
- |<
- <
- 1
- >
- >|
-
Article type: Review
2017 Volume 57 Issue 6 Pages 957-969
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLDownload PDF (605K) Full view HTML
-
Junyi Xiang, Qingyun Huang, Xuewei Lv, Chenguang BaiArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 970-977
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLMechanical activation study was carried out to enhance the oxidation roasting of the LD converter slag. XRD, SEM/EDS, particle size, specific surface area and thermal gravimetric analysis methods were used to determine the effect of mechanical activation. It has been shown that mechanical activation leads to the decrease of particle size, the increase of surface area, and the disorder of the crystal structure. TGA results reveals that mechanical activation not only can decrease the final oxidation temperature by 50 to 100°C, but also significantly decreased the apparent activation energy.
View full abstractDownload PDF (1781K) Full view HTML
-
Chang-yu Sun, Xiao-hong Liu, Jing Li, Xi-tao Yin, Sunny Song, Qi WangArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 978-982
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
Advance online publication: April 27, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLThe viscosity of CaO–SiO2–MgO–Al2O3 slags (CaO/SiO2=1.0, 14–17 mass% Al2O3, 5–15 mass% MgO) was measured to analyze the effect of MgO and Al2O3. The infrared spectra was employed to analyze the ionic structure of the slag. The viscosity of CaO-SiO2-MgO-17% Al2O3 slags decreases with the increase of MgO content which is in the range of 5%–10 mass%. However, the dependence relationship is reversed when MgO content is over 10 mass%. The viscosity of CaO-SiO2-10 mass% MgO–Al2O3 slags and CaO-SiO2-11% MgO–Al2O3 slags exhibits the minimum value at 16 mass% Al2O3, which may contribute to the amphiprotic properties of Al2O3. The above phenomenon can also be verified by the infrared spectra. Simultaneously, in order to make the blast furnace working smoothly, the viscosity value of the slag is below 1.0 Pa·s commonly. Thus, we define the temperature of the slag with a viscosity value of 1.0 Pa·s as “Critical Temperature (CT)”. And, the effect of MgO and Al2O3 content on CT is also studied by the phase diagram. We can conclude that the fall of the CT can be owe to the simplified network structure at the MgO content from 5 mass% to 10 mass%, while the rise may be because of the appearance of solid phase at the MgO content from 10 mass% to 15 mass%.
View full abstractDownload PDF (833K) Full view HTML -
Jiao Kexin, Zhang Jianliang, Chen Chunlin, Liu Zhengjian, Jiang XiArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 983-988
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLOperational smoothly of ironmaking process is determined to a great extent by its slag performance especially for the large blast furnace. Operation characteristic of super-large blast furnace slag in China was summarized and the appropriate adjustment measures for better performance of BF were analyzed based on the operation characteristic by using the MPE. The results show that MgO content ranges from 6.5–9.5 wt% and Al2O3 ranges in 11–16 wt% of the super-large blast furnaces. The hot metal temperature ranges between 1490–1520°C and C/S is controlled within 1.12 to 1.24. A slag operation concept is built for reference by the operation viscosity and the superheat temperature. The operation viscosity is 0.34±0.02 Pa·s and the superheat temperature is 80±10°C. Based on this, Mg/Al ratio can be reduced with the increasing C/S in the production. Mg/Al ratio of 15 wt% Al2O3 slag can be reduced to 0.4 in the high basicity of 1.3 and should be increased to 0.67 in the low basicity of 1.1. Mg/Al ratio of 0.53 (8 wt% MgO) is ideal if the basicity of slag changes in a wide range near 1.2. The rational Mg/Al ratio of the slag (C/S=1.2) can be reduced to 0.33, 0.47 and 0.58 when the Al2O3 in the slag are 12 wt%, 15 wt% and 18 wt%, respectively.
