Abstract
The warm V-bendabilities and hydrogen embrittlement properties of ultrahigh-strength Quenching and Partitioning (QP)-Transformation-Induced Plasticity (TRIP) steel sheets were investigated to apply the QP-TRIP steel sheets for automotive structural parts manufactured by cold or warm press forming. V-bending tests were carried out at a crosshead speed of 1 mm/min at V-bending temperatures of 25, 100 and 150°C using a hydraulic servo testing machine with a 88-degree V-punch (punch tip radius R = 2 mm, R/t0 = 1.7) and a V-dice (dice groove size l = 12 mm, dice shoulder diameter 0.8 mm) using V-bend specimens with dimensions of 5 mm width, 50 mm length and 1.2 mm thickness without and with hydrogen charging. Hydrogen charging was conducted by means of cathodic charging using a 3 wt% NaCl + 3 g/L NH4SCN solution at a current density of 10 A/m2 for 48 h before V-bending. The main results were obtained as follows.
(1) QP-A steel enabled to conduct V-bending at a V-bending temperature T = 25°C although the bending angle after unloading (θ2) was less than 90-degree.
(2) When V-bending tests were carried out at T = 100°C, QP-B, C, and E steels without hydrogen and QP-B steel with hydrogen charging enabled to conduct V-bending. In addition, QP-B steel was also possible to carry out the V-bending at T = 150°C. These results implied that the V-bending at warm temperatures can improve the V-bendabilities of the QP-TRIP steels.
1. 緒言
近年, 自動車の衝突安全性と車体軽量化を目的として,ピラーやバンパービームには引張強さTSが1470 MPa級のホットスタンプ部材が広く用いられている1)。将来的に1470 MPa級超高強度部材は冷間プレス成形することによって製造されると考えられるが,冷間プレス成形性の低下が問題となる。さらに,超高強度鋼板を冷間でプレス加工する際,成形後のスプリングバックが大きくなるため,スプリングバック2,3)の影響を考慮する必要がある。
第3世代AHSS(Advanced High Strength Steel)として,ベイナイト/マルテンサイト母相,および残留オーステナイトγR混合相としたQuenching & Partitioning(Q&P)鋼4)などが開発されている。Q&P鋼のように,残留オーステナイトγRを含む超高強度鋼板は,残留オーステナイトγRのひずみ誘起変態によってプレス成形性が向上することが報告されている。Kobayashiら5,6,7)は980 MPa超級のTRIP型ベイニティックフェライト(TBF)鋼,およびTRIP型マルテンサイト(TM)鋼の引張特性,およびプレス成形性を調査し,効果的な残留オーステナイトγRの変態誘起塑性により優れた延性,プレス成形性を示すことを報告した。また,残留オーステナイトγRはひずみ誘起変態の温度依存性によってその安定性が変化する。すなわち,25°Cから200°Cの範囲では,残留オーステナイトγRは安定化8,9)するため塑性変形後期に効果的にひずみ誘起変態し,延性,プレス成形性が向上する10)ことが知られている。Sugimotoら11)は低合金TRIP鋼板の引張特性に及ぼす試験温度の影響を調査し,試験温度が200°Cのときに全伸びがもっとも大きくなることを明らかにした。以上のように,低合金TRIP鋼板は温間でプレス加工することにより残留オーステナイトγRの効果的なTRIP効果が得られ,優れたプレス成形性が得られることが期待される。とくに,V曲げ加工は曲げ先端半径が小さく,V曲げ先端で大きな塑性変形をともなうが,低合金TRIP鋼板の場合,残留オーステナイトγRの効果的なTRIP効果によりV曲げ加工が可能12,13,14)であり,温間V曲げすることによってさらにV曲げ特性が向上すると期待される。しかし,TRIP型マルテンサイト(TM)鋼板と同様のベイナイト/マルテンサイト母相,および残留オーステナイトγR混合相とした1470 MPa級Quenching & Partitioning (QP) -TRIP鋼板の温間V曲げ特性,およびスプリングバックに関する研究は行われていない。
また,高強度鋼板は強度上昇にともなって水素脆化15,16)の発生が問題となる。Hojoらは母相をマルテンサイトとした1470 MPa級TRIP型マルテンサイト(TM)鋼板の水素チャージ後の引張試験を行い,TM鋼板は微細均一なマルテンサイト母相を有すること,および水素脆化することを明らかにした16)。また,張出し加工したTM鋼板に水素チャージすると水素脆化き裂を生じることを報告した17)。しかしながら,超高強度を有するQP-TRIP鋼16)板の温間V曲げ加工,およびV曲げ加工に及ぼす水素の影響に関する研究は十分に行われていない12,13,14)。
そこで,本研究ではQP-TRIP鋼板のV曲げ加工に及ぼす温間成形,および水素の影響を明らかにすることを目的として,温間V曲げ加工の検討を行った。
2. 実験方法
Table 1に0.2C-1.5Si-1.5Mn,mass%の化学組成を有するA鋼を基本鋼として,異なる合金元素を添加した6種類の冷延鋼板(板厚1.2 mm)の化学組成を示す。これらの鋼板はそれぞれの化学組成で溶解,鋳造後,板厚60 mmまで鍛造を行ったあと,1100°C×2 hに加熱して板厚30 mmまで熱間圧延して空冷した。その後,1200°C×60 minで再加熱して仕上げ温度850°Cで板厚4 mmまで熱延した。この熱延鋼板を酸洗後,板厚1.2 mmまで冷延した。Fig.1にQP鋼,およびTRIP型複合組織鋼(TDP2鋼)10)の熱処理線図を示す。QP鋼は920°C×1200 sで室温RTまで焼入れ後,A鋼,およびB鋼には引き続き250°C×1000 sの炭素分配処理を,C~F鋼には引き続き350°C×1000 sの炭素分配処理を施した16)(Fig.1(a))。なお,図中のO.Q.は油冷を示す。これらのQP処理を行ったA~F鋼をQP-A~QP-F鋼と呼ぶことにする。また比較鋼として0.2C-1.5Si-1.5Mn,mass%の化学組成を有する冷延鋼板に780°C×1200 sの二相域焼鈍後,引き続き400°C×1000 sのオーステンパ処理を施したTDP2鋼10)を用いた(Fig.1(b))。
Table 1. Chemical composition of steel sheets used (mass%)
16).
