Regular Article
Improving Granulating and Sintering Performance by Pretreating Specularite Concentrates Through Mechanical Activation
2013 年 53 巻 12 号 p. 2013-2017
詳細
2013 年 53 巻 12 号 p. 2013-2017
In this paper, the pretreatment of specularite concentrates through roller press was present to improve the granulation of blends comprising some 10–30% specularite concentrates and enhance the sintering performance. It was shown that the content of +3 mm fractions of granulation mixture is elevated by 10% and the sinter mixture permeability is elevated by 35%. In the meantime, a sinter tumble index increasing from 62.00 to 64.13% was attainted with similar sinter productivity and at lower fuel rate. The mechanism of the pretreating concentrates process to improve sintering performance was demonstrated from mineralogy analysis that better permeability and improved reactivity which help to form more calcium ferrite and good microstructure of sinter, further proven by the better metallurgical performance of sinter.
In order to improve blast furnace performance for higher productivity and low fuel rate, some high grade concentrates are blended into sinter mixture to increase iron grade of sinter product,1,2) such as specularite concentrates from Brazil. However, specularite concentrates possess the adverse granulation performance due to inappropriate particle size distribution and low specific surface areas, poor wettability and low fusibility characteristics.3,4,5,6) Therefore, it is important to develop measures in order to greatly improve the ballability, which is defined as Eq. (1),
The formula of static ballability index(K):
| (1) |
Some counterpart measures have to be taken to achieve good quality sinter at higher sinter productivity by improving permeability of sinter bed for blends containing higher ratio of fine iron ore concentrates or iron ore fines with higher content of fine fractions,7,8) such as extending the length of drum mixer in granulation or increasing numbers of drum mixer to improve the granulation performance. Moreover, some research results have shown that the surface characteristics and sintering or crystallization capability of specularite can be improved through damp milling.5,9) In this study, the concentrate was pretreated by roller press before blending with fluxes and coke, resulting in better granulation performance, which was an economical and effective way to treat high ratio concentrate in sintering.
The raw materials including iron ore, dolomite, limestone, burnt lime and coke, which are used in a Chinese mill, were prepared. Also hematite concentrate imported from Brazil was prepared. Their chemical compositions and size distributions are documented in Tables 1 and 2, and the physical properties of hematite concentrate (one kind of specular hematite, named PFC in this paper) is shown in Table 3, respectively.
| Type | TFe | SiO2 | Al2O3 | CaO | MgO | MnO | P | S | LOI |
|---|---|---|---|---|---|---|---|---|---|
| PFC | 66.79 | 2.47 | 0.82 | 0.10 | 0.038 | / | 0.042 | 0.017 | 0.64 |
| Concentrate | 62.44 | 5.77 | 0.59 | 0.38 | 2.66 | 0.314 | 0.024 | 0.118 | –0.72 |
| Iron ore A | 60.65 | 3.99 | 2.28 | 0.08 | 0.38 | 0.258 | 0.074 | 0.05 | 5.96 |
| Iron ore B | 59.378 | 3.724 | 1.542 | 0.498 | 0.107 | 0.233 | 0.037 | 0.032 | 8.676 |
| Iron ore C | 61.43 | 6.23 | 2.46 | 0.07 | 0.44 | 0.084 | 0.030 | 0.050 | 2.82 |
| Iron ore D | 64.62 | 3.95 | 1.35 | 0.16 | 0.38 | 0.041 | 0.066 | 0.050 | 0.98 |
