Synopsis:
The effects of Cr, Mo and Ni additions on the microstructure and stretch-flangeability of 0.2%C-1.5%Si-1.5%Mn-0.05%Nb, in mass%,TRIP-aided martensitic sheet steel produced by isothermal transformation process at a temperature below martensite-finish temperatures were investigated to develop the 3rd-generation sheet steel for automobile requiring high hardenability. When 0.5% or 1.0% Cr was added to the base steel, the combination of tensile strength of 1.5 GPa and hole-expanding ratio of 40% was attained. On the other hand, the Cr-Mo or Cr-Mo-Ni addition hardly influenced the stretch-flangeability and stretch-formability, although it increased the yield and tensile strengths, comparing to the base steel. The good balance of Cr-bearing steel was mainly caused by suitable combination of (1) volume fraction and (2) interparticle path of finely dispersed martensite-austenite complex phase (M-A phase), which suppressed a void initiation at the matrix/M-A phase interface on hole-punching and void coalescence or crack extension on hole-expanding.
1. 緒言
近年,地球温暖化抑制対策を背景とした乗用車の車体軽量化(CO2排出ガス量の低減)と衝突安全性の向上を目的として,高強度鋼板の開発が盛んに行われている。とくに最近では,1.2GPa~1.5GPa級の超高強度鋼板が開発されつつあり,残留オーステナイト(γR)の変態誘起塑性(TRansformation Induced Plasticity;TRIP1))効果を利用した超高強度TRIP鋼板の適用が進められている。これまでに超高強度鋼板の1つとして,C-Si-Mn系鋼に,①γ域焼鈍後にマルテンサイト変態開始温度(Ms温度)以上,またはMs温度とマルテンサイト変態終了温度(Mf温度)の間の温度域で等温変態処理を施し,母相をべイニティックフェライトまたはベイニティックフェライトとマルテンサイトの混合組織とした超高強度低合金TRIP型ベイニティックフェライト鋼板(TRIP-aided Bainitic Ferrite Steel;TBF鋼)2,3),および②Ms温度以下に急冷した後,Ms温度以上で等温変態処理を施してTBF鋼板と類似の組織としたQ&P鋼(Quench and Partitioning steel)4,5)が開発されてきた。これらのTBF鋼とQ&P鋼は高強度かつ優れた伸びを有するため,第3世代自動車用超高強度鋼板として期待されている6)。
最近,Sugimotoら7,8,9,10)は,TBF鋼の引張強さをさらに高めるため,以下の2種類の熱処理を施し,母相を軟質ラスマルテンサイト組織とし,10~20vol%のM-A相(martensite-austenite constituent)を微細に分散させたC-Si-Mn系の1.5GPa級TRIP型マルテンサイト鋼板(TRIP-aided Martensitic Steel;TM鋼)を開発した。
(1)γ域焼鈍後,Mf温度以下の温度で1000s程度の等温変態処理(isothermal transformation process;IT処理)
(2)場合によっては,(1)のIT処理の後に,200~350°Cの温度で1000sの炭素濃化処理(partitioning process:P処理,(1)と(2)の熱処理を加えた場合,ITP処理と呼ぶ)
このTM鋼は,TBF鋼と同程度か,それ以上の優れた伸びフランジ性を達成した10)。TM鋼の微細組織(組織サイズと均一性)とγR特性は焼き入れ性改善元素であるCr,MoやNiの添加によって影響される7)ので,成形性も同様に影響されることが予想されるが,これまでに,このようなTM鋼の成形性に及ぼすCr,MoやNiの影響を調査した報告はない。
そこで本研究では,0.2%C-1.5%Mn-1.5%Si-0.05%Nbの化学組成を有するTM鋼板の強度・伸びフランジ性を改善することを目的として,Cr,Mo,Niを単独または複合添加し,かつIT処理を施したTM鋼を製造し,それらの鋼の微細組織,γR特性,引張特性,プレス成形性を調査した。また,引張特性,伸びフランジ性と金属学的組織因子との関係を検討した。
2. 実験方法
供試鋼には,0.2%C-1.5%Si-1.5%Mn-0.05%Nb(mass%)の化学組成を有する基本鋼(A鋼),A鋼に0.5%Crを添加したB鋼,1.0%Crを添加したC鋼,1.0%Cr-0.2%Moを添加したD鋼,または1.0%Cr-0.2%Mo-1.5%Niを添加したE鋼を用いた(Table 1)。いずれの鋼も,100kgの真空溶製スラブを1200°Cに加熱後,3.5mm厚さまで3段階で熱間圧延し,600°Cにて巻き取った。さらに酸洗後,厚さ3.0mmまで表面を研削した後,1.2mm厚さまで冷延圧延を施した。参考のため,これらA鋼~E鋼の連続冷却(CCT)曲線をFig.1に示す。
Table 1. Chemical composition (mass%), measured martensite-start and -finish temperatures (
MS,
Mf, ºC) and hardenability factor (Π
fi) of steels used.
