Abstract
The strength of the coke with the low-quality coals is related to the non-adhesion grain boundaries. Therefore, the effect of the boundaries on the coke fracture was numerically investigated. A coke model reproducing the actual boundaries was developed by the random arrangement of the coal particle polygons and expansion of the polygons based on experimental results. Then, the fracture behavior and strength of the coke model were analyzed using the Rigid Bodies-Spring Model (RBSM) method. The boundaries were generated around the low-quality coals in the model and the predicted amount of the boundaries corresponded with the experimental results. Therefore, the present coke model reproduced the generation of the actual boundaries. Furthermore, the size and complexity of the boundaries increased with an increase in the low-quality coals. In the model, springs at the gap or edge of the boundaries were fractured. The boundaries themselves were found to concentrate stress, and the arrangement and shape of the boundaries were supposed to affect the coke fracture. Moreover, the concentrated boundaries were thought to decrease the coke strength. Stress-strain curves showed that the coke with the larger blending ratio of the low-quality coal fractured with the weaker strength because of the increment in the size and complexity of the boundaries. The calculated fracture strength showed the same pattern as the experimental one in the higher blending ratio of the low-quality coals. Above all, the present method can predict the coke strength with the non-adhesion grain boundaries on the basis of the blending ratio of the low-quality coal.
1. Introduction
Coke has a role of the reducing agent in iron ore and the spacer sustaining the flow passes of liquid metal and reducing gas in a blast furnace. Since pulverized cokes inhibit the flow passes, the strength of coke is the most important quality. Recently, the use of the large amount of the low-quality coal in a coke making process is expected from the point of view of caking coke price and resources depletion. However, the strength of the coke from low-quality coals is not enough high. Coke is a brittle porous material, and its strength is determined by the pore structure and defects within the coke. The strength of the coke from caking coals is dominated by the pore structure. Patrick and Stancey1,2) and Hiraki et al.3) reported that the porosity and pore size of the coke affected the coke strength. In coke from low-quality coals, the defect caused by low dilatation rather than pore structure seems to be a dominant factor that determines coke strength. Arima4) observed the microstructure of coke using the microscope and suggested that the weak adhesion region in coke due to lack of expansion, which is defined as a non-adhesion grain boundary causes surface fracture. Nomura et al.5) reported that coke with low adhesion between coal particles such as coke from low dilatation coals or coke with low bulk density was low in strength. Kanai et al.6) quantified the non-adhesion grain boundaries by observing the fracture cross-section of coke, and showed that just a few non-adhesion grain boundaries decreased the coke strength drastically. In addition, although Kanai et al.6) proposed the formula which predicts the existence ratio of non-adhesion grain boundaries from the bulk density of coal charge, dilatation and blending ratio of low-quality coals, the location and form of non-adhesion grain boundaries were not predicted.
To investigate the effect of the non-adhesion grain boundaries on the coke strength, Hiraki et al.7) and Saito et al.8) performed fracture analysis for the coke models including the non-adhesion grain boundaries using the Rigid Bodies-Spring Model (RBSM) developed by Kawai.9) Hiraki et al.7) analyzed fracture behavior for coke with a non-adhesion grain boundary defined as an element whose fracture strength was lower than coke matrix assuming a four-point bending test. They showed that the non-adhesion grain boundary was the origin of the crack and the fracture of coke microstructure was caused in the non-adhesion grain boundary where stress concentrated, and the fracture behavior depended on the location of the non-adhesion grain boundary. However, the coke model had only one non-adhesion grain boundary, and the position of a non-adhesion grain boundary was fixed. The investigation in consideration of existence ratio of the non-adhesion grain boundaries such as Kanai et al.6) were not conducted.7) Saito et al.8) performed fracture analysis for a model coke assuming a diametral compression test, and the springs of the non-adhesion grain boundaries with low fracture strength and low elastic modulus were randomly-placed. The numerical results showed that the strength of the model coke decreased with the existence ratio of the non-adhesion grain boundaries. Since the non-adhesion grain boundaries were assumed to be springs, the size and form of non-adhesion grain boundaries in actual coke were not considered. Moreover, analysis considering the non-adhesion grain boundaries concentrated around low-quality coal as shown in actual coke was not performed.
