3. Results and Discussion
3.1. Reassessment of the γ Values of TiO2 and Al2O3
It is important to have exact knowledge about the γ values of TiO2 and Al2O3 in ESR slag to control Ti and Al contents in ESR ingots. As stated in the Part 1,11) the γ values of TiO2 and Al2O3 have to be reassessed appropriately.
3.1.1. Thermodynamic Analysis of the Experimental Results
Equations (1) and (2)8) are employed to investigate the experimental results in order to better understand the effect of slag and remelting process on the change of aluminum, titanium and silicon element concentration in ingot.
|
3[
Ti
]+2(
A
l
2
O
3
)
=4[
Al
]+3(
Ti
O
2
)
| (1) |
|
lgK(
Ti,Al
)
=lg
a
Al
4
⋅
a
TiO
2
3
a
Ti
3
⋅
a
Al
2
O
3
2
=lg
f
Al
4
⋅
[Al]
4
f
Ti
3
⋅
[Ti]
3
+lg
γ
TiO
2
3
⋅
X
TiO
2
3
γ
Al
2
O
3
2
⋅
X
Al
2
O
3
2
=-
35 300
T
+9.94
| (2) |
|
X
i
=
w
i
/
M
i
∑
w
i
/
M
i
| (3) |
|
lg
f
i
=∑
(
e
i
j
w[%j]+
r
i
j
w
[%j]
2
)
| (4) |
Where
γ
TiO
2
and
γ
Al
2
O
3
are the activities of TiO2 and Al2O3 in slag;
X
TiO
2
and
X
Al
2
O
3
are the molar fraction of TiO2 and Al2O3 in slag, which can be calculated by the Eq. (3) and the Mi is the molar mass; fAl and fTi are the activity coefficients of aluminum and titanium, which can be calculated in Part 1.11)
Thus, the
lg(
X
TiO
2
3
/
X
Al
2
O
3
2
)
of each slag can be calculated by Eq. (3) and results are listed in Table 2. The
lg(
X
TiO
2
3
/
X
Al
2
O
3
2
)
of slag S1 being close to slag S2 means that the lg([Al]4/[Ti]3) of the ingot remelting with slag S1 should be the same as that of S2 according to the Eq. (2). However, the ingot remelting with S2 has the larger lg([Al]4/[Ti]3) than that of S1, which does not match with the conclusion above, as shown in Fig. 2. Compared with the components in slag S1 and S2, the component CaO may play an important role in controlling the activity coefficients of TiO2 and Al2O3 (
γ
TiO
2
and
γ
Al
2
O
3
) in slag according to the Eq. (2), which has been confirmed in the previous work.3) It also can be concluded that when there is fixed aluminum content in ingots, S2 needs more TiO2 content in slag to prevent titanium loss caused by the reaction of titanium with alumina, and its disadvantage has been studied in the previous work.3)
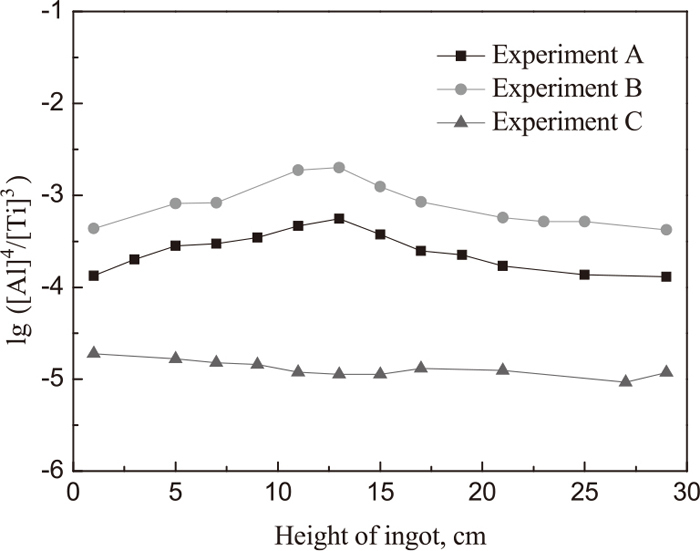
As shown in Fig. 2, both the slag S1 and S2 having the rising trend of lg([Al]4/[Ti]3) in the first 13 cm height of remelted ingot means that the temperature of slag is continuously elevated (assuming from 1750 K to 1950 K according to Part 111)) at the beginning of the ESR process, which makes the lg K(Ti, Al) tend to increase according to the Eq. (2). After the temperature reaches 1950 K (over 13 cm height of remelted ingot), both the slag S1 and S2 have the decreasing trend of lg([Al]4/[Ti]3) in the rest ingot because of the increase of TiO2 that makes the
lg(
X
TiO
2
3
/
X
Al
2
O
3
2
)
tend to increase according to the Eq. (2).
