Abstract
The effect of niobium and vanadium additions (0.5 mass% and 2 mass%) on the as-cast microstructure and properties of hypoeutectic white cast iron containing 19 mass% Cr and 2.9 mass% C, has been examined. NbC carbides present in the structure of tested Fe–Cr–CNb alloys, due to their characteristic morphology, show higher wear resistance and toughness than M7C3 carbides. Increasing amount of this type of carbides, caused by the increase of niobium in the alloy, contributes to the improvement of wear resistance and dynamic fracture toughness. The alloy containing 2% Nb gives the best compromise between wear resistance and fracture toughness. This alloy shows about 23% greater dynamic fracture toughness and about 25% greater abrasion wear resistance than the basic Fe–Cr–C alloy. Besides, the secondary carbides which precipitate in the matrix regions of the tested Fe–Cr–C–V white irons also influence the abrasion behaviour and fracture toughness. The alloy containing 0.5% V has approximately the same fracture toughness but lower wear resistance than alloy with 2% Nb.
1. Introduction
High chromium white cast irons are an important class of wear resistance materials currently used in a variety of applications where stability in an aggressive environment is a principal requirement, including the mining and mineral processing, cement production, slurry pumping and pulp and paper manufacturing industries.
In the case of high chromium white cast irons, important microstructural parameters for wear resistance include the volume fraction, hardness, orientation and morphology of carbides1,2,3,4,5) and the type of matrix.1,2,6) These factors also influence the hardness and fracture toughness of the material.1,2,7)
Extensive industrial applications of high-chromium white cast irons have attracted researchers to try different carbide-forming elements such as tungsten,8,9) vanadium,8,9,10,11,12,13,14,15) niobium,8,10,16,17,18,19,20,21) titanium10,18,22,23,24,25) and boron26) to further improve this type of material. The addition of an alloying element which confines carbon in the form of a carbide, with a greater hardness and more favorable morphology, and which reduces the carbon content of the matrix, allows the simultaneous improvement of both toughness and abrasion resistance.1,9,13,23) By controlling the morphology of the carbide phase and the matrix structure in these materials, significant improvement of toughness and service life may be achieved.
The introduction of niobium to these alloys resulted in the preferential formation of NbC which is appreciably harder than other carbides present and which forms efficiently since niobium is partitioned fully to these phases.16,17,18,20) Vanadium appeared to be of special interest, due to its double effects, on both the matrix structure and stereological characteristics of carbides.12,14) Subsequently, niobium and vanadium improve the hardness and wear resistance.10,11,13,19) However, there is little information1) available concerning the influence of niobium and vanadium on the fracture toughness or how much of these elements should be combined with hypoeutectic high chromium white iron to obtain optimal fracture toughness and abrasive wear resistance.
In this study the influence of niobium and vanadium additions (0.5 mass% and 2 mass%) on the microstructural characteristics and properties relevant to the service performance of hypoeutectic high chromium white iron containing 19 mass% Cr and 2.9 mass% C, namely abrasion resistance and fracture toughness, was examined.
2. Experimental Procedure
The chemical composition of tested alloys is listed in Table 1. An induction furnace was used for melting, and 200 mm long and 30 mm diameter rods were cast in sand molds. Samples for structural analysis, hardness, wear, and fracture toughness tests were cut from the cast rods.
Table 1. Chemical composition of tested alloys (mass %).
| Alloy | C | Cr | Mn | Cu | Ni | Mo | Si | Nb | V |
|---|
| 1 | 2.89 | 19.03 | 0.71 | 0.99 | 0.103 | 0.48 | 0.85 | – | – |
| 2 | 2.93 | 18.86 | 0.78 | 0.91 | 0.087 | 0.52 | 0.81 | 0.54 | – |
| 3 | 2.91 | 19.14 | 0.75 | 0.96 | 0.108 | 0.49 | 0.79 | 2.06 | – |
| 4 | 2.88 | 18.89 | 0.72 | 0.98 | 0.098 | 0.42 | 0.86 | – | 0.49 |
| 5 | 2.87 | 18.92 | 0.73 | 1.01 | 0.099 | 0.44 | 0.87 | – | 2.02 |
The microstructure was examined using conventional optical microscopy (OM), scanning electron microscopy (SEM) and transmission electron microscopy (TEM). Samples for optical microscope examinations were prepared using standard metallographic technique (etched with picric acid solution (1 g) in methanol (100 mL) by adding 5 mL of hydrochloric acid). The size and volume fraction of the phases present in the structure were determined using image analyzer.
