Abstract
Medium manganese steels are a grade of the third generation of advanced high strength steels (AHSS) that combine ductility, high strength and toughness for crashing resistance, determining characteristics for application in the automotive industry. During processing these steels are subjected to a hot and cold rolling followed by intercritical annealing in the field of austenite and ferrite phases. On the other side, the warm rolling processing is capable to reduce costs and operating time due to a single operation. The aim of this work was to follow, along warm rolling, the microstructure evolution. This aim was realized by optical and scanning electron microscopy analysis, X-ray diffraction, Vickers microhardness and EBSD technique in an 8Mn-0.08C steel. A very refined and deformed microstructure in warm-rolled condition was obtained, with a higher volume fraction of retained austenite without hot-rolled as previous processing step, which result in high tensile strength and total elongation. The texture shows a greater intensity of the α-fiber components as a function of higher strain in this thermomechanical processing.
1. Introduction
The automobile industry has demanded along the years new materials development with lower weight and higher mechanical strength to attend a specific demand for reduction of fuel consumption and a higher impact absorption energy in order to improve passenger safety. Besides, to gain in formability to facilitate the drawing process.1,2,3,4)
Advanced high strength steels (AHSS) developed to attend these requirements are characterized by a multiphase microstructure, generally composed by ferrite, martensite, bainite and retained austenite, to match the mechanical strength and ductility2,3) of the 3rd-generation AHSS steels, the medium Mn steel present content of 5 to 8 wt%.4) Comparing the 2nd-generation AHSS to them, the last one exhibited good ductility, high mechanical strength and better economic viability due to a lower content of alloys. In these steels the microstructure is usually composed of martensite, ferrite and retained austenite, responsible for the TRIP effect (Transformation-Induced Plasticity) that occurs during plastic deformation, where the metastable-retained austenite transforms to martensite, enhancing the mechanical strength and ductility.5) The microstructure composed by soft and ductile ferrite and retained austenite are able to confer the ductility presented by medium manganese steels, whilst high strength results from new martensite, (α’), generated in the TRIP effect.6) Usually, these steels are produced by hot and subsequent cold rolling, with long intercritical annealing.3,5,6,7,8,9) Nevertheless, the warm rolling has obtained bigger interest in reducing operating costs and time.6,9,10,11,12)
Some papers report the warm rolling of medium manganese steels.7,8,9,10) In all of them, the application of the intercritical annealing before or after the mechanical conformation is considered to obtain an adequate fraction of stabilized austenite to optimize the steel mechanical performance by the TRIP effect. In contrast, the present work proposes the use of warm rolling, without the hot rolling and intercritical annealing steps. On the other side, the warm worked directly from homogenized samples has not yet been applied to the warm worked in medium Mn steel.
In this work, the effects using the knowledge of previous works on warm rolling11,12) and the results recently published in literature,7,8,9,10) the authors decided to apply this approach in order to produce ultrafine grains microstructure in a medium manganese low carbon steel (8Mn-0.08C). The main difference is that the warm working was applied directly as casting and homogenized samples without hot rolling and long intercritical annealing. This intended result was reach by using scanning electron microscopy (SEM), X-ray diffraction, microhardness, tensile test and electron backscatter diffraction (EBSD) technique for texture calculation.
2. Experimental Procedure
The steel was melted in a conventional electric induction furnace, and casted in Keel block shape. Its chemical composition, measured by optical emission spectrometry, performed in an Oxford equipment Model Foundry Master Xpert, was 0.086%C-8.05%Mn-0.138%Si-0.0215%Al (wt%).
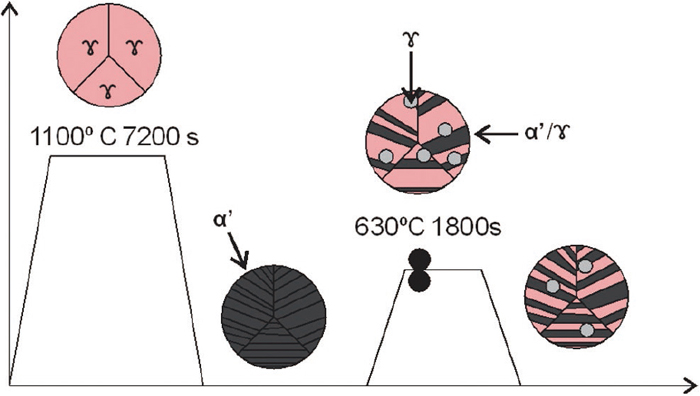
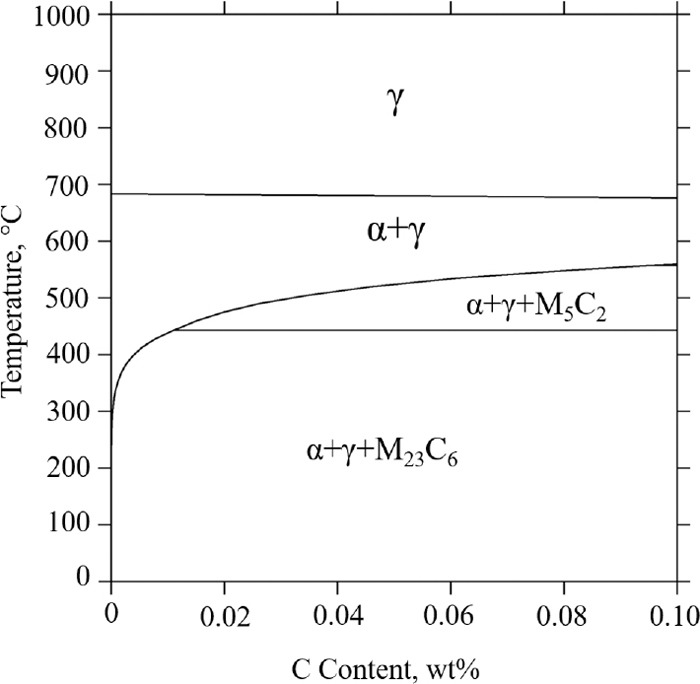
The sample was cut from the Keel block (30 mm thickness), homogenized in a muffle furnace at 1100°C for 7200 s to remove any heterogeneous microstructure formed during solidification. The A1 and A3 temperatures were calculated to be 823 K and 953 K (550°C and 680°C, respectively), using Thermo-CalcTM software with TCFE4 database, as shown in Fig. 1. Subsequently, the samples were submitted to warm rolling, performed in a Fröhling laboratory rolling mill, with a load capacity of 392 kN, roll diameter of 200 mm and roll speed of 6.25 m/min. Before warm rolling the sample was soaked for 30 min at 630°C. Then the warm rolling was performed until it reached 8.5 mm thickness in eleven steps (εt = 0.72), with ε = 0.10 in each pass, approximately.