| Iron ore E | 64.54 | 3.97 | 1.24 | 0.16 | 0.35 | 0.321 | 0.042 | 0.050 | 1.77 |
| Dolomite | – | 1.50 | – | 31.78 | 19.89 | – | – | – | 44.60 |
| Limestone | 2.34 | 1.55 | 0.01 | 52.10 | 0.80 | – | 0.058 | 0.033 | 41.52 |
| Burnt lime | – | 4.00 | – | 75.01 | 1.75 | – | – | – | 28.69 |
| Coke | – | 9.71 | 4.52 | 1.63 | 0.24 | – | – | – | 80 |
| Type | Particle distribution (mm)/% | |||||
|---|---|---|---|---|---|---|
| +8 | +5~8 | +3~5 | +1~3 | +0.5~1 | –0.5 | |
| Concentrate | 0.51 | 1.38 | 3.30 | 5.67 | 3.20 | 85.43 |
| Iron ore A | 2.29 | 11.93 | 15.40 | 27.08 | 14.04 | 29.11 |
| Iron ore B | 8.76 | 32.91 | 18.59 | 18.16 | 9.40 | 12.18 |
| Iron ore C | 6.16 | 9.75 | 14.48 | 22.52 | 7.86 | 38.95 |
| Iron ore D | 0.77 | 10.56 | 42.67 | 35.97 | 4.08 | 5.61 |
| Iron ore E | 9.76 | 15.00 | 19.10 | 20.79 | 5.77 | 29.10 |
| Dolomite | 0.00 | 0.25 | 14.17 | 41.85 | 12.31 | 31.10 |
| Limestone | 0.00 | 0.12 | 9.05 | 35.95 | 24.66 | 30.21 |
| Burnt lime | 0.00 | 0.38 | 3.93 | 15.24 | 13.15 | 67.29 |
| Coke | 1.29 | 5.15 | 12.53 | 26.00 | 16.51 | 38.21 |
| Ore type | –0.075 mm/% | –0.043 mm/% | specific surface area/cm2·g–1 | static ballability index |
|---|---|---|---|---|
| PFC | 58.31 | 33.99 | 520 | 0.150 |
The iron grade of concentrates and most of iron ore fines is over 60%, which is higher iron grade for sintering materials. However, the particles size of concentrates is over 85% passing 0.5 mm, which is too fine for sintering, leading to adverse permeability performance in sintering.
PFC is characterized by higher iron grade (66.79%)T.Fe and low silica content. The size of PFC is 58.31% passing 0.075 mm, with a specific surface area of 520 cm2·g–1 and static ballability index of 0.150, which means poor ballability.
The ore blending scheme is documented in Table 4. The difference between Base Case and Blend 1–3 is the proportion of concentrate and PFC, the Base Case uses 24% concentrate while the Blend 1–3 use 24% PFC.
| Item | Base Case | Blend 1–3 | |
|---|---|---|---|
| Blend structure | Ore A | 20% | 20% |
| Ore B | 21% | 21% | |
| Ore C | 5% | 5% | |
| Ore D | 15% | 15% | |
| Ore E | 15% | 15% | |
| Concentrate | 24% | 0% | |
| PFC | 0% | 24% | |
| Target value of Sinter | T.Fe | 56.85% | |
| Basicity | 2.00 | ||
| SiO2 | 5.10% | ||
| MgO | 2.36% | ||
Blend 1: PFC replaces 24% concentrate and without pretreating by roller press;
Blend 2: PFC replaces 24% concentrate and pretreated twice by roller press;
Blend 3: PFC replaces 24% concentrate and pretreated 4 times by roller press;
The flow sheet of sintering tests in this paper included proportioning10,11) of raw materials, concentrate, flux and coke, blending of raw materials except pretreated concentration, granulation of all raw materials, loading of granulated raw materials in the sinter pot and making sintering bed, ignition on the surface of the bed, sintering and cooling. The Fig. 1 shows the flow sheet of pretreat granulation and sintering, the Base Case and Blend 1 is the normal sintering process. Firstly, the fines, concentrates without pretreatment, flux and coke were blended, then they were granulated. Secondly, they were loaded in the sinter pot, and then ignited on its surface. After sintering, the sinter cake was cooled for 3 min at 5000 Pa. The Blend 2 and Blend 3 increased a process before granulation; PFC was passed through the roller press for 2 times in Blend 2, and 4 times in Blend 3 for pretreating, then added to the drum before granulation.
