Regular Article
Modeling of Gas Metal Arc Welding Process Using an Analytically Determined Volumetric Heat Source
2013 Volume 53 Issue 4 Pages 698-703
Details
2013 Volume 53 Issue 4 Pages 698-703
High peak temperature and continuous deposition of electrode droplets in the weld puddle inhibit real-time monitoring of thermal cycles and bead dimensions in gas metal arc welding. A three-dimensional numerical heat transfer model is presented here to compute temperature field and bead dimensions considering a volumetric heat source to account for the transfer of arc energy into the weld pool. The heat source dimensions are analytically estimated as function of welding conditions and original joint geometry. The deposition of electrode material is modeled using deactivation and activation of discrete elements in a presumed V-groove joint geometry. The computed values of bead dimensions and thermal cycles are validated with the corresponding measured results. A comparison of the analytically estimated heat source dimensions and the corresponding numerically computed bead dimensions indicate that the former could rightly serve as the basis for conduction heat transfer based models of gas metal arc welding process.
In recent times, numerical simulation models have become an indispensable tool for a priori quantitative understanding of the influence of welding conditions on weld thermal cycles, bead dimensions, weld joint mechanical properties and, distortion and residual stresses.1,2,3,4) Although several efforts are published to simulate autogenous fusion welding processes, similar models that can also consider the electrode deposition such as in gas metal arc welding process (GMAW) and submerged arc welding (SAW) are only a few.5,6,7,8,9,10,11,12,13,14,15,16,17,18) The convective heat transport based have remained as a route to realize heat transfer and fluid flow in weld pool, and the resulting weld pool profile. 8,9,10,11,12,13,18) The conduction heat transfer based models for GMAW and SAW processes have also remained an effective recourse because of their computational simplicity, flexibility to consider wide-ranging weld joint geometry, and quick adoptability in several numerical analysis software that are widely available.5,6,7,14,15,16,17) In contrast, the analytical heat transfer models to simulate GMAW process could consider simple joint geometry and constant material properties that usually inhibited accurate prediction of temperature field within the weld pool.19,20) The majority of the conduction heat transfer based numerical models considered a volumetric heat source to account for the transfer of arc energy in the weld pool and, the heat source dimensions are determined either arbitrarily or based on the measured final weld dimensions that had restricted the predictive capability of these models. An effective alternative will be to develop a methodology to estimate the heat source dimensions as function of welding conditions and the original joint geometry so that a-priori knowledge of the final weld bead dimensions are not needed.
We present here a three-dimensional transient heat transfer model of the gas metal arc welding (GMAW) process considering a volumetric heat source. The volumetric heat source dimensions are calculated as function of welding conditions and the original joint geometry. An initial attempt following a similar methodology to define the volumetric heat source is reported recently in modeling two-wire tandem submerged arc welding process.15,17) The deposition of electrode material into the weld pool is considered by addition of a discrete set of elements at melting temperature into the solution domain. The adoption of the volumetric heat source term in the present work differs from similar approach8,9) reported earlier in modeling of GMAW process where a cylindrical heat source is used with the heat source diameter as a multiple of a presumed superheated droplet diameter. In contrast, the volume heat source term in the present work is estimated analytically in an explicit manner as function of weld joint geometry and welding conditions only that also facilitates an initial estimation of the expected reinforcement profile. The computed weld dimensions and thermal cycles in the heat affected zone (HAZ) are compared with the experimental results. The effect of the welding conditions and the corresponding rate of heat input on the weld dimensions and cooling rate of the weld are reported subsequently.
Figure 1 presents the weld joint configuration for the GMAW experiments that are carried out to validate the computed results of thermal cycles and weld bead dimensions. The original weld joint confirms to single-V with an included angle of 30° and zero root gap. Table 1 depicts the chemical composition of the base material and electrode wire (AWS SFA5.18 ER70S6). A shielding gas mixture of Argon (82%) and CO2 (18%) at a flow rate of 14 l/min is used for all the experiments. Table 2 shows the ranges of the welding conditions that are considered in the present work. The final weld bead dimensions are measured on the transverse weld cross-sections after polishing and etching with 2% Nital solution. A set of thermocouples (K-type) are used for the recording thermal cycles for each welding condition and in each case, the recorded thermal cycles from two thermocouples that are not melt during welding and nearest to the fusion zone on the top and bottom surfaces are considered.