After each step, reheating was necessary for 15 min, being applied to ensure the plate temperature of 630°C before the next one. Following the last step, the strip was cooled to air room temperature, a rate of 0.31°C/s. The whole processing is illustrated in Fig. 2, with the microstructural changes in each step.
Microstructure was characterized by electron backscattering diffraction (EBSD), scanning electron microscopy (SEM) with tungsten electron source and X-ray diffraction. Samples were prepared according to conventional metallographic grinding and polishing. The EBSD samples were automatically polished in colloidal silica and the SEM samples were etched with nital 2% before examination. All micrographs are of the normal plane to the transverse direction relating to the rolling direction and thickness plane. Manganese contents in ferrite and austenite were measured by energy dispersive spectrometer (SEM–EDS).
To determine quantitatively the present phases, these ones were scanned at a step size of 0.02° s−1 and a 2θ ranging from 30° to 120° in an X-ray diffraction instrument (PanAnalytical Empiryan). The OriginTM software was used for quantitative analysis by integration of the principal diffraction (for ferrite and austenite) peaks method. The lattice parameter of γR was obtained by extrapolating from relationship between a lattice parameter of γR calculating using Bragg law with each X-ray diffraction angle, θ, and the Nelson-Riley function (cos2 θ/sin θ)/(cos2 θ/θ).13)
Microhardness was measured using a Future Tech FM700 Vickers microhardness loaded to 2.94 N for 10 s. The average value was calculated from 20 indentations. Tensile test at room temperature with a strain rate of 10−3 s−1 was performed in subsize samples, according to ASTM A370-15 standard, whose diameter and gauge length dimensions are 4 mm and 16 mm, respectively.
The microtexture analysis by EBSD was quantitatively calculated by the TSLTM software. The microtexture of α’-martensite and austenite was carried out using specific conditions of inverse pole figures (IPF) and constant section of orientation distribution function (ODF) in the φ2 = 45° of the Euler space.
3. Results
The microstructure of the samples in the initial conditions, i.e., as-casting, homogenized and warm rolled samples examined by SEM with a tungsten electron source are shown in Figs. 3(a)–3(d). For the as-casting and homogenized conditions the martensite lath are extensive and there is some islands of retained austenite between them (Figs. 3(a), 3(b)).
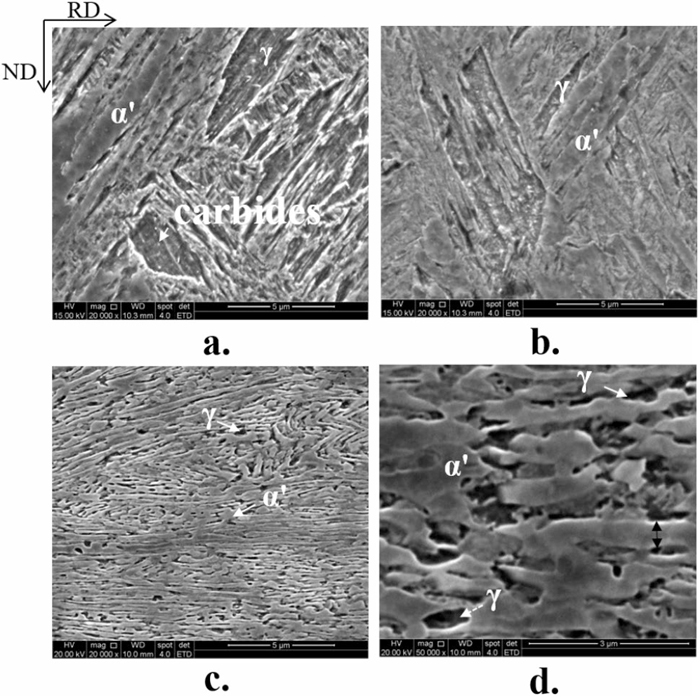
Some carbide particles may be found inside the island of austenite in Figs. 3(a), 3(b) (indicated by arrows) and according to Fig. 1 they must be of M23C6 type, as provided by Termo-CalcTM (Fig. 1), or cementite, according to a Hanamura et al.14) study in a 5Mn-0.10C-1.9Si warm rolled at 550°C and Lee & DeCooman15) on a 10Mn hot rolled steel. For the steel subjected to the warm rolling process (Figs. 3(c), 3(d)), the structure is composed of proeutectoid ferrite, retained austenite and α’-martensite, the formerly marked characterized by their acicular morphology. Note that the warm rolling, processed at a lower temperature, resulted in a refined and somewhat deformed microstructure inherited from warm rolled deformation (Figs. 3(c), 3(d)), i.e. lamellas align according to rolling direction, consisting of ferrite, retained austenite and packets of α’-martensite. A similar microstructure was exhibited by Zhao et al.9) on a 7.9Mn annealed steel at 600°C for 30 min after warm rolling at 630°C. Another suchlike result was obtained by Zhan et al.10) studying the intercritical rolling effects (650°C for 6 h) on the microstructure of a 5Mn-0.10C steel.