| steel | C | Si | Mn | Ni | Cr | Mo | Al | Nb | Ti | B | MS (°C) |
|---|
| A | 0.20 | 1.50 | 1.50 | − | − | − | 0.039 | − | − | − | 420 |
| B | 0.20 | 1.52 | 1.50 | − | − | − | 0.039 | 0.05 | 0.02 | 0.0018 | 420 |
| C | 0.21 | 1.49 | 1.50 | − | 0.50 | − | 0.040 | 0.05 | − | − | 407 |
| D | 0.20 | 1.49 | 1.50 | − | 1.00 | − | 0.040 | 0.05 | − | − | 401 |
| E | 0.18 | 1.48 | 1.49 | − | 1.02 | 0.20 | 0.043 | 0.05 | − | − | 407 |
| F | 0.21 | 1.49 | 1.49 | 1.52 | 1.00 | 0.20 | 0.034 | 0.049 | − | − | 370 |
| TDP2 | 0.20 | 1.51 | 1.51 | − | − | − | 0.040 | − | − | − | 420 |
MS : martensitic transformation start temperature
微細組織観察は走査型電子顕微鏡(SEM)を用いて行った。残留オーステナイトγRの体積率fγ(vol%)はX線回折により,Cu-Kα線によって測定されたα-Fe200,α-Fe211,γ-Fe200,γ-Fe220,γ-Fe311回折ピークの積分強度から5ピーク法を用いて求めた18,19)。また,残留オーステナイトγR中の炭素濃度Cγ(mass%)はCu-Kα線によって測定したγ-Fe200,γ-Fe220,およびγ-Fe311回折ピーク角度から求めた格子定数の平均値aγ(×10−10 m)を次式(1)に代入して求めた20,21)。
|
aγ
=
3.5780+0.0330Cγ+0.00095Mnγ−0.0002Niγ
+
0.0006Crγ
+
0.0056Alγ
+
0.0220Nγ
+
0.0004Coγ
+
0.0015Cuγ
+
0.0051Nbγ
+
0.0031Moγ
+
0.0039Tiγ
+
0.0018Vγ
+
0.0018Wγ | (1) |
ここで,Mnγ,Niγ,Crγ,Alγ,Nγ,Coγ,Cuγ,Nbγ,Moγ,Tiγ,Vγ,およびWγはオーステナイトγ中の元素濃度(mass%)を表す。本研究では便宜上,それぞれの合金元素の添加量を用いた。
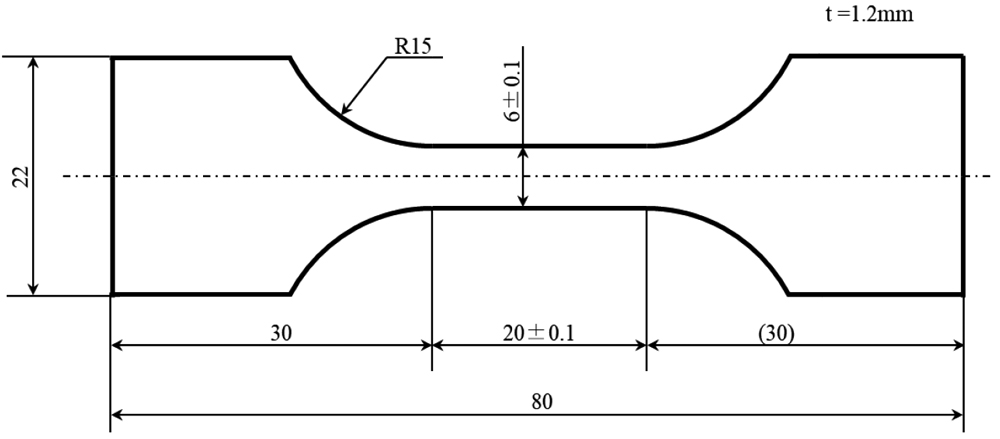
引張試験には,平行部長さ20 mm,幅6 mm,板厚1.2 mmのJIS14B号引張試験片22)(Fig.2)を用い,インストロン型万能試験機により,クロスヘッド速度1 mm/min(初期ひずみ速度8.3×10−4 /s)で行った。