Cr Kα radiation has been used for measuring the amount of retained austenite by means of X-rays, as it is considered to be more appropriate for structures containing greater amounts of carbides (in order to increase the dispersion, if there are interference peaks, for example).27) A continuously rotating/tilting specimen holder was used to eliminate the effect of the preferred orientation of the columnar structure, which has been shown to affect the results (as it has been described in detail in Ref. 28). At a scanning rate of 1° min–1, the integrated intensities under the peaks (200)α, (220)α, (220)γ and (331)γ were measured by a diffractometer.
The hardness of nickel-chromium and high chromium white cast iron alloys was examined by the Vickers method at 294 N load.
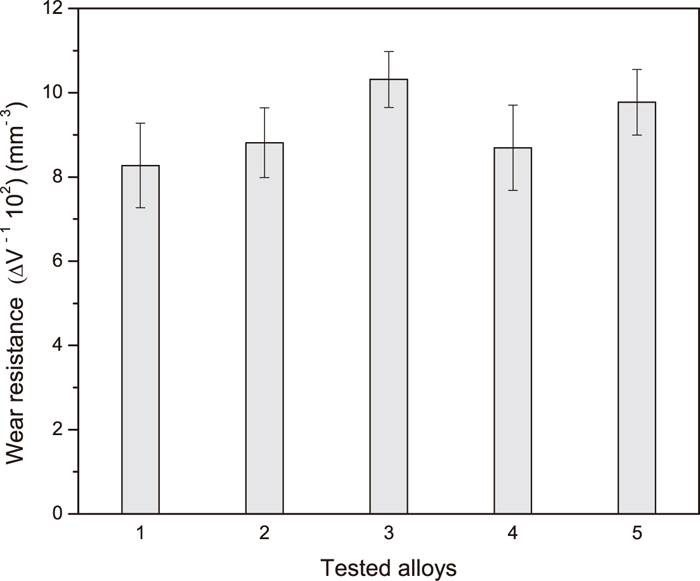
Abrasive wear resistance was evaluated according to the ASTM Standard Practice G-65, Procedure B (Dry Sand/Rubber Wheel Abrasion Test). Rounded quartz grain sand of sizes 50–70 mesh was used as an abrasive particle. Five specimens of each tested alloy are examined. The volume loss, ΔV, was then calculated by dividing mass loss by the alloy density. The reciprocal value of the volume loss, ΔV, due to wear is called wear resistance, ΔV–1.
Dynamic fracture toughness was measured at room temperature using an impact test machine equipped with an instrumented Charpy tub. The testing methodology selected was based on the three-point bending tests. The specimens (five specimens of each tested alloy) of 10 mm × 10 mm × 55 mm in size, were notched and precracked by fatigue following ASTM E399 recommendations. The dynamic stress intensity factor, KId, was determined using the following equation:29,30)