Figure 4 shows the XRD patterns of the steel in different conditions. It is observed, in a qualitative way, that the as cast and homogenized conditions are composed only by α’-martensite. Although the very small amounts of carbides and retained austenite are present in these samples, they are not detectable by x-ray examination. On the other side, warm rolling features peaks corresponding to ferrite/α’-martensite phase, but also a considerable amount of retained or reversed austenite (γR), consisted of a volume fraction of 34% austenite & 66% of α’-martensite. Such gradual reversion behavior indicates that there is a diffusional phase transformation process during the intercritical annealing and warm deformation. After the tensile test, the warm rolled condition no longer exhibits peaks related to the austenite phase due to phase transformation occurring during deformation (TRIP effect).
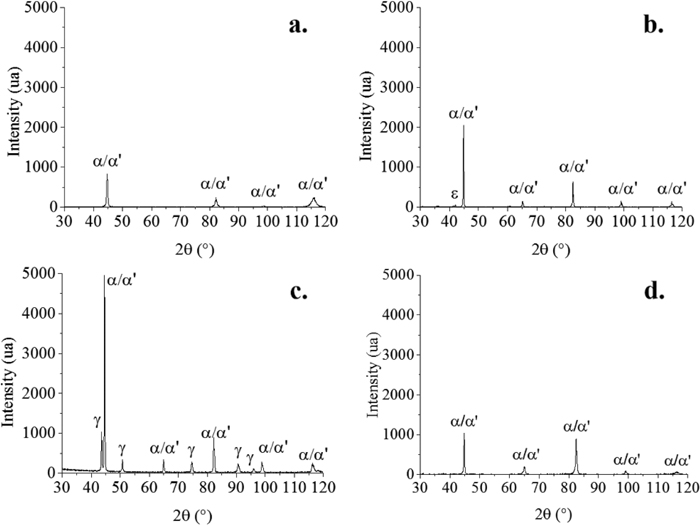
A high austenite volume fraction in the warm rolled material is caused by a low working temperature in this condition, which may reflect in an increased thermal stability of austenite. The formation of austenite is usually accompanied by the partition of Mn between ferrite and austenite.13,16,17,18,19,20) Furthermore, a higher density of dislocations in the austenite warm rolled retains the carbon atoms at this stage, since this element segregates to those imperfections.7,8,9,10)
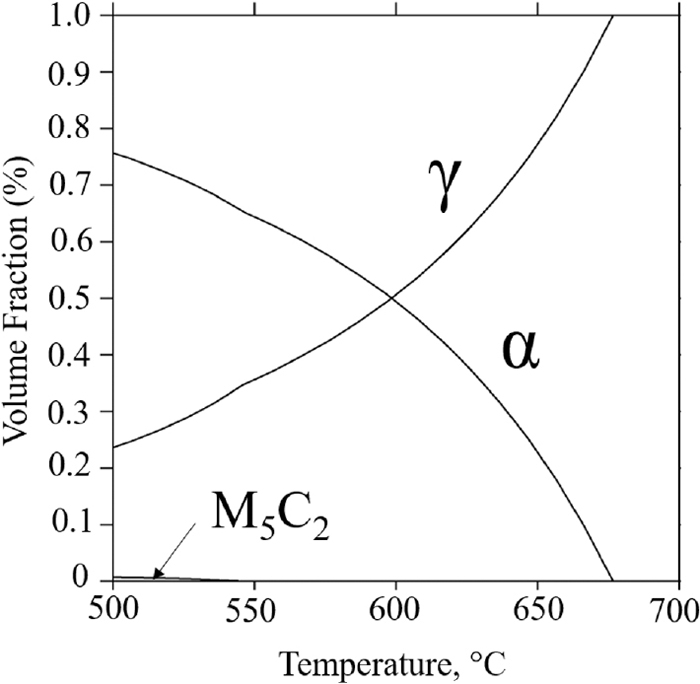
At higher temperatures, the austenite has a lower chemical stability due to the lower concentration of carbon, therefore, in further cooling, the austenite is right away turned into ferrite and/or martensite, depending on the cooling rate; making it difficult to keep the austenite in the microstructure. Figure 5 is a plot of the phase volume fractions in 0.08C%-7.8%Mn steel as a function of temperature, predicated by Thermo-CalcTM. It is possible to compare the amount of each phase in Fig. 5 with the volume fraction determined by x-ray diffraction. The conclusion is that the equilibrium was not reached. One reason for it to have happened was the time for austenite formation at 630°C and deformation imposed to the steel along warm rolling, even though there is a considerable amount of reversed austenite. Another possible reason is that part of the existing austenite at warm rolling temperature transformed to a new martensite after air cooling into room temperature.