In this study, a coke model that reproduced the form of the non-adhesion boundaries was developed by randomly-arrangement of caking coals and low-quality coals reproducing packed bed of coal and expansion of coal particles based on the experimental values for pyrolysis assuming a carbonization. The fracture behavior of coke with the non-adhesion grain boundaries and strength of coke with low-quality coals were investigated using the RBSM method.
2. A Coke Model with Non-adhesion Grain Boundary
2.1. Development of a Coke Model
Non-adhesion grain boundary is thin void observed around the low-quality coal in the micro structure of coke and is supposed to appear due to the low-dilatation property of the low-quality coal.4) According to the fact, a coke model that reproduces the non-adhesion grain boundaries especially around the low-quality coal is generated by packing coals in the computational domain and expanding them like swelling during a carbonization process. First, the polygon particles representing the coal particles are generated. Then, the coal particles are randomly arranged in the domain assuming a packed bed of coal. Finally, the polygon particles are expanded based on the experimental results of swelling, respectively. In the above procedures, the space which is not filled with the coal particles is defined as the non-adhesion grain boundary.
2.1.1. Generation of Coal Particles with Polygons
Since coke has the irregular surface, a more realistic coke model is reproduced by representing a coal particle using not a simple shape like a circle but a polygon different for each other on the basis of the method proposed by Wang et al.10) The coal particles are generated by the generation of the polygons,8) the transformation based on an equivalent circle diameter, and the rotation. In this study, the parameters controlling the shape of all the coal particles are n = 8, A0 = 1.0, A1 = 0.1, δ = 0.5, respectively.
2.1.2. Random Arrangement of the Polygons
By generating center points randomly, coal particles before swelling are arranged in the domain assuming a packed bed in the actual coke oven. When all the vertices are not within the domain or the particles overlap each other, the procedure is rearranged. The overlap is judged by the same manner as Saito et al.8) The above procedure is started from the particles with larger diameter and is repeated until the existence ratio reaches the prescribed one for each particle size. In case of blending coal, caking coal is placed and then low-quality one is then done according to the blending ratio in each particle diameter.
2.1.3. Expansion of the Polygon Particles
To reproduce swelling of coal particles during a carbonization process, the polygon particles are expanded according to the linear expansion coefficients based on the experimental results. The overlap is accepted in the procedure without any judgment of the overlap. Toishi et al.11) have reported that the linear expansion coefficient of the coal particle for the vitrinite is 2.0, in contrast, the one for the inertinite is 1.0 because the inertinite did not swell. Caking coal is supposed to be a mixture of vitrinite and inertinite. According to the ratio of the tissue components (vitrinite: 72.51%, inertinite: 27.49%), the linear expansion coefficient of caking coal is obtained by the weighted average operation described as follows:
|
Linear expansion coefficient
={
D
min
+
p
0.5
(
D
¯
-
D
min
)
(p<0.5)
D
¯
+
p-0.5
0.5
(
D
max
-
D
¯
)
(p≥0.5)
,
| (1) |
where
D is the weighted average value of the coefficients (1.73),
Dmin is the minimum value (1.0), and
Dmax is the maximum one (2.0), respectively.
p is the random number, which takes from 0 to 1. On the other hand, the expansion coefficient for the low-quality coal is assumed to be unity. After the expansion, the void which the expanded particles are not filled with in the domain is regarded as the non-adhesion grain boundary.
