Regular Article
Creep Rupture Strength and Phase Stability of the Austenite Phase for KA-SUS304J1HTB
2023 Volume 109 Issue 3 Pages 215-223
Details
2023 Volume 109 Issue 3 Pages 215-223
Metallurgical factor causing the heat-to-heat variation in creep rupture strength have been investigated for KA-SUS304J1HTB. In the long-term, there was a maximum difference of 3.5 times in creep rupture time between the heat with low creep strength and the heat with high creep strength. In the heat with low creep rupture strength, most of the creep voids occurred at the matrix/σ phase interface. Moreover, in the heat with low creep rupture strength, the area fraction of σ phase was larger than in the heat with high creep rupture strength. Considering that the difference in the area fraction of σ phase in each heat is related to the difference in phase stability of the austenite phase, the Md value in each heat was evaluated. The Md value is the parameter correlated with phase stability. The creep rupture time of each heat was correlated with the Md value. The smaller the Md value, the longer the creep rupture time. Therefore, the heat-to-heat variation in creep rupture strength is caused by the difference in the phase stability of each heat. In other words, in the heats with low phase stability, creep rupture strength is low because a large amount of σ phase precipitates during the creep test.
火SUS304J1HTB(ASME Code Case 2328)は,高温強度および耐食性に優れることから,超々臨界圧(USC)ボイラの伝熱管として多数適用されている。本鋼がUSCボイラに適用されてから20年以上経過しているプラントも存在するため,本鋼のクリープ破断強度を予測することは非常に重要である。
火SUS304J1HTBは,SUS304HをベースにCu,NbおよびNを適量添加した材料であり,従来のオーステナイト系ステンレス鋼よりも優れたクリープ強度を有している1–3)。この高強度化は,微細Cu相およびNb炭窒化物により析出強化されているためである。しかしながら最近の研究では,本鋼の高温,長時間側におけるクリープ破断強度は,低温,短時間側から予測される強度よりも低下することが報告された4,5)。そのため,本鋼のクリープ劣化に主眼を置いた研究が多数なされてきた4–10)。ただし,これらの報告例は1ヒートの試験結果より考察されているものであり,従来のオーステナイト系ステンレス鋼では,クリープ破断強度はヒートにより大きく異なることが報告されている11–13)。よって,本鋼のクリープ破断強度を予測するためには,本鋼のクリープ破断強度に及ぼすヒート間差の影響について調査する必要がある。