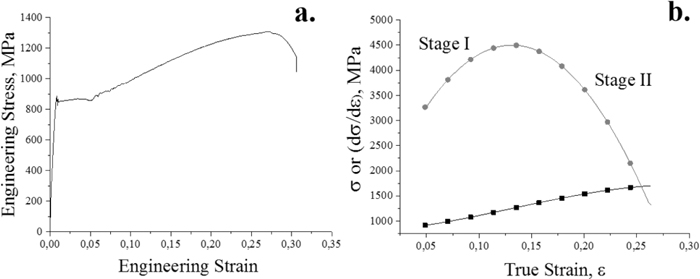
The Vickers microhardness values for the steel in the warm rolled condition is 314±10 HV. It was observed that the steel subjected to the warm rolling has a smaller value than for the as-casting and homogenized samples (HV 401±19 and 406±16, respectively) which can be associated with a greater amount of retained austenite in the microstructure compared to the volume fraction of martensite, supported by the quantitative results of X-ray diffraction, resulting in a lower hardness value for warm rolled condition. Figure 6(a) presents the results obtained from the tensile test for the warm rolled material and Fig. 6(b) shows the strain hardening rate plot in function of true stress-strain curve by differentiating and logarithimic smoothing. The engineering stress-strain curve exhibits an ultimate tensile strength (σUTS) of 1307 MPa, yield strength (σYS) of 825 MPa and a total elongation of 0.3. It can be noted that in the first stage of the work hardening a Lüders band is remarkable in the stress evolution. This plastic instability phenomenon has been reported for some TRIP steels21) and despite many subjects in the heterogeneous deformation in Mn medium steels are unclear, some authors related this phenomenon to the initial microstructure and annealing temperature influence.22) Performing the annealing from a martensitic microstructure, a decrease in the deformation associated to the Lüders bands has been verified when compared to annealing after cold rolling23) due to a strain partitioning between ferrite and austenite or if the ferrite contains more carbon solutes in the last case.
Regarding the intercritical annealing temperature, this when higher, it provides greater suppression in the Luders band4) that may be associated with its propagation due to a change in grain size i.e, a reduce in grain boundaries as an obstacle. In the studied material, the opposite occurs due to its ultrafine grain, the propagation speed of the Lüders bands is reduced, resulting in a considerable deformation plateau at a given tension.
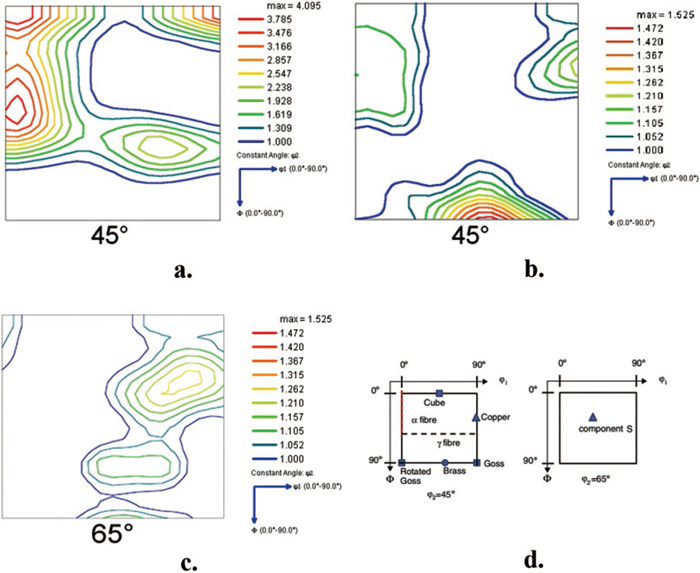
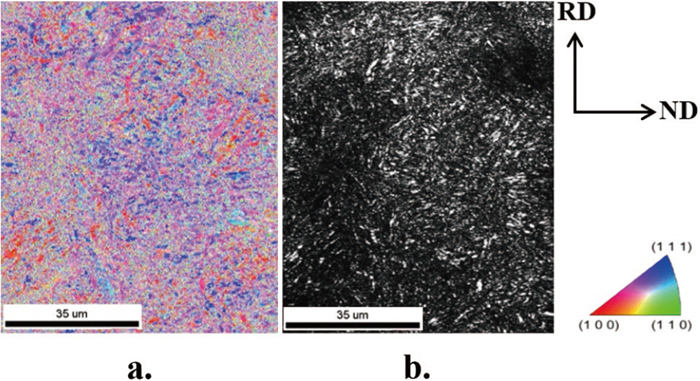
The inverse pole figures (IPF) of the warm rolled material, obtained by EBSD software, is shown in Fig. 7(a). Figure 7(b) illustrates the image quality of the same area. For the warm rolling sample, there is a low index data, mainly for those grains that are in hardening state process, due to the higher concentration of crystal defects, vacancies and dislocations inside the grains, i.e., the greater amount of deformation to which the material is subjected in lower temperatures when compared, for instance, to hot rolling. The orientation index of these grains became very difficult for the instrument used here, a W-SEM. But it was possible to confer that the reduced grain size focused in the white areas in Fig. 7(b). Special orientation featured arising from hardening state process and the recrystallization phenomenon as described below in Fig. 8.
