Original article
The effect of resin-coating technique on the bond strength between composite resin blocks for CAD/CAM and luting agents
2020 年 20 巻 1 号 p. 17-23
詳細
2020 年 20 巻 1 号 p. 17-23
Purpose: This study aimed to evaluate the effects of surface treatments on the shear bond strengths of composite resin blocks for CAD/CAM and luting agents.
Materials and Methods: All specimens were air-abraded with alumina particles before shear bond strength testing and categorized into the following pretreatment groups: C, no treatment; S, conventional silane treatment; GP, universal silane treatment; RS, universal silane treatment after silica coating; CM, resin coating after universal silane treatment; and RM, universal silane treatment after silica coating and resin coating. The surface roughness test was conducted to determine the fitting accuracy.
Results: The CM and RM groups demonstrated significantly higher bonding durability compared to the other groups. The film thickness of the resin coating was 12.66 µm, indicating its effectiveness in improving the bond strength without compromising the fitting accuracy.
Conclusion: Thus the clinical application of the resin-coating technique may prove useful for preventing the debonding of CAD/CAM fabricated crowns.
The fitting accuracy of crowns fabricated with computer-aided design and computer-aided manufacturing (CAD/CAM) systems has been remarkably improved and helped daily dental practices owing to the progress in digital technologies related to three-dimensional object detection [1,2,3,4,5]. Various types of milling blocks, such as titanium, ceramics, and composite resins have been used for dental restorations [6,7,8,9,10].
The modulus of elasticity of resin core build-up materials, particularly the composite resin crowns, is similar to that of the natural tooth; therefore, they are expected to offer restorations that resemble the structure of natural teeth after integration with an abutment tooth via adhesive bonding [11,12,13]. Recently, the application of this composite resin block for CAD/CAM to molar restorations is drawing the attention of clinicians. Although these CAD/CAM fabricated crowns have an advantage due to the higher reliability in quality control relative to the products manually fabricated by dental technicians, several studies have reported incidents of debonding after the delivery of the crowns [14,15,16,17]. The reasons for debonding include a decrease in bond strength over the time between the restoration and the abutment tooth and the large taper in the tooth preparations dictated by the capabilities of the milling machines [18].
In light of the abovementioned clinical observations, in addition to various surface treatment methods for CAD/CAM fabricated crowns, the adhesive effect of the resin-coating technique [19] on the inner surface of the crown was examined.
The materials used in this study are shown in Table 1. The bond strength test and measurement of the film thickness of the resin coating were performed in the present study. The bond strength was evaluated using the shear bond strength test before and after thermocycling, followed by the analysis of the fracture surface. The film thickness of the resin coating was measured using a surface roughness tester and scanning electron microscope (SEM) images.
Bond strength test Preparation of specimenThe experimental design is outlined in Fig. 1. Composite resin blocks for CAD/CAM (Cerasmart 270, GC, Tokyo, Japan) were sectioned with a low-speed precision cutting machine (Isomet, Buehler, Chicago, IL, USA), and the surface was polished with #600 waterproof abrasive papers (Sankyo Rikagaku, Okegawa, Japan). The sectioned specimens were embedded in autopolymerizing resin (Ostron II, GC) (Fig. 1a, b). The adherend surface was air-abraded with alumina particles (50 µm) at 0.3 MPa pressure for 15 s with a working distance of 10 mm, followed by rinsing in distilled water and drying by air blowing.