2.2. Development of a Realistic Coke Model
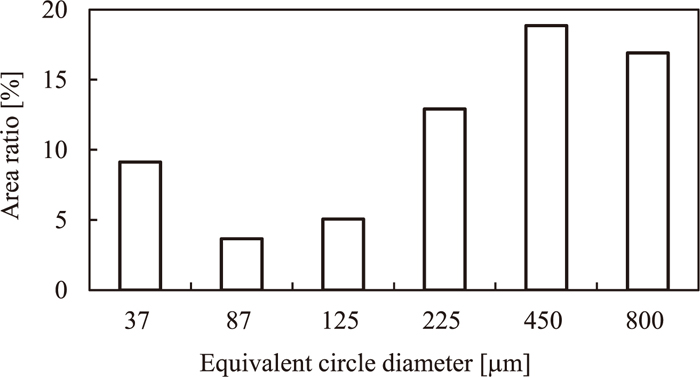
The blending condition and the particle size distribution are indicated in Table 1 and Fig. 1, respectively. The particle size distribution is obtained by the sieving in the experiment. The filling fraction of the domain is estimated to be 66.6% assuming the apparent density of the coal particle is 1.2 g/cm3 since the true density and porosity of the coal particles are 1.3 g/cm3 and 0.05–0.10, respectively.
Table 1. Blending condition.
Caking coal
[mass%] | Low-quality coal
[mass%] | Particle size
[mm] | Bulk density of coal charge
[kg-dry/m3] |
|---|
| 100 | 0 | | |
| 75 | 25 | | |
| 50 | 50 | < 1 | 800 |
| 25 | 75 | | |
| 0 | 100 | | |
The region of 10 mm2 in the coke model developed by the above procedures was converted into a digital image at resolution of 8 μm × 8 μm, and is distinguished as the matrices with the pores and non-adhesion grain boundary. The quantity, size, and complexity of the non-adhesion grain boundary are measured using an image analysis software WinROOF ver. 6.1.0 (MITANI CORPORATION). The quality of the non-adhesion grain boundary is obtained as the existence ratio for the whole domain. The size and complexity of non-adhesion grain boundary are evaluated by the equivalent circle diameter and roundness, respectively. The roundness takes a value between 0 and 1, and the smaller value indicates that the non-adhesion grain boundary is more complex.
3. Fracture Analysis
3.1. Preparation of Analytical Object and Mesh Generation
The fracture behavior is analyzed for the coke model including the non-adhesion grain boundaries, which is described in the above section. To prepare the analytical object for a diametral compression test, the image of the coke model is converted into the triangle meshes on the basis of the image base modeling as shown Fig. 2. To reduce the computational load, the image at the resolution of 16 μm × 16 μm is used for the mesh generation. To stabilize the calculations, all of the non-adhesion grain boundaries less than 1 pixel are treated as the matrices since the small pore in an equivalent circle diameter is suppose not to affect the coke strength. The meshes are generated for the matrices, on the other hand those are not for the non-adhesion grain boundaries, and the non-adhesion grain boundaries are treated as void.
3.2. Rigid Bodies-Spring Model
In the present study, the Rigid Bodies-Spring Model (RBSM) developed by Kawai9) is employed for the fracture analysis. The methodology is the same as the one in the previous study and described in detail.7)
3.3. Material Properties and Boundary Conditions
Table 2 shows the material properties of the coke model. The shear strength is estimated by the approximate equation of the shear strength for the brittle materials such as glasses and rocks.7) The compressive strength is assumed to be fifteen times as large as the tensile one. Assuming a diametral compression test, the boundary elements are located at the upper and lower parts of the analytical object. For the boundary elements, the displacement of 0.3 μm for the center of the y-direction is given in each step whereas the rotation is fixed.
Table 2. Material properties.
| Elastic modulus | [GPa] | 5.0 |
| Poisson’s ratio | [–] | 0.2 |
| Critical breakage strain for tensile direction | [–] | 6.4 × 10–4 |
| Tensile strength | [MPa] | 7.0 |
| Critical breakage strain for compressive direction | [–] | 1.1 × 10–3 |
| Compressive strength | [MPa] | 105 |
| Shear strength | [MPa] | 12.1 |
| Internal friction angle | [°] | 32.0 |
In the analysis, the stress is treated as the fracture strength when the strain of coke is 30% larger than the one with the assumption of the elastic deformation, which is large enough to cause fracture.