The texture for α/α’ phase in the warm rolled steel is composed by the rotated cube texture component (001)[1-10] showing high intensity. There is also a strong intensity of the component (223)[1-10] belonging to the α-fiber (Fig. 8(a)), familiar to the deformed material.24) The γ-fiber is more intense for the component (111)[0-11] and occurs with low intensity in the warm rolled material.24) The microtexture for γ phase is translated by the Brass components, (110)[1-12]; and with less intensity, by the Copper component (112)[11-1] (Fig. 8(b)). Figure 8(c) illustrates the component S, (123)<634>.
Kesten et al.25) report that the lower the final temperature of hot rolling is, i.e., the greater the deformation in the ferritic field, the strengthened the α-fiber will be, especially component {100}<011>, rotated cube, and less intense γ-fiber. For the present work, the component (223)[1-10] is in warm rolling condition. Kurc-Lisiecka et al.26) point out that the martensite texture is more complex, since it comprises the martensite texture components originated from the newly developed austenite at a given stage of deformation as well as previously formed and already deformed texture.
4. Discussion
4.1. Microstructure Formation and Austenite Stability
The Ms temperature for the present steel can be predicted by the modified Andrew’s Eq. (1).27) The equation returns the following value for Ms = 215.3°C for the steel as a whole.
|
Ms=541-401%C-36%Mn-10.5%Si
-18%Ni-14%Cr-17%Mo.…(
% w
)
| (1) |
The mean lattice parameter determined using the γ peaks was converted to carbon content by using the relationship below (Eq. (2)),28,29,30) in which the Mn content was measured using the dispersive energy spectrometry (EDS) in SEM. The Mn content in the austenite phase was around 8%. Using this value, the carbon content, calculated by equation 2, after determining the a0(γ) (3,5991), was 0.8%C. This means that austenite has a Ms = −71.1°C. With this low value for Ms, the austenite does not transform to martensite at room temperature, remaining stable.
|
a
0(
γ
)
=3.556+0.0453%C+0.00095%Mn
| (2) |
According to Gibbs et al.17) diffusion rates of Mn in steel are generally low and the kinetics of Mn enrichment in austenite must be slow. However, starting with a martensitic microstructure prior to annealing resulted in a fine-annealed structure, as in this work 0.4 μm ferrite grain size (lamella, Fig. 3(d)). As a consequence of this fine microstructure, the expected Mn diffusion distances for the warm rolling processing applied here were likely sufficient to significantly enrich Mn in austenite, in a conclusion consistent with the recent work by Lee et al.5)
In order to understand the reversion behavior of the austenite during the period in which the steel was intercritically warm rolled, the equilibrium volume fraction and manganese and carbon contents of reversed austenite were calculated by Thermo-CalcTM (Figs. 5 and 8). From Fig. 5, the volume fraction of reversed austenite gradually elevates with the increasing holding temperature, for the level of 55% volume fraction at 630°C, temperature used for warm rolling. Figures 9(a), 9(b) shows that the manganese (Fig. 9(a)) and carbon (Fig. 9(b)) contents of reversed austenite in present steel grade as a function of temperature and both of them decreased with the increasing of annealing temperature (above 550°C). In Fig. 9(a), the manganese content decreases continuously due to the dissolution associated with the transformation into austenite. The carbon content in the austenite (Fig. 9(b)) shows a significant peak as a function of temperature which is related to the presence of carbides (Fig. 5). At temperatures below 550°C the carbon is concentrated in the carbides, which are then dissolved resulting in an increase in the carbon content in the austenite.31)
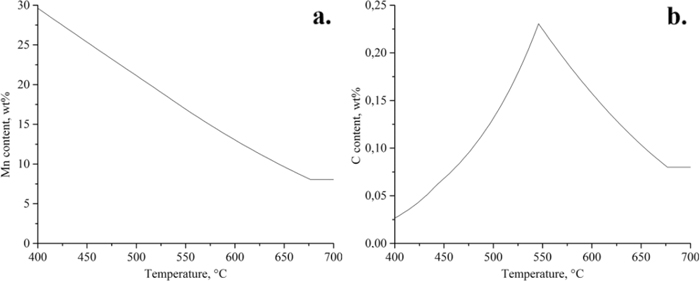
The manganese (Fig. 9(a)) and carbon (Fig. 9(b)) contents were not only predicated by Thermo-CalcTM but they were also estimated by microprobe microanalysis (EDS– 8%Mn) performed in the SEM, manganese, and by x-ray measurements, carbon (0.78%C). These results converge to an enrichment of austenite, leading to a very low Ms temperature and therefore its stability.