| Steel | C | Si | Mn | P | S | Al | Nb | Cr | Mo | Ni | O | N | Ms | Mf | Πfi |
|---|
| A | 0.20 | 1.50 | 1.50 | 0.0015 | 0.002 | 0.042 | 0.048 | − | − | − | 0.0010 | 0.0012 | 409 | 289 | 14.6 |
| B | 0.21 | 1.49 | 1.50 | 0.0019 | 0.004 | 0.040 | 0.050 | 0.50 | − | − | 0.0012 | 0.0012 | 408 | 292 | 30.6 |
| C | 0.20 | 1.49 | 1.50 | 0.0019 | 0.004 | 0.040 | 0.050 | 1.00 | − | − | 0.0014 | 0.0012 | 406 | 261 | 47.0 |
| D | 0.18 | 1.48 | 1.49 | 0.0029 | 0.004 | 0.043 | 0.050 | 1.02 | 0.20 | − | 0.0015 | 0.0010 | 368 | 250 | 76.8 |
| E | 0.21 | 1.49 | 1.49 | 0.0019 | 0.003 | 0.034 | 0.049 | 1.00 | 0.20 | 1.52 | 0.0009 | 0.0014 | 357 | 245 | 135.8 |
一般に,焼き入れ性の評価には炭素当量(Ceq)が用いられるが,CeqにはBの影響が考慮されていない。Bは焼入れ性改善元素として知られており,種々の自動車用鋼板への利用が考えられている9)。このため本研究では,Bを含む焼き入れ性の評価に次式で定義される焼き入れ倍数の積(Πfi)を用いた11)。
| Πfi=DI/DI* = (1+0.64%Si)×(1+4.1%Mn)×(1+2.83%P) ×(1−0.62%S)×(1+2.33%Cr)×(1+0.52%Ni) ×(1+3.14%Mo)×(1+0.27%Cu) ×(1+1.5(0.9−%C)) | (1) |
ここで,DIは合金添加鋼の臨界直径,DI*は炭素鋼の理想直径を表し,%Si,%Mn,%P,%S,%Cr,%Ni,%Mo,%Cu,%Cは各種合金元素の添加量である。右辺最終項はBを添加したときのみ有効である。なお,いずれの鋼も旧γ粒径はほぼ同程度(20~30μm)であったので,焼き入れ倍数の積への結晶粒径の影響は考慮していない。
製造した鋼板より,後述の各種試験片に加工後,塩浴中でFig.2のIT処理を施し,TM鋼を製造した。さきの研究6,7,8)と同様に,γ域焼鈍条件は900°C,1200s,IT処理温度はTIT =200°C,IT処理時間はtIT=1000sとした。
TM鋼の組織観察には光学顕微鏡およびFE-SEM-EBSD(後方散乱電子回折)装置を用いた。光学顕微鏡およびSEMによる試料観察には5%ナイタル腐食を用いた。EBSD解析で得られるImage Quality(IQ)値は試料の表面状態に大きく影響される。このため,IQ値を比較する試料は同一の樹脂に埋め込んだ後,エメリー研磨,ダイヤモンド研磨,コロイダルシリカ研磨を順に施した。炭化物体積率の測定は,抽出レプリカ法とFE-SEM観察によって行った。
γRの体積率(fγ)はCu-Kα線によって測定された(200)α,(211)α,(200)γ,(220)γ,(311)γ回折ピークの積分強度より計算した12)。また,γRの炭素濃度(Cγ, mass%)はCu-Kα線によって測定された(200)γ,(220)γ,(311)γ回折ピーク角度から求めた格子定数aγ(×10−10m)を次式13)に代入して求めた。