4. Results and Discussion
4.1. Evaluation of the Non-adhesion Grain Boundaries in the Coke Model
Figure 3(a) shows the arrangement of the coal particles before swelling. The caking coal particles or low-quality coal ones are found to be randomly placed. Figure 3(b) shows the arrangement of the coal particles after swelling. In case of caking coal (the blending ratio of 0 mass%), there are a few non-adhesion grain boundaries since the coal particles swell enough. In contrast, in case of the low-quality coal (the blending ratio of 100 mass%), many non-adhesion grain boundaries are generated because the coal particles do not fully expand. The non-adhesion grain boundaries exist around the low-quality coals in case of blending ratio of 50 mass% in Fig. 3(c). Since the non-adhesion grain boundaries are observed around the low-quality coal particles, the typical coal in which some of the low-quality coal particles do not adhere each other and the non-adhesion grain boundaries are generated is successfully reproduced.

Figure 4 shows the amount of the non-adhesion grain boundaries for the blending ratio of the low-quality coal. The amount of the non-adhesion grain boundaries increases with an increase in the blending ratio. In particular, the non-adhesion grain boundaries do not increase much from the blending ratio of 0 to 50 mass%, and they increase rapidly from the blending ratio of 50 to 100 mass%. The predicted amount of the non-adhesion grain boundaries corresponds with the one measured by Kanai et al.6) Therefore, the present coke model can reproduce the generation of the non-adhesion grain boundaries observed in the actual coke.

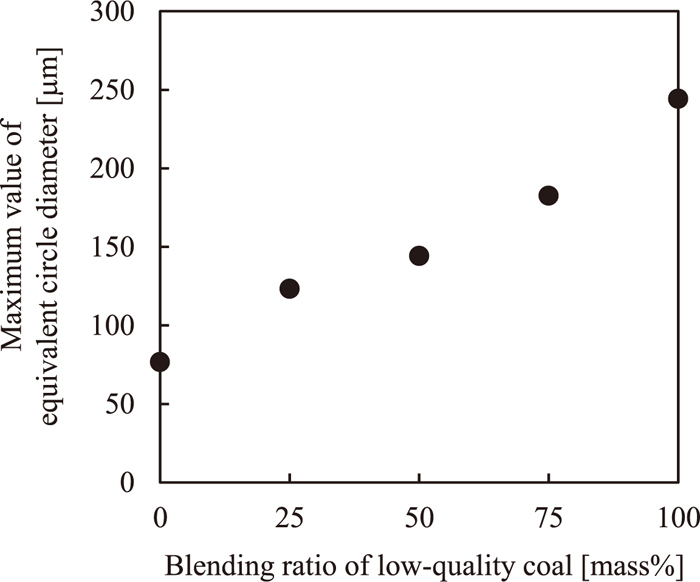
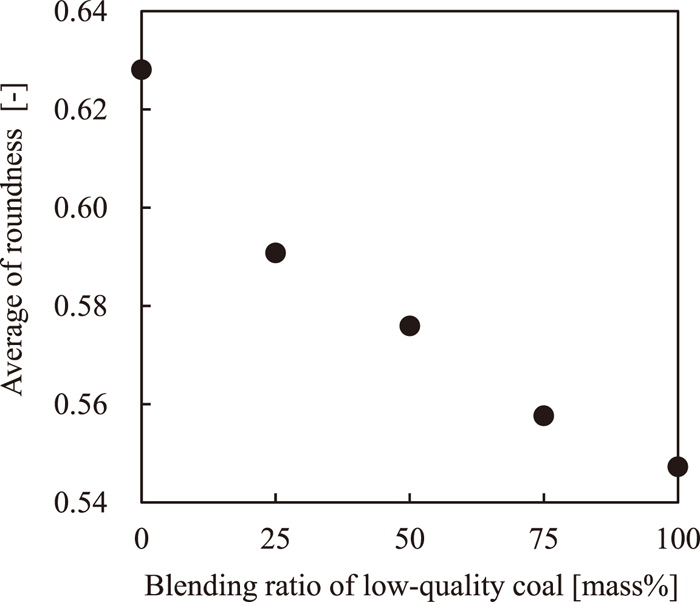
Figure 5 shows the maximum equivalent circle diameter of the non-adhesion grain boundary for the blending ratio of the low-quality coal. The maximum diameter increases with an increasing in the blending ratio and the size of the non-adhesion grain boundary increases in the blending ratio of 100 mass% than in that of 0 mass%. Figure 6 shows the averaged roundness of the non-adhesion grain boundary for the blending ratio. The roundness decreases gradually for the larger blending ratio, and the complex non-adhesion grain boundaries are found to be formed.