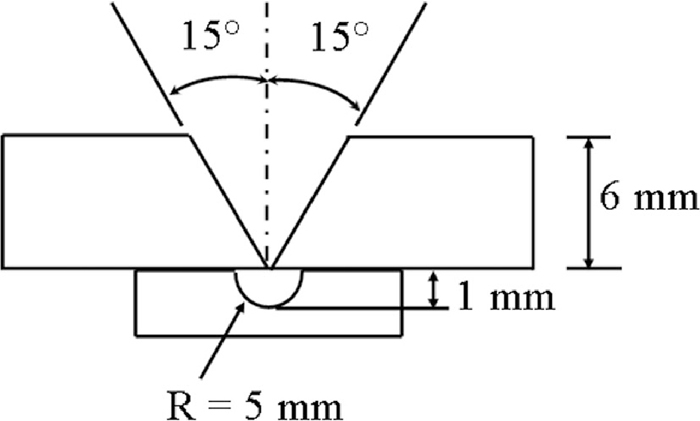
Schematic picture of original weld joint design.
| Element | C | Mn | Si | S | P | Cr | Ni | Cu | V | Zr | Mo |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Base metal | 0.20 | 1.70 | 0.80 | 0.015 | 0.25 | 1.50 | 2 | 0.50 | 0.12 | 0.15 | 0.70 |
| max | max | max | max | max | max | max | max | max | max | max | |
| Filler wire | 0.08 | 1.20 | 0.68 | 0.012 | 0.012 | – | – | 0.02 | – | – | – |
| max | max | max | max | max | max |
| Dataset No. | Welding current (A) | Welding voltage (V) | Welding speed (mm/s) | Heat Input (J/mm) | Wire feed rate (m/min) |
|---|---|---|---|---|---|
| 1 | 290 | 29.50 | 11.6 | 735.5 | 8.5 |
| 2 | 252 | 24.64 | 8.3 | 743.8 | 7.5 |
| 3 | 310 | 30.33 | 11.6 | 809.7 | 9.5 |
| 4 | 310 | 30.33 | 10 | 939.3 | 8.5 |
| 5 | 315 | 30.25 | 8.3 | 1139.9 | 9.5 |
A three-dimensional transient heat transfer analysis is carried out to simulate gas metal arc welding (GMAW) process with the governing equation given as
| (1) |
| (2) |
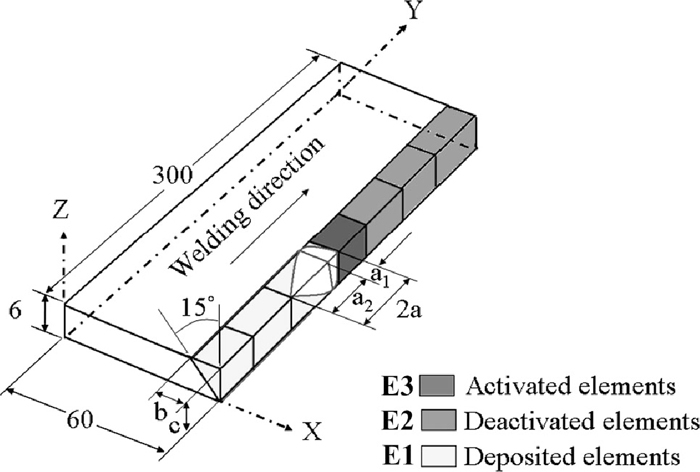
Figure 2 schematically presents the solution domain considered for the present analysis. A symmetric analysis is conducted with the plane of symmetry along the original weld groove center line. In Fig. 2, E1, E2 and E3 depict electrode materials that are already deposited, to be deposited and hence, deactivated and is being deposited and so, activated in the current time-step, respectively. Elements designated as E1 and E3 are assigned with the thermo-physical properties of work-piece material and the E2 set of elements are assigned with very small value of thermal conductivity to avoid their influence in the heat transfer analysis. In the beginning of each time-step, a new set of elements (E3) are activated at the liquidus temperature with the thermo-physical properties of the electrode material to consider the corresponding volume of electrode deposition. The movement of the volumetric heat source along the welding direction and the adoption of the depositions from the electrodes through E1 to E3 sets of elements are implemented in a finite element software through a user-defined subroutine.21) The element edge length in the discretized geometry is varied between a minimum of 0.5 mm in the region below the welding arc to a maximum of 1.0 mm in the region away from the arc.