| aγ=3.5780+0.0330×(%Cγ)+0.00095×(%Mnγ)−0.0002×(%Niγ) +0.0006×(%Crγ)+0.0220×(%Nγ)+0.0056×(%Alγ) −0.0004×(%Coγ)+0.0015×(%Cuγ)+0.0031×(%Moγ) −0.0×(%Siγ)+0.0051×(%Nbγ)+0.0039×(%Tiγ) +0.0018×(%Vγ)+0.0018×(%Wγ) | (2) |
ここで,%Mnγ,%Niγ,%Crγ,%Nγ,%Alγ,%Coγ,%Cuγ,%Moγ,%Nbγ,%Tiγ,%Vγ,%WγはγR中における各種合金元素の固溶濃度(mass%)を示している。本研究では,便宜上,それぞれの合金元素の添加量を用いた。
引張試験にはJIS13B号試験片(標点間距離50mm,幅12.5mm,厚さ1.2mm)を用いた。なお,試験片の引張方向は圧延方向に一致させた。試験機にはハードタイプ万能試験機(Shimadzu Co., AG-10TD)を使用し,変位の測定には伸び測定装置(Shimadzu Co., SG50-50)を使用した。同時に,試験片平行部にはひずみゲージ(Kyowa EI Co., Ltd., KFG-5-120-C1)を貼付した。引張試験は温度25°C,クロスヘッド速度1mm/minで行った。
伸びフランジ性試験には板厚1.2mm,一辺50mmの正方形試験片を用いた。試験機には引張試験と同じ試験機を使用した。まず,打ち抜きパンチを用いて,打抜き速度10mm/minで直径4.76mmの円形穴を打ち抜いた後,打抜き穴のダレ部をパンチ側として,直径17.4mm,肩曲率半径3mmの平底円筒パンチを用いて穴広げを行った10)。穴広げ速度は1mm/minとし,試験片とパンチにはグラファイト系潤滑剤を塗布した。伸びフランジ性は次式で示す穴広げ率(λ)で評価した。
ここで,d0,dfはそれぞれ初期穴径(φ4.76mm),き裂発生時の穴径である。
張り出し性試験には,伸びフランジ性試験と同じサイズの試験片を用いた。また,潤滑剤にはグラファイト系潤滑剤を用いた。張り出し速度は1mm/minで,直径17mmの球頭パンチを用いて行った10)。張り出し性はき裂が発生する時点の張り出し高さ(最大張り出し高さ)Hmaxで評価した。
なお,成形試験において試験回数はそれぞれの鋼種で2回とし,穴広げ率および最大張り出し高さの誤差は1~3%および0.05~0.20mmであった。
3. 実験結果
3・1 微細組織とγR特性
Fig.3にIT処理後のA~E鋼の組織全体像と,炭化物を有するラスマルテンサイト組織の拡大SEM像を示す。Fig.4に組織全体を示すように測定したEBSD解析結果の代表例を示す。Fig.4より,いずれの鋼でも,bcc組織はIQ値が高い燈色の組織とIQ値の低い黄緑色の組織の2種類からなる。Kobayashiら3)によれば,M-A相を含み,母相をマルテンサイトとベイニティックフェライトとしたTBF鋼でも同様に,EBSD解析において燈色の組織と黄緑色の組織からなることが報告されている。したがって,前者の燈色の組織は転位密度の低い14)軟質かつ粗大なラスマルテンサイト(αm)(Fig.4(b),(e)では,燈色はマルテンサイトブロック組織を示す。)に相当すると考えられる。この粗大ラスマルテンサイトは自己焼戻しを受けており,ラス幅は0.5~1.0μm程度である。このマルテンサイトラス中にはFig.3に示されるようにニードル状の炭化物が存在している。後者の黄緑色の組織はγRを含むブロック状第2相組織であり,よく知られているM-A相(martensite-austenite constituent)に類似している。このM-A相は主に旧γ粒界,パケット境界およびブロック境界に存在している。焼き入れ性が高くなるほど,M-A相体積率は増加する。また,マルテンサイトブロックサイズが小さくなるため,M-A相は微細に分散されている(Fig.4(b),(e))。