4.2. The Effect of the Non-adhesion Grain Boundaries in the Coke on the Coke Strength
Figure 7 shows the fractured springs in the blending ratio of 25 and 75 mass%. The springs around the non-adhesion grain boundaries are found to fracture. This is because the stress concentrates at the non-adhesion grain boundaries. Although Hiraki et al.7) have shown the stress concentrated part at the non-adhesion grain boundaries decreases the coke strength, the non-adhesion grain boundaries themselves are found to concentrate stress. Moreover, many springs at the gap or edge of the non-adhesion grain boundaries are fractured and the arrangement and shape of the non-adhesion grain boundaries are supposed to affect the fracture of the coke. Since such parts are observed at the concentrated non-adhesion grain boundaries around the low-quality coal, the concentrated non-adhesion grain boundaries are thought to decrease the coke strength.

Figure 8 shows the stress-strain curves for the blending ratio of the low-quality coal as an example. The apparent elastic modulus of the coke with the higher blending ratio is low. This is because the non-adhesion grain boundary is thin pore, and the amount of the pores in the coke decreases the apparent elastic modulus.12) The coke with the higher blending ratio of the low-quality coal starts the plastic deformation with the small strain whereas the one with the lower blending ratio shows the elastic deformation. The coke with the larger blending ratio of the low-quality coal fractures with the weaker strength. This is because the number of the non-adhesion boundaries increases, the size of those becomes larger, the number of the fracture origins increases because of the more complex shapes of the non-adhesion boundaries, and the fracture seems to arise at the parts in the domain.
4.3. Prediction of the Coke Strength with the Various Blending Ratio of the Low-quality Coal
Figure 9 shows the fracture strength of coke with the non-adhesion grain boundaries, which is calculated using RBSM. The model predicts that the coke strength decreases linearly with an increase in the blending ratio of the low-quality coal. The coke strength measured by Kanai et al.6) also shows the same pattern as the one calculated in this study. Figure 10 shows the calculated fracture strength together with the experimental one.6) The fracture strength decreases slightly from the blending ratio of the low-quality coal from 0 to 25 mass%, and then also decreases linearly from the blending ratio from 25 to 100 mass%. On the other hand, the strength decreases linearly from the blending ratio from 0 to 100 mass% in the experiment. Although a decrease in the coke strength with the lower blending ratio is not well predicted, a decrease pattern with a decrease in the higher blending ratio is reproduced. The reason the coke strength is not well predicted in the lower blending ratio of the low-quality coal is that the resolution in the digital image employed in this study seems to be not enough high. Moreover, since the three-dimensional distribution of non-adhesion grain boundaries and the propagation of cracks in the actual coke were not considered in the present two-dimensional coke model, the effect of the non-adhesion grain boundaries on the coke strength could not be accurately evaluated. On the other hand, in case of the high blending ratio, it is possible to predict a decrease in the coke strength since only the large non-adhesion grain boundaries are dominant and should be considered. Above all, the present method can predict the coke strength with the non-adhesion grain boundaries on the basis of the blending ratio of the low-quality coal.