| Brand name | Composition | Batch no. | Manufacturer |
|---|---|---|---|
| Cerasmart 270 | Bis-MEPP, UDMA, silica and barium nano glass | 1806051 | GC, Tokyo, Japan |
| Panavia V5 Paste | Bis-GMA, TEGDMA, hydrophobic aromatic dimethacrylate, hydrophilic aliphatic dimethacrylate, initiators, accelerators, silanated barium glass filler, fluoroalminosilicate glass filler, colloidal silica, silanated aluminum oxide filler, dl-camphorquinone, pigments | 7V0037 CK0069 |
Kuraray Noritake Dental, Tokyo, Japan |
| G-Cem Link Force A2 | Bis-GMA, Bis-MEPP, UDMA, dimethacrylate, initiator, pigments, barium glass filler | 1808172 | GC |
| Ceramic Primer | Liquid A: 3-trimethoxysilylpropyl methacrylate, ethanol | 1607061 | GC |
| Liquid B: methyl methacrylate, ethanol, UDMA, organic acid | |||
| G-Multi Primer | 3-trimethoxysilylpropyl methacrylate, 10-MDP, MDTP, ethanol | 1809251 | GC |
| Ceramic Primer Plus | 3-trimethoxysilylpropyl methacrylate, MDP, ethanol | 7R0018 2D0023 |
Kuraray Noritake Dental |
| Rocatec Soft | 30 μm silica-coated alumina particles | 16 | 3M ESPE, Seefeld, Germany |
| Clearfil Megabond 2 Bond | MDP, Bis-GMA, HEMA, dl-camphorquinone, hydrophobic aliphatic dimethacrylate, initiators, accelerators, colloidal silica | 5T0062 | Kuraray Noritake Dental |
Bis-MEPP, 2,2-bis(4-methacryloxypolyethoxyphenyl)propane; UDMA, urethane dimethacrylate; Bis-GMA, bis-phenol-A-diglycidylmethacrylate; TEGDMA, triethyleneglycol dimethacrylate; MDP, methacryloyloxydecyl dihydrogen phosphate; MDTP, methacryloyloxydecyl dihydrogen thiophosphate; HEMA, 2-hydroxyethyl methacrylate
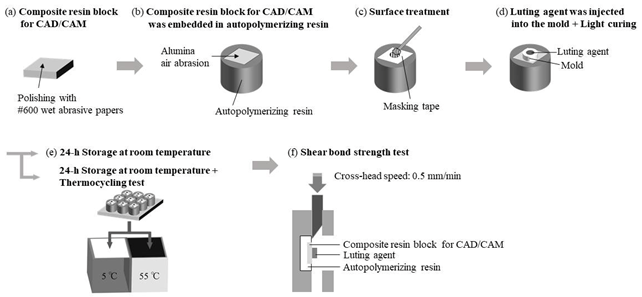
The bonding area of the composite resin block for CAD/CAM was delineated by attaching a masking tape, and the surface treatment was conducted as follows (Fig. 1c).
Six specimens were fabricated for each treatment surface to test the initial bond strength. Eight specimens were prepared for the CM and RM groups to test the bond strength after thermocycling. After completing the treatments on each surface, the amount of luting agent was standardized by attaching an aluminum pipe (internal diameter, 5.0 mm; height, 2.0 mm) to the adherend using sticky wax. Resin luting agent was incrementally placed into the aluminum pipe and photopolymerized for 20 s using the LED light-curing unit (Fig. 1d). G-Cem Link Force A2 (GC) was used for Groups C, S, GP, and RS, whereas Panavia V5 (Kuraray Noritake Dental) was used for Groups CM and RM.
Specimen storageSix specimens from each surface treatment group were stored at room temperature for 24 h to examine the initial shear bond strength. Likewise, eight specimens from Groups CM and RM were stored at room temperature for 24 h in the same manner. The specimens were thermocycled (30,000 cycles) between 5 and 55˚C with a dwell time of 40 s to assess the bonding durability (Fig. 1e).