Fig.5に基本鋼(A鋼)とCr-Moを複合添加したD鋼のTEM写真を示す。Fig.3とFig.4では第2相の組織とγRの形態は不明瞭であったが,Fig.5では第2相は高い転位密度を有し,かつ微細なラス状マルテンサイト組織(αm*)であることがわかる。γRの存在位置は不明瞭であったが,EBSDの解析結果(Fig.4(b),(e))を考慮すると,主に第2相中の微細なマルテンサイトのラス境界に存在していると考えられる。なお,粗大なラスマルテンサイト組織にのみ存在する炭化物はセメンタイトであると認められた。以下では,第2相をM-A相と呼ぶことにする。
Fig.3とFig.5に示されたように,炭化物は粗大ラスマルテンサイト内にのみ析出していた。その炭化物のサイズはA鋼では約200nmの長さであった。Crを単独添加またはCr-Moを複合添加したB~D鋼の炭化物サイズは,A鋼より小さくなっているが,その差はわずかである。なお,これらの炭化物はγ単相域からの急冷中に生ずる自己焼戻し(auto-tempering)によって析出したものである。
Fig.6にIT処理を施した各鋼のγRの初期体積率,初期炭素濃度,M-A相体積率,セメンタイト体積率およびk値の焼き入れ性依存性を示す。k値は,次式で定義されるγRの安定性を示すひずみ誘起変態指数15)であり,その値が低いほどγRの塑性ひずみに対する安定性が高いことを示している。
ここで,fγ0は初期γR体積率,fγは引張塑性ひずみεを付与した時の未変態γR体積率である。Fig.6(a)において,γRの初期体積率の焼き入れ性依存性は小さい。γR中の初期炭素濃度の焼入れ性依存性は明瞭に現れ,焼き入れ性が高くなるにつれて減少する。k値はCr-Mo-Niを添加したE鋼でわずかに増加する(γRは不安定になる)傾向がみられるが(Fig.6(c)),その焼入れ性依存性は小さい。
A~E鋼の炭化物体積率fθは0.8~1.2vol%の範囲にあり,ほぼ同程度である(Fig.6(b))。M-A相体積率はfM-A=11~18vol%の範囲にあり,焼き入れ性の増加にともない増加する。
3・2 引張特性
Fig.7に応力−ひずみ曲線の代表例を示す。Fig.8にA~E鋼の引張特性を示す。A~E鋼の引張強さは1.5GPa級の超高強度を示し,引張強さ(TS)と0.2%耐力(YS)および降伏比(YR=YS/TS)はともに焼き入れ性が高くなるにつれて増加する。とくに,0.2%耐力と降伏比の焼き入れ性依存性が大きく現れる。
全伸び(TEl)と強度・伸びバランス(TS×TEl)はともに焼き入れ性が高くなるにつれて低下する。断面減少率(RA)はD,E鋼において低くなる傾向が認められる。
3・3 伸びフランジ性と張り出し性
Fig.9に穴広げ率(λ),強度・伸びフランジ性バランス(TS×λ),最大張り出し高さ(Hmax)および強度・張り出し性バランス(TS×Hmax)の焼き入れ性依存性を示す。A鋼の穴広げ率がλ=28.4%であったのに対し,Crを単独添加したB鋼の穴広げ率はλ=35.7%,C鋼はλ=38.3%となり,最大で約10%増加する傾向が見られる。一方で,D鋼とE鋼の穴広げ率はA鋼とほぼ同等である。強度・伸びフランジ性バランスは,Cr添加による引張強さと穴広げ率の増加によってC鋼が最も高くなる。しかしながら,最大張り出し高さと強度・張り出し性バランスには焼き入れ性依存性はほとんど認められない。