Hashimotoら14)は,火SUS304J1HTBのクリープ破断強度がヒートにより異なる要因は,固溶化熱処理後の固溶Nb量,クリープ中に析出する粒内Cu相および粒界M23C6の析出量の違いによるものと結論付けている。しかしながら,これら組織の違いだけでは,本鋼のクリープ破断強度の違いを説明することは困難であり,各ヒートのクリープ破断強度と化学組成およびミクロ組織の関係をより詳細に調査する必要がある。
そこで,本研究では複数の火SUS304J1HTBを用い,クリープ試験を実施し,クリープ破断強度に及ぼす化学組成およびミクロ組織の影響について調査した。
供試材は,固溶化熱処理を施した火SUS304J1HTBおよびASME Code Case 2328の6ヒート(Heat A~F)であり,その化学組成をTable 1に示す。 併せて,NIMS材15,16)および規格値17)の化学組成も示した。Heat A~Eに関しては,固溶化熱処理後の固溶Nb量を調査するため,抽出残差分析を実施した。固溶Nb量は,Table 1に示すNb量から抽出残差分析で測定されたNb量を差し引いた値とした。クリープ破断試験は700~750°C,50~170 MPaの条件で実施した。この温度条件は,NIMSのクリープデータシート15)で最も顕著に強度低下が生じていた温度域である。光学顕微鏡(OM:Optical Microscopy)および走査型電子顕微鏡(SEM:Scanning Electron Microscopy)を用い,クリープ破断後の試験片平行部に対してミクロ組織観察を実施した。その際,観察用のサンプルは次のように準備した。まず,試験片平行部が応力軸に平行となるように切断した。そして,表面をエメリー紙にて#2000まで湿式研磨した後,酸化物研磨懸濁液OP-Sにて鏡面に仕上げた。その後,塩酸エタノールで電解エッチングを施し,OM観察を実施した。SEM観察は鏡面仕上げの状態で実施した。SEM 観察ではECCI(Electron Channeling Contrast Imaging)法を適用した。ECCI法とは,電子チャネリングのコントラストにより,材料中の欠陥,サブバウンダリーなどを観察する技術である18,19)。ECCI法は,加速電圧20kV,WD(Working Distance):4~5 mmの条件で実施した。また,画像解析により粒界σ相の面積率および粒内Cu相の粒子径を求めた。σ相の像は1000倍,Cu相の像は30000倍にてそれぞれ3視野撮影し,各視野で求めた面積率および粒子径の平均値を,それぞれσ相の面積率およびCu相の粒子径とした。
| Heat / Standard | ST temperature (°C) | C | Si | Mn | P | S | Ni | Cr | N | Cu | Nb | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Heat A | 1150 | 0.08 | 0.22 | 0.78 | 0.029 | 0 | 8.84 | 18.35 | 0.11 | 3.01 | 0.49 | Bal. | |
| Heat B | 1150 | 0.09 | 0.20 | 0.79 | 0.030 | 0.001 | 8.72 | 18.35 | 0.11 | 2.95 | 0.42 | Bal. | |
| Heat C | Unkown | 0.078 | 0.17 | 0.61 | 0.02 | 0.0007 | 8.75 | 18.35 | 0.096 | 2.89 | 0.45 | Bal. | |
| Heat D | 1150 | 0.08 | 0.22 | 0.86 | 0.030 | 0 | 8.95 | 18.27 | 0.11 | 3.02 | 0.48 | Bal. | |
| Heat E | 1150 | 0.08 | 0.26 | 0.80 | 0.033 | 0.002 | 8.78 | 18.78 | 0.10 | 2.96 | 0.50 | Bal. | |
| Heat F | 1150 | 0.08 | 0.20 | 0.79 | 0.029 | 0 | 8.82 | 18.42 | 0.11 | 2.98 | 0.50 | Bal. | |
| ABQ (NIMS CDS No. M-11) | 1150 | 0.08 | 0.24 | 0.78 | 0.030 | 0.001 | 8.79 | 18.68 | 0.102 | 2.92 | 0.48 | Bal. | |