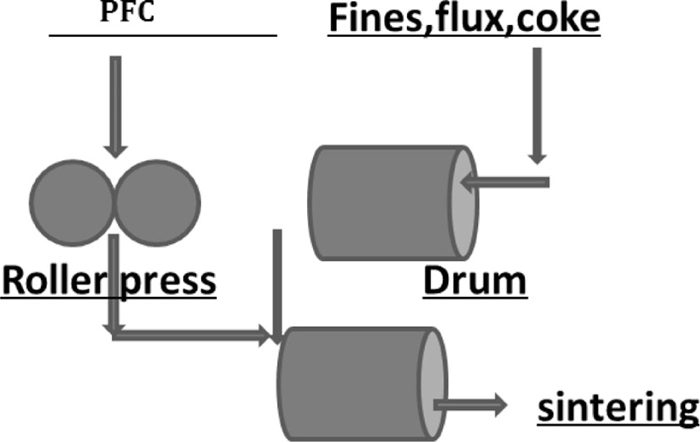
Flowsheet of pretreat granulation and sintering.
Concentrates were pretreated by the roller press of 250 mm in diameter and 120 mm width at 300 rpm and in open circuit to improve its granulation performance by changing the roller pressure, moisture of concentrates and pressing times. The concentrate was wetted to the designated moisture content before pretreating, then the moist concentrate was pretreated by roller press one time at a normal feed rate of 10 kg/min or circular pretreated to specified pressing times. The treated concentrates were mixed with other iron ores, fluxes and coke at 8.5% mixture moisture. The mixture were loaded into the granulating drum of 500 mm in diameter and 200 mm width at 35 rpm for 3 min. Result of the granulation mixture was evaluated by permeability of using Voice formula and fractions of granulation over 3 mm.
| (2) |
A—bed section area, m2. h—bed height, mm.
ΔP—pressure drop, Pa. n—constant, usually at 0.6.
Before loading the granulated mixture into sinter pot of 100 mm in diameter and 500 mm height, some 0.5 kg hearth layer were laid into sinter pot. The ignition flame temperature was 1100°C, the ignition time was 1.5 min, the ignition suction was 5000 Pa, the sinter suction was 10000 Pa, and the sinter was cooling for 3 min at 5000 Pa. The methods of granulation mixture and sinter product were tested according to the references.12,13,14)
After the pretreatment of roller press, the concentrate can be mechanically activated, some surface properties will be changed, and which need to be detected and defined.
In order to evaluate the effect of pretreatment of PFC, wetting heat, maximum molecule, and maximum capillary moisture were investigated. Wetting heat is the heat released when the liquid wet the unit surface area of solid. This trial uses Setaran calorimeter to measure wetting heat.
Maximum molecule moisture is defined as Eq. (3). The test uses filter press technique, which uses a filter paper to absorb the gravity and capillary water in the sample by mechanical pressure.
| (3) |
Maximum capillary moisture is defined as Eq. (4). The test uses volumetric method to measure.
| (4) |
Figure 2 illustrates the effects of concentrates ratio though roller press on granulation performance. The higher ratio of concentrates through the roller press, the more the fraction of granulation mixture over 3 mm and the better permeability of granulation mixture. The content of granulation particles passing 3 mm increases from 71.61% to 82.82% and the permeability climbs from 0.277 J.P.U to 0.375 J.P.U, when the ratio of concentrates though roller press is elevated from 0 to 100%. Therefore, pretreat granulation can improve the granulation performance of mixture and the optimum ratio of concentrates is 100% passing the roller press.

Effects of concentrates ratio though roller press on granulation performance.
The effects of concentrate moisture though roller press on granulation performance are presented in Fig. 3. When the moisture arguments from 6.8% to 8.9%, the content of granulation particles over 3 mm increases from 78.2% to 91.26% and the permeability increases from 0.357 J.P.U to 0.407 J.P.U. The suitable concentrates moisture is suggested at 8.9%.

Effects of concentrate moisture though roller press on granulation performance.
Figure 4 demonstrates the effects of roller pressure on the granulation performance. The fractions of granulation mixture over 3 mm and permeability reach the peak value of 91.26% and 0.407 J.P.U when roller pressure is 0.664 N/mm2. Hence, the optimum roller pressure is 0.664 N/mm2.

Effects of roller pressure on granulation performance.