Fig.10に,打ち抜き試験時の打ち抜き端面における板厚に対するせん断長さの比(ss/t)と最大せん断応力(τmax)の焼き入れ性依存性を示す。ss/tは焼入れ性が高くなるにつれてわずかに低下する。一方,打ち抜き時の最大せん断応力は焼入れ性が高くなるにつれて上昇する。
Fig.11にA鋼,C鋼およびD鋼の打ち抜き穴破断部の表面および縦断面のSEM像を示す。いずれの鋼においても,破断面はディンプル破壊であるが,焼き入れ性が高い鋼ほど破断部のディンプルは微細となっている(Fig.11(a)-(c))。縦断面では,C鋼において損傷が最も小さく,少数の短く,細いき裂またはボイドが認められるのみである(Fig.11(e))。ボイドは主に,M-A相と母相の界面で発生しているように見られる。
4. 考察
4・1 合金元素添加TM鋼の微細組織と残留オーステナイトへの炭素濃化メカニズム
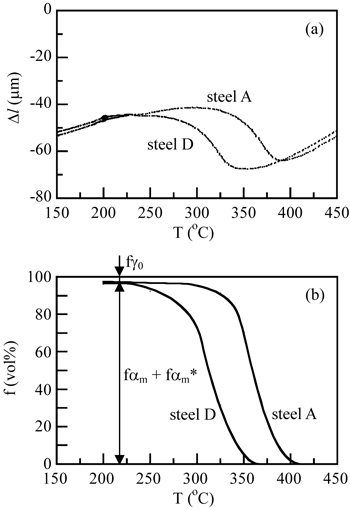
Cr,MoおよびNiを単独または複合添加することによって,B~E鋼のM-A相体積率は増加した(Fig.6(b))。また,マルテンサイトブロック組織とM-A相は微細かつ均一となった(Fig.4)。一方,γRの体積率はB,C鋼で最小となり,γR中の炭素濃度は焼き入れ性が高くなるにつれて単調に低下した(Fig.6(a))。これらのγR特性の変化を検討するため,A~E鋼の熱膨張曲線を測定した。その代表例をFig.12に示す。Fig.12(b)は,Fig.12(a)により得られた試験片熱膨張率をγR体積率測定結果およびSEM観察結果,EBSD解析結果の各組織分率により補正した後のマルテンサイト変態量の試験温度依存性を示す。D鋼はA鋼に比較してMs温度が低下するともに,低温側でのマルテンサイト変態が遅延していることがわかる。このFig.12の結果とFig.4~6の顕微鏡観察の結果より,合金元素を添加したB~E鋼の微細組織の変化はFig.13のように模式化できる。
まず,基本鋼(A鋼)の組織形成機構について述べる。Kobayashiら8)によれば,A鋼は以下のような組織変化を生ずる(Fig.13(d)参照)。
Stage 1:γ相
Stage 2~3:γ域からMs温度以下のT3まで冷却することにより,γ相の多くが粗大ラスマルテンサイト(αm)に変態する。その体積率(fαm)は以下の式16)に従う。
ここで,AとBは材料定数である。γ相の多くは,主に旧γ粒界,パケット境界,ブロック境界に残存する。
Stage 3~4:炭素を過飽和に固溶する粗大ラスマルテンサイト中で,オートテンパーによりセメンタイトが析出する。炭素はγ相中にも濃化しつつ,未変態γ相の多くは微細なラスマルテンサイト(αm*)に変態しM-A相を形成する。M-A相中のγRの多くは微細ラスマルテンサイト境界に存在する。この微細ラスマルテンサイト中には炭素が濃化される(Ms温度が大きく低下する)ため,オートテンパーは生じにくく,炭化物は存在しない。
Stage 4~6:粗大および微細ラスマルテンサイト内の過飽和な炭素が未変態γ相(γR相)中にさらに濃化し,未変態γ相の炭素濃度が高くなる。このとき,粗大ラスマルテンサイト内の炭化物のサイズと体積率の増加は無視できる程度に小さい。
本研究では,Cr,MoとNiを単独または複合添加したB~E鋼でも概ねA鋼に準ずる組織変化を示した(Fig.3~5)。A鋼との大きな相違は,主にB~E鋼ではA鋼に比較して焼き入れ性が増加するほどM-A相体積率が増加するが,γRの炭素濃度が低下する点である(Fig.13(b))。前者は,①Cr,Mo,Ni等の合金元素によりMs温度が低下し,マルテンサイト変態が抑制かつ遅延されるため,stage 3~4での未変態γ相体積率(fγ)が増加すること(Fig.13(c)),および②このためにstage 4~5においてγ相(γR相)への炭素の濃化が十分に進まないこと,の2つの理由に起因したと考えられる。なお,Ms温度の低下は同時にB~E鋼のマルテンサイトブロック組織の微細化と炭化物析出の抑制ももたらせたと考えることができる。また,B,C鋼の低い炭化物体積率は,Crがセメンタイトの粗大化を抑制させる効果17)も働いたためと考えられる。
