ破断絞りを示す。したがって,本鋼においてネオジムは,ASME管理値の範囲内であればその添加量が少なくても破断延性を向上させる効果があるといえる。

Creep rupture strengths of steels A, B, and C at 600 °C and 650 °C. The solid and dashed lines represent the average strengths and 95% confidence limits of 9Cr-3Co-3W-Nd-B steel, respectively.

Rupture elongations as a function of the rupture time in steels A, B, and C at 600 °C and 650 °C.

Area reduction as a function of the rupture time in steels A, B, and C at 600 °C and 650 °C.
供試材のクリープ条件650°C,140 MPaにおけるクリープカーブを,Fig.8に示す。破断時間はネオジムを含有しないA鋼が最も長く,0.056 mass%のネオジムを含有するC鋼が最も短いが,その差は大きいものではない。一方,破断伸びはA鋼が13%に対して,ネオジムを含有したB鋼およびC鋼は23%前後である。Fig.8 (a)の図中に示す通り,クリープ破断絞りについてもネオジムを含有しないA鋼が33%に対して,ネオジムを含有するB鋼,C鋼はそれぞれ75%,89%と高値である。クリープ速度を比較すると,3鋼種とも同様のクリープカーブを示し,最小クリープ速度はいずれもおおむね1×10-6(/h)である。Fig.8(c)のクリープ速度-クリープひずみ曲線から,B鋼が破断直前までひずみ速度が大きくなり破断しているのに対し,A鋼やC鋼は加速クリープ域から急激なひずみ速度の増加の後に破断に至っている。

Creep curves tested in steels A, B and C at 650 °C under a stress of 140 MPa: (a) time-strain curves, (b) time-creep strain rate curves, and (c) strain-creep strain rate curves.
前項で示したとおり,クリープ破断時間や最小クリープ速度に与えるネオジム含有量の影響は小さく,その一方で,クリープ破断延性には影響していることが示唆された。ここでは,破断時間が最も長く,クリープ破断絞りに相違が認められたA鋼およびC鋼の600°C,180 MPaのクリープ破断試験片の金属組織を観察し,ネオジム含有量とクリープ特性との関係を考察する。
ネオジムを含有しないA鋼のクリープ破断時間は31636時間で,クリープ破断伸びおよび絞りはそれぞれ11%,26%である。0.056 mass%のネオジムを含有するC鋼のクリープ破断時間は34750時間で,クリープ破断伸びおよび絞りはそれぞれ12%,54%である。クリープ破断試験片平行部断面の光学顕微鏡観察組織をFig.9に,TEM観察組織をFig.10にそれぞれ示す。Fig.9において水平方向が応力負荷方向であり,Fig.9とFig.10の両方において観察位置は破断部からおおよそ10mmの位置である。平行部ではA鋼,C鋼のいずれの試料においても,30000時間を超すクリープ変形を経験した後であるにもかかわらずマルテンサイト組織の外形的変化は認められない。また,ラス組織はアスペクト比の大きな板状の形状を維持している。Fig.10とは別視野における析出物の電子回折図形とEDS点分析結果を,Fig.11およびFig.12に示す。いずれもラス境界にはM23C6とLaves相が存在し,それらによるラス境界の被覆率は高い。また,ラス内部にM23C6が確認される領域も存在する。以上のような組織的な特徴は,A鋼とC鋼で共通しており,このことからマルテンサイト組織や析出物の粗大化や形態に与えるネオジム添加の影響は小さいといえる。また,Shenらが報告しているNd炭窒化物9)は,ネオジムを含有するC鋼において観察範囲内では認められなかった。

Optical microstructures of the gauge portion after creep tests at 600 °C under a stress of 180 MPa in steels (a) A and (b) C. The loading direction is horizontal and the observation position is at least 10 mm away from the sample.
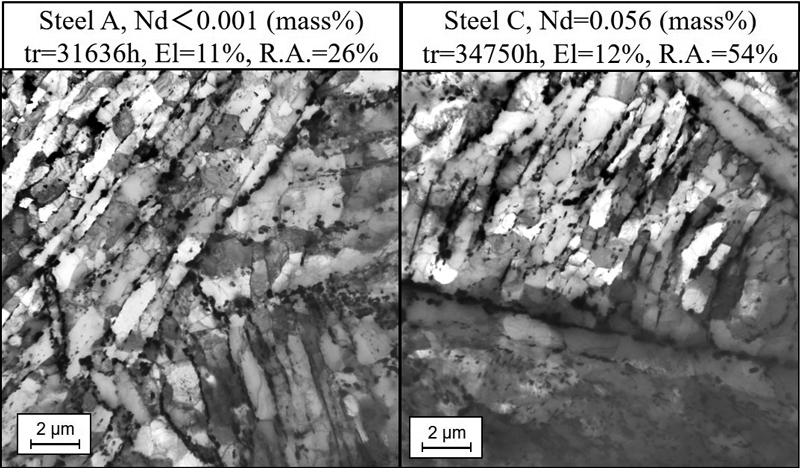
TEM bright-field images of the gauge portion after creep tests at 600 °C under a stress of 180 MPa in steels (a) A and (b) C. The observation position is at least 10 mm away from the sample.