View full abstractDownload PDF (885K) Full view HTML -
Mikiya Nagayama, Kiyoshi Fukada, Takashi Matsui, Hidekazu Fujimoto, Yu ...Article type: Regular Article
2017 Volume 57 Issue 6 Pages 989-995
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLCoal compatibility in coke strength is known as the effect that good combination of coals gives high strength coke and bad one gives the opposite in comparison with the strength expected from their average properties. To understand the phenomena of compatibility, we studied a correlation between adhesive strength and surface properties of semi-cokes obtained by heat treatment of coals at 500°C. As a result, we found that when the difference in surface tension between two semi-cokes was large, the strength of coke produced from the mixture of the two raw coals became low. The same tendency was also observed in laboratory scale carbonization tests and this effect was rationalized by high interfacial tension between two semi-cokes in the case that the difference in the surface tension was large, and accordingly, adhesive strength of the interface became low. To apply these findings to a multi-component coal blending technique used for commercial coke production, we proposed a new blending factor, the interfacial tension of a heat-treated coal blend which was derived from surface tensions of semi-cokes from coals in a coal blend, so that deterioration of coke strength was confirmed in commercial oven operation by increasing interfacial tension while other average properties of the blend were kept constant. This new technology enables us to evaluate more precisely the coal compatibility and to select the good combination of coals, which can contribute to the production of high strength coke and effective usage of coking coal resources.
View full abstractDownload PDF (649K) Full view HTML -
Chuanlong Wang, Keqing Li, Huifen Yang, Caihong LiArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 996-1003
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
Advance online publication: April 18, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLWater-quenched lead slags are classified as hazardous materials because they contain a certain amount of heavy metals. In this study, coal-based direct reduction followed by magnetic separation was presented to separate Pb, Zn, and Fe from lead slag. Lead slag was mixed with coal and additive and treated in a laboratory tube furnace. In the process of direct reduction, Pb and Zn compounds were reduced to elementary substances and entered into flue gas as dust. Fe was reduced to metallic iron and separated from roasted slag by magnetic separation. The effects of roasting temperature, roasting time, and usage of coal and additive were experimentally determined. The following optimum process parameters were proposed: weight ratios of slag, coal ratio of 30%, additive ratio of 15%, and roasting at 1200°C for 90 min. Under these conditions, a magnetic concentrate containing 93.73% total iron and recovery rate of 80.32% was obtained. In the process of direct reduction, the Pb and Zn volatilization rates were 97.48% and 97.19%, respectively. Lead slag and roasted slags were subjected to scanning electron microscopy and X-ray diffraction to identify the reduction mechanism of Pb, Zn, and Fe during direct reduction.
View full abstractDownload PDF (1448K) Full view HTML -
Mingxi Zhou, Hao Zhou, Damien Paul O’dea, Benjamin George Ellis, Tom H ...Article type: Regular Article
2017 Volume 57 Issue 6 Pages 1004-1011
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
Advance online publication: April 15, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLSeveral sinter plants in China are still using significant proportions of local magnetite concentrate in the sinter blend based on supply proximity. However the overall trend is that concentrates are being replaced by more cost effective sinter fines. The fine size of concentrates results in additional challenges for sintering. In this study, granulation and packing experiments were conducted to investigate the influence of concentrate addition level on granule structure and green bed properties under a wide range of moisture and hydrated lime dosage levels. Provided sufficient water is added during granulation, the existence of micro-particles including concentrate and hydrated lime favours granule growth and increases the mass ratio of adhering layer to nuclei. However, at the same moisture and hydrated lime content, the introduction of more concentrate decreases the bed voidage remarkably since the thicker and weaker adhering layer deforms during dynamic packing. Compared to the 100% sinter fines base blend, introducing concentrate has a negative effect on bed permeability and therefore sinter productivity. For the 10% and 30% concentrate blends tested, increasing hydrated lime from 0 wt% to 4 wt% could improve the green bed permeability in JPU from 53.0 to 65.8 and 39.4 to 60.8 respectively. Based on the experimental results, a semi-empirical green bed voidage model was improved in two aspects. One is applying a one dimensional packing algorithm to get the ideal porosity of dry coarse particles utilising size distribution data rather than the simple log-normal deviation parameter. The other is to add a probability term considering the deformation of granules only happens to the adhering layer. Combined with the widely accepted population balance granulation model developed by Litster, the improved model can give more accurate predicted voidage values for modeling the sintering process and optimizing actual production from the properties of raw materials and moisture content.