|
K
Id
=(
P
max
S
B
W
3/2
)
f(
a
W
)
| (1) |
where
Pmax is the maximum load,
S is the span,
B is the specimen thickness,
W is the specimen width,
a is the initial crack length and
f(
a/
W) is a geometry factor.
3. Results
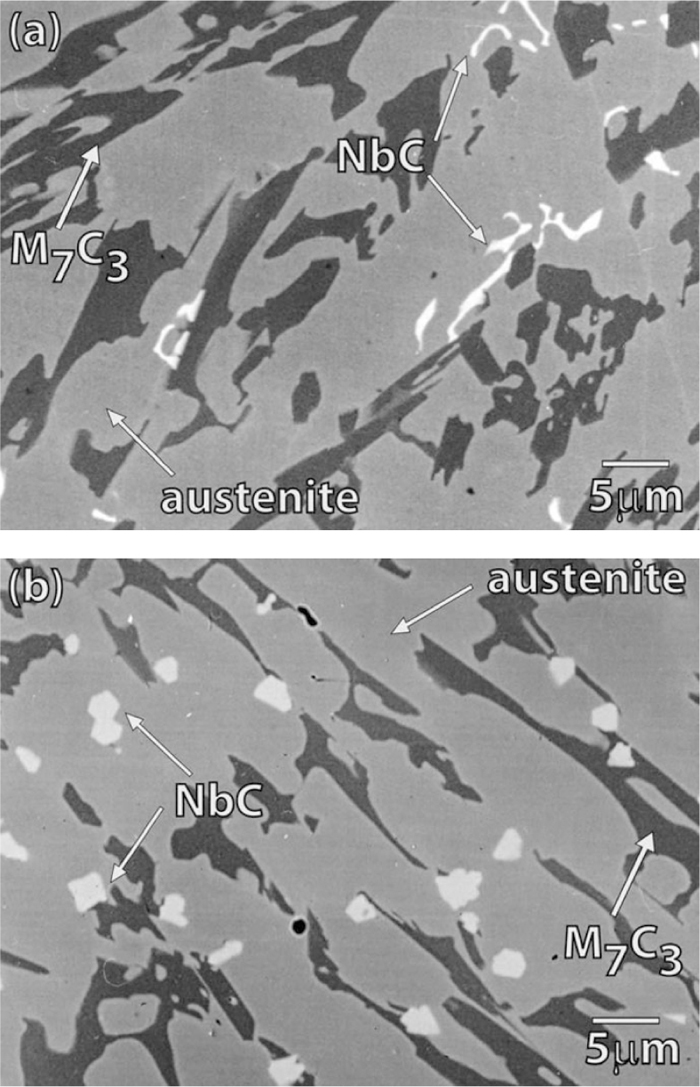
As-cast microstructure of tested hypoeutectic white irons with high chromium content is presented in Fig. 1. The structure consists of primary austenite dendrites and eutectic, composed of M7C3 carbide and austenite. Fe–Cr–C–Nb white irons also contained various amounts of NbC carbide (Figs. 1(b), 1(c) and 2). In Fe–Cr–C–V alloy containing 2.02% V, vanadium rich carbides were noted (Fig. 3). In the early paper14) these carbides were identified to be carbides of V6C5 type.
Morphology of NbC carbide changes with increasing content of niobium in alloy (Figs. 1(b), 1(c) and 2). Petal-like NbC carbides were observed to form in Fe–Cr–C–Nb alloy containing 0.54% Nb (Figs. 1(b) and 2(a)). The addition of 2.06% Nb in the alloy resulted in the formation of the compact form of these carbides which appeared as nodular or hexagonal disc carbides (Figs. 1(c) and 2(b)).
The primary austenite in basic Fe–Cr–C and Fe–Cr–C–Nb white irons with different niobium content, is mainly stable at cooling down to room temperature (Figs. 1(a)–1(c)).
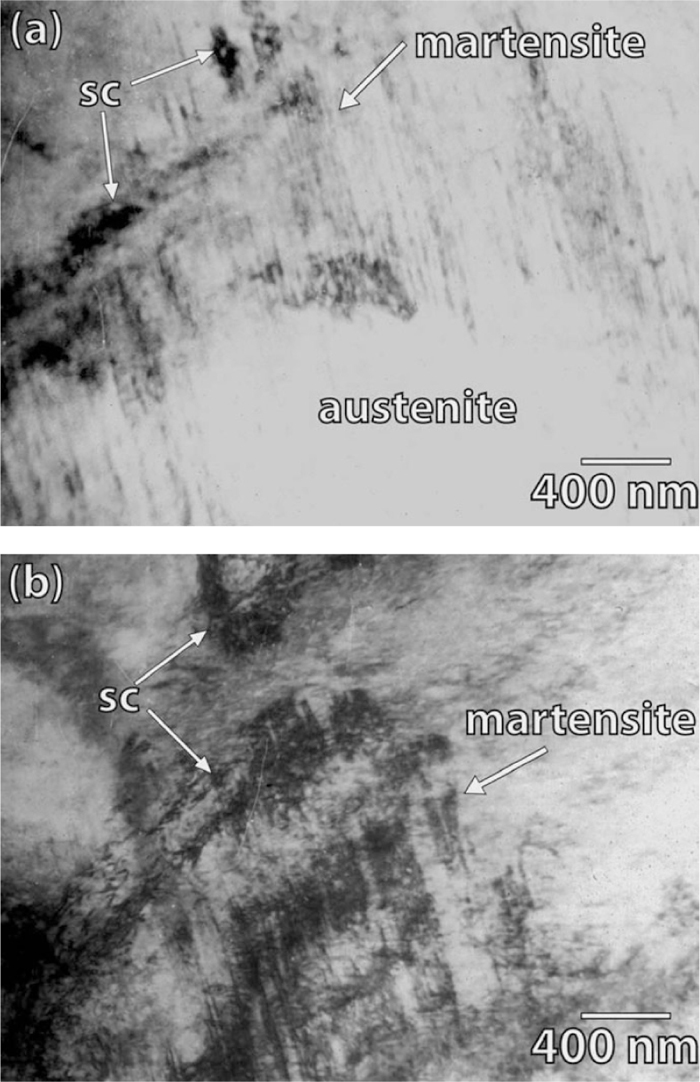
The very fine particles are observed in the primary austenite dendrites of Fe–Cr–C–V alloys with different vanadium content (Figs. 1(d)–1(g)). The particles precipitated in the matrix were identified to be carbides of M23C6 type.12) The martensite is noted around the carbide particles (Fig. 4).