V曲げ試験には,ワイヤ放電加工により作製した50 mm×5 mm(板厚1.2 mm)の短冊状試験片を用い,油圧サーボ式試験機により,88°Vパンチ(先端半径2 mm),および88°Vダイス(溝幅12 mm),成形速度1 mm/min,成形温度T=25,100,および150°Cで温間成形した(Fig.3)。なお,TDP2鋼において,負荷時の曲げ角θ1=92°,除荷後の曲げ角θ2=90°になるようにスプリングバック量Δθ(=θ1−θ2)の2°を考慮してパンチ下死点の変位Smax=10.821 mm,保持時間2 sを設定した12)(Fig.3(d))。Fig.4にV曲げ試験片の水素チャージの様子を示す。水素チャージには陰極チャージ法を用いた。定電流装置により試験片をカソード分極し,水素チャージを行った。対極にはPt棒を用いた。3 wt%のNaCl水溶液に,3 g/Lのチオシアン酸アンモニウムNH4SCNを添加した水溶液500 mLを水素チャージ水溶液として用いた。電流密度10 A/m2,水素チャージ時間48 hとした。水素チャージ有り(with H)の試験片は片側端面から4 mmのところまでシリコーンでコーティングして,露出部が表面積576.4 mm2の状態にて水素チャージを行った15)。
ビッカース硬さ試験にはダイナミック微小硬度計(荷重 98.1 mN,保持時間5 s,負荷速度1.42 mN/s)を用い,鋼板のV曲げ部断面パンチコンタクト側からy=0.1 mm間隔に半径方向の硬さ分布を測定し,ビッカース硬さHVで評価した12)。また,V曲げ加工によるV曲げ加工部の微細組織解析のため,EBSD解析(解析領域 40 µm×40 µm,ステップサイズ0.2 µm)を行った12)。
QP鋼の拡散性水素濃度は,水素検出器としてガスクロマトグラフを用いた昇温脱離分析法(TDA:thermal desorption analysis)により測定した。 試料は室温から800°Cまで,200°C/hの昇温速度で加熱した。拡散性水素濃度(wt. ppm)は,水素放出曲線の第一ピークに相当する,室温から150°Cまでに放出された水素の合計の重量ppmとした。水素チャージ有り(with H)の試料は,水素分析まで試料からの水素放出を防ぐため,液体窒素中に保管した16)。
3. 実験結果および考察
3・1 組織と機械的特性
Fig.5に(a)QP-A鋼,(b)QP-B鋼,および(c)TDP2鋼のミクロ組織を示す。Fig.6にQP鋼のEBSD解析によるIPFマップ16)を示す。Table 2にQP鋼の旧オーステナイト粒径dを示す。Fig.5において,3%硝酸エタノール溶液で腐食後の(a)QP-A,(b)QP-B鋼のミクロ組織は,いずれも針状のマルテンサイト組織が確認された。QP-B~F鋼の旧オーステナイト粒径d(11.3~16.0 µm)はQP-A鋼の旧オーステナイト粒径d(22.6 µm)と比較して小さく,非常に微細なマルテンサイトラスを有した。
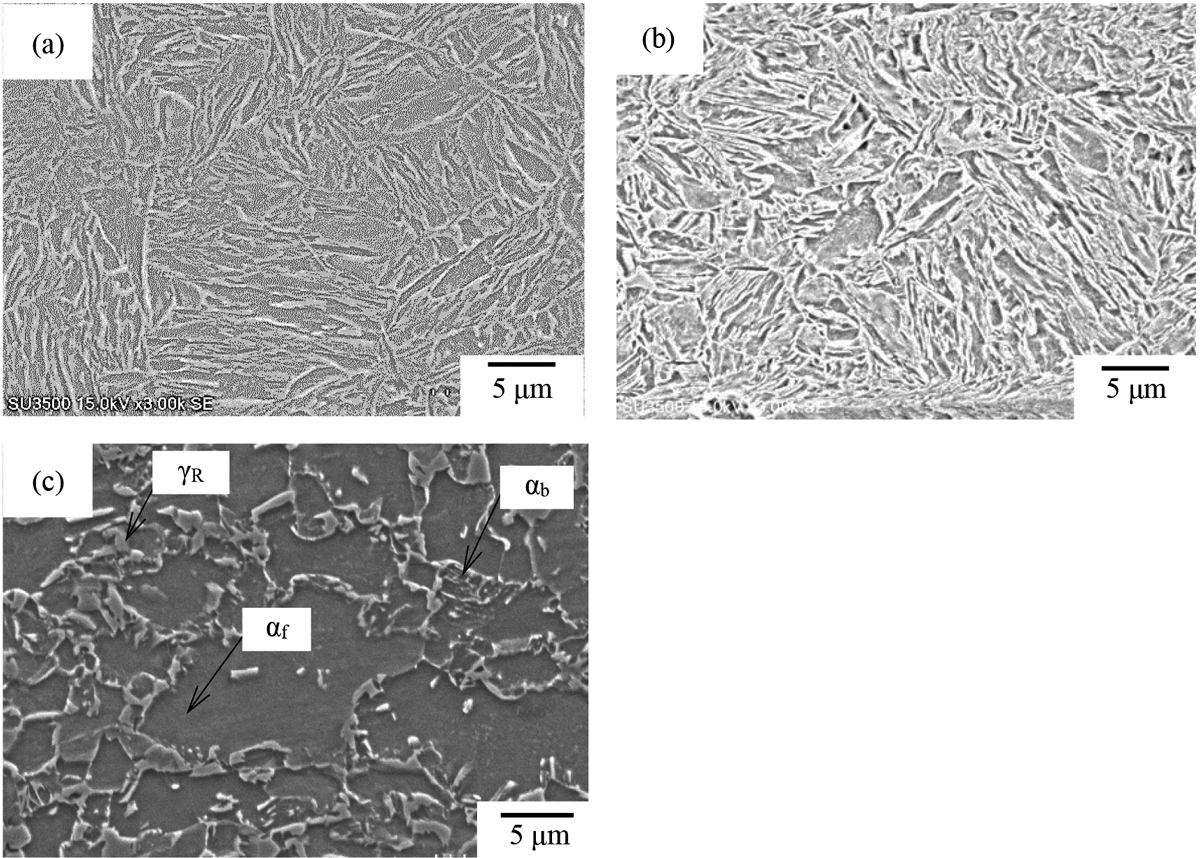

Table 2. Retained austenite characteristics and mechanical properties
16).