(a) TEM bright-field image, (b),(c) diffraction patterns of the Laves phase and M23C6 carbides, and (d),(e) EDS analysis of the Laves phase and M23C6 carbides after creep tests at 600 °C under a stress of 180 MPa in steel A.

(a) TEM bright-field image, (b),(c) diffraction patterns of the Laves phase and M23C6 carbides, and (d),(e) EDS analysis of the Laves phase and M23C6 carbides after creep tests at 600 °C under a stress of 180 MPa in steel C.
一方で,クリープ破断絞りには明確な相違がみられたため,次にクリープ破断試験片の破断部近傍の金属組織を比較する。Fig.13に,(a)A鋼と(b)B鋼のクリープ破断試験片の破断部近傍断面における低倍率と高倍率の光学顕微鏡観察組織を示す。クリープ破断絞りが小さいA鋼の破面近傍には多くの亀裂が観察される。また,破壊を生じさせた主亀裂に沿ってマルテンサイト組織を確認すると,荷重負荷方向に対して組織が伸長している様子は認められない。一方で,ネオジムを含有するC鋼では,破面近傍での亀裂の発生頻度は高くなく,また,マルテンサイト組織が荷重負荷方向に対して伸長していることがわかる。次に,A鋼とC鋼の破断部近傍における結晶方位マップと,旧オーステナイト粒再構築した結晶方位マップを,Fig.14にそれぞれ示す。A鋼では,紙面水平方向である荷重負荷方向に対して概ね垂直な旧オーステナイト粒界において,クリープ変形で生じたと推察されるクラックが観察される。また,破面近傍であるにもかかわらずマルテンサイト組織は保持されており,その形状に大きな変化は認められない。一方,C鋼では,粒界上のクラックは認められず,数10 μmのクリープボイドが観察されるのみである。さらに,マルテンサイト組織は荷重負荷方向に大きく伸長しており,試験片が絞れるクリープ破断直前において延性的に変形していることが窺える。以上の組織観察の結果から,A鋼はC鋼に比べて延性に乏しい破断形態を示しており,旧オーステナイト粒界にて優先的にクラックを発生させ,それが連結することによって破断に至ったことが明らかとなった。このA鋼とC鋼における破断形態の違い,Fig.3でC鋼においてネオジム介在物が示されていること,およびNakashimaら10)やOkadaら11)が報告している通り粒界で硫黄がネオジムと結合し化合物を形成して粒界を清浄化していることを踏まえると,ネオジム介在物の生成により旧オーステナイト粒界に偏析する硫黄が減少し,クリープ破断延性を向上させた可能性が示唆される。

Optical microstructures of the near-rupture portion after creep tests at 600 °C under a stress of 180 MPa in steels (a) A and (b) C.

Crystal orientation maps after creep tests at 600 °C under a stress of 180 MPa in steels A and C: (a),(b) original martensite phase, and (c),(d) reconstructed prior austenite phase.
溶接継手のクリープ強度および母材のクリープ破断延性を改善した9Cr-3Co-3W-Nd-B鋼のクリープ特性と金属組織に与えるネオジム含有量の影響を調査した。ネオジムは0.056 mass%までの含有量においては,クリープ破断強度に与える影響は小さいことがわかった。これは,焼きならし,焼戻し熱処理後の金属組織やクリープ変形に対してネオジム化合物や固溶ネオジムの影響がほとんどないことと良く対応する。一方で,クリープ破断絞りはネオジムの含有量に関係なく破断絞りの向上に寄与する。ネオジムを含有しない鋼では,クラックが旧オーステナイト粒界で優先的に発生して連結することで,延性に乏しい破壊形態を示した。このことから,ネオジムによる旧オーステナイト粒界に偏析する硫黄の脱硫効果がクリープクラックの生成を抑制して破断延性を改善したと推察される。