View full abstractDownload PDF (1084K) Full view HTML
-
Akitoshi Matsui, Yu-ichi Uchida, Naoki Kikuchi, Yuji MikiArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 1012-1018
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effects of temperature (1373–1673 K) and oxygen potential on removal of sulfur from hot metal desulfurization slag were investigated in laboratory-scale experiments. Both CaS and CaSO4 exist as sulfur compounds in hot metal desulfurization slag. CaS can be removed under the condition of higher oxygen potential, whereas CaSO4 can be removed at a lower oxygen potential. Thus, in order to remove both CaS and CaSO4 from desulfurization slag, it is important to control the temperature and oxygen potential to the optimum values. In this study, a higher sulfur removal ratio exceeding 90% was obtained under the conditions of a temperature range of 1473–1673 K and oxygen potential range of 10−3−10−8 atm. These results were in good agreement with thermodynamic calculations.
In order to confirm the possibility of reusing desulfurization slag as flux after sulfur removal, hot metal desulfurization experiments were carried out with a 70 kg-scale laboratory furnace. At the same CaO amount in the desulfurization flux, [S] content at 900 seconds after flux addition was approximately equal to that when using virgin flux. The effect of SiO2 contamination due to slag recycling on the desulfurization rate constant K was also estimated.
From these experimental results, it may be suggested that removal of sulfur from desulfurization slag is an effective approach for constructing a slag recycling system.
View full abstractDownload PDF (1710K) Full view HTML -
Peng-ju Chen, Cheng-yi Zhu, Guang-qiang Li, Ya-wen Dong, Zhi-cheng Zha ...Article type: Regular Article
2017 Volume 57 Issue 6 Pages 1019-1028
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
Advance online publication: April 21, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLThe precipitation behavior and mechanism of MnS-containing inclusions in GCr15 bearing steels were analyzed. The results show when the optical basicity of the refining slag is 0.776, the minimum sulphur concentration is 0.0020 mass% in the present samples. MgO·Al2O3 (MA) and CaO–MgO–Al2O3 (CMA) inclusions are easy to become nucleation cores for MnS precipitating. MnS-containing inclusions are main MnS, MA and CMA encapsulated with MnS, and a little amount of MnS compounded with TiN. It is the concentration of sulphur in the steel and the composition of oxide cores that influences the precipitation behavior of MnS-containing inclusions. The thickness of MnS on CMA type inclusions is about 2.5–4.5 times larger than that on MA type inclusions even if the precipitation ratio of MnS is lower. MnS can precipitate on CMA type inclusions when the mole percent of CaO in the inclusions is less than 33 mole% (0.33), and the thickness of MnS precipitation is decreased with the increase of CaO concentration. However, MnS can’t precipitate on CMA inclusions when the mole percent of CaO exceeds 38 mole% (0.38) and CMA type inclusions without MnS precipitating are almost in liquid region.
View full abstractDownload PDF (969K) Full view HTML -
Yoshie Nakai, Ikuhiro Sumi, Naoki Kikuchi, Kotaro Tanaka, Yuji MikiArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 1029-1036
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effect of adding CaO-based desulfurization flux on desulfurization efficiency in hot metal desulfurization by mechanical stirring was investigated. It was found that desulfurization flux dispersion is enhanced by powder blasting with a carrier gas. In this research, the behaviors of the desulfurization powder under different blasting conditions were investigated, and the optimum blasting conditions for achieving higher desulfurization efficiency were examined. The velocities of the gas jet and particles were measured by pressure measurement by the pitot tube technique and LDV (Laser Doppler Velocimeter), respectively. The results showed that the powder velocity was accelerated by the gas jet, which agreed with the calculated velocity. The condition of powder penetration into the hot metal was examined based on the calculations. As a result, the higher carrier gas flow rate, 200 Nl/min, was categorized as a penetrating condition, and the lower carrier gas flow rate, 100 Nl/min, was not a penetrating condition. The difference in the desulfurization behaviors under those carrier gas flow rate conditions is caused by the difference in the penetrating condition. Based on the obtained blasting conditions, powder blasting tests were carried out in 300 t-scale hot metal desulfurization, and desulfurization flux consumption was decreased by 19% compared with conventional top addition.