| steel | fγ
(vol%) | Cγ
(mass%) | YS
(MPa) | TS
(MPa) | YR | UEl
(%) | TEl
(%) | TS×TEl
(GPa%) | MS*
(°C) | d
(μm) |
|---|
| QP-A | 2.1 | 1.20 | 1137 | 1422 | 0.80 | 4.2 | 12.6 | 17.9 | 28 | 22.6 |
| QP-B | 2.0 | 1.32 | 1292 | 1490 | 0.87 | 5.6 | 13.9 | 20.7 | −15 | 16.0 |
| QP-C | 1.8 | 0.75 | 1331 | 1445 | 0.92 | 4.7 | 12.6 | 18.2 | 190 | 14.3 |
| QP-D | 2.2 | 1.19 | 1386 | 1498 | 0.93 | 5.1 | 14.2 | 21.3 | 32 | 14.8 |
| QP-E | 2.2 | 0.52 | 1376 | 1496 | 0.92 | 5.1 | 15.3 | 22.9 | 273 | 11.3 |
| QP-F | 1.9 | 0.96 | 1396 | 1547 | 0.90 | 4.3 | 14.1 | 21.8 | 115 | 12.7 |
| TDP2 | 7.9 | 1.38 | 527 | 831 | 0.63 | 31.4 | 35.8 | 29.8 | −37 | − |
fγ : volume fraction of retained austenite, Cγ : carbon concentration in retained austenite, YS : yield stress or 0.2% offset proof stress, TS : tensile strength, YR : yield ratio (=YS / TS ), UEl : uniform elongation, TEl : total elongation, TS × TEl : strength-ductility balance, MS* : martensitic transformation start temperature of retained austenite and d : prior austenite grain diameter.
Table 2に供試鋼の残留オーステナイトγR特性,および機械的特性を示す。ここでマルテンサイト変態開始温度MS点の式(2)を以下に示す23)。
| MS(°C)=550−361×(%C)−39×(%Mn)−0×(%Si)+30×(%Al)−5×(%Mo) | (2) |
ここで,%C,%Mn,%Si,%Al,および%Moは供試鋼の化学組成となっている。残留オーステナイトγRの体積率fγは合金元素を添加しても大きな変化はみられず,1.8~2.2 vol%の範囲であった。Cγは,QP-C,QP-E,QP-Fで比較的低くそれぞれ0.75,0.52,0.96 mass%であった。QP-A,QP-D鋼では1.19,1.20 mass%で同程度であった。QP鋼の引張強さTSは1422~1498 MPaの範囲で合金元素添加によっても大きな変化はなく,QP-F鋼のみが1547 MPaで高い引張強さTSを示しており,比較鋼のTDP2鋼と比較すると,QP鋼はかなり高い引張強さTSを示した。QP鋼の全伸びTElは12.6~15.3%で合金元素添加によらず同程度で,TDP2鋼と比較すると小さい値を示した。また,強度・延性バランスTS×TElは17.9~22.9 GPa%の範囲にあり,TDP2鋼と比較してQP鋼は少し低い値を示した。Fig.7にQP-B鋼の熱処理まま,および引張試験後の引張試験片平行部のX線回折プロファイルを示す。QP-B鋼は引張りの塑性ひずみ付与によってオーステナイトの回折ピークが低下し,残留オーステナイトγRのマルテンサイト変態が生じた。
3・2 温間V曲げ特性
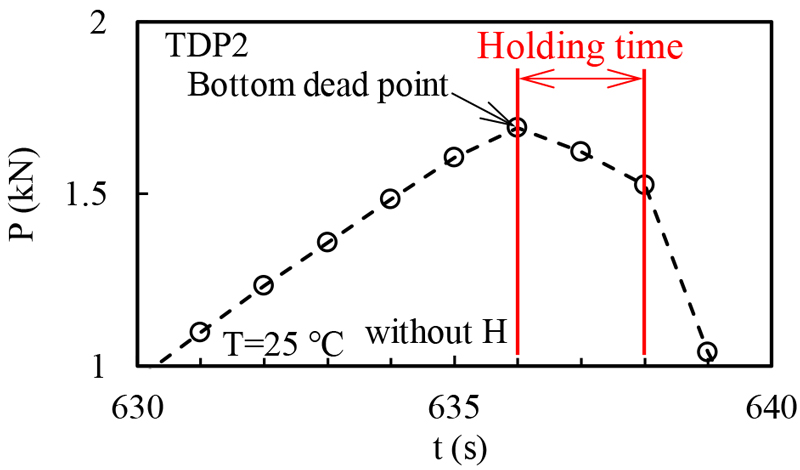
Fig.8に水素チャージ無し(without H)の下死点付近の曲げ荷重P-時間t線図(TDP2鋼,Smax=10.821 mm,θ2=90°)を示す。これより,TDP2鋼のV曲げ加工では下死点で2 s保持していることがわかる。Fig.9にTDP2鋼の曲げ荷重P-パンチストロークS線図を示す。TDP2鋼はV曲げ加工時,曲げ試験片とパンチが接触すると荷重Pは急激に上昇し,塑性変形を開始すると荷重の上昇は緩やかになり,A点まで上昇した。A点を過ぎるとB点まで一時的に荷重は低下したが,V曲げ加工が完了する直前にはC点まで再び荷重が急激に上昇した。(O-A)は純粋曲げ変形に相当する領域で,このときの曲げに必要な力は弾性曲げ変形から塑性曲げになるのに要するA点の荷重P1である。一方,(A-B)間は板がダイス内に滑り込み,荷重が一時低減する段階であり,その際の最小荷重がB点の荷重P2である。(B-C)間はV曲げが完了する段階であり,その際の最大荷重がC点の荷重P3である24)。Fig.10にwithout Hの曲げ荷重P-パンチストロークS線図((a)QP-A鋼(T=25°C),(b)QP-B鋼(T=25°C),(c)QP-A鋼(T=100°C),(d)QP-B鋼(T=100°C),Smax=10.821 mm)を示す。これより,T=25°C,および100°CのQP-A鋼,およびQP-B鋼ともTDP2鋼と同様にV曲げ開始と同時に荷重が上昇し,荷重点P1がみられたが,T=25°CのQP-B鋼は途中で破断してP2が不明瞭となり,P3は見られなかった。また,T=100°CのQP-A鋼は途中で破断してP2,P3は存在しなかった。Fig.10(a),および(d)において,V曲げが可能である条件では明瞭なP3が存在した。
Fig.11に,T=25,100,および150°CのQP-A~F鋼,およびTDP2鋼のV曲げ試験時の(a)P1,(b)P2,(c)P3を示す。ここで,×はV曲げが可能でなかった場合(NG)を示す。Fig.11(a),(b)より,V曲げ加工が可能であった場合,いずれの成形温度でもQP鋼のP1とP2はほとんど同様の値を示した。