一方,B~E鋼での焼き入れ性の増加にともなうγRの炭素濃度の低下(Fig.6(a))は,以下のように考えられる。Fig.13(c)で示されたように,Ms温度の低下によって,B~E鋼ではstage 3~4での未変態γ相の体積率が増加する。よって,粗大マルテンサイトからの過飽和な固溶炭素の拡散量が相対的に低下し,γRへの炭素濃化が効果的に起こらなかった。
4・2 合金元素添加に伴う降伏応力と降伏比の増加
Fig.8において,A鋼の0.2%耐力(降伏応力)は約1100MPa,降伏比は0.7程度であったが,Cr,Mo,Niの単独または複合添加によって,0.2%耐力と降伏比はともに増加した。C鋼の微細組織をA鋼と比較した時,C鋼ではセメンタイト体積率はわずかに低下したが,M-A相の体積率が増加した(Fig.6(b))。γRの炭素濃度は低くなったが,ひずみ誘起変態に対する安定性はA鋼と同程度であった(Fig.6(c))。
まず,A鋼の低い0.2%耐力と降伏比について考察する。Sakakiら18)およびSugimotoら19)の初期降伏モデルよれば,マルテンサイト変態を生ずる第2相を含む2相鋼の弾性限Ye18)とひずみ硬化量Δσ19)はそれぞれ以下の式で表される(Fig.14参照)。
| Ye=Y[−1/2×(Y0/Y)+{1−3/4×(Y0/Y)2}1/2] | (6) |
ここで,YとY0はそれぞれ軟質母相,マルテンサイト変態が起こるときの母相の降伏応力である(Y>Y0)。fsは第2相体積率,Kは第2相の形状係数,Eは母相のヤング率,ε0は母相に生ずる塑性ひずみである(ただし,第2相は弾性変形のままであると仮定している)。本研究に(6)式と(7)式を適用する場合,第2相体積率fsはM-A相体積率fM-Aに対応し,母相は軟質マルテンサイト母相に対応する。Y0/Yは0.8程度であると予想したとき,Yeは0.32Yとなり,A鋼の低い降伏応力は主に初期降伏による低い弾性限に起因すると予想することができる。B~E鋼でもYeはA鋼と同程度と考えられるが,Fig.6に示されたように,B~E鋼ではM-A相体積率が増加するので,ΔσがA鋼より高くなる。したがって,B~E鋼の高い0.2%耐力はM-A相体積率の増加にともなう弾性限から0.2%ひずみのひずみ範囲における変形応力の増加(Δσ)に起因したと考えられる(Fig.14)。B~E鋼の降伏比の増加は,引張強さの増加に比べて,0.2%耐力の増加が相対的に大きくなったためと考えられる。
D,E鋼の全伸びと強度・伸びバランスはA鋼に比較して少し低下したが,断面減少率は大幅に低下した(Fig.8(d))。D,E鋼では組織が微細となっていたがM-A相体積率が著しく増加していた。また,γRの安定性は少し低下していた(k値は少し増加した)。したがって,D,E鋼の断面減少率の低下は主にM-A相の増加に起因し,全伸びの低下はγRの安定性の低下に主に起因したと考えられる。
4・3 伸びフランジ性に及ぼす合金元素添加の影響
強度・伸びフランジ性バランスはCrを単独添加したB,C鋼において最も改善された(Fig.9(a))。Sugimotoら15)によれば,ラス状組織を母相とする低合金TRIP鋼の伸びフランジ性は打ち抜き時の穴表面層の損傷と穴広げ時の局部変形能に支配される。本研究のように,打ち抜き破断面を広げる場合,打ち抜き時の損傷が穴広げ率に大きく影響を与える。その場合,打ち抜き損傷に及ぼす金属学的因子の影響は以下のようにまとめられる。