Shear bond strength measurementAfter bonding and storing the specimens, the shear bond strength test was conducted using a universal testing machine (EZ Test, Shimadzu, Kyoto, Japan) at a crosshead speed of 0.5 mm/min (Fig. 1f). Kolmogorov-Smirnov test (p = 0.200) for each measurement showed normal distribution in all experimental groups. Levene’s test of equality of error variances was performed to assess the equality of variances in the shear bond strength of all experimental groups. The variance through the groups was found to be equal (p = 0.247), which permitted a one-way analysis of variance (ANOVA) to be conducted. The shear bond strength was subject to a comparative analysis using the one-way ANOVA test at a significance level of α = 0.05. Significant differences between the groups within the same one-way ANOVA test were further analyzed using Scheffé’s method (significance level, α = 0.05). The SPSS program (Ver. 25 for Windows, SPSS, Chicago, IL, USA) was used for the statistical analysis. The fractured specimens were examined visually to determine the failure modes, which were classified as cohesive within the composite resin block for CAD/CAM, adhesive between the luting agent-composite resin block for CAD/CAM interfaces or mixed.
Measurement of the film thickness of the resin coatingUsing a surface roughness tester and a SEM, the film thickness of the resin coating applied on the surface of the composite resin block for CAD/CAM was measured.
Measurement using a surface roughness testerA composite resin block for CAD/CAM was sectioned using a low-speed precision cutting machine. The surface was polished with waterproof abrasive papers (#600) to fabricate three types of pretreated surfaces as follows.
Resin coating was applied on half of the testing surface only. The surface roughness after polishing, alumina air abrasion, and alumina air abrasion + silica coating was evaluated using a surface roughness tester (Surfcom 590A, Tokyo Seimitu, Hachioji, Japan). The mean deviation of the assessed profile (Ra) was measured under the following conditions: cut-off value, 0.8 mm; measurement length, 4.0 mm; and measurement speed, 0.3 mm/s. The film thickness of the resin coating was calculated by measuring the difference in the level between the resin-coated and the control surfaces. Five specimens were used for each measurement to obtain the mean for the comparative analysis.
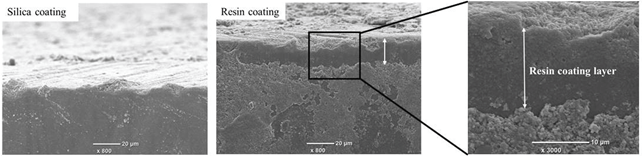
SEM analysisA section of the composite resin block for CAD/CAM was produced using a low-speed precision cutting machine and polished with #600 waterproof abrasive papers. Then, the surfaces were treated with silica coating followed by resin coating. Cross-sectional images of the surface-treated blocks were observed to evaluate the thickness of the resin coating using an electron microscope (JCM-6000Plus, JEOL, Akishima, Japan) at an accelerating voltage of 10 kV and a magnification of ×800 and ×3,000.
The results of the shear bond strength tests are summarized in Table 2. No significant differences in the shear bond strengths were observed among the different pretreatment groups (Groups C, S, GP, and RS; p > 0.05) before the thermocycling test. These groups were treated without bonding agents and presented with similar shear bond strength values (7.0-9.3 MPa). Likewise, no significant differences were observed between the two groups that were treated with bonding agents (Groups CM and RM). However, the shear bond strengths of these two groups were significantly higher than those of the groups treated without bonding agents (Groups C, S, GP, and RS), except for Groups RS and RM. After the thermocycling test, no significant differences in shear bond strength were observed between the two groups treated with bonding agents (Groups CM and RM). Thermocycling loading did not change the shear bond strength values of the two groups treated with bonding agents, and no significant differences were observed before and after fatigue simulation (p > 0.05).
| Surface treatment | C | S | GP | RS | CM | RM |
|---|---|---|---|---|---|---|
| Before thermocycling | 7.0 (3.7)A | 7.8 (2.6)A | 7.1 (2.6)A | 9.3 (1.9)A, C | 15.5 (2.9)B, a | 13.7 (1.4)B, C, a |
| After thermocycling | 14.9 (1.8)A, a | 15.3 (1.8)A, a |
Bond strength mean (MPa) and standard deviation in parentheses.