Fig.12にQP鋼の除荷後の曲げ角θ2を示す。Fig.12(a)において,without HのT=25°Cでは,QP-A鋼のみV曲げが可能であったが,スプリングバック量Δθ(=θ1−θ2:負荷時の曲げ角θ1=92°,除荷後の曲げ角θ2)は90°V曲げ加工を考慮した際,Δθ=2°以上と大きなスプリングバック量であった。一方,T=100°Cにおいて,QP- B,C,E鋼のV曲げが可能であったが,スプリングバック量Δθは2°以上であった。QP-A鋼の温間でのV曲げができなかった原因は不明であるが,QP-B,C,E鋼は温間において,合金元素添加による組織微細化によってV曲げが可能であったことより,QP鋼は合金元素添加,および温間V曲げ加工によってV曲げ特性が向上したと考えられる。また,T=150°Cにおいて,QP-B鋼のV曲げが可能であった。このことからQP-B鋼はT=150°Cの温間成形により,さらにV曲げ特性が改善できた。なお,QP-D,およびQP-F鋼で温間でもV曲げできなかったのは,引張強さTS,一様伸びUEl,全伸びTElなどの機械的特性,および旧オーステナイトγ粒径d,残留オーステナイトγRのMS*点,残留オーステナイトγR特性(体積率fγ,炭素濃度Cγ)などの冶金学的因子が複合的に影響したと考えられ,今後,さらに検討が必要となっている。

Sugimotoら25)はTRIP型ベイニティックフェライト鋼の温間変形時の残留オーステナイトγRのマルテンサイト変態挙動を調査し,変形温度が上昇するにしたがって残留オーステナイトγRのマルテンサイト変態は抑制されたこと,および低温ではひずみ誘起マルテンサイト変態(SIMT)が支配的で,変形温度が上昇するにしたがってひずみ誘起ベイナイト変態(SIBT)に遷移することを報告した。本研究の合金元素添加により,組織微細化されたQP鋼でも温間V曲げ加工による早期の残留オーステナイトγRのマルテンサイト変態は抑制され,徐々にマルテンサイト変態が発現することで,効果的なマルテンサイト変態が生じたため,V曲げ早期のき裂発生は抑制されたと考えられる。よって,室温でV曲げ加工できなかった1470 MPa級のQP鋼は,T=100°Cの温間成形で残留オーステナイトγRが効果的にマルテンサイトに変態することで,V曲げ加工が可能になったと考えられる。なお,本研究のQP鋼は残留オーステナイトの体積率fγが2.0 vol%程度であり,X線回折装置の信頼性の観点から塑性ひずみ付与によるマルテンサイト変態量を定量的に評価することは適切ではないと考えられるため,V曲げ加工後の具体的な残留オーステナイトγRのマルテンサイト変態量を示していないが,Fig.7に示したように残留オーステナイトγRの回折ピーク高さは引張りの塑性ひずみ付与によって低下し,QP-B鋼は塑性ひずみ付与によって残留オーステナイトγRのマルテンサイト変態が生じたことを確認した。
Fig.13にQP鋼の除荷後の曲げ角θ2と残留オーステナイトγRのマルテンサイト変態開始点MS*の関係を示す。ここでMS*の式(3)を以下に示す11)。
| MS*(°C)=550−360×(%Cγ)−40×(%Mnγ0) | (3) |
ここで,Cγは残留オーステナイトγR中の炭素濃度,Mnγ0はγR中のMn濃度(添加量の1.5倍)を示す。T=100°Cにおいて,除荷後の曲げ角θ2はMS*によらずほぼ一定であったため,MS*の影響は小さかったと考えられる。一方,T=25°Cにおいては,QP-A鋼以外はクラックが発生しV曲げが不可能であったため,除荷後の曲げ角θ2に及ぼすMS*の影響が大きかったと考えられる。T=25°CでV曲げ加工が可能であったQP-A鋼,およびTDP2鋼のMS*は室温付近,または室温以下であったため,残留オーステナイトγRの安定性が非常に高く,V曲げ加工時に徐々にマルテンサイト変態が発現することで,効果的にTRIP効果が得られ,き裂の発生,進展が抑制され,除荷後の曲げ角θ2がそれぞれ83°と90°に改善され,V曲げ加工が可能になったと考えられる(Fig.12(a),13)。また,MS*が室温付近のQP-A鋼は,T=100°CでV曲げしたときほど残留オーステナイトγRの安定性が高くなかったため,T=25°CではV曲げ初期にマルテンサイト変態が生じ,加工硬化量が上昇したため,スプリングバックが大きくなったと考えられる。一方,T=100°Cでは,MS*が約200°C,および275°CのQP-C,およびQP-E鋼でも残留オーステナイトγRの安定性が室温よりも高くなったため,V曲げ加工中に効果的に残留オーステナイトγRのマルテンサイト変態が生じてV曲げ加工が可能となり,QP-B鋼と同様の除荷後の曲げ角θ2となったと考えられる(Fig.12(b),13)。
Fig.14(a)にV曲げ試験片を示す(TDP2,without H)。また,Fig.14(b)にV曲げ試験片の部位,(i)inner,(ii)center,(iii)outerを示す。Fig.15にQP鋼のwithout Hのビッカース硬さHVとパンチコンタクト方向yの関係を示す((a)QP-A鋼(T=25°C),(b)QP-B鋼(T=150°C),without H,Smax=10.821 mm)。ここで,T=25°CにおいてQP-A鋼はy=1 mm付近で最高の硬さHVとなった(Fig.15(a))。一方,T=150°CにおいてQP-B鋼は一定の硬さHVが得られた(Fig.15(b))。いずれの硬さ分布も,母材硬さHV0より全体的に高くなった。