View full abstractDownload PDF (1670K) Full view HTML
-
Jian-an Zhou, Jian-bo Xie, Bao Wang, Hong Lei, Hua Zhang, Hong-wei NiArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 1037-1044
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
Advance online publication: April 21, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLFor the purpose of reducing the heat loss of steel through the walls of tundish during continuous casting production, a new-type tundish performed by welding radiation-proof steels on its exterior walls was proposed to investigate the effect of the pressure inside a vacuum chamber on the temperature field of steel. Numerical results show that, outlet temperature of vacuum tundish at 50 Pa is 4 K higher than that of traditional tundish, and the region of high temperature section is up to 85% of the whole region when the heat flux through walls is less than 1645 W/m2. But the region of high temperature section is only 45% in the traditional tundish. And the maximum temperature difference on the surface is 9 K lower than that inside the traditional tundish. Tests show that, the temperature of inner point at 102 Pa is 3 K higher than that at 105 Pa. Meanwhile, the local temperature difference of outlet at 102 Pa is 5 K higher than that at 105 Pa. Vacuum tundish can allow low superheat teeming of steel due to thermal preservation of vacuum so as to decrease the temperature of tapping and improve the uniformity of temperature field of steel. Therefore, this new technology may contribute to applications for continuous casting productions of advanced steel grades.
View full abstractDownload PDF (1122K) Full view HTML
-
Doo-chul Choi, Yong-Ju Jeon, Seung Hun Kim, Seokbae Moon, Jong Pil Yun ...Article type: Regular Article
2017 Volume 57 Issue 6 Pages 1045-1053
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this paper, an algorithm for detecting pinholes was proposed. Pinholes are very tiny holes generated in the surfaces of scarfed slabs. To detect various sizes of pinholes, the Gabor filter combination was applied. A new image segmentation method was proposed in pre-processing. To reduce the number of pseudo-defects, dual thresholding method was used. We have increased the performance of classification by adding new morphological features to general texture based features. To evaluate the performance of proposed algorithm, an images obtained in real production line were used.
View full abstractDownload PDF (1156K) Full view HTML -
Shinichiro Aoe, Masaru Miyake, Kazuhisa KabeyaArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 1054-1061
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLA LIDAR (light detection and ranging) system was applied to a plate flatness evaluation system. Plate flatness surfaces are reconstructed from many points generated by LIDAR by a smoothing spline method. We defined a smoothing spline functional with sampling measure weights. The equivalent number of parameters defined on this functional does not depend on the distributions of samples. The approximation of the equivalent number of parameters is derived when the number of samples becomes infinity. This approximation greatly reduced the calculation time needed to estimate the optimal smoothing. The smoothing spline calculation cost was so high that new algorithms (FMM: fast multi-pole method) were introduced and we developed a smoothing engine which was applied to practical problems. The engine generated clear surfaces and was robust against various dirty point clouds.
View full abstractDownload PDF (1157K) Full view HTML
-
Kazuhiro Takahashi, Teruhiko Hayashi, Kohsaku UshiodaArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 1062-1071
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe effects of nitride layer and microstructure on the Erichsen value of commercially pure titanium JIS-class1 sheets were evaluated after cold rolling followed by annealing at 700–860°C both in nitrogen gas and in vacuum in order to clarify the controlling factors independently.
Irrespective of the annealing methods, grain size increased with the increase in the annealing temperature; however, after the maximum grain size by annealing at 820°C, grain size decreased with the increase in the temperature, due to the retardation effect of grain growth by the presence of the β phase. The Erichsen value was confirmed to increase with the increase in grain size; however, even if grain size is the same, the titanium sheets annealed in the two phase (α+β) region exhibit inferior forming properties such as the Erichsen value, elongation and n-value than those annealed in the single α phase. The hard Fe rich region formed along α grain boundaries, which is originated from β to α phase transformation during cooling, is considered to impair the forming properties.