| KA-SUS304J1HTB | Max. | ― | 0.13 | 0.30 | 1.00 | 0.040 | 0.010 | 10.50 | 19.00 | 0.12 | 3.50 | 0.60 | Bal. |
| Min. | 1040 | 0.07 | ― | ― | ― | ― | 7.50 | 17.00 | 0.05 | 2.50 | 0.30 | ||
クリープ試験前の初期組織をFig.1に示す。いずれのヒートにおいても,結晶粒径は約20 μmであり,ほぼ同じであった。また,一部では粗大な未固溶のNbXが観察された6)。

Initial microstructures before creep test. (a) Heat A, (b) Heat B, (c) Heat C, (d) Heat D, (e) Heat E, (f) Heat F
Nbを含有するオーステナイト系ステンレス鋼では,母相中に固溶するNb量の増加に伴いクリープ破断強度は高くなることが報告されている20)。そのため,各ヒートの固溶Nb量を確認した。Heat A~Eの抽出残差分析結果,それを基に算出した固溶Nb量をTable 2に示す。各ヒートの抽出残差分析結果の違いに大きな差は認められないものの,素材に含有するNb量との差分から固溶Nb量を求めると,Heat Eの固溶Nb量は0.14 mass%と最も多く,Heat Bの固溶Nb量は0.07%と最も少なかった。
| Nb in chemical composition(mass%) | Nb in extracted residue(maas%) | Sol. Nb(mass%) | |
|---|---|---|---|
| Heat A | 0.49 | 0.37 | 0.12 |
| Heat B | 0.42 | 0.35 | 0.07 |
| Heat C | 0.45 | 0.33 | 0.12 |
| Heat D | 0.48 | 0.38 | 0.10 |
| Heat E | 0.50 | 0.36 | 0.14 |
700°Cおよび750°Cにおける各ヒートのクリープ破断強度をFig.2に示す。クリープ破断強度はヒートの違いにより異なり,いずれの温度においても長時間側ではHeat Bのクリープ破断強度が最も高く,Heat Eのクリープ破断強度が最も低かった。特に,750°CにおけるHeat BおよびHeat Eのクリープ破断時間を比較すると,短時間側(1000 h未満)では両者の破断時間はほとんど同じであったのに対し,長時間側(1000 h以上)では破断時間の差は最大3.5倍まで拡大した。この強度の違いは,Table 2に示す固溶Nb量の大小と一致せず,固溶Nb量のみでは本鋼のクリープ破断強度の違いを説明できないと考えられる。よって,固溶Nb以外の要因を調査するため,これ以降はクリープ試験後のミクロ組織を比較した。
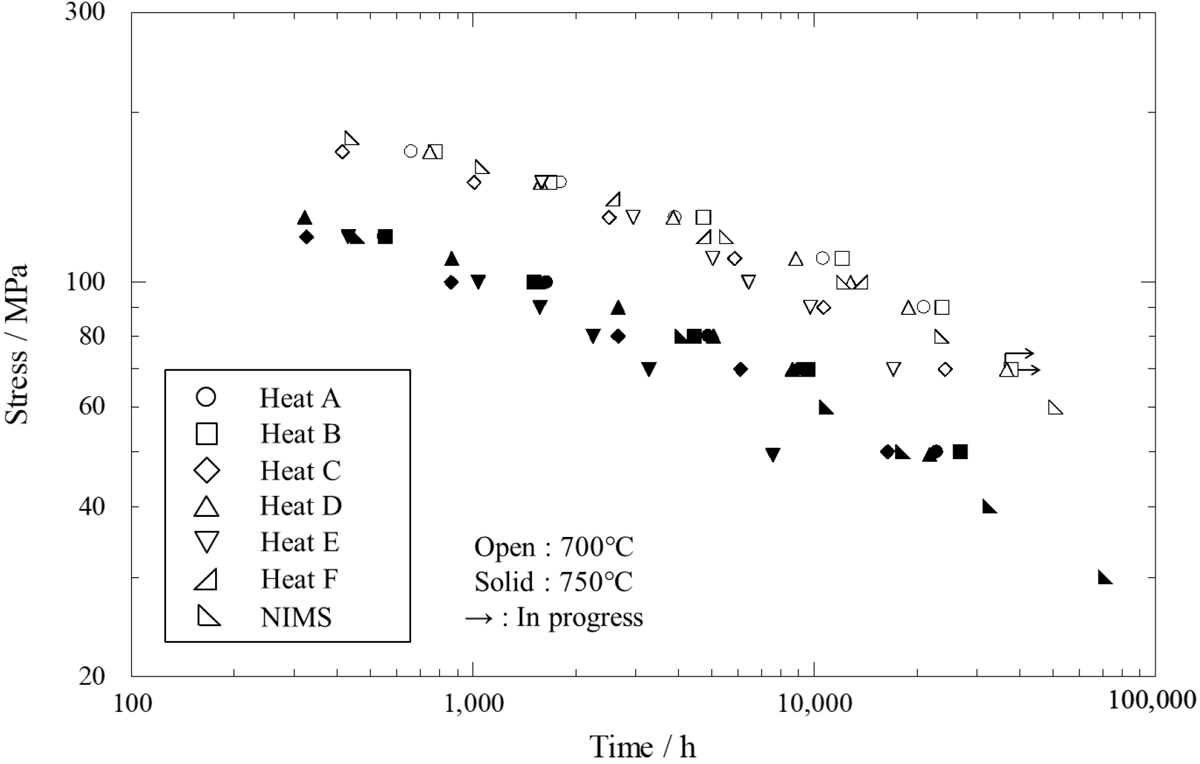
Creep rupture strength for KA-SUS304J1HTB.
1000 h未満の短時間試験において,Heat BおよびHeat Eのクリープ破断時間がほとんど同じであった理由を明らかにするため,破断材のミクロ組織観察を実施した。750°C,120 MPaクリープ破断材の結晶粒内のSEM観察結果をFig.3に示す。Fig.3(a)はHeat Bの結晶粒内を,Fig.3(b)はHeat Eの結晶粒内をECCI法で観察した結果である。また,Fig.3(c)および(d)は,それぞれFig.3(a)および(b)の白黒反転像である。ECCI上で観察される微細な白い粒子はCu相,線状に観察されるものは転位である8)。また,SEM写真から定量したCu相の面積率および粒子径をFig.3に併せて示した。ECCI上において,Heat BおよびHeat Eともに微細なCu相が転位をピン止めしている様子が観察された。また,両者のCu相の面積率および粒子径に有意な差は認められなかったことから,両者のCu相による析出強化は同程度であると考えられる。

ECC images of grain interior ruptured at 750°C, 120 MPa. (a), (c) Heat B tr = 530.4 h, (b), (e) Heat E tr = 429.9 h.