Based on the analysis above, more TiO2 should be added into slag S1 to prevent titanium loss caused by the reaction of titanium with alumina, such as slag S3. In addition, as the lg K(Ti, Al) in Eq. (2) increases with the increase of slag temperature in the first 13 minutes during the ESR process, the extra TiO2 should be continuously added into the molten slag (the value is the difference between the TiO2 content in slag calculated at 1950 K and 1750 K) in the first 13 minutes during the ESR process, to promote the thermodynamics equilibrium between the Al+Al2O3 and Ti+TiO2 system, which was carried out in experimental C.
3.1.2. Effect of Titania on Activity Coefficients of Titania and Alumina in Slag
Based on the Eqs. (40)–(47) in Part 1,11) the
γ
TiO
2
and
γ
Al
2
O
3
of slag S1 and S2 listed in Table 2 can be calculated by ion and molecule coexistence theory of slag, and then the change of
lg(
X
TiO
2
3
/
X
Al
2
O
3
2
)
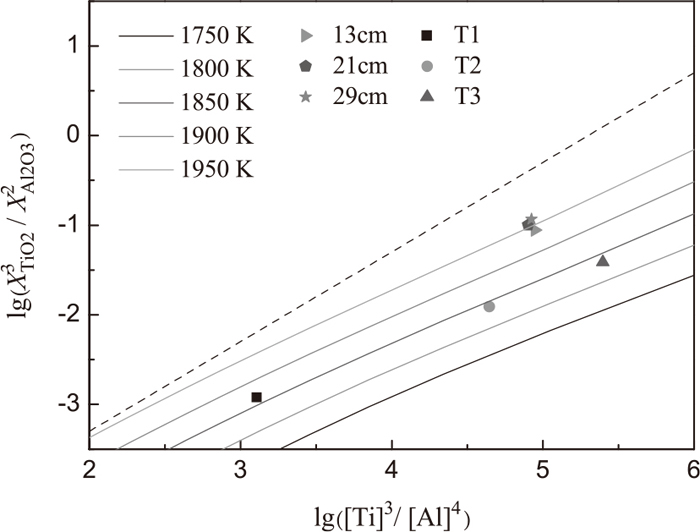
with lg([Ti]3/[Al]4) can be obtained based on the Eq. (2), as shown in Figs. 3(a) (Experimental A) and 3(b) (Experimental B) with each experimental points at 13, 17, 21, 25, 29 cm height of ingot. It is considered that the experimental points at 13, 17, 21, 25, 29 cm height of each ingot should be increased along the calculated lines at 1950 K (1677°C) because the temperature has been stable during the rest ESR process. However, as the height of the ingot increases, the slope of experimental points at 13–29 cm height in each experiment is less than the calculated line at 1950 K (1677°C), the slope of which is one according to the Eq. (2). There must be another factor that influences the value of
lg(
γ
Al
2
O
3
2
/
γ
TiO
2
3
)
. It may be the increase of TiO2 content at the 13–29 cm of ingots that decrease the value of
lg(
γ
Al
2
O
3
2
/
γ
TiO
2
3
)
.

Based on the Eqs. (40)–(47) in Part 1,11) the influence of TiO2 content on activity coefficients of Al2O3, TiO2 and FeO were calculated by using the slag (the ratio of each component is, CaF2: CaO: Al2O3: MgO: SiO2: FeO: TiO2 = 62: 5: 20: 10: 1: 0.1: X) at the temperature of 1850 K and 1950 K (1577°C and 1677°C), as shown in Fig. 4(a). Then the change of
lg(
γ
Al
2
O
3
2
/
γ
TiO
2
3
)
,
lg(
γ
TiO
2
/
γ
FeO
2
)
and
lg(
γ
Al
2
O
3
/
γ
FeO
3
)
with the increase of TiO2 can also be acquired, as shown in Fig. 4(b). It is clear that the value of
lg(
γ
Al
2
O
3
2
/
γ
TiO
2
3
)
decreases with the increase of TiO2 content, which makes the slope of experimental points at 13–29 cm height of ingot being less than one, as shown in Fig. 3.