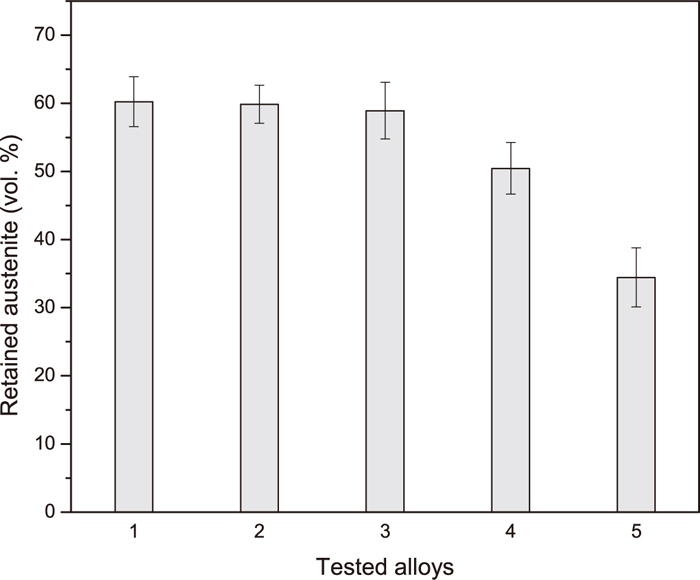
The volume fraction of retained austenite in tested Fe–Cr–C–Nb alloys is approximately the same as in the basic Fe–Cr–C alloy (Fig. 5). On the other side, the amount of retained austenite in tested Fe–Cr–C–V alloys is found to decrease with increasing vanadium content (Fig. 5).
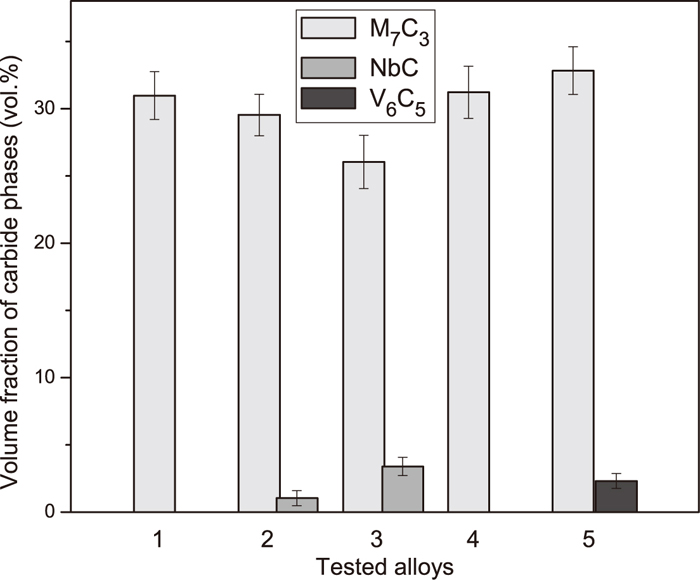
The influence of niobium and vanadium on the volume fraction of carbide phases in tested alloys is shown in Fig. 6. The volume fraction of M7C3 carbides is decreased, whereas the amount of NbC carbides is increased with increasing the niobium content in tested Fe–Cr–C–Nb alloys (Fig. 6). In contrast, with increasing vanadium content in tested Fe–Cr–C–V alloys, the volume fraction of M7C3 carbides increases (Fig. 6).
Niobium and vanadium influenced the refinement of the structure of high chromium white cast iron (Fig. 7).