次に,Heat BおよびHeat Eの粒界近傍のSEM観察結果をFig.4に示す。Fig.4(c)および(d)は,それぞれFig.4(a)および(b)の拡大像である。粒界上に観察される黒色および白色の析出物は,それぞれM23C6およびCu相である。一方,粒内に白色で観察される微細な析出物および粗大な析出物は,それぞれCu相およびNbXである8)。Heat Eの一部の粒界では,σ相が観察された。いずれのヒートにおいても,粒界近傍では回復サブグレイン組織が発達しており,サブグレイン内では転位はほとんど観察されなかった。

ECC images of grain boundary ruptured at 750°C, 120 MPa. (a), (c) Heat B tr = 530.4 h, (b), (e) Heat E tr = 429.9 h
以上,Fig.3およびFig.4の結果から,Heat BおよびHeat Eともに結晶粒内ではCu相により析出強化されているものの,粒界近傍ではサブグレインなどの組織回復が優先的に生じていた。この組織変化は,本鋼の短時間側でのクリープ劣化時に観察される組織変化と一致していた7)。よって,短時間試験においてHeat BおよびHeat Eのクリープ破断時間がほとんど同じであった理由は,粒界近傍では両者ともにクリープ劣化をもたらす回復サブグレイン組織が形成されるためだと考えられる。
3・3・2 長時間側(1000 h以上)でのミクロ組織変化次に,Heat BおよびHeat Eのクリープ破断時間に差が確認された750°C,70 MPaクリープ破断材の組織観察を実施した。破断材のOM観察結果をFig.5に示す。図中に矢印で示す析出物はσ相である。Heat Eでは,Heat Bの1/3程度の試験時間にも関わらず,多量のσ相が析出していた。また,Heat Eで観察されるクリープボイドの多くは,母相/σ相の界面で発生していることがわかる。著者らは,火SUS304J1HTBの内圧クリープ試験を実施し,破壊の起点は母相/σ相の界面で生じることを明らかにしている8)。よって,Heat BとHeat Eではσ相の析出量が異なるため,クリープ破断時間に差が生じた可能性がある。しかしながら,Fig.5に示すミクロ組織観察結果では,Heat BとHeat Eの破断時間が異なるため,σ相の析出速度を比較できない。よってこれ以降では,試験応力は異なるものの,約3000 hで破断した試験片を用いてミクロ組織を比較した。

OM images of specimens ruptured at 750°C, 70 MPa. (a) Heat B tr = 9553.4 h, (b) Heat E tr = 3272.5 h