Fig.16にQP-A鋼(T=25°C),およびQP-B鋼(T=150°C)のwithout HのV曲げ後の先端部(パンチコンタクト側のy=0 mmの位置(Fig.14(b))のSEM写真を示す。ここで,QP-A鋼は最外表面にき裂が発生したが,QP-B鋼は内部にボイドが多数発生した(Fig.16)。Fig.17,およびFig.18にT=25°C,without HのQP-A鋼,およびT=150°C,without HのQP-B鋼のKAMマップ12)を示す。Fig.19にT=25°C,without HのQP-A鋼,およびT=150°C,without HのQP-B鋼のKAM値の頻度分布を示す。KAM値は測定点と隣接する領域の方位差を表すため,塑性ひずみ量として評価することができ,KAM値の高い領域には大きな塑性ひずみが付与されたと考えられる。Fig.17,およびFig.19(a)において,QP-A鋼は中立面(center)の頻度がピークとなるKAM値が1.0,パンチコンタクト側(inner)で1.4,ダイ接触側(outer)で1.7となった。ダイ接触側(V曲げ外側)はKAM値のピークが中立面より約0.7右側へシフトしており,ピークの右側の裾が高KAM値までfrequencyが高かったことから,もっとも変形量が大きかったことを裏付け,塑性変形したと考えられる。一方,Fig.18,およびFig.19(b)において,QP-B鋼は中立面の頻度のピークとなるKAM値が1.2,パンチコンタクト側で1.5,ダイ接触側で1.7となった。ダイ接触側のKAM値の頻度のピークは中立面より0.5程度右側にシフトしており,中立面付近のKAM値の頻度分布ピークがQP-A鋼のときより高くなり,QP-A鋼よりも塑性変形量が大きかったことを裏付けた。このことから,温間加工により中立面が弾性変形から塑性変形領域に変化したと考えられる。QP-A鋼(T=25°C)とQP-B鋼(T=150°C)のダイ接触側のKAM値の頻度ピークは1.7を示し,同様な値を示した。KAM値はしばしばその領域に付与された塑性ひずみ量として評価されることがあり,KAM値の高い領域は大きな塑性ひずみが付与された領域として考えることができる。さらに,塑性変形した領域は加工硬化により硬さが上昇する。そのため,T=25°CにおいてQP-A鋼はy=1.1 mmで最高の硬さHVとなったことからKAM値分布と硬さ分布が同様の傾向を示すことを裏づけることができた。通常,V曲げ加工を行うと,中立軸付近の塑性ひずみ量の増加はわずかで,V曲げ外側は引張りの塑性ひずみ,内側は圧縮の塑性ひずみが導入されて加工硬化するため,硬さは上昇する12)。さらに,低合金TRIP鋼は残留オーステナイトγRのひずみ誘起変態によってV曲げ外側,内側ともマルテンサイトが生成するため,さらに硬さが上昇する12)。T=25°CのQP-A鋼では上記の傾向がみられたが,T=150°CのQP-B鋼ではそのような傾向はみられず,中立軸付近の板厚中央部も硬さHVが上昇して,板厚方向でほぼ一定の硬さ分布を示した。このことから,QP-B鋼の温間V曲げ加工では塑性ひずみがV曲げ頂点部外側に集中せず,V曲げ頂点部の板厚方向の中立面付近でもある程度,塑性変形することでV曲げ加工が可能になったと考えられる。

Fig.20にwith Hの曲げ荷重P-パンチストロークS線図((a)QP-A鋼(T=25°C),(b)QP-B鋼(T=100°C),Smax=10.821 mm)を示す。これより,水素吸蔵した場合,T=100°CのQP-B鋼はV曲げ加工が可能であったが,T=25°CのQP-A鋼はV曲げ加工できなかった。
Fig.21にQP-B鋼のT=100°Cのwith Hのビッカース硬さHVとパンチコンタクト方向yの関係を示す。これより,with HのQP-B鋼(T=100°C)のビッカース硬さ分布より,同様の温間成形で水素チャージしてもパンチコンタクト側,ダイコンタクト側と中立面付近の硬さの差は小さく,without HのQP-B鋼(T=150°C)の場合と同様に板厚方向に比較的均一に硬さが分布したが,without HのQP-B鋼(T=150°C)の硬さ試験の結果と比較して,全体的に硬さがHV0よりも低くなった。この理由については現在,検討中である。
Fig.22にQP-A鋼,およびQP-B鋼の水素チャージの有無(without H, with H)の応力σ-ひずみε線図16)を示す。QP-A鋼は水素チャージして引張試験を行うことによって破断までの伸びが大きく低下した。一方,QP-B鋼は水素チャージして引張試験を行っても破断伸びの低下はほとんど見られず,水素脆化感受性が低いことが確認された。Fig.12(b)において,without HでV曲げが可能であったQP鋼に水素チャージを行ってV曲げを行った結果,QP-B鋼(T=100°C)のみV曲げが可能であり,QP-B鋼はFig.22(b)の引張試験,V曲げ加工においても水素チャージの影響が小さいことを裏付けた。なお,さきの研究26)と同様に,水素チャージ後,100°CでV曲げ加工を行ったあともV曲げ試験片には多量の水素が残っていたと考えられる。

昇温脱離分析により水素分析したときの室温から150°Cまでの温度で放出された拡散性水素HDの濃度をTable 316)に示す。拡散性水素濃度は,合金元素の添加により増加した。鋼中に侵入した水素は主に旧オーステナイト粒界やラス境界27),転位上28),残留オーステナイトγR中,または残留オーステナイトγR/マルテンサイト境界29),マルテンサイト/セメンタイト境界30)にトラップすることが知られている。本論文のQP鋼は合金元素の添加によって強度レベル,および残留オーステナイトγRの体積率fγは同程度で(Table 2),旧オーステナイト粒径やパケット,ブロックサイズが小さくなった(Fig.6)。したがって,QP鋼に侵入した水素は,合金元素添加によって増加した旧オーステナイト粒界やパケット,ブロック境界にトラップしたと考えられる。よって,合金元素添加による拡散性水素量HDの増加は,おもに旧オーステナイト粒径やパケット,ブロック微細化による水素トラップサイトの増加に起因したと考えられる。一方,結晶粒微細化は耐水素脆化特性向上に寄与することが知られている16)。QP-B鋼は鋼中に侵入した拡散性水素量は増加したが,旧オーステナイト粒径,パケット,ブロックサイズ微細化効果が大きく現れたため,水素吸蔵してもV曲げ加工が可能であったと考えられる。本論文では,鋼中の水素トラップサイトの同定などの十分な証拠が得られていないため,今後,さらに詳細な検討が必要である。