In order to determine the addition of TiO2 into slag during the ESR process, three experimental heats of interaction between slag and metal in a MoSi2 resistance furnace were carried out with 500 g 1Cr21Ni5Ti stainless steel and 120 g slag mixtures at the temperature of 1850 K (1577°C), and the slag composition is listed in Table 3. In each heat, the aluminum particles were added into slag mixtures before the experiment, and the addition of aluminum particles is listed in Table 3. The details of the experimental process can be seen in the previous study.3)
Table 3. Chemical composition of slag in resistance furnace experiment (wt%).
| Slag | CaF2 | CaO | SiO2 | Al2O3 | TiO2 | MgO | Al added |
|---|
| T1 | 62.5 | 5 | 0.5 | 20 | 2 | 10 | 0.5 g |
| T2 | 59.5 | 5 | 0.5 | 20 | 5 | 10 | 0.2 g |
| T3 | 54.5 | 5 | 0.5 | 20 | 10 | 10 | 1.3 g |
Steel samples No.1 through No.4 were taken from the molten steel after a prescribed amount of slag listed in Table 3 was put onto the surface of the molten metal for 15, 25, 35 and 45 minutes, respectively. Slag sample was taken from the molten slag after the slag had melted for 45 minute. Then the contents of titanium and soluble aluminum in each steel sample were determined, and the results of steel samples were shown in Fig. 5. It is clear that the reaction between slag and metal nearly reaches the thermodynamic equilibrium at 45 minute. Thus, the contents of TiO2 and Al2O3 in slag, and the Al, Ti in steel samples at 45 minute in each experiment were used to determine the TiO2 content in Fig. 6.

Based on the Eqs. (40)–(47) in Part 111) and Eq. (2), the TiO2 content in slag (the ratio of each component is, CaF2: CaO: Al2O3: SiO2: MgO: TiO2 = 62: 5: 20: 1: 10: X) used for remelting of stainless steel with different titanium and aluminum contents can be calculated, and the change of
lg(
X
TiO
2
3
/
X
Al
2
O
3
2
)
with lg([Ti]3/[Al]4) is shown in Fig. 6. It is clear that the experimental points (T1, T2 and T3) are in line with the calculated results. The slope of each solid line should be one according to the Eq. (2), however, the influence of TiO2 content on value of
lg(
γ
Al
2
O
3
2
/
γ
TiO
2
3
)
makes the slope of each solid line less than one (the slope of dashed line is one), as shown in Fig. 6.
Above all, the TiO2 content in initial slag during the ESR experimental C can be determined, and the extra addition of TiO2 in the first 13 minutes can also be acquired. Thus, in experimental C, the concentration of aluminum and titanium along the axial direction of ingot was uniform, and the change of lg([Al]4/[Ti]3) with height in ingot is close to the straight line, as shown in Fig. 2. It also can be concluded that the reaction 3[Ti] + 2(Al2O3) = 4[Al] + 3(TiO2) at the interface of metal pool/slag in Exp.C is nearly close to the thermodynamic equilibrium. As shown in Fig. 6, the experimental points at 13, 21, 29 cm height of Exp.C ingot located at the line of 1950 K (1677°C) provide the best proof that the temperature of the reactions at the interface of metal pool/slag is 1950 K (1677°C), which was estimated in Part 1.11)
3.2. Concentration Change of Al, Ti and Si
3.2.1. Experimental A and B
From the results described above, it was understood that the concentrations of the elements vary from the bottom to the top of the ingot are influenced by the slag composition and remelting process, and this process is also an exchange reaction among Al+Al2O3, Si+SiO2, Ti+TiO2 and Fe+FeO systems. Thus, the mass transfer model in Part 111) is employed to investigate the details of the processes controlling solute redistribution in the molten metal, and estimate the rate-determining step in these respective element processes.
Experience has shown that during the ESR process iron oxide is continuously added into the slag due to the consumable electrode oxidation with air and oxygen transfer in the air/slag/metal.12) If assuming the remelting rate during the whole ESR process is 66 kg/h, the area of the electrode tip and volume/reaction time Vm/te can be taken as 36.91 cm2 and 2.55 cm3/s, respectively, according to Eqs. (52) and (53) in the Part 1.11) The increment of iron oxide (IFeO) during the ESR process can be expressed by the following Eq. (5), and the change of ferrous oxide increment with time can be acquired, as shown in Fig. 7.
|
I
FeO
=
W
m
⋅
M
FeO
(
2×
[%Si]
Ele.