Three factors influence the stability of the metastable retained austenite at room temperature: (i) Chemical composition: both carbon and manganese are strong austenite stabilizers. The addition of manganese can result in a stable austenite equilibrium at room temperature;29,30) (ii) Grain size: a small grain size affects the austenite stability by lowering the martensite start temperature;3,29) (iii) Mechanical stabilization: the correct amount of dislocations in austenite effectively suppresses the transformation kinetics of martensite.32,33)
The mechanical stability can be associated to TRIP effect occurrence evidentiated in the hardening rate by a critical strain during the deformation process.34) The work hardening rate of warm rolled steel presents a behavior with two defined stages (Fig. 6(b)). The stage I is characterized by a strong hardening rate due to TRIP effect and the stage II shows a decrease in hardening rate, attributed to co-work of ferrite, austenite and the newly formed martensite.34)
Comparing the XRD patterns prior and after tensile tests in warm rolled steel (Figs. 4(c), 4(d)) it is observed the occurrence of the phase transformation during deformation due to the absence of peaks related to the austenite phase in the Fig. 4(d).
The occurrence of a very efficient Mn partitioning into ultrafine grain (UFG) austenite formed during 180 s. Intercritical annealing in the temperature range of 640–680°C was shown to occur by means of TEM–EDS analysis and dilatometry as reported by Lee et al.5) Using the quantitative analysis of dilation strain, these authors5) proved the presence of alloying partitioning during austenite formation at intercritical annealing treatment in the UFG 6%Mn TRIP steel. According to them,5) the efficient partitioning of a substitutional solute to austenite during the intercritical annealing of an initially heavily deformed UFG martensitic microstructure opens a new path for the design of UFG steels with superior ductility.
In the as casting and homogenized samples, carbides precipitation occurred from the martensite matrix during the heating, which was oversaturated of carbon, as one can see in Figs. 3(a) and 3(b). As the temperature and the time of intercritical annealing increase, the carbides decompose and the soluble carbon diffuse to austenite. However, if volume fraction of austenite increases, the carbon concentration in this phase decreases18,35) as illustrated in Fig. 9. The austenite has the morphology of lamellas, but in some locations, it has features of island, as indicated by arrows in Fig. 3. Han et al. point out that diffusionless reverted γ (γL) exhibited lath-shaped grains measuring 200–300 nm in width and 400–700 nm in length, with a high density of dislocations as a result of high heating rate. They worked on steels with 5–9%Mn; 0.05%C studying the reversion of α’-martensite to austenite as a function of heating rate.33) Despite that, if the heating rate was less than 15°C/s, the austenite morphology would be granular with 200–250 nm.33) For warm rolling condition, it is possible to identify these two types of morphology in Figs. 3(c) and 3(d), films between the laths of martensite and small blocks (dashed lines in Fig. 3(d)). Inside them there are carbides particles as predicted by Thermo-CalcTM (Fig. 1). These two types of austenite reversion, diffusionless and diffusional transformation, will be discussed in next section of texture analysis.
4.2. Microtexture Analysis
Santos et al.12) reported that the increase in final deformation of the warm rolling material results in a refinement of the microstructure due to intense nucleation in the interfaces of α’-martensite-austenite and ferrite in the intercritical field. During the heating and soaking period to a temperature of warm rolling, 630°C, α’-martensite transforms back to austenite and two types of textures appear, not simultaneously. One is attributed to the reverse transformation of α’-martensite to austenite and the other results from its own recrystallization as a function of deformation. Usually, α’-martensite reversion occurs above 550°C (Fig. 1). According to the literature, the intensity of the formed recrystallization texture depends on the amount of strain accumulated before recrystallization. In this case, a cuboidal {100}<001> texture is found for the austenite, which originates from rotated cube {001}<110>, Goss {110}<001> and rotated Goss {011}<011>, α-fiber and γ-fiber with their respective components in α’-martensite. On the other hand, if there is no austenite recrystallization, this phase develops a relatively sharp deformation texture containing Brass {110}<112>, Copper {112}<111> and S {123}<634> components, apart from the Goss {110}<001> component.36,37) By their turn, the reverse transformation from α’-martensite to austenite on annealing can happen in two ways: a) by a diffusional or b) displacive mechanism.33,36) When comparing the austenite texture of the warm rolled sample, it is possible to observe that it contains Brass {011}<211>, Copper {112}<111> and S {123}<634> components (Figs. 7(d) and 7(e)). The presence of Brass component in warm rolling is seen in materials with low to medium SFE.38) The Brass and Goss components do not tend to transform, so they determine the austenite texture, which is further stabilized by shear banding.24,36)
Texture results shown in Fig. 8(a) indicate that the α’-martensite reversion to austenite during annealing occurred with and without recrystallization. The main components in α’-martensite which determine related texture components in austenite, without recrystallization, are {332}<113> and {113}<110>, which promote in austenite Brass {110}<112> and Copper {112}<111>, respectively.36,37) Grains with orientations belonging to α-fiber (<110> parallel to RD) also give rise to the Copper component in austenite. The typical recrystallization component for the FCC metals is Cube and its intensity increases with prior cold reduction and with annealing temperature.36,37) The cube component in austenite turned into rotated cube in ferrite (α’-martensite). In most FCC metals, the recrystallization is characterized by a mixture of Cube with other components common to the deformation texture as discussed in literature.38) On the other hand, the cuboidal component in the alloy disappears completely with the deformation of austenite,24) which means that in this work, the austenite retains some deformed structure or was not completely recrystallized after annealing time between the steps. The athermal martensite formation generated dislocation in the neighboring austenite as well,29,32,33) which enhanced austenite stability. After annealing period and simultaneous deformation, the Brass and Copper components in the austenite became strong, Fig. 8(b). A strong evidence of austenite recrystallization or transformation which involved diffusion are the austenite block in the microstructure illustrated in Fig. 3(d).