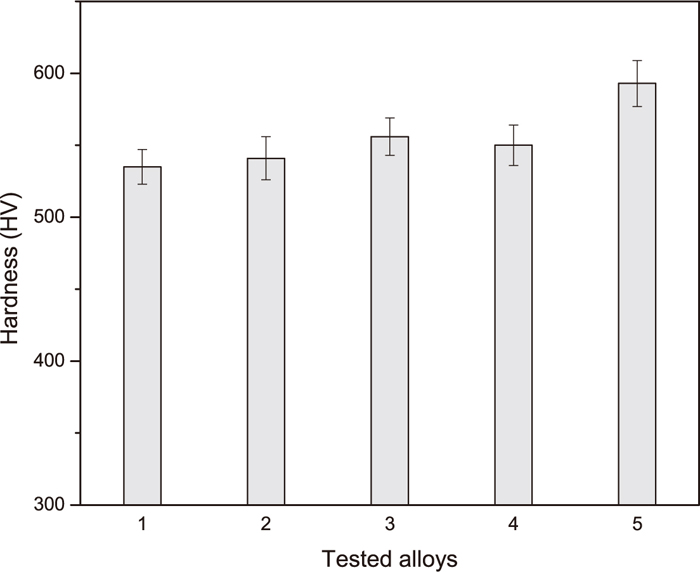
The matrix microhardness was slightly improved by increasing the niobium content in tested alloys (Fig. 8). Also, the addition of 0.49% V in Fe–Cr–C white iron results in slight increase of the matrix microhardness. However, the Fe–Cr–C–V white iron containing 2.02 mass% V showed greater matrix microhardness compared to other experimental alloys (Fig. 8).

The results obtained by examination of hardness, wear resistance and dynamic fracture toughness of tested alloys are presented in Figs. 9, 10 and 11, respectively. The hardness, wear resistance and fracture toughness increased with increasing niobium content. With increasing vanadium content the hardness and wear resistance also were found to increase, while in respect to the fracture toughness this effect was somewhat different. The alloy containing 2.02% V exhibits better fracture toughness than the basic Fe–Cr–C alloy, but poorer toughness than Fe–Cr–C–V alloy containing 0.49% V and Fe–Cr–C–Nb alloys with different niobium content (Fig. 11).
4. Discussion
For the present study, all the alloys were solidified at the same rate and the differences observed are attributed to the effect of alloying elements.
4.1. Effect of Niobium on the Microstructure
Experimental results indicate that niobium affects the solidification process in high chromium white cast irons.
Niobium in Fe–Cr–C–Nb alloys with high chromium content forms niobium carbides of the MC type.16) The solubility of niobium in austenite and M7C3 carbide is very low, so the majority of the niobium present in the alloy is in the form of MC carbide.8,10,16)
In Fe–Cr–C–Nb alloy containing 0.54% Nb, eutectic NbC carbides of petal-like shape were formed (Figs. 1(b) and 2(a)). According to the literature,21) the solidification starts with formation of γ-phase in this alloy. In the course of primary γ-phase growth, the composition of the remained liquid was changing. Due to limited solubility of carbon, chromium and niobium in the austenite, these elements accumulated in front of the progressing solid-liquid interface. At temperature lower than liquidus temperature during the eutectic reaction that takes place, in local areas enriched in niobium, eutectic composed of NbC and austenite was developed. Particles of NbC carbides disturb or completely block further γ-phase growth. As the temperature falls and solidification progresses, primary austenite dendrites reject solute (mainly carbon and chromium) in to the remaining liquid until the eutectic composition is reached and the monovariant eutectic reaction (L→ γ + M7C3) takes place. From the melt remained in interdendritic regions the coupled austenite - M7C3 eutectic was forming.
In tested Fe–Cr–C–Nb white cast iron containing 2.06% Nb, NbC carbides are first to solidify from the melt.21) The particles of NbC carbides can act as the substrates for heterogeneous nucleation of the austenite dendrites, which results in significant refinement of the final grain size (Fig. 7).
MC carbides are formed before M7C3,16,20) which caused depletion of carbon in the liquid. Since carbon is the primary element that determines the amount of carbide in high chromium iron, the amount of M7C3 carbide should decrease as the niobium content is increased (Fig. 6).
4.2. Effect of Vanadium on the Microstructure
Vanadium affects the solidification process and changes the transformation characteristics of austenite in high chromium white cast iron. With an increase of vanadium content the alloy composition approaches the eutectic composition in the quaternary Fe–Cr–C–V system, causing a decrease of the solidification temperature interval. This effect was considered previously in detail.14)
In the process of cooling at the same rate, the narrowing of the solidification temperature interval and the formation of vanadium carbides (as the consequence, in this case, of alloying high chromium white iron with vanadium) favours the appearance of a finer structure which is manifested by the reduced dendrite arms spacing (Fig. 7) and the reduced size of eutectic M7C3 carbide (Fig. 1). Also, the phases volume fraction changes, i.e. the primary γ-phase fraction decreases (Fig. 1) and the amount of M7C3 carbide increases (Fig. 6).