Furthermore, the Erichsen value was evidently improved by annealing in nitrogen gas due to the formation of the nitride layer, which contributes to lowering the friction coefficient. However, the thick nitride layer formed at temperatures higher than 840°C no longer has the beneficial effect, because the thick nitride layer tends to easily fracture leading to fine cracks in the sheet surface. Annealing the sheets in the temperature range of 810–830°C for 30 s in nitrogen gas was the optimum condition for the best press formability.
View full abstractDownload PDF (2280K) Full view HTML
-
Mohsen Askari-Paykani, Hamid Reza Shahverdi, Reza MiresmaeiliArticle type: Note
2017 Volume 57 Issue 6 Pages 1138-1140
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this work, the effects of heat treatment parameters were investigated in order to introduce a novel third-generation advanced high-strength steel (AHSS) in the FeCrNiBSi alloy system. For this purpose, hot rolling was carried out on rapidly solidified specimens at a 950–1100°C temperature range with a reduction of 60%, followed by 50% cold-rolling reduction. The heat treatment was carried out at a 700–1100°C temperature range for 20–120 minutes. The results showed that a novel third-generation AHSS was obtained by heat treatment at 1100°C for 120 minutes. The additional second-step heat treatment at 700°C for 20 minutes resulted in a better combination of mechanical properties, with a formability index of 39.6 GPa%. These mechanical properties were attributed to microbands formation and δ-ferrite-to-austenite transformation-induced plasticity mechanisms.
View full abstractDownload PDF (436K) Full view HTML
-
Takuya Nagai, Shinji Kawai, Masatoshi Shindo, Shigetaka Okano, Masahit ...Article type: Regular Article
2017 Volume 57 Issue 6 Pages 1072-1079
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLFor electron beam welded joints of sheet metal with a thickness of approx. 10 mm, the distribution morphology of the internal residual stresses in the weld was researched. The residual stress distributions were measured by the strain gauge method and the Modified Deep Hole Drilling Technique (MIRS method) and were analyzed by the finite element method. Consequently, the residual stresses in the longitudinal and transverse directions of the weld were tension near the center of the plate thickness and tended to become compression as the location of stress shifted towards the top and bottom surfaces. The mechanism of such a particular profile of residual stress distribution can be considered peculiar to electron beam welding.
View full abstractDownload PDF (1303K) Full view HTML -
Sumitra Sharma, Ravindra Vasantrao Taiwade, Himanshu VashishthaArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 1080-1086
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe present work aims at investigating the microstructural and mechanical properties of dissimilar welds between Superalloy C-276 and Grade 321 austenitic stainless steel sheets, fabricated by pulsed current gas tungsten arc welding. The microstructural examination was carried out using an optical microscope and scanning electron microscope (SEM) equipped with energy dispersive spectroscopy. The weld metal microstructures divulged finer equiaxed grains. SEM images revealed migrated grain boundaries adjacent to weld line on both Superalloy C-276 and Grade 321. In addition, the presence of Mo-rich phases was also observed in the weld metal and at the weld interface of Superalloy C-276, which needs further investigation. Mechanical tests were carried out with respect to microhardness, tensile and impact properties. Furthermore, the presence of finer dendritic structure and controlled distribution of elements obtained with PCGTAW contributed for higher corrosion resistance of WM compared to BMs. The results of the present study would help in obtaining high quality dissimilar joints. Moreover, Grade 321 being a low-priced material as compared to Superalloy C-276 would be an economical substitution and would facilitate in saving huge material costs.