Schematic representation of double ellipsoidal volumetric heat source.
Figure 3 schematically shows two semi-ellipsoidal volumetric heat sources, as considered in the present work, with a smaller semi-ellipsoid in front of the arc center and a larger semi-ellipsoid at the rear are considered to account for the arc heat energy in the weld pool. The semi major axes, minor axes and depths of the front and the rear semi-ellipsoids are depicted as (a1, b, c) and (a2, b, c), respectively. The power density distribution in the front and the rear heat sources can be written as5,7,14,17)
| (3) |
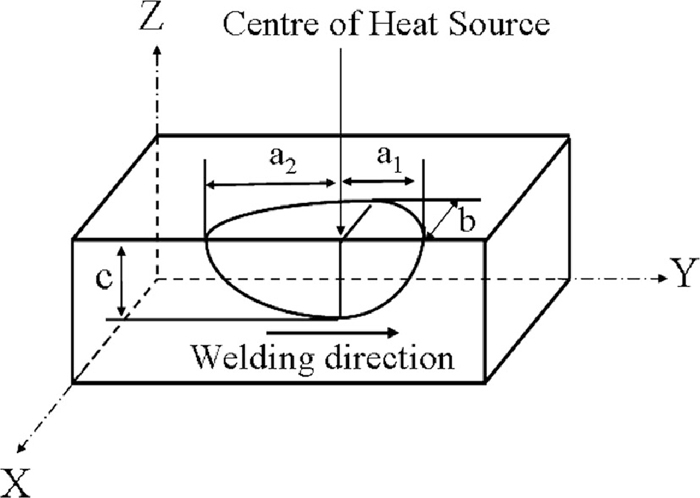
Schematic presentations of the two semi-ellipsoidal volumetric heat sources.15)
The values of a1, a2, b and c in Eq. (3) are obtained following an analytical approach. Assuming the heat source to be hemispherical, its geometric volume is given as
| (4) |
| (5) |
Figure 4 schematically shows the weld reinforcement that is considered to be of parabolic profile with the reinforcement width, wR, and height, hR. Since the widths of the weld pool and the reinforcement usually remain nearly the same, wR is presumed to be equal to be 2b. Hence, the reinforcement height, hR, can be estimated by subtracting the volume of V-groove from the total estimated deposition from the electrode in a given time-step, tS as
| (6) |
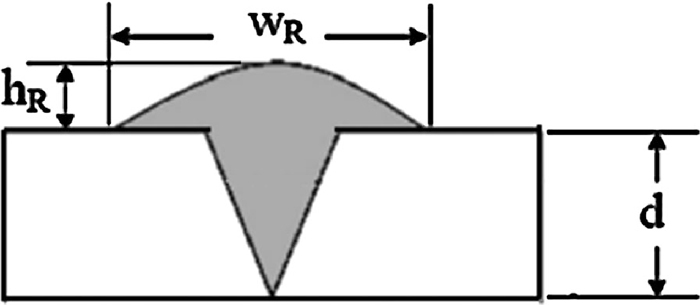
Schematic representation of the weld groove after the deposition.
Single-pass V-groove welds are performed on typical low carbon steel plates of 300 mm × 60 mm × 6 mm (thickness) with a groove angle (2θ) of 30° and zero root gap using the GMAW process. Table 3 depicts the temperature dependent material properties that are used for the model calculations. Figures 5(a) to 5(d) depicts a comparison of the computed weld pool profiles with the corresponding measured weld pool shapes for four different welding conditions. The computed weld pool profiles are represented in terms of the temperature isotherms with the zones heated above 1723 K and in between 1723 K and 996 K as the fusion zone and the HAZ, respectively. A comparison of Figs. 5(b) and 5(d) show decrease in the welding speed for a similar rate of heat input increases the reinforcement height. Smaller welding speed increases that volume of electrode deposition per unit length resulting in larger reinforcement height. A comparison of Figs. 5(a) to 5(c) depicts increase in bead dimensions with increase in the rate of heat input. The measured weld profiles depict typical finger shape penetration that indicates the influence of convective transport of heat in weld pool, which could not be accounted for in the heat conduction based model. The computed weld profiles in Figs. 5(a) to 5(d) depict typical elliptical shapes that have remained as an artifact of heat conduction based models of weld pool. Nevertheless, Figs. 5(a) to 5(d), in general, depict a fair agreement between the computed and the measured weld bead profiles.