Changes in conditions of solidification as a result of adding vanadium to Fe–Cr–C white iron influence the change in composition of austenite, which manifests itself in the form of different degrees of transformation of austenite (Figs. 1(d)–1(g)).
At temperatures below solidus, in the course of further cooling after solidification, M23C6 carbides precipitate in austenite (Figs. 1(d)–1(g) and 4). Carbides precipitation kinetic in austenite of Fe–Cr–C–V alloys depends on the vanadium content in the alloy. With increasing vanadium content, the volume fractions of secondary carbides increases (Figs. 1(e) and 1(g)).
The transformation of austenite into martensite in the Fe–C–Cr–V alloys is closely related to the precipitation of secondary carbides. Precipitation of M23C6 carbides minimizes the carbon and chromium content in matrix, and increases the Ms temperature. The degree of martensitic transformation is determined by the amount of precipitated carbides, i.e., depends on the austenite composition.
4.3. Effect of Microstructure on the Properties
Niobium and vanadium altered the microstructure characteristics of high chromium white iron and affected its properties.
The improved hardness of the tested Fe–Cr–C–Nb alloys by increasing niobium content (Fig. 9) was the result of an increased volume fraction of the hard NbC carbide phase (Fig. 6), and structural refinement (Fig. 7).
Increasing volume fraction of the eutectic M7C3 carbides (Fig. 6), caused by the increase of vanadium content in tested Fe–Cr–C–V alloys, contributes to the improvement of hardness (Fig. 9). Moreover, an increase in the amount of martensite (Figs. 1(e) and 1(g)) combined with a reduction in the volume fraction of retained austenite (Fig. 5), improved the matrix microhardness (Fig. 8), and concequently the alloy macrohardness (Fig. 9).
In tested Fe–Cr–C–V alloys increasing the volume fraction of M7C3 eutectic carbides (Fig. 6) reduced volume loss caused by abrasive wear (Fig. 10). The abrasion resistance of the carbide phase was more effective than the matrix in high chromium white cast irons since, among other things, the hardness of M7C3 carbides (1200–1800 HV1,10)) was greater than the hardness of the abrasive used (960 HV1)). In white cast irons the matrix was preferentially worn by a cutting action, under low-stress abrasion conditions. Eutectic carbides were then forced to stand in relief and directly obstruct the cutting action of abrasive particles for a period of time until they were partly or completely removed by a cutting or chipping action.2,5) In other words, wear under low-stress abrasion conditions, and using a quartz abrasive, was apparently controlled by the rate of removal of the carbide phase the protruding carbides protected the matrix from direct attack of abrasive particles.
In tested Fe–Cr–C–Nb alloys (containing approximately the same amount of retained austenite, Fig. 5) the volume fraction of M7C3 carbides decreases (Fig. 6) whereas the wear resistance increases (Fig. 10) with increasing niobium content. However, beside M7C3 carbides, NbC carbides are also present in the structure of these alloys. Due to their hardness (2370 HV10)) and characteristic morphology, NbC carbides show higher wear resistance than M7C3 carbides. Increasing amount of this type of carbides (Fig. 6) contributes to the improvement of wear resistance (Fig. 10).
In addition to the volume fraction of carbides, the size of phases present in the structure was another microstructure variable which affected the abrasive resistance of the Fe–Cr–C white iron alloyed with niobium and vanadium. The smaller size of primary austenite dendrites, i.e. the average distance between carbide particles, caused by increasing niobium and vanadium content in the alloy (Fig. 7), protected the matrix better from direct attack by abrasive particles.
Wear resistance under low-stress abrasion conditions also depended on the matrix microstructure. In addition to the fact that the matrix helped control of the penetration depth of abrasive particles, it also played an important role in preventing bodily removal of smaller carbides and cracking of massive ones.3,5,6) Experimental results indicate that the austenite-martensitic matrix microstructure in tested Fe–Cr–C–V alloy containing 2.02% V reinforced more adequately eutectic carbides to minimize cracking and removal during wear than the austenitic matrix in a basic Fe–Cr–C alloy (Fig. 10). Besides, the secondary carbides which precipitate in the matrix regions of tested high chromium iron containing vanadium also influence the abrasion behaviour. By increasing the matrix strength through a dispersion hardening effect, the fine secondary carbides can increase the mechanical support of the carbides. These results agree with those of Liu et al.31) and Wang et al.32) who found that the precipitation of fine M23C6 carbides as a result of cryogenic treatment is responsible for the improved wear resistance of high chromium white irons.