In Table 5, comparing Blend 1 and Base case, it can be seen that sinter productivity drops from 1.51 t/m2·h to 1.28 t/m2·h dramatically and solid fuel increases from 53.21 kg/t to 54.44 kg/t, with 24% domestic magnetite concentrate replaced by PFC. When the pressing times from one time to twice, the productivity increases from 1.28 t/m2·h to 1.50 t/m2·h and solid fuel reduces from 54.44 kg/t to 49.81 kg/t, but increasing pressing times from twice to 4 times, the tumble index drops and solid fuel increases. So pretreating PFC is very helpful for improving the sintering performance of blends comprising PFC, leading to high iron grade and low silica content of sinter.
| Pretreatment Process | Sinter Yield/% | Productivity /t·m–2·h–1 | Tumble Index/% | Solid fuel/kg·t–1 | Return fines Balance |
|---|---|---|---|---|---|
| *Base case | 76.83 | 1.51 | 62.00 | 53.21 | 0.97 |
| **Blend 1 | 73.40 | 1.28 | 64.27 | 54.44 | 1.02 |
| ***Blend 2 | 73.77 | 1.50 | 64.13 | 49.81 | 1.01 |
| ****Blend 3 | 74.09 | 1.62 | 61.20 | 53.15 | 0.98 |
According to Tables 6 and 7, the calcium ferrite increases from 30.20% to 41.32% by pretreat PFC, the RI increases from 65.72% to 77.75%, the RDI doesn’t change too much except over 6.3 mm elevated 8%, those because the pretreat PFC improves the permeability and generates more liquid phase. The mineralogy demonstrates pretreat granulation process can improve sintering performance of fine iron ore concentrates and form more calcium ferrite and good microstructure of sinter, further proven by the better metallurgical performance of sinter.
| Items | Fe2O3 | Fe3O4 | Calcium ferrite | Fayalite | Magnesium ferrite | Calcium silicate | Vitric |
|---|---|---|---|---|---|---|---|
| Blend 1 | 35.25 | 20.18 | 30.20 | 6.43 | 1.85 | 0.52 | 5.57 |
| Blend 2 | 27.84 | 17.41 | 41.32 | 6.15 | 2.10 | 0.38 | 4.80 |
| Items | RI/% | RDI/% | ||
|---|---|---|---|---|
| >6.3 mm/% | >3.15 mm | <0.5 mm/% | ||
| Blend 1 | 65.72 | 59.94 | 82.08 | 3.93 |
| Blend 2 | 77.75 | 64.78 | 82.65 | 3.30 |
Notes: RI- reducibility index; RDI-reduction degradation index.
Due to the special grinding mechanism of roller press, crush and rupture take place due to static pressure in bed, resulting in more crack and disfigurement at lower energy consumption, which is proven by the particle configuration and surface structure. The pretreatment of roller press effect on micro-configuration is shown in Fig. 5. The changes of XRD pattern of PFC pretreated by roller press are given in Fig. 6.
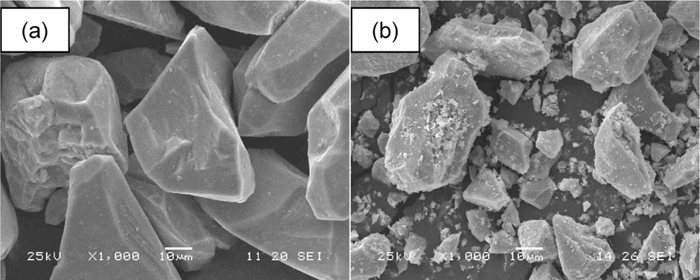
The changes of micro- configuration using roller press pretreated.

The changes of XRD pattern of PFC pretreated by Roller press.
From Fig. 5 it can be seen that the pellet feed possesses different particle morphology and surface roughness, which will dramatically affects ballability of concentrates. PFC has smooth and dense surface, and less superfine particles, even most of the particles configuration of PFC concentrates are plate ship and very slick, it leads to poor ballability and needing high temperature to consolidation. In contrast, the sample of PFC pretreated by roller press has rough surface and more superfine particles which represent higher specific surface areas, resulting in good ballability and preferable firing performance.