(1)母相組織:パケットおよびブロック,ラス状組織が微細・均一かつ軟質であるほど,き裂やボイドの発生を抑制する。
(2)第2相:母相との強度差が小さく,かつ体積率が低いほど,母相/第2相界面でのき裂の発生を抑制する。
(3)γR:ひずみ誘起変態に対する安定性が高い(k値が低い)ほど,塑性緩和によるき裂の発生抑制効果が大きい。
(4)炭化物:旧γ粒界やラス境界に存在するとき,き裂の核生成サイトとなりやすい。粗大ラスマルテンサイト内に存在する場合は,粗大となる場合ほどボイドの核生成サイトとなりやすい。
本研究では,A~E鋼においてγR特性と炭化物体積率の焼入れ性依存性は小さかった(Fig.6)。一方,M-A相体積率は焼入れ性が高くなるに従って増加し,マルテンサイトブロックサイズの減少に起因してM-A相は微細に分散した。それらの結果と伸びフランジ性に及ぼすM-A相の影響をまとめた模式図をFig.15に示す。上記(1)~(4)とFig.15より,B鋼とC鋼で得られた高い伸びフランジ性は以下のように考えられる。
Fig.15(b)の(i)線のように,M-A相体積率が増加すると,M-A相界面のボイド発生が促進され,伸びフランジ性は低下する。一方で,(ii)線のようにM-A相間隔が減少する(マルテンサイトブロックが小さくなる)ことで組織が微細化され,伸びフランジ性は増加する。このことはFig.11(b),(e)の結果,すなわち,C鋼は破断部で発生したき裂やボイドが小さく,その数も少ないこととも対応する。以上の結果より,B鋼とC鋼の優れた伸びフランジ性は,(i)M-A相体積率の増加と(ii)M-A相間隔の減少のバランスが良好となったためと考えられる。
本研究のD,E鋼はB,C鋼に比べ組織がより微細化されたにもかかわらず強度・伸びフランジ性は大きく改善されなかった。これはM-A相体積率が著しく増加したため局部延性が低下し(Fig.8(d)のRAの低下),母相/第2相界面でき裂またはボイドが発生しやすくなったためと考えられる。
なお,A~E鋼の穴広げ時において,鋼中のγRはひずみ誘起変態による塑性緩和によってボイドの連結やき裂の伝播を抑制し,伸びフランジ性を増加させる2,15)ことに貢献していると考えられる。
5. 結言
Mf温度以下でIT処理を施した0.2%C-1.5%Si-1.5%Mn-0.05%Nb TM鋼の微細組織,γR特性,引張特性,プレス成形性に及ぼすCr,Mo,Niの単独または複合添加の影響を調査した。また,引張特性,伸びフランジ性と金属学的組織因子との関係について検討した。得られた主な結果を以下にまとめる。
(1)TM鋼の組織は粗大なラスマルテンサイト母相と旧γ粒界,パケット境界,ブロック境界に沿うブロック状第2相(M-A相)からなった。γRの多くは,M-A相中の微細マルテンサイトラス境界に存在すると考えられた。添加元素の増加にともないM-A相体積率は増加し,M-A相間隔は減少した。一方,γR特性と炭化物体積率は添加元素の影響をほとんど受けなかった。
(2)基本鋼に0.5%または1.0%Crを単独に添加したとき,引張強さ,0.2%耐力および降伏比は増加した。これは主に,M-A相体積率の増加にともなうひずみ硬化率の増加に起因した。全伸びおよび強度・伸びバランスは合金元素の添加によりわずかに低下したが,断面減少率はCr-MoおよびCr-Mo-Niの複合添加により大幅に減少した。