M
Si
+
2×
[%Ti]
Ele
M
Ti
+
1.5×
[%Al]
Ele
M
Al
-
2×
[%Si]
Ingot
M
Si
-
2×
[%Ti]
Ingot
M
Ti
-
1.5×
[%Al]
Ingot
M
Al
)
| (5) |
Where: Wm is the mass remelting rate; Mi is the molar mass of i element.
As can be seen in Figs. 7(a) (Experimental A) and 7(b) (Experimental B), the increment of iron oxide (IFeO) in the first 780 seconds (13 cm height of the ingot) during the ESR process can be expressed by ellipse Eq. (6) in order to obtain the smooth curve. After the 780 second, the tangent line of ellipse is employed to illustrate the stable increment of iron oxide.
|
(
T
time
-780)
2
780
2
+
(0.28-
I
FeO
)
2
0.25
2
=1
| (6) |
Where: Ttime is the remelting time in the ESR process, s.
Same as the iron oxide, the increment of slag temperature (TSlag) at the interface of droplet metal/slag and pool metal/slag in the first 780 seconds (13 cm height of the ingot) can be expressed by ellipse Eq. (7) to obtain the smooth curve. If assuming that the approximate average depth of the cylinder hr in metal pool is 15 mm, the depth of the arc he is 40 mm, and the radius of crystallizer RC is 67 mm, the area and volume of the molten metal pool can be calculated as 141.03 cm2 and 399.57 cm3, respectively. Thus, the change of the molten metal pool volume (VPool) with time can be determined by ellipse Eq. (8), as shown in Fig. 8.
|
(
T
time
-780)
2
780
2
+
(1 950-
T
Slag
)
2
200
2
=1
| (7) |
|
(
T
time
-780)
2
780
2
+
(
V
Pool
)
2
396
2
=1
| (8) |
Based on the analysis above, the mass-transfer model of oxidation of alloying elements during ESR of stainless steel has been established. Figures 9, 10, 11 show the observed results of the change of the Ti, Al and Si content with height of the ingots in experimental A and B, in comparison with the results calculated based on the model described above. In Figs. 9, 10, 11 the experimentally determined concentration curves are shown together with the calculated results.

As shown in Fig. 9(a), in experimental A the oxidation of titanium has occurred to a less extent compared to that in the experimental B (Fig. 9(b)). While in experimental A the increase of aluminum content (Fig. 10(a)) is less than that in experiment B (Fig. 10(b)). Compared slag S1 with S2, even the
lg(
X
TiO
2
3
/
X
Al
2
O
3
2
)
of slag S1 is close to that of slag S2, the different CaO content changing the activity coefficients of TiO2 and Al2O3 makes the ingots have the different chemical composition of aluminum and titanium content, which has been reported in the previous study.3)
As can be seen in Figs. 10(a) and 10(b), both in experimental A and B the aluminum content in ingot have the rising trend in the first 13 cm height of ingot, while after reaching the peak value at the 13 cm height of ingot, the aluminum content have the downward trend in the rest ingot. As the temperature increases in the first 13 cm height of ingot, the lg K(Ti, Al) in Eq. (2) increases, which makes the aluminum content has the rising trend. While the temperature and lg K(Ti, Al) in Eq. (2) are stable after the 13 cm height, the aluminum content decreases with the increase of TiO2 content in slag.
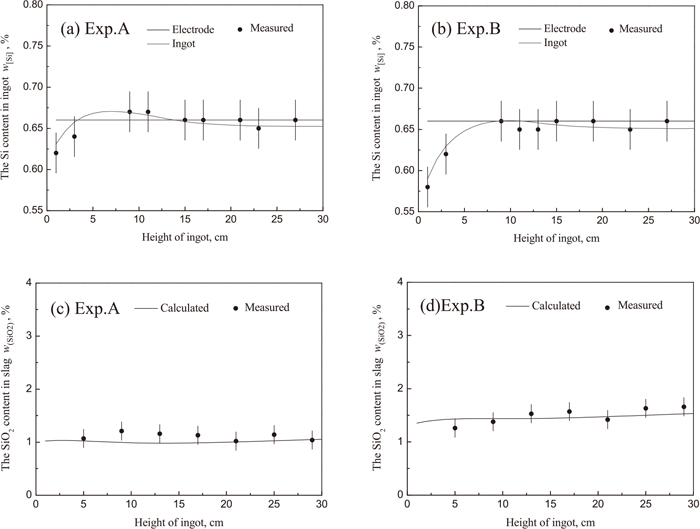
As shown in Fig. 11(d), even the slag S2 has higher silica content than slag S1 (Fig. 11(c)), the silicon content of ingot in experimental B (Fig. 11(b)) is less than that in the experimental A (Fig. 11(a)). According to the previous study,4) the CaO has a great effect on the activities of TiO2, SiO2 and Al2O3. With the increase of CaO mass fraction in slag, the activity coefficient of SiO2 decreases significantly, whereas, slightly change happens for Al2O3 and TiO2. Thus, in order to prevent the losses of aluminum and titanium caused by reaction with the silica of the ESR slag, the slag with low CaO (slag S1) should decrease the SiO2 content in slag. Especially for remelting steel and/or alloy with high titanium, low aluminum and low silicon content, not only should the slag have the low CaO content, but also decrease the silica content to a very low level.