Fig.6に約3000 hで破断したHeat BおよびHeat EのSEM観察結果を示す。図中に矢印で示す析出物はσ相である。試験時間はほぼ同じであるにも関わらず,Heat Eのσ相の析出量はHeat Bに比べて多かった。また,Fig.5の結果と同様,クリープボイドは母相/σ相の界面で発生していた。

ECC images of specimens ruptured at about 3000 h. (a) Heat B t r= 9553.4 h, (b) Heat E tr = 3272.5 h
次に,結晶粒界および結晶粒内に着目したSEM観察結果をFig.7に示す。Fig.7(b)に示すHeat Eでは,粒界上に観察されるM23C6がFig.7(a)に示すHeat Bに比べ少なかった。火SUS304J1HTBではσ相の析出・粗大化に伴い,M23C6が消失すると報告されている4,5)。そのため,粒界上にσ相の観察されたHeat Eでは,Heat Bに比べM23C6が少なかったと考えられる。Fig.7(c)および(d)はそれぞれHeat BおよびHeat Eの結晶粒内のSEM観察結果である。図中にはSEM写真から定量したCu相の面積率および粒子径を併せて示した。Fig.3の結果と同様,いずれのヒートにおいてもCu相の面積率は2%程度であった。またCu相の粒子径においても有意な差は認められなかった。このように,結晶粒内ではHeat BとHeat Eの組織にほとんど違いは認められなかったのに対し,結晶粒界近傍ではHeat Eのσ相の析出量はHeat Bに比べ多かった。そこで,σ相の析出量とクリープ破断強度の関係を明らかにするため,750°Cで破断したHeat B,Heat CおよびHeat Eのσ相の面積率を定量化した。その結果をFig.8に示す。いずれのヒートにおいても,σ相の面積率は試験時間に伴い増加した。Heat E,Heat C,Heat Bの順にσ相の析出速度は速く,σ相の面積率は大きかった。この傾向は,Fig.2に示すクリープ破断強度の違いと一致した。このことから,各ヒートのクリープ破断強度の違いは,σ相の析出量のみではなく,σ相の析出速度とも関係していると考えられる。
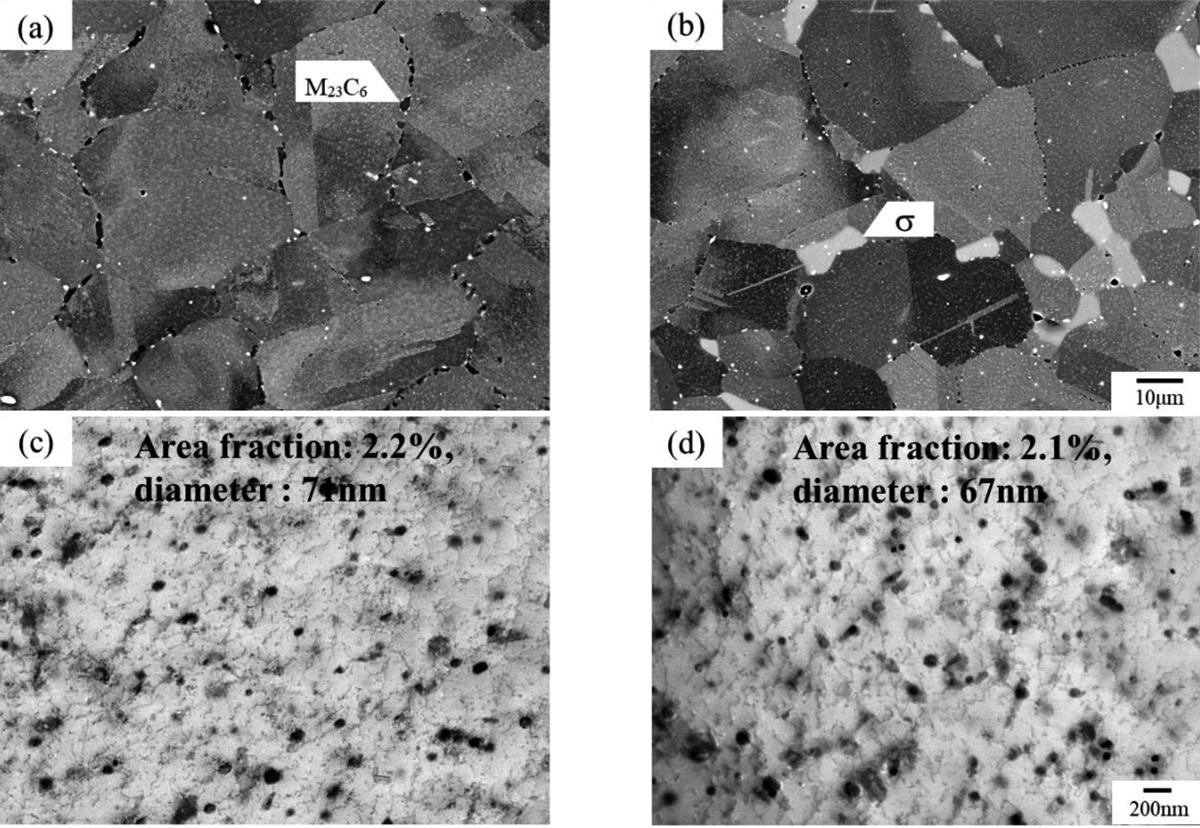
ECC images of specimens ruptured at about 3000 h. (a), (c) Heat B tr = 4443.5 h, (b), (e) Heat E tr = 3272.5 h

Change in area fraction of σ phase during creep exposure.