Brittle failure involved crack initiation and propagation, the latter of which was controlled by fracture toughness. Since the crack moved easily through eutectic carbides, due to a higher content of niobium in the alloy, decreasing the volume fraction of the brittle M7C3 carbide phase (Fig. 6), increased fracture toughness (Fig. 11). On the other hand, the fracture toughness increases with increasing niobium content due to increasing amount of NbC carbides (Fig. 6). These carbides, due to their characteristic morphology, have a higher toughness than M7C3 carbides.
Then, the results of fracture toughness tests (Fig. 11) show that the dynamic fracture toughness in the tested white irons is also determined by the properties of the matrix. A primary role of the matrix in the fracture process in high chromium white cast irons was to prevent brittle cracks from propagating from one carbide particle to another. The matrix therefore had a crack-blunting effect, which subsequently increased the critical stress-intensity factor required to continue crack propagation.1,2) The higher content of vanadium in tested high chromium white iron, increases the volume fraction of the carbide phase and reduces fracture toughness. Further, by increasing the vanadium content, the amount of retained austenite decreased as it shown in Fig. 5, which subsequently reduced toughness. However, tested alloys containing vanadium, showed greater dynamic fracture toughness when compared to the basic Fe–C–Cr alloy (Fig. 11). Fracture toughness was determined mainly by the energy that had to be consumed in extending the crack through ligaments of matrix.1,7) Since the austenite in these alloys contained very fine M23C6 carbide particles, higher fracture toughness was attributed to a strengthening of the austenite during fracture. The contribution to improving the fracture toughness of alloy containing 0.49% V, due to the presence of fine M23C6 carbides within the austenite, was considerably higher than the reduction caused by, on the one hand, increasing the amount of M7C3 carbides and the reduced inter-carbide distance, and on the other hand, reducing the volume fraction of retained austenite. The fracture toughness of the alloy containing 2.02% V was lower than that of the alloy containing 0.49% V because the matrix containing a considerable amount of martensite did not effectively prevent the crack propagation.
Different structures of tested alloys with approximately the same abrasive wear resistance can show large differences in fracture toughness, and conversely, at the same fracture toughness, wear resistance can vary substantially.
Fe–Cr–C–Nb white iron containing 0.54% Nb and Fe–Cr–C–V white iron containing 0.49% V have approximately the same hardness and wear resistance, but Fe–Cr–C–V white iron containing 0.49% V has a 9% higher fracture toughness, mainly as a result of different type, volume fraction, size and morphology of phases present in the structure. Obtained results indicate that the impact of petal-like NbC carbides present in the structure of Fe–Cr–C–Nb alloy with 0.54% Nb on the increase of fracture toughness is less important than the impact of the dispersion strengthening of the austenite in Fe–Cr–C–V white iron with 0.49% V. However, a higher volume fraction of nodular or hexagonal disc NbC carbides in the structure of Fe–Cr–C–Nb white iron containing 2.06% Nb caused the appearance of approximately same hardness and fracture toughness values of this alloy and Fe–Cr–C–V alloy containing 0.49% V. In this case, Fe–Cr–C–V alloy with 0.49% V has a 16% lower wear resistance than Fe–Cr–C–Nb white iron containing 2.06% Nb.
Based on the present results, the alloy containing 2.06% Nb gives the best compromise between wear resistance and fracture toughness (Figs. 10 and 11). This alloy shows about 23% greater dynamic fracture toughness and about 25% greater abrasion wear resistance than the basic Fe–Cr–C alloy, and may be used to produce dents and hammers in fibrizer equipment to recover asbestos fibres and in many other applications where good abrasion resistance and toughness are necessary.
5. Conclusions
Niobium and vanadium altered the microstructure characteristics of hypoeutectic high chromium white cast iron containing 19 wt.% Cr and affected its mechanical properties.
The alloy containing 2.06% Nb gives the best compromise between wear resistance and fracture toughness. This alloy shows about 23% greater dynamic fracture toughness and about 25% greater abrasion wear resistance than the basic Fe–Cr–C alloy. Due to their characteristic morphology, NbC carbides show higher wear resistance and toughness than M7C3 carbides. Increasing amount of this type of carbides, caused by the increase of niobium in Fe–Cr–C–Nb alloys, contributes to the improvement of wear resistance and dynamic fracture toughness.