It also can be concluded that at the beginning of the ESR process, the silicon content increases with the decrease of ferrous oxide shown in Fig. 7(a), and during the 4–12 cm height of ingot the silicon content in ingot being larger than that in electrode according to the Eq. (9) combined with the large increase of silica content in slag in the first 4 cm height of ingot. After 12 cm height of ingot, the silicon content decreases as the ferrous oxide at metal-slag interface increases, as shown in Fig. 12(a). At last, the Eq. (9) reaches the thermodynamic equilibrium in the rest process, both silicon and titanium content have the rising trend close to chemical composition in electrode according to the Eqs. (10), (11), (12), (13).
|
[
Ti
]+(
Si
O
2
)
=(
Ti
O
2
)
+[
Si
]
| (9) |
|
3[
Si
]+2(
A
l
2
O
3
)
=3(
Si
O
2
)
+4[
Al
]
| (10) |
|
[
Si
]+2(
FeO
)
=(
Si
O
2
)
+2[
Fe
]
| (11) |
|
3[
Ti
]+2(
A
l
2
O
3
)
=3(
Ti
O
2
)
+4[
Al
]
| (12) |
|
[
Ti
]+2(
FeO
)
=(
Ti
O
2
)
+2[
Fe
]
| (13) |
Based on the analysis above, the molar volume of FeO at the slag-metal interface during the molten metal pool
C
(FeO)
*
can be obtained, as shown in Fig. 12. The
C
(FeO)
*
of slag S1 being larger than that of slag S2 explained the higher aluminum content of ingot in experimental B, as shown in Figs. 10(a) and 10(b).
Both in experimental A and B, the titanium in electrode plays a role of deoxidizer to decrease the ferrous oxide in slag. As shown in Fig. 4, the
lg(
γ
TiO
2
/
γ
FeO
2
)
increases with the increase of TiO2 content in slag, which would arouse the increase of
X
(FeO)
3
according to the Eq. (6) in Part 1.11) As shown in Fig. 12, the increase of,
lg(
γ
TiO
2
/
γ
FeO
2
)
X
T
i
O
2
and T makes the
C
(FeO)
*
increase in the first 13 cm height of ingot, and the increase of
lg(
γ
TiO
2
/
γ
FeO
2
)
and
X
T
i
O
2
makes the
C
(FeO)
*
increase in the rest 17 cm height of ingot.
Then, the mass transfer resistance of the respective components on the metal side and slag side at the molten metal pool-slag in experimental A and B can be obtained using Eqs. (23)–(26) in Part 1,11) as shown in Table 4, Figs. 13(a) (Experimental A) and 13(b) (Experimental B). From this table,13) it can be inferred that the chemical reaction Eq. (1) in Part 1, which is due to slag-metal reactions, is the rate-determining steps of mass transfer on the metal side, the reaction in Eq. (2) in Part 1 is rate-determining for mass transfer on the slag side, and the reaction in Eq. (3) in Part 1 is rate-determining for mass transfer on both of the metal and slag sides.
Table 4. Mass transfer resistances of each component.