前節では,ヒートによりσ相の析出速度および面積率が異なることを明らかにした。σ相の析出速度は,母相中の固溶元素量により変化することが知られている21–24)。また,σ相の析出量の違いは,オーステナイト相の相安定性に起因する。そこで,Morinagaら25–31)から提案されている組成平均Md(Md)を用い,各ヒートにおけるオーステナイト相の相安定性を計算した。Morinagaらは,オーステナイト鋼および高Crフェライト鋼にMdを適用し,平衡状態においてσ相およびδフェライト相が生成するかを予測している。それらの報告によると,Mdの大きいオーステナイト鋼および高Crフェライト鋼では,それぞれσ相およびδフェライト相が析出し,かつ,その析出量は増加するに傾向にあった28,30)。Mdが大きいほど合金の相安定性は低いことを意味し,Mdは次式のように計算できる。
ここで,xiは合金元素iの原子分率(at%),(Md)iはi元素のd軌道エネルギーレベル(eV)である。各元素のMdは,オーステナイト相の値を用いた31)。
Mdを計算する際に注意が必要な点は,xiは母相(オーステナイト)中に固溶する合金元素量のみを用いなければならず,析出相に含まれる合金元素量を考慮しなければならない点である25)。そのため炭化物,窒化物およびCu相については,すでに析出が完了していると仮定し,xiを求める必要がある。火SUS304J1HTBでは,析出物としてM23C6,Cu相,NbX,NbCrNが存在することが長時間試験結果より明らかとなっている5)。また,Okadaは火SUS304J1HTBの長時間時効試験後のサンプルを用いて抽出残差分析を行い,合金元素が析出物として存在する量を定量的に求めている32)。その結果をTable 3に示す。例えばCrは,1.5 mass%が析出物として存在する。そのため,Mdを計算する際には,Table 1に示すCr量から1.5を減じたうえで,at%に換算した。なお,CuおよびCについては析出物として存在する量が不明なため,文献で報告されている固溶限を用いた33,34)。
| Element in extracted residue (maas%) | Solid solubility of each element in matrix. (maas%) | Ref. | |
|---|---|---|---|
| Cr | 1.5 | Cr-1.5 | 32) |
| N | 0.06 | N-0.06 | 32) |
| Nb | 0.4 | Nb-0.4 | 32) |
| Fe | 0.2 | Fe-0.2 | 32) |
| Cu | ― | 3.186-3093/T | 33) |
| C | ― | 5.4×103exp (−13400/T) +0.007 | 34) |
上記方法を用いて計算したMdとクリープ破断時間の関係をFig.9に示す。Fig.9(a)は750°C,Fig.9(b)は700°Cのクリープデータを用いて整理した結果である。図中にはNIMSおよびHashimotoらデータも併せて示した。σ相のほとんど析出しない短時間試験では,クリープ破断時間はMdに依らずほぼ同じであった。それに対し,σ相の析出する長時間試験では,Mdが小さいほどクリープ破断時間は長くなった。これは,長時間側での各ヒートのクリープ破断時間は各ヒートのオーステナイト相の相安定性と相関があることを意味する。すなわち,クリープ破断強度はσ相の析出量に依存すると推察される。
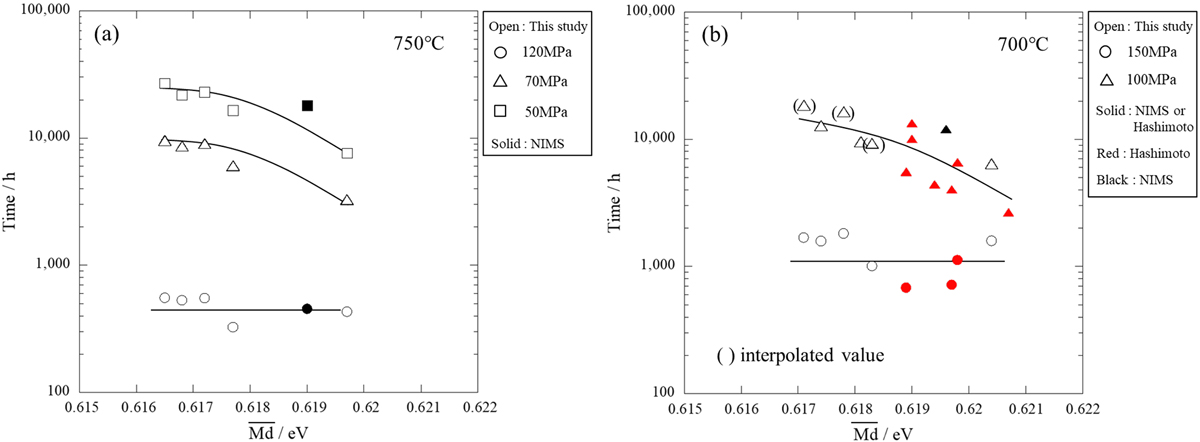
Relationship between Time to rupture and Md. (a) 750°C, (b) 700°C