Table 3. Diffusible hydrogen concentration (
HD) of QP steels
16).
| steels | HD (wt. ppm) |
| QP-A | 0.65 |
| QP-B | 0.85 |
| QP-C | 0.90 |
| QP-D | 0.93 |
| QP-E | 0.88 |
| QP-F | 0.96 |
4. 結言
次世代自動車用超高強度鋼板としてQuenching & Partitioning (QP)-TRIP鋼板を適用することを目的としてQP-TRIP鋼板のV曲げ加工に及ぼす温間成形,および水素の影響を調査した。得られた結果を以下にまとめる。
(1)成形温度T=25°Cでは基本鋼であるQP-A鋼のみ,V曲げ加工が可能であった。
(2)成形温度T=100°Cでは合金元素添加したQP-B鋼,QP-C鋼,およびQP-E鋼でV曲げが可能であった。また,成形温度T=150°CではQP-B鋼でV曲げ加工が可能であった。合金元素を添加したQP鋼は温間でV曲げ特性が改善された。
(3)合金元素添加したQP鋼の温間V曲げ特性向上は,残留オーステナイトγRの安定性向上によりV曲げ後半に残留オーステナイトγRのひずみ誘起変態が効果的に生じ,ボイド,き裂の発生を抑制したこと,および板厚中央部付近の中立面も変形することによってV曲げ部が全体的に変形し,局所的な塑性変形を抑制したことに起因したと考えられた。
(4)QP-A鋼,QP-C鋼,およびQP-E鋼は水素吸蔵によってV曲げ加工中にき裂が発生し,V曲げ加工できなかったが,QP-B鋼は水素チャージ後,成形温度T=100°CでV曲げ加工が可能であった。QP-B鋼が水素チャージ後もV曲げ加工が可能だったのは,合金元素添加によってマルテンサイト母相の旧オーステナイト粒径,パケット,ブロックサイズが微細化したこと,および残留オーステナイトγRの安定性が高く,非常に微細に存在したため,V曲げ加工中に効果的にひずみ誘起変態が生じたことに起因したと考えられた。
謝辞
本研究の一部は公益財団法人TAKEUCHI育英奨学会,公益財団法人 天田財団,東北大学金属材料研究所における2020・2021年度研究部共同利用研究(課題番号:20K0002・202012-RDKGE-0068),東北大学金属材料研究所・一般研究,および長野工業高等専門学校・2020・2021年度特別経費によって行われた。そして,本研究にご協力していただきました長野工業高等専門学校機械工学科の蔵琉斗氏,小橋玲央氏,青木想氏,古平大氏,技術教育センターの大久保雄也氏,北條晴義氏に心より尊敬と感謝を申し上げます。
文献
- 1) H.Fujimoto, K.Hamada, T.Okada and H.Fujii: Q. J. Jpn. Soc. Weld. Soc., 34(2016), 285 (in Japanese). https://doi.org/10.2207/qjjws.34.285
- 2) H.Ogawa and T.Hanaya: J. Jpn. Soc. Technol. Plast., 50(2009), 399 (in Japanese). https://doi.org/10.9773/sosei.50.399
- 3) J.Yanagimoto and K.Oyamada: ISIJ Int., 46(2006), 1324. https://doi.org/10.2355/isijinternational.46.1324
- 4) Y.Yang, Z.Mi, S.Liu, H.Li, J.Li and H.Jiang: Metals, 8(2018), 432. https://doi.org/10.3390/met8060432
- 5) J.Kobayashi, D.Ina, N.Yoshikawa and K.Sugimoto: ISIJ Int., 52(2012), 1894. https://doi.org/10.2355/isijinternational.52.1894
- 6) D.Van Pham, J.Kobayashi and K.Sugimoto: ISIJ Int., 54(2014), 1943. https://doi.org/10.2355/isijinternational.54.1943
- 7) K.Sugimoto, T.Hojo and J.Kobayashi: Mater. Sci. Technol., 33(2017), 2005. https://doi.org/10.1080/02670836.2017.1356014
- 8) A.Nagasaka, K.Sugimoto, M.Kobayashi, Y.Kobayashi and S.Hashimoto: Tetsu-to-Hagané, 87(2001), 607 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.87.9_607
- 9) A.Nagasaka, K.Sugimoto, M.Kobayashi, Y.Kobayashi and S.Hashimoto: Tetsu-to-Hagané, 85(1999), 885 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.85.12_885
- 10) A.Nagasaka, K.Sugimoto, M.Kobayashi and S.Hashimoto: Tetsu-to-Hagané, 85(1999), 552 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.85.7_552
- 11) K.Sugimoto, M.Kobayashi, A.Nagasaka and S.Hashimoto: ISIJ Int., 35(1995), 1407. https://doi.org/10.2355/isijinternational.35.1407