Significant differences are visualized with different letters; capitals within one row, small letters within a column.
| Surface treatment | C | S | GP | RS | CM | RM |
|---|---|---|---|---|---|---|
| Before thermocycling | 50/0/50 | 83/0/17 | 83/0/17 | 83/0/17 | 0/100/0 | 0/100/0 |
| After thermocycling | 0/37/63 | 0/63/37 |
A/B/C (%): A, adhesive failure between luting agent-composite resin block for CAD/CAM interface; B, cohesive failure within the composite resin block for CAD/CAM; C, mixed failure (A and B)
| Surface roughness (Ra: μm) | Film thickness (μm) | ||
|---|---|---|---|
| Polishing | Alumina air abrasion | Alumina air abrasion + Silica coating | Resin coating |
| 0.25 (0.03) | 2.81 (0.20) | 3.38 (0.37) | 12.66 (0.59) |
Mean and standard deviation in parentheses.
The distribution of the failure modes in all the groups is shown in Table 3. Before the thermocycling test, none of the specimens in the four groups treated without bonding agents (Groups C, S, GP, and RS) demonstrated cohesive failure; however, all the specimens presented with adhesive failures between the luting agent-composite resin block for CAD/CAM interfaces or mixed failures. In the two groups treated with bonding agents (Groups CM and RM), all specimens presented with cohesive failures within the composite resin blocks for CAD/CAM. After the thermal cycling test, the failure modes of all specimens were classified as cohesive or mixed in the two groups treated with bonding agents (Groups CM and RM). Specifically, the proportion of cohesive failure was higher in Group RM relative to Group CM.
The results of the surface roughness evaluations on the pretreated surfaces after polishing, alumina air abrasion or alumina air abrasion + silica coating, as well as the film thickness of the resin coating, are presented in Table 4. The Ra values after polishing, alumina air abrasion, and alumina air abrasion + silica coating were 0.25, 2.81, and 3.38 µm, respectively.
Figure 2 shows the cross-sectional SEM images of the composite resin block for CAD/CAM pretreated with silica coating followed by resin coating. The film thickness values of the resin coatings using the surface roughness tester and the cross-sectional SEM values were 12.66 µm and 12 to 15 µm, respectively.
A composite resin block for CAD/CAM presents with higher physical properties compared to light-cure paste type composite resins [20]. Furthermore, it has better esthetic than alloys, thus eliminating the concern of metal allergy. The composite resin block for CAD/CAM is expected to play a significant role in metal-free restorations; hence, a surge in its demand has been predicted. However, the high frequency of debonding has been reported due to the increase in the application of these composite resin blocks for CAD/CAM [14,15,16,17,18].
Fillers and matrix resins are heat-polymerized under high temperature and pressure during composite resin blocks for CAD/CAM fabrication [20]. Therefore, the composite resin blocks for CAD/CAM show a higher degree of polymerization in the matrix resin and establish more stable cross-links compared to composite resins that are developed using the conventional build-up method [21]. On the contrary, the bonding could be compromised due to the meager amount of unpolymerized matrix resin, which is essential for cross-linking during bonding between luting agents.
Given this characteristic of the composite resin blocks for CAD/CAM, several methods are recommended to achieve adhesive cementation such as alumina air abrasion that increases the surface area and the mechanical retention by adding micro irregular patterns, and silanization particularly used for chemical bonding between silica fillers [22]. Nonetheless, the shear bond strength values in Groups S and GP were not significantly different from that of Group C, which was treated with alumina air abrasion alone, thus indicating the absence of any positive effects of the conventional silane-coupling agent or the silane-containing universal primer on the shear bond strength.
No significant difference in shear bond strength values was observed between Group RS (alumina air abrasion and tribochemical silica coating) and Groups C, S, and GP, although Group RS presented with a higher value (9.3 MPa) than the other groups. The Rocatec method used in the present study forms a silica layer by air abrasion with unique silica-coated irregular alumina particles on the adherend [23]. This process increases the surface free energy resulting in an improvement in wetting [23]. In general, the wetting of the solid surface is affected by the fine geometric structure of the surface its chemical properties [24]. Fine grooves called “fractal structure” widely exist on the snail shell surface in the millimeter to nanometer range. This surface structure is considered to provide hydrophilicity to the shell [25]. Similarly, in the present study, it was suggested that a nanoscopic foamy structure [26] was formed in Group RS with silica coating. This nano-level fine structure is related to super-hydrophilicity; the improved wetting helped the penetration and coverage of the silane-containing universal primer resulting in improved bond strengths.