Concerning the α’-martensite texture, it is possible to observe the presence of the γ-fiber at the ending stage of warm work and cooling, which finally transforms into rotated cube {100}<011>, coming from Brass texture36,37) in the deformed (lamellas in Figs. 3(c) and 3(d)) austenite. The combined effect of phase transformation, α’-martensite reversion, with the fast recrystallization kinetics of austenite and ferrite and finally the new martensite formation during the cooling to room temperature leads to a very fine homogeneous microstructure with a well-defined texture. It is possible to conclude then, through the texture analysis, that the sample that suffered warm deformation should be have good mechanical properties in the present work consistent with other already reported results.7,8,9,10)
The developed texture in warm rolled medium Mn steel is very limitedly reported in the literature. The main articles that describe warm deformation of this kind of steel7,8,9,10) did not describe texture formation or their evolution along warm rolling. One of the few examples is the work of Cai et al.19) For these authors, regarding the skeleton-line in their ODF plots, there is only one strong orientation along the ND fiber, {111}<110>. This is an RD fiber as well, and the grains of this texture, having a large Schmid factor, are prompt to slip. The austenite lamellas are more intense in their work, it is inferred by the authors that the (111)[110] component of the ND fiber is dominant.19) However, in same illustration used by the authors19) this strong component is in reality assigned as (111)[0-11], described in Fig. 8(a), belonging to ferrite and not austenite texture as claimed by them.19)
4.3. Mechanical Properties
It was observed that the warm rolling resulted in a refined microstructure with high austenite volume fraction, which led to 314 HV hardness. According to the well-known Hall-Petch (H-P) relationship considering the dislocation strengthening, the yield point of low-carbon steels can be related to grain size and dislocations as:10)
|
σ
y
=
σ
0
+αGb
ρ
1/2
+
k
H-P
D
-1/2
| (3) |
σγ is the yield strength, σ0 is the frictional stress, k is the Hall-Petch slope (310 MPa.μm0.5),39) α is the dislocation hardening constant (0.5),40) G is the shear modulus, b is the amplitude of Burgers vector (0.256 nm) and ρ is the dislocation density (2.1 × 1015 m−2).10) According to Zhan et al.,10) the value of σ0 and G is 70 MPa and 80 GPa, respectively.
Figure 3(d) shows a sample that was warm rolling, permitting the measurement of the martensite and austenite lamellae thickness, around 0.43 μm. The efective grain size D was calculated according to D=2 DT,10) where DT is the thickness of the laths of the austenite and ferrite measured. This leads to a yield strenght value of 836 MPa according to Eq. (3).
In this direction, the mechanical properties as described by Xu et al.30) have heat treated a medium Mn steel with 5%Mn-0.2%C, initially austenitized at 675°C for 30 min and then intercritical annealing at 675°C for 10 min, is compatible with presents results, i.e., YS = 650 MPa; TS = 1250 MPa; or Zhao et al.,34) whom tested a 0.2%C-5%Mn after warm rolling above 595°C with ε = 0.75 of reduction and then annealing at 630°C for 30 min, obtained 850 MPa for yield strength. The measured mechanical properties for the present steel was, YS=825 MPa, UTS=1307 MPa, and total elongation of 30%. The microstructure refinement in the warm rolling process was deeply enhanced, leading to grain refinement with nanosize grains around 400 nm (Fig. 3).
Guo et al.,7) using a medium Mn steel with 5%Mn and 0.08%C claimed that the largest value of yield and tensile strength, 592 MPa and 978 MPa, i.e. after applied strain of ε=0.69 in the warm deformation processing and the subsequent annealing for 5400 s. In the present work, it has shown that such condition can be reached without the long intercritical annealing after warm deformation work.
5. Conclusions
The refinement of the microstructure of the 0.08%C-8%Mn steel due to warm rolling processing was much enhanced, leading to a nanograin size of 400 nm, lamellas of α’-martensite and austenite. It has been observed that the steel subjected to the warm rolling has a smaller hardness value (314 HV) than for the as-casting and homogenized samples (HV 401 and 406, respectively) which can be associated with a considerable amount of retained austenite (34% Vv) in the warm deformed microstructure compared to the 99% of martensite volume fraction in those samples. These conditions are supported by the quantitative results of X-ray diffraction analysis. This refined microstructure can be produced without previous routes of hot rolling or using cold rolling and intercritical annealing reaching YS=825 MPa, TS = 1307 MPa, and total elongation of 30%.
The texture in the warm rolled steel is composed by the rotated cube component(001)[1-10], which showed high intensity. There is also strong intensity of the component (223)[1-10] belonging to the α-fiber, which is characteristic to the deformation. The γ-fiber is more intense for the component (111)[0-11] and occurs in the warm rolled material with low intensity. The microtexture for γ phase is translated by the components Brass, (110)[1-12], and with less intensity, the Copper component (112)[-1-12].
Acknowledgments
The authors would like to thank the CAPES-PROEX, FAPEMIG and CNPq for granting financial support for this work to be successfully developed.
References
- 1) R. L. Miller: Metall. Trans., 3 (1972), 905.
- 2) T. Senuma: ISIJ Int., 41 (2001), 520.
- 3) D. K. Matlock and J. G. Speer: Proc. Int. Conf. on Microstructure and Texture in Steels and other Materials, Springer-Verlag London Ltd., London, (2009), 185.