5. Conclusion
In this study, the coke model with the non-adhesion grain boundaries is developed by expanding the coal particles that are assumed to be in the packed bed of coal. The fracture analysis for the coke model is performed using Rigid Bodies-Spring Model, RBSM and the strength is predicted for the coke with various blending ratio of the low-quality coal. The results can be summarized as follows:
(1) The non-adhesion grain boundaries in the coke model are very similar to those in the actual coke. The size of the non-adhesion grain boundaries becomes larger and the boundaries become more complex with an increase in the blending ratio of the low-quality coal.
(2) The concentrated non-adhesion grain boundaries around the low-quality coal particles are supposed to decrease the coke strength since the springs in the RBSM break at the boundaries.
(3) The model successfully reproduces that the coke strength decreases with a decrease in the blending ratio of the low-quality coal for the higher blending ratio. The strength of the coke with the non-adhesion grain boundaries can be predicted on the basis of the blending ratio of the low-quality coal.
Above all, the model coke reproduces the generation of the non-adhesion grain boundaries according to the properties and blending ratio of the caking or low-quality coal. The effect of the non-adhesion grain boundaries on the coke strength can be investigated using the present fracture analysis.
Acknowledgements
This work has been done in Research Group of Cokemaking Technology for Low-quality Coals und Unused Carbon Resources in ISIJ (The chief examiner: Prof. H. Aoki, Tohoku Univ.). The authors would like to acknowledge the research group members gratefully.
Nomenclature
A0: standard coal radius [–]
A1: variation width of coal radius [–]
D: weighted average value of the linear expansion coefficient [–]
Dmax: maximum value of the linear expansion coefficient [–]
Dmin: minimum value of the linear expansion coefficient [–]
n: number of vertex
p: random number [–]
δ: degree of variability of center angle
References
- 1) J. W. Patrick and A. E. Stacey: Fuel, 51 (1972), 81.
- 2) J. W. Patrick and A. E. Stacey: Fuel, 57 (1978), 258.
- 3) K. Hiraki, H. Hayashizaki, Y. Yamazaki, T. Kanai, X. Zhang, M. Shoji, H. Aoki, T. Miura and K. Fukuda: ISIJ Int., 51 (2011), 538.
- 4) T. Arima: Tetsu-to-Hagané, 87 (2001), 274.
- 5) S. Nomura, T. Arima and K. Kato: Fuel, 83 (2004), 1771.
- 6) T. Kanai, Y. Yamazaki, X. Zhang, A. Uchida, Y. Saito M. Shoji, H. Aoki, S. Nomura, Y. Kubota, H. Hayashizaki and S. Miyashita: J. Thermal Sci. Tech., 7 (2012), 351.
- 7) K. Hiraki, H. Hayashizaki, T. Ogata, Y. Yamazaki, Y. Matsushita, H. Aoki, T. Miura, K. Fukuda and K. Matsudaira: Tetsu-to-Hagané, 96 (2010), 313.
- 8) Y. Saito, S. Matsuo, T. Kanai, A. Toishi, A. Uchida, Y. Yamazaki, Y. Matsushita, H. Aoki, S. Nomura, H. Hayashizaki and S. Miyashita: Tetsu-to-Hagané, 100 (2014), 140.
- 9) T. Kawai: J. Soc. Naval Arch. Jpn., 141 (1977), 187.
- 10) Z. M. Wang, A. K. H. Kwan and H. C. Chan: Comput. Struct., 70 (1999), 533.
- 11) A. Toishi, Y. Yamazaki, A. Uchida, Y. Saito, H. Aoki, S. Nomura, T. Arima, Y. Kubota and H. Hayashizaki: ISIJ Int., 53 (2013), 1739.
- 12) K. Ueoka, T. Ogata, Y. Morozumi, H. Aoki, T. Miura, K. Uebo and K. Fukuda: Tetsu-to-Hagané, 92 (2006), 184.