
- |<
- <
- 1
- >
- >|
-
Hiroyuki Fukuyama, Hiroyuki ShibataArticle type: Preface
2017 Volume 57 Issue 8 Pages 1295
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLDownload PDF (520K) Full view HTML
-
Yanhui Liu, Xuewei Lv, Chenguang BaiArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1296-1302
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLPurpose of this investigation is to predict the viscosity of liquid Fe–Ni, Fe–Cr, Ni–Cr and Fe–Ni–Cr alloys at 1873 K. The activation energies of binary alloys were calculated by the mixing Gibbs energies, and the proposed activation energies of pure Fe, Ni and Cr are 72657, 66721 and 74517 J/mol. Geometric models (Kohler, Toop and Chou models) were used to predict the excess activation energies of ternary alloys. The iso-viscosity curves of Fe–Ni–Cr alloy are calculated by three geometric models (Kohler, Toop and Chou models) from sub-binary systems. Ni can decrease the viscosity in the whole range, while Fe has a two-sided effect. Cr can result in the decrease of the viscosity at the Ni-rich corner and Fe-rich corner. The effects of Ni and Cr on viscosities of Fe–Ni–