View full abstractDownload PDF (845K) Full view HTML
-
Gentaro Takeda, Hideyuki Takahashi, Kazuhisa KabeyaArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 1087-1093
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
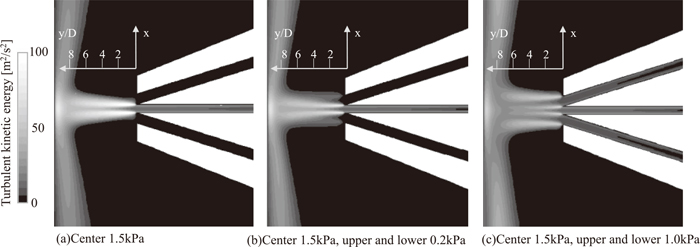 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThis paper presents a study of the gas wiping process, which is used in coating processes to control the final coating weight applied on a substrate. The wiping process is one of the factors which limit the maximum line speed of continuous galvanizing lines (CGL). In recent years, a multi-slot type wiping nozzle was proposed to improve gas wiping performance, and was investigated by numerical simulation. Here, the impinging jet characteristics of a 3-slot nozzle are investigated by experimental and numerical analysis, focusing on the mixing process of the jets and the distribution of the impinging pressure of the mixed jet. The gas wiping capability was tested in model wiping experiments with a molten paraffin coating. The results confirmed that the impinging pressure distribution of a 3-slot nozzle with a relatively low auxiliary jet velocity is sharper than that of a single-slot nozzle, and this makes it possible to reduce the coating weight. Conversely, when the jet velocity of the auxiliary slots approaches that of the main slot jet, the width of the impinging pressure distribution spreads and the coating weight increases. The turbulent kinetic energy of the flow field changes depending on the velocity of the auxiliary jets, and the energy distribution decides the width of the mixed jet flow.
View full abstractDownload PDF (1039K) Full view HTML -
Masaru Takahashi, Masahiro Nakata, Kazuhito Imai, Nobusato Kojima, Nob ...Article type: Regular Article
2017 Volume 57 Issue 6 Pages 1094-1101
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
Advance online publication: April 21, 2017 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLGalvannealed (GA) boron steel sheets were subjected to direct hot stamping tests (V-bending) to investigate crack formation behavior. Specimens were heated at 1173 K (900°C) in a combustion gas furnace and hot stamped on a cooled V-shaped die. The heating time was varied to alter the composition, phase, and microstructure of the coating layer. Generally, the reaction zone between the zinc coating layer and metal substrate could not be observed by scanning electron microscopy. For certain specimens, crack penetration occurred along primary austenitic grain boundaries of the substrate, with zinc enrichment observed at the crack sidewalls suggesting the occurrence of liquid metal embrittlement (LME) of the base metal. LME-induced cracking resulted when the coating layer corresponded to a biphasic Fe–Zn ferrite/liquid zinc structure of the binary Fe–Zn phase diagram during heating in the furnace. For cracked specimens, the maximum crack depth increased with increasing total X-ray diffraction intensity of δ and η phases in the coating layer of hot-stamped samples, being positively correlated with the amount of “liquid zinc” in the coating layer.
View full abstractDownload PDF (1842K) Full view HTML
-
Samuel Filgueiras Rodrigues, Clodualdo Aranas Jr., John Joseph JonasArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 1102-1111
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
Advance online publication: April 27, 2017 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLPlate rolling simulations were carried out on an X70 Nb steel by means of torsion testing. A seven-pass rolling schedule was employed over the finishing temperature range 950–860°C with 15 degrees of cooling between passes. Interpass intervals of both 10 and 30 seconds were employed, which corresponded to cooling rates of 1.5 and 0.5°C/s, respectively. The mean flow stresses (MFS`s) applicable to each schedule increased less rapidly than expected from the decreases in temperature. This indicated that both dynamic transformation (DT) and dynamic recrystallization were taking place during straining. The volume fractions of DT ferrite formed were determined by optical metallography and increased with pass number. Shorter interpass times also favored the formation and retention of ferrite as did the approach of the Ae3. The simulations indicate that ferrite is unavoidably produced during plate rolling and this decreases the amount of austenite available for microstructure control on subsequent cooling.