Groups CM and RM (with resin coating) showed significantly higher shear bond strengths relative to the groups without resin coating, thus indicating that the bonding resin, as well as the silane-containing universal primer, had penetrated and covered the irregular composite resin block for CAD/CAM surface after alumina air abrasion more effectively. In addition, it is suggested that the existence of the unpolymerized oxygen inhibition layer on the surface of the bonding resin improved the wetting of the low viscous luting agent thereby assuring the bonding. Although the luting agent tused in this study was of the dual-cure type, the pigments and the thickness could be factors that may have affected the penetration of the irradiated light. Insufficient irradiance and time could cause insufficient polymerization of the luting agent [27,28]. The irradiation is performed after crown insertion in actual clinical situations; hence, it is challenging to provide sufficient light for photopolymerization on the intaglio surface of the CAD/CAM fabricated crowns. However, a sufficient amount of irradiation is essential to achieve a high degree of conversion even in the case of dual-cure type luting agent [29]. On the other hand, it is possible to directly photopolymerize the bonding agent before crown insertion in the resin-coating technique [30]. No significant difference in shear bond strength values was noted between Group CM and Group RM (tribochemical silica coating). Therefore, the bond strength achieved after resin coating, which was performed without the Rocatec method (silica coating) after the alumina air abrasion process, was similar to that after the Rocatec treatment.
In terms of the fitting accuracy, the Ra values obtained after alumina air abrasion and silica coating using the surface roughness tester were 2.81 ± 0.20 µm and 3.38 ± 0.37 µm, respectively. Furthermore, the film thickness of the resin coating was approximately 12.66 ± 0.59 µm. These findings were confirmed by SEM imaging. One study reported that the film thickness of the resin coating using a bonding agent was about 10 µm [31], suggesting the possibility of providing a resin coating with a constant thickness using proper treatment methods. When a CAD/CAM crown is designed and fabricated, an appropriate amount of luting agent space should be selected by the clinician. It has been reported that the acceptable level of zinc phosphate cement space is 120 µm or less based on the particle size and viscosity of the zinc phosphate cement [32,33,34]; however, the new standard is within 80 µm, demanding further improvements in accuracy [35]. In the present study, the effect of resin coating on the fitting accuracy was 12.66 ± 0.59 µm. It is possible to conduct resin coating treatment on the intaglio surface of the CAD/CAM fabricated crown without compromising the fitting because a CAD/CAM fabricated crown requires proper luting agent space that can be adjusted by changing the parameter setting.
The resin-coating technique was proposed for restorative procedures in the early 90s [19]. In this method, the internal walls and floors of a finished preparation are sealed with a bonding agent or flowable resin; in some cases, the abutment tooth surface is coated with a bonding agent after crown preparation [19]. This method is expected to improve the bond strength [36], marginal sealing [37], and cavity adaptation [38], and protect the dentin and pulp tissue. In the present study, the failure modes at the initial shear bond strength testing of Groups CM and RM with resin coating demonstrated no adhesive failure between the luting agent-composite resin block for CAD/CAM interfaces or mixed failures; however, 100% cohesive failure was observed within the composite resin block for CAD/CAM. This finding indicates that the bond strength was higher than the fracture strength of the block itself. Although both mixed and cohesive failures were observed after the thermocycling test, the cohesive failure in Group RM was 63% indicating its high bond durability.
In conclusion, the findings of the present study suggest that the clinical application of the resin-coating technique could be a viable option for preventing the debonding of CAD/CAM fabricated crowns.
This work supported by KAKENHI Grant Number JP18K09670.
None