前節では,クリープ破断強度とσ相の析出量の関係について考察した。しかしながら,各ヒートのクリープ破断強度はσ相の析出量のみではなく,σ相の析出速度にも依存しているとミクロ組織観察結果より考えられる。そこで,σ相の析出速度に及ぼす合金元素の影響について検討した。オーステナイト鋼ではMdの大きい領域は,(γ相+σ相)の二相安定領域となる29)。また,Mdが大きいほど,σ相の析出量は増加する28)。よってMdの大きいオーステナイト鋼では,σ相の析出前にオーステナイト相中に固溶する各合金元素の過飽和度は大きい。一般に,σ相析出促進元素の母相中への固溶量が増加すると,σ相の析出速度は速くなる21–24)。その理由をFig.10に模式図で示す。ここで,i元素はσ相析出促進元素とする。i元素の母相中への固溶量がXiIのとき,σ相析出の駆動力はΔGσ at xi=xiIとして表せる35)。i元素の母相中への固溶量がXiII(>XiI)に増加したとき,σ相析出の駆動力はΔGσ at xi=xiIIとなるため,σ相析出の駆動力は増加し,σ相の析出速度は速くなると考えられる。このように,母相中に固溶する元素の種類,量により,σ相の析出速度は変化するため,Fig.8ではヒートの違いによりσ相の析出速度が異なったと推察される。この析出速度の違いもクリープボイドの発生などの組織変化を促進させるため,クリープ破断強度に違いが生じたものと考えられる。

Change in driving force for precipitation with increasing a soluble element in matrix.
以上より,長時間側で火SUS304J1HTBのクリープ破断強度がヒートにより異なる要因は,ヒートによりオーステナイト相の相安定性が異なることに起因する。すなわち,オーステナイト相の相安定性が低いヒートでは,クリープ試験中のσ相の析出速度が速く,σ相の析出量も多いため,母相/σ相の界面でクリープボイドが発生し,早期に破断することがわかった。
火SUS304J1HTBのクリープ破断強度がヒートにより異なる要因を明らかにするため,各ヒートのクリープ破断強度と化学組成およびミクロ組織の関係を調査した。その結果,次の結論が得られた。
(1)700°Cおよび750°Cのクリープ破断強度はヒートにより異なった。いずれの温度においても長時間側ではHeat Bのクリープ破断強度が最も高く,Heat Eのクリープ破断強度が最も低かった。750°CにおけるHeat BおよびHeat Eのクリープ破断時間を比較すると,1000 h未満の短時間試験では破断時間はほとんど同じであったのに対し,1000 h以上の長時間試験では破断時間の差は最大3.5倍まで拡大した。
(2)クリープ破断時間がほとんど同じであった750°Cの短時間領域において,Heat BおよびHeat Eのミクロ組織を比較した。その結果,Heat BおよびHeat Eともに同様の組織変化が生じていた。すなわち,両者ともに結晶粒内ではCu相により析出強化されているものの,結晶粒界近傍ではクリープ劣化をもたらす回復サブグレイン組織が形成していた。
(3)クリープ破断時間に差が認められた750°Cの長時間領域において,約3000 h試験後のHeat BおよびHeat Eのミクロ組織を比較した。その結果,結晶粒内では両者のCu相による析出強化は同程度であった。一方,結晶粒界近傍ではHeat Eのσ相析出量はHeat Bに比べて多く,クリープボイドは主に母相/σ相の界面で発生していた。
(4)750°Cで破断したHeat B,Heat CおよびHeat Eのσ相の面積率を定量化した結果,Heat E,Heat C,Heat Bの順にσ相の析出速度は速く,σ相の面積率は大きかった。この傾向は,クリープ破断強度の違いと一致した。
(5)Mdを用い,各ヒートのオーステナイト相の相安定性を評価した結果,ヒートによりMdに差が認められ,この差とσ相の析出量の違いは一致した。また,σ相の析出する長時間試験では,各ヒートのクリープ破断時間とMdに相関が認められた。
以上より,火SUS304J1HTBのクリープ破断強度がヒートにより異なる要因は,ヒートによって合金の相安定性が異なることに起因する。すなわち,合金の相安定性が低いヒートでは,クリープ試験中のσ相の析出速度が速く,σ相の析出量も多いため,母相/σ相の界面でクリープボイドが発生し,クリープ破断強度が低下することを明らかにした。