- 4) Y. K. Lee and J. Han: Mater. Sci. Technol., 31 (2015), 843.
- 5) S. J. Lee, S. Lee and B. C. De Cooman: Scr. Metall., 64 (2010), 649.
- 6) H. Aydin, E. Essadiqi, I. H. Jung and S. Yue: Mater. Sci. Eng. A, 564 (2013), 501.
- 7) Z. Guo, L. Li, W. Yang and Z. Sun: Metall. Mater. Trans. A, 46 (2015), 1704.
- 8) R. Zhang, W. Q. Cao, Z. J. Peng, J. Shi, H. Dong and C. X. Huang: Mater. Sci. Eng. A, 583 (2013), 84.
- 9) X. Zhao, Y. Shen, L. Qiu, Y. Liu, X. Sun and L. Zuo: Materials, 7 (2014), 7891.
- 10) W. Zhan, L. Cao, J. Hu, W. Cao, J. Li and H. Dong: J. Iron Steel Res. Int., 21 (2014), 551.
- 11) D. N. Hawkins and A. A. Shuttleworth: J. Mech. Work. Technol., 2 (1979), 333.
- 12) D. B. Santos, R. K. Bruzszek, P. C. M. Rodrigues and E. V. Pereloma: Mater. Sci. Eng. A, 346 (2003), 189.
- 13) J. Han, S. J. Lee, C. Y. Lee, S. Y. Jo and Y. K. Lee: Mater. Sci. Eng. A, 633 (2015), 9.
- 14) T. Hanamura, S. Torizuka, A. Sunahara, M. Imagumbai and H. Takechi: ISIJ Int., 51 (2011), 685.
- 15) S. Lee and B. C. De Cooman: Metall. Mater. Trans. A, 47 (2016), 3263.
- 16) J. J. Wang and S. Van Der Zwaag: Metall. Mater. Trans. A, 32 (2001), 1527.
- 17) P. J. Gibbs, E. De Moor, M. J. Merwin, B. Clausen, J. G. Speer and D. K. Matlock: Metall. Mater. Trans. A, 42 (2011), 3691.
- 18) C. Zhao, C. Zhang, W. Q. Cao, C. Y. Wang, Z. G. Yang and Y. Q. Weng: Mater. Sci. Technol., 32 (2016), 63.
- 19) Z. H. Cai, H. Ding, X. Xue, J. Jiang, Q. B. Xin and R. D. K. Misra: Scr. Mater., 68 (2013), 865.
- 20) Z. H. Cai, H. Ding, X. Xue, J. Jiang and Q. B. Xin: Mater. Sci. Eng. A, 560 (2013), 388.
- 21) X. G. Wang, L. Wang and M. X. Huang: Mater. Sci. Eng. A, 674 (2016), 59.
- 22) D. W. Suh and S. J. Kim: Scr. Mater., 126 (2017), 63.
- 23) J. Han, S. J. Lee, J. G. Jung and Y. K. Lee: Acta Mater., 78 (2014), 369.
- 24) M. Sánchez-Araiza, S. Godet, P. J. Jacques and J. J. Jonas: Acta Mater., 54 (2006), 3085.
- 25) L. Kestens and J. J. Jonas: Met. Mater.-Korea, 5 (1999), 419.
- 26) A. Kurc-Lisiecka, W. Ozgowicz, W. Ratuszek and K. Chruściel: J. Achiev. Mater. Manuf. Eng., 52 (2012), 22.
- 27) J. Trzaska: Arch. Metall. Mater., 61 (2016), 981.
- 28) D. J. Dyson and B. Holmes: J. Iron Steel Inst., 208 (1970), 469.
- 29) M. E. Jimenez, N. H. van Dijk, L. Zhao, J. Sietsma, S. E. Offerman, J. P. Wright and S. van der Zwaag: Acta Mater., 57 (2009), 533.
- 30) H. F. Xu, J. Zhao, W. Q. Cao, J. Shi, C. Y. Wang, C. Wang and H. Dong: Mater. Sci. Eng. A, 532 (2012), 435.
- 31) E. De Moor, D. K. Matlock, J. G. Speer and M. J. Merwin: Scr. Mater., 64 (2011), 185.
- 32) B. B. He and M. X. Huang: Metall. Mater. Trans. A, 47 (2016), 3346.
- 33) J. Han and Y. K. Lee: Acta Mater., 67 (2014), 354.
- 34) Z. H. Cai, H. Ding, R. D. K. Misra and Z. Y. Ying: Acta Mater., 84 (2015), 229.
- 35) C. Zhao, W. Q. Cao, C. Zhang, Z. G. Yang, H. Dong and Y. Q. Weng: Mater. Sci. Technol., 30 (2014), 791.
- 36) J. J. Jonas: Proc. Int. Conf. on Microstructure and Texture in Steels and other Materials, Springer-Verlag London, London, (2009), 3.
- 37) G. Brückner and G. Gottstein: ISIJ Int., 41 (2001), 468.
- 38) K. A. Ofei, L. Zhao and J. Sietsma: J. Mater. Sci. Technol., 29 (2013), 161.
- 39) O. Dubber, B. Kunkler, U. Krupp, H. J. Christ and C. P. Fritzen: Int. J. Fatigue, 28 (2006), 983.
- 40) S. Takaki: Mater. Sci. Forum, 426–432 (2005), 215.