Dependence of the cumulative volume fraction of ferrite formed and retained on pass number and interpass time: a) 10 s and b) 30 s. As the pass number is increased, the amounts of ferrite formed and retained increase. Fullsize ImageView full abstractDownload PDF (3526K) Full view HTML -
Fatayalkadri Citrawati, Md Zakaria Quadir, Paul Richard MunroeArticle type: Regular Article
2017 Volume 57 Issue 6 Pages 1112-1120
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this investigation, a grain oriented silicon steel was annealed from a starting state of its primary recrystallized condition by varying time, temperature and heating rate to elucidate the phenomena that occur during the secondary recrystallization growth of Goss grains. Goss secondary recrystallization occurs in a temperature range from 900 to 1000°C. Using a slow rate of heating (5°C/minute) to the annealing temperature yields more scattering in the Goss orientation during the early stages of secondary growth, compared with rapid heating to the annealing temperature in a preheated furnace. Irrespective of the early stage annealing events, after extended annealing to 300 minutes, Goss texture dominates through both rapid and slow heating annealing. Goss growth starts from the sub-surface regions of the sheet, where the concentration of η-fibre grains is high. At a higher annealing temperature (1000°C) faster Goss growth occurs at more frequent sites and, as a result, when the process is completed the average size of Goss grains are smaller than that observed through annealing at 900°C. These investigations were conducted by annealing in an air-circulating furnace followed by extensive orientation measurements through electron backscattered diffraction (EBSD) in a field emission gun scanning electron microscope (FEG SEM) and analysis using a transmission electron microscope (TEM).
View full abstractDownload PDF (1479K) Full view HTML -
Aline Silva Magalhães, Iane Dutra Moutinho, Indiana Rosa Oliveira, Ali ...Article type: Regular Article
2017 Volume 57 Issue 6 Pages 1121-1128
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLMedium manganese steels are a grade of the third generation of advanced high strength steels (AHSS) that combine ductility, high strength and toughness for crashing resistance, determining characteristics for application in the automotive industry. During processing these steels are subjected to a hot and cold rolling followed by intercritical annealing in the field of austenite and ferrite phases. On the other side, the warm rolling processing is capable to reduce costs and operating time due to a single operation. The aim of this work was to follow, along warm rolling, the microstructure evolution. This aim was realized by optical and scanning electron microscopy analysis, X-ray diffraction, Vickers microhardness and EBSD technique in an 8Mn-0.08C steel. A very refined and deformed microstructure in warm-rolled condition was obtained, with a higher volume fraction of retained austenite without hot-rolled as previous processing step, which result in high tensile strength and total elongation. The texture shows a greater intensity of the α-fiber components as a function of higher strain in this thermomechanical processing.
View full abstractDownload PDF (1062K) Full view HTML
-
Yuji Takeda, Chatcharit Kiattisaksri, Masatoshi Aramaki, Shinji Muneto ...Article type: Regular Article
2017 Volume 57 Issue 6 Pages 1129-1137
Published: June 15, 2017
Released on J-STAGE: June 16, 2017
Advance online publication: March 17, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLIndustrial pure iron specimens with a thickness that varied from 0.2 to 2.0 mm were investigated in tensile tests to examine the influence of specimen thickness on the percentage elongation and deformation energy.
Conventionally, the total percentage elongation of a tensile specimen can be converted by Oliver’s equation, which is related to the tensile test specimen thickness. However, in this experiment, it was noticed that there were number of factors which led to the inaccuracy in the result. The total percentage elongation was influenced by the stress triaxiality. The FEM (Finite Element Method) analysis indicated that the stress triaxiality increased significantly with the thinner specimen. This was due to the void growth behavior, observed by SEM (Scanning Electron Microscope) under low voltage. These results revealed that voids nucleation and growth behavior influenced by the stress triaxiality were the main cause for the formula’s incompatibility.
After completing the tensile test, the stress-strain curve can be obtained and categorized into the uniform and local deformation. The uniform deformation energy did not depend on the specimen thickness in contrast to duplex stainless steel, which was examined in our previous research. On the other hand, the local deformation energy lowered with the decrease in specimen thickness as with duplex stainless steel.
These results indicated that the void nucleation and growth behavior had a significant impact on the total percentage elongation.
View full abstractDownload PDF (1395K) Full view HTML
- |<
- <
- 1
- >
- >|