The XRD patterns represent chiefly the hematite reflections. This could indicate no phase transition during compressive loading of hematite. The distortion of structure is reflected in the line broadening, the reduction of peak intensity and the sifting of reflections. The (113) reflections are initially very strong and decrease remarkably in intensity after pretreated by roller press, simultaneity, the (104), (110), (024), (116), (214) and (300) reflections increase obviously in intensity after pretreated by roller press compared with other indexed reflections. The reduction and enhancement of reflection intensity implies the formation of some amorphous materials and nanostructuring of materials. The amorphization is in fact a highly distorted periodicity of lattice elements, and it is often characterized as a short range order in contrast to the long order of a fully crystalline structure. With pretreated by roller press, a narrow broadening in some reflections occurs, which reveals that the structural changes like lattice strain and crystallite size take place at crystallographic planes. If the energy absorption increases, that will bring about higher broadening of reflection peaks. This can be attributed to a great plastic deformation under higher pressures. A slight fluctuation in the values of the integral breadth in particular at lower energy absorption can be related to the heterogeneity of the particle beds where adequate numbers of larger particles still exist in the bed. The variation of the integral breadth and diffraction angle can be related to the Bragg’s angle effect15) (line breadths increases normally with Bragg’s angle) crystallite shape and microstructure characters or anisotropy which has been found in the previous work for hematite.13)
Combined with the conclusion from the changes of micro-configuration and changes of XRD pattern, it can be concluded that the microstructure of PFC has changed after pretreated by roller press because of mechanical activation.
3.6. Effect on Wetting Heat and Ballability by Pretreatment of Roller PressFrom Fig. 7, it can be observed that wetting heat increases from 0.1813 J/g to 0.1939 J/g for single PFC by pretreating concentrates using roller press. The higher surface free energy of the particles is thought to be due to the lattice deformation and defects by roller press, with more wetting heat released when these particles come in contact with water molecules. So the surface is activated by the mechanical action of the roller press can be further proved by the wetting heat.
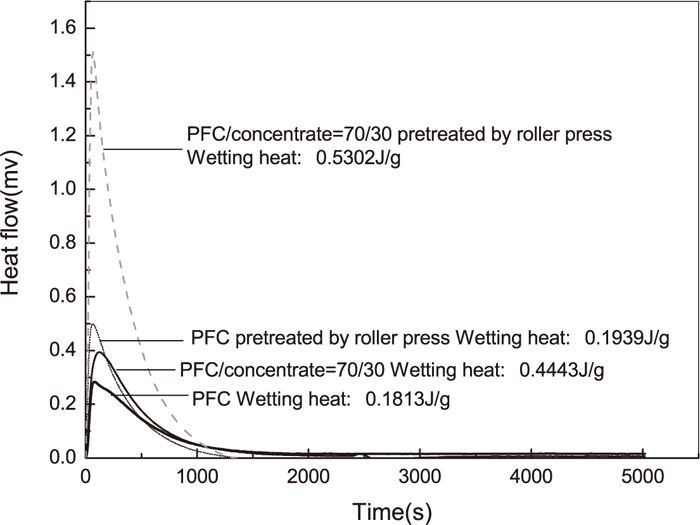
Effect on wetting heat of concentrates by pretreatment of Roller press.
It can also be noticed from Table 8 that the ballability index is increased from poor (0.150) to better (0.580) by pretreating the concentrates. There is agreement among results for the degree of lattice deformation, wetting heat and the effect of granulation. The improved surface activity of concentrate particles is ascribed to the mechanical activation of the roller press, in which mechanical energy is transferred into chemical energy which is stored in the iron ore concentrates crystal grains, and resulting in higher lattice deformation and defects.
| Condition | Maximum molecule moisture/% | Maximum capillary moisture/% | Static ballability index |
|---|---|---|---|
| PFC | 1.89 | 14.24 | 0.150 |
| PFC pretreated by roller press | 4.62 | 12.55 | 0.580 |
The amount of +3 mm fraction of granulation mixture and sinter mixture permeability are elevated by 10% and 35% by pretreat granulation of fine concentrates through roller press. In the meantime, a sinter productivity increasing from 1.51 to 1.62 t.m–2.h–1 is attainted in pot tests with similar sinter tumble index and at lower fuel rate. The content of calcium ferrite in sinter product and RI climb from 30.20% and 65.72% to 41.32% and 77.75%, respectively.
The microstructure of specular hematite (PFC) has changed after pretreated by roller press because of mechanical activation. Due to mechanical energy is transferred into chemical energy which is stored in the iron ore concentrates crystal grains which results in more wetting heat, higher ballability index, good property of roasting and higher lattice deformation and defects.