Tested Fe–C–Cr–V alloys showed greater dynamic fracture toughness when compared to the basic Fe–C–Cr alloy. Since the austenite in these alloys contained very fine M23C6 carbide particles, higher fracture toughness was attributed to a strengthening of the austenite during fracture. Besides, the secondary carbides which precipitate in the matrix regions also influence the abrasion behaviour. By increasing the matrix strength through a dispersion hardening effect, the fine secondary carbides can increase the mechanical support of the carbides. The alloy containing 0.49% V has approximately the same fracture toughness but lower wear resistance than alloy with 2.06% Nb.
References
- 1) C. P. Tabrett, I. R. Sare and M. R. Ghomashchi: Int. Mater. Rev., 41 (1996), 59.
- 2) K. H. Zum Gahr and D. V. Doane: Metall. Trans. A, 11 (1980), 613.
- 3) Ö. N. Doğan, J. A. Hawk and G. Laird II: Metall. Mater. Trans. A, 28 (1997), 1315.
- 4) A. Wiengmoon, T. Chairuangsri and J. T. H. Pearce: ISIJ Int., 44 (2004), 396.
- 5) J. J. Coronado: Wear, 270 (2011), 287.
- 6) M. Kazemipour, H. Shokrollahi and Sh. Sharafi: Tribol. Lett., 39 (2010), 181.
- 7) A. Kootsookos and J. D. Gates: Mater. Sci. Eng. A, 490 (2008), 313.
- 8) A. Sawamoto, K. Ōgi and K. Matsuda: AFS Trans., 94 (1986), 403.
- 9) Y. P. Wang, D. Y. Li, L. Parent and H. Tian: Wear, 271 (2011), 1623.
- 10) A. Bedolla-Jacuinde: Int. J. Cast Metal. Res., 13 (2001), 343.
- 11) H. Liu, J. Wang, B. Shen, H. Yang, S. Gao and S. Huang: Mater. Design, 28 (2007), 1059.
- 12) M. Filipovic, E. Romhanji, Z. Kamberovic and M. Korac: Mater. Trans., 50 (2009), 2488.
- 13) M. Filipovic and E. Romhanji: Wear, 270 (2011), 800.
- 14) M. Filipovic, Z. Kamberovic and M. Korac: Mater. Trans., 52 (2011), 386.
- 15) M. Filipovic, E. Romhanji and Z. Kamberovic: ISIJ Int., 52 (2012), 2200.
- 16) R. Kesri and M. Durand-Charre: J. Mater. Sci., 22 (1987), 2959.
- 17) H. K. Baik and C. R. Loper: AFS Trans., 96 (1988), 405.
- 18) C. R. Loper and H. K. Baik: AFS Trans., 97 (1989), 1001.
- 19) C. He-Xing, C. Zhe-Chuan, L. Jin-Cai and L. Huai-Tao: Wear, 166 (1993), 197.
- 20) X. Zhi, J. Xing, H. Fu and B. Xiao: Mater. Lett., 62 (2008), 857.
- 21) G. H. Coelho, J. A. Golczewski and H. F. Fischmeister: Metall. Mater. Trans. A, 34 (2003), 1749.
- 22) A. Bedolla-Jacuinde, R. Correa, J. G. Quezada and C. Maldonado: Mater. Sci. Eng. A, 398 (2005), 297.
- 23) A. Bedolla-Jacuinde, R. Correa, I. Mejía, J. G. Quezada and W. M. Rainforth: Wear, 263 (2007), 808.
- 24) X. Wu, J. Xing, H. Fu and X. Zhi: Mater. Sci. Eng. A, 457 (2007), 180.
- 25) X. Zhi, J. Xing, H. Fu and Y. Gao: Mater. Charact., 59 (2008), 1221.
- 26) Y. Tas¸gin, M. Kaplan and M. Yaz: Mater. Design, 30 (2009), 3174.
- 27) J. Durnin and K. A. Ridal: J. Iron Steel Inst., 206 (1968), 60.
- 28) C. Kim: J. Heat. Treat., 1 (1979), 43.
- 29) H. Qiu, M. Enoki, K. Hiraoka and T. Kishi: Eng. Fract. Mech., 72 (2005), 1624.
- 30) K. Prasad and S. V. Kamat: J. Alloy. Compd., 491 (2010), 237.
- 31) H. Liu, J. Wang, H. Yang and B. Shen: Mater. Sci. Eng. A, 478 (2008), 324.
- 32) J. Wang, J. Xiong, H. Fan, H. S. Yang, H. H. Liu and B. L. Shen: J. Mater. Process. Technol., 209 (2009), 3236.