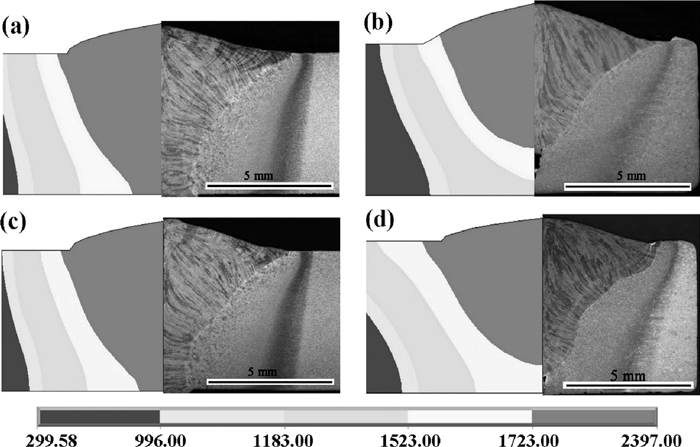
Comparison of experimentally measured and corresponding computed weld pool profile corresponding to the welding conditions (a) #4, (b) #2, (c) #3 and (d) #1 in Table 2. The value against the color map indicates temperature in K.
| Density (ρ), kg mm–3 | 7.29×10–6 |
| Thermal conductivity (k), Wm–1K–1 | 0.05 – (3.79×10–5×T)+ (1.65×10–8×T2) |
| Specific heat (C), J kg–1K–1 | 402.26 + (0.81×T) – (4.34×10–4×T2) |
| Solidus (TS) and Liquidus (TL) temperatures, K | 1523, 1723 |
| Latent heat (L), J kg–1 | 2.7 × 105 |
Figures 6(a) to 6(d) show a comparison between the computed and the corresponding experimentally measured thermal cycles at two different values of heat input (data sets #1 and #5 in Table 2). The longitudinal, transverse and depth locations of the thermocouples for the measured thermal cycle in Figs. 6(a) and 6(b) with regards to the reference frame of Fig. 2 are (51.1 mm, 172.7 mm, 6.0 mm) and (58.1 mm, 184.48 mm and 0 mm), respectively. Similarly the locations of the thermocouples in Figs. 6(c) and 6(d) are (54.1 mm, 157.9 mm, 6.0 mm) and (54.4 mm, 160.4 mm, 0 mm), respectively. The longitudinal distance is from the weld start point, the transverse distance is from the original weld interface and the depth is from the top surface. Figures 6(a) and 6(c) depict that as the heat input increases from 736 to 1140 J/mm, the measured cooling rate, ΔT8/5 (from 1073 to 773 K), decreases from 28.8 to 13.71 K/s. The corresponding computed values of cooling rate, ΔT8/5 are 20.75 and 9.90 K/s, respectively. Figures 6(b) and 6(d) show that the measured cooling rate, ΔT8/5 (from 1073 to 773 K), decreases from 29.8 to 14.28 K/s and the corresponding computed values of cooling rate, ΔT8/5 are 22.35 and 10.10 K/s, respectively. Increase in the rate of heat input results in greater weld pool volume and reduction in the cooling rate. A fair agreement between the computed and the corresponding measured values of peak temperature, thermal cycle and cooling rate is indicated in Figs. 6(a) to 6(d).