Mass transfer
Resistance | Each element
in molten steel | SiO2
In molten slag | AlO1.5
in molten slag | TiO2
in molten slag |
|---|
| Expression |
1
k
m
|
1
k
Si,s
Ω
Si
C
(FeO)
*2
|
1
k
Al,s
Ω
Al
C
(FeO)
*1.5
|
1
k
Ti,s
Ω
Ti
C
(FeO)
*2
|
Thus, the mass transfer of aluminum can be expressed by Eq. (14), and the
C
[
Al
]
*
at the metal/slag interface can be calculated by Eq. (16).13) In each heat, as the
X
(
A
l
2
O
3
)
changes very little, the change of aluminum in the rest 17 cm height of ingot is influenced by
X
(FeO)
*3
. The aluminum content in ingot decreases with the increase of the show in Fig. 12.
|
-d
C
[Al]
/
dt
=
j
Al
A
V
m
=
A
V
m
k
Al
*
(
C
[
Al
]
-
C
[
Al
]
*
)
| (14) |
|
2[
Al
]+3(
FeO
)
=(
A
l
2
O
3
)
+3[
Fe
]
| (15) |
|
lg
K
Al
=lg
a
Al
2
O
3
a
Al
*2
⋅
a
FeO
*3
=lg
γ
Al
2
O
3
X
Al
2
O
3
f
Al
2
[%
Al
*
]
2
⋅
γ
FeO
3
X
FeO
*3
=
22 604
T
-6.3265
| (16) |
It also can be seen from Fig. 4 that the
lg(
γ
Al
2
O
3
2
/
γ
TiO
2
3
)
decreases with the increase of TiO2 content, which would intensify the decrease of the aluminum in ingot according the Eq. (2) in the rest 17 cm height of ingot. Thus, preventing titanium from oxidation to titania is essential to control the aluminum content, and aluminum is suitable to be deoxidizer compared with titanium element.
The agreement of the simulation created in the Part 111) with the measured values proves that the values cited from the previous studies, including the reaction time td, droplet velocity and slag velocity at the droplet, are quite valid.
3.2.2. Experimental C
It is the final goal to produce an ESR ingot with a homogeneous distribution especially in Al and Ti contents. Based on the mass transfer model established in Part 1,11) the experimental results of experimental C were investigated, as shown in Figs. 14(a) and 14(c), 15(a) and 15(c), 16(a) and 16(c), respectively. In order to investigate the effect of TiO2 content in the initial slag on the concentration of each alloying element, the slag SS1 and SS2 (the TiO2 content in each slag are calculated by thermodynamic equilibrium at 1750 K and 1950 K, respectively) listed in Table 5 were investigated by mass transfer model under the condition of no TiO2 added into molten slag during the remelting process, as shown in Figs. 14(b) and 14(c), 15(b) and 15(d), 16(b) and 16(d), respectively.
Table 5. Chemical composition of ESR slag (wt%).
| Slag | CaF2 | CaO | Al2O3 | TiO2 | MgO |
|---|
| SS1 | 57 | 5 | 20 | 8 | 10 |
| SS2 | 49 | 5 | 20 | 16 | 10 |
As shown in Figs. 14(a) and 15(a), the macrosegregation of aluminum and titanium content along the axial direction of ingot in Experimental C are largely improved compared with the ingots in Experimental A and B. Aluminum content in ingot ranges from 0.036 wt% to 0.048 wt%, and titanium content in ingot ranges from 0.53 wt% to 0.63 wt%, respectively. And the change of TiO2 content in slag with height caused by extra addition of TiO2 during the remelting process is shown in Fig. 14(c).
At the beginning of the ESR process, the titanium and silicon was reduced by Eqs. (11) and (13), as shown in Figs. 14(a) and 16(a). As the temperature and TiO2 content in slag increase, the silicon content in ingot decreases in the first 5 minutes, and after reaching the valley value, silicon content has the rising trend to chemical composition in electrode.
As shown in Figs. 15(a) and 15(b), the aluminum content in experimental C is homogeneous along the height of ingot compared with that in traditional experimental SS1 and SS2, which illustrates the superiority of the remelting process by adding extra TiO2 into molten slag in the first temperature-rising period.
According to the previous study,3) several kinds of slag containing different CaO content combined with steel samples of 1Cr21Ni5Ti were employed to illustrate the effect of CaO on
lg(
γ
Al
2
O
3
2
/
γ
TiO
2
3
)
based on thermodynamic analysis in an electrical resistance furnace. And present study illustrates the effect of CaO in slag on the change of aluminum, titanium and silicon content based on kinetic analysis during the ESR process. After determining the CaO content, the present study also investigate the effect of TiO2 content in slag on the concentration of each alloying element further. This study aims to provide appropriate slag and remelting process which can be applied to effectively control alloying elements content during the ESR of steel/alloy with high titanium and low aluminum content. In addition, with the application of rare earth elements (La, Ce) in steel, the rare earth elements control technology during the ESR of steel/alloy with La, Ce, Ti, Si, Al and other alloying elements would be investigated based on this study.