(3)0.5%または1.0%のCrの単独添加は,TM鋼の強度・伸びフランジ性バランスを大幅に改善した。これは主に,Cr添加により(i)M-A相体積率の増加と(ii)M-A相間隔の減少のバランスが良好となったため,M-A相界面に生ずるボイドおよびき裂が小さくなり,穴広げ時のボイドの連結(き裂の成長)が抑制されたと考えられた。
文献
- 1) V.F. Zackay, E.R. Parker, D. Fahr and R. Busch: Trans. ASM, 60(1967), 252.
- 2) M. Murata, J. Kobayashi and K. Sugimoto: Tetsu-to-Hagané, 96(2010), 84.
- 3) J. Kobayashi, D. Ina, N. Yoshikawa and K. Sugimoto: ISIJ Int., 52(2012), 1894.
- 4) J.G. Speer, D.V. Edmonds, F.C. Rizzo and D.K. Matlock: Solid State Mat. Sci., 8(2004), 219.
- 5) B.C. De Cooman and J.G. Speer: Steel Res. Int., 77(2006), 634.
- 6) W. Cao, J. Shi, C. Wang, L. Xu, M. Wang, Y. Weng and H. Dong: Proc. of ICAS 2010, Metall. Ind. Press, Beijing, (2010), 196.
- 7) K. Sugimoto and J. Kobayashi: Proc. of MS&T’10, MST, Warrendale, PA, (2010), 1639.
- 8) J. Kobayashi, S. Song and K. Sugimoto: ISIJ Int., 52(2012), 1134.
- 9) J. Kobayashi, K. Sugimoto and G. Arai: Adv. Mat. Res., 409(2012), 696.
- 10) J. Kobayashi, D.V. Pham and K. Sugimoto: Steel Res. Int., 82(Special Edition; ICTP2011), (2011), 598.
- 11) H. Hollomon and L.D. Jaffe: Trans. AIME, 167(1946), 601.
- 12) H. Maruyama: J. Jpn. Soc. Heat Treat., 17(1977), 198.
- 13) D.J. Dyson and B. Holmes: J. Iron Steel Inst., 208(1970), 469.
- 14) O. Umezawa: J. Jpn. Inst. Light Met., 50(2000), 86.
- 15) K. Sugimoto, T. Iida, J. Sakaguchi and T. Kashima: ISIJ Int., 40(2000), 920.
- 16) D.P. Koistinen and R.E. Marburger: Acta Metall., 7(1959), 59.
- 17) T. Suzuki, Y. Ono, G. Miyamoto and T. Furuhara: ISIJ Int., 50(2010), 1476.
- 18) T. Sakaki, K. Sugimoto and T. Fukuzato: Acta Metall., 31(1983), 1737.
- 19) K. Sugimoto, T. Sakaki, T. Fukuzato and O. Miyagawa: Tetsu-to-Hagané, 71(1985), 994.