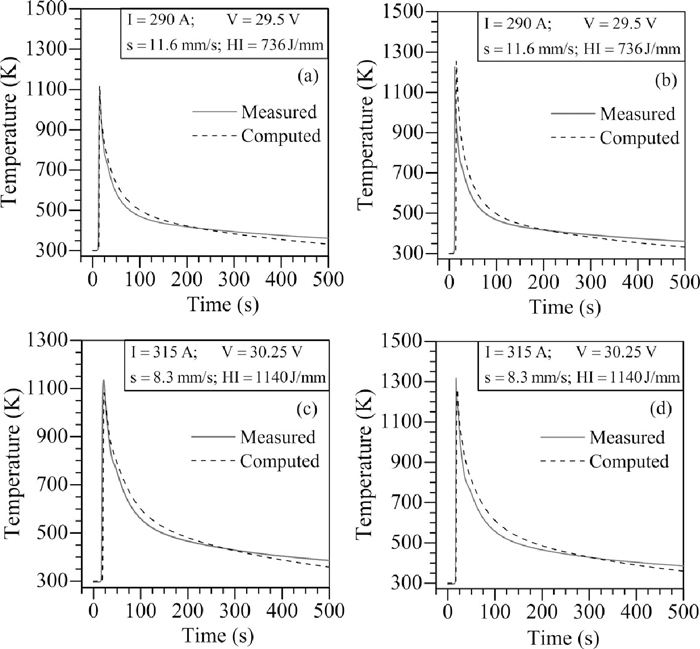
Comparison of experimentally measured and corresponding computed thermal cycles for two different welding conditions [(a) and (b) correspond to data set #1, and (c) and (d) correspond to data set #5 in Table 2].
Figures 7(a) to 7(d) depict the influences of several weld- ing conditions (shown in Table 2) on the measured and corresponding computed values of weld bead dimensions. The weld dimensions corresponding to data sets #2 and #5 depict that increase in the welding current from 252 to 315 A at constant welding speed increases the weld width from 7.83 to 10.52 mm, root width from zero to 4.10 mm, penetration from 5.2 to 6.0 mm and reinforcement height from 1.63 to 2.33 mm. The decrease in the welding speed from 11.6 to 10.0 mm/s at constant welding current (data sets #3 and #4) increases the root width from 2.20 to 2.44 mm, reinforcement height from 1.24 to 1.28 mm and weld width from 8.70 to 9.12 mm. An increase in welding current increases the overall rate of heat input resulting in greater weld width, penetration, reinforcement height and root width.
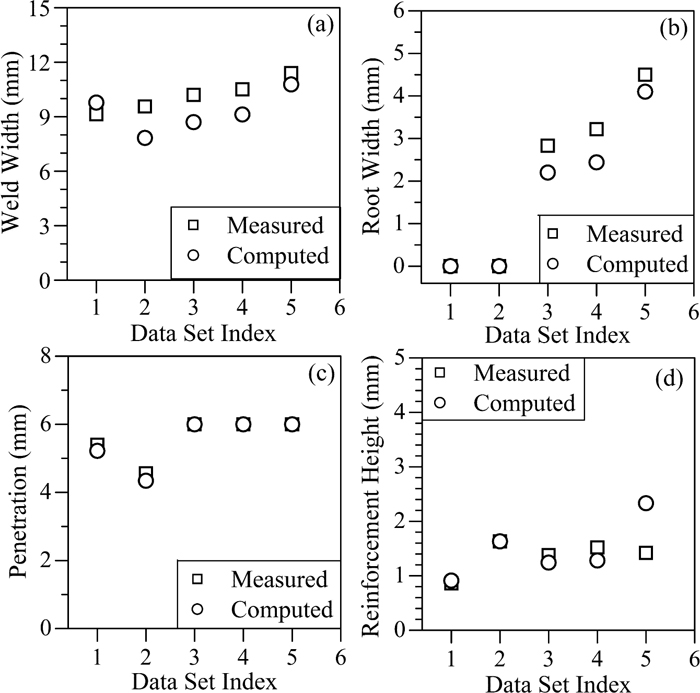
Comparison of the experimentally measured and corresponding computed weld dimensions for different welding conditions.