- 12) A.Nagasaka, T.Hojo, M.Fujita, T.Ohashi, M.Miyasaka, Y.Shibayama and E.Akiyama: ISIJ Int., 61(2021), 608. https://doi.org/10.2355/isijinternational.ISIJINT-2020-558
- 13) A.Nagasaka, T.Hojo, M.Fujita, T.Ohashi, M.Miyasaka, Y.Shibayama and E.Akiyama: ISIJ Int., 61(2021), 1980. https://doi.org/10.2355/isijinternational.ISIJINT-2020_719
- 14) A.Nagasaka, T.Hojo, Y.Shibayama, M.Fujita, T.Ohashi, M.Miyasaka and E.Akiyama: ISIJ Int., 62(2022), 247. https://doi.org/10.2355/isijinternational.ISIJINT-2021-092
- 15) A.Nagasaka, T.Hojo, K.Aoki, H.Koyama, A.Shimizu, Z.Bin Zolkepeli, Y.Shibayama and E.Akiyama: ISIJ Int., 61(2021), 2644. https://doi.org/10.2355/isijinternational.ISIJINT-2021-210
- 16) T.Hojo, J.Kobayashi, K.Sugimoto, A.Nagasaka and E.Akiyama: Metals, 10(2020), 6. https://doi.org/10.3390/met10010006
- 17) T.Hojo, E.Akiyama, H.Saitoh, A.Shiro, R Yasuda, T.Shobu, J.Kinugasa and F.Yuse: Corros. Sci., 177(2020), 108957. https://doi.org/10.1016/j.corsci.2020.108957
- 18) J.Kobayashi, D.Ina, Y.Nakajima and K.Sugimoto: Metall. Mater. Trans. A, 44(2013), 5006. https://doi.org/10.1007/s11661-013-1882-9
- 19) H.Maruyama: J. Jpn. Soc. Heat. Treat., 17(1977), 198 (in Japanese).
- 20) J.D.Dyson and B.Holmes: J. Iron Steel Inst., 208(1970), 469.
- 21) Z.Nishiyama: Marutensaito Hentai (Kihonhen) (Martensitic Transformation (Basic)), Maruzen, Tokyo, (1971), 13 (in Japanese).
- 22) T.Hojo, J.Kobayashi, K.Sugimoto, Y.Takemoto, A.Nagasaka, M.Koyama and E.Akiyama: ISIJ Int., 61(2021), 591. https://doi.org/10.2355/isijinternational.ISIJINT-2020-392
- 23) I.Tamura: Tekko Zairyou Kyodogaku (Steel Material Study on the Strength), Nikkan Kogyo Shimbun, Tokyo, (1970), (in Japanese).
- 24) S.Osada and J.Yanagimoto: Kiso Karawakaru Sosei Kakou (Kaiteiban) (Plastic Working from the Basics (revised version)), Corona Sya, Tokyo, (2010), 77 (in Japanese). ISBN978-4339046045
- 25) K.Sugimoto, M.Tsunezawa, T.Hojo and S.Ikeda: ISIJ Int., 44(2004), 1608. https://doi.org/10.2355/isijinternational.44.1608
- 26) Y.Zhou, T.Hojo, M.Koyama, S.Ajito and E.Akiyama: Mater. Sci. Eng. A, 842(2022), 143070. https://doi.org/10.1016/j.msea.2022.143070
- 27) A.Kimura and H.Kimura: J. Jpn. Inst. Met., 47(1983), 807 (in Japanese). https://doi.org/10.2320/jinstmet1952.47.10_807
- 28) T.Kushida: Advances in Delayed Fracture Solution, ISIJ, Tokyo, (1997), 40 (in Japanese).
- 29) J.L.Gu, K.D.Chang, H.S.Fang and B.Z.Bai: ISIJ Int., 42(2002), 1560. https://doi.org/10.2355/isijinternational.42.1560
- 30) T.Tsuchida, T.Hara and K.Tsuzaki: Tetsu-to-Hagané, 88(2002), 771 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.88.11_771