Figures 8(a) and 8(b) show the influence of several welding conditions (shown in Table 2) on the analytically estimated heat source dimensions and the corresponding numerically computed weld width and penetration. Increase in welding current from 252 to 315 A (data sets #2 and #5) enhances the estimated heat source width from 6.74 to 7.60 mm and the corresponding computed weld width from 7.83 to 10.78 mm [Fig. 8(a)]. Correspondingly, the estimated heat source depth increases from 2.83 to 3.19 mm and the numerically computed penetration increases from 4.34 to 6.0 mm [Fig. 8(b)]. Increase in welding current increases the rate of heat input and analytical estimation of heat source width and depth. Figures 8(a) and 8(b) also depict that the decrease in welding speed from 11.6 to 8.3 mm/s and increase in the welding current from 290 A to 315 A (data sets #1 and #5) increase the estimated heat source width and depth from 6.72 to 7.60 mm and 2.82 to 3.19 mm, respectively. The corresponding numerically computed values of weld width and penetration increase from 9.78 to 10.78 mm and 5.22 to 6.0 mm, respectively. Figures 8(a) and 8(b) demonstrate that the analytically estimated heat source dimensions [following Eqs. (5) and (6)] are able to account for the influence of welding conditions.
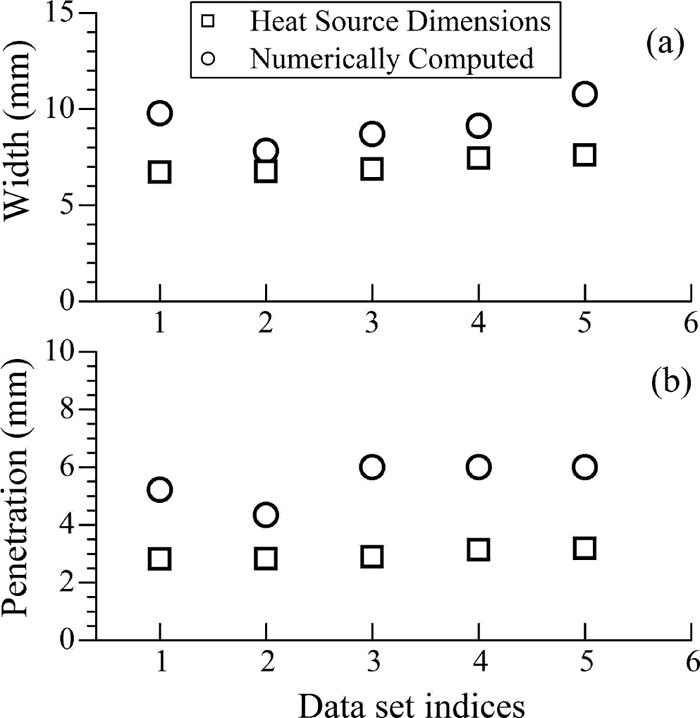
Comparison of the computed weld dimension and the estimated volumetric heat source dimensions for different welding conditions.
Realising the influence of welding process variables on the peak temperature and the cooling rates in the weld pool through experiments is difficult in GMAW process. The present work demonstrates that a heat transfer analysis considering a volumetric heat source to simulate welding arc can predict the bead dimensions, thermal cycle and cooling rate fairly in typical GMAW process. The volumetric heat source is analytically estimated as functions of welding condition and the initial joint geometry without any a priori assumption of final weld dimensions that would significantly improve the predictive capability of conduction based process simulation models in GMAW process.
A three-dimensional heat transfer model is presented for the analysis of gas metal arc welding process considering a volumetric heat source to account for the arc heat energy. The volumetric heat source is estimated analytically as function of welding conditions and original weld joint geometry, and without any a-priori assumption of the final weld bead dimensions. The electrode materials deposition is considered following activation and deactivation of the discrete elements in the original discretized solution domain. The final computed values of the weld bead geometry have indicated a fair agreement with the corresponding experimentally measured welds. A fair agreement is obtained between the numerically computed and the corresponding measured thermal cycles slightly away from the fusion zone. The overall approach and the computed results clearly indicate that heat conduction based model with analytically defined volumetric heat source as function of welding conditions and original joint geometry is able to provide a reliable estimation of weld bead profile and thermal cycle in gas metal arc welding.
The authors gratefully acknowledge the financial support provided by the DST, India (Grant no. INT/FRG/DAAD/P-212/2011) and DAAD, Germany (Grant No. 54368453) to carry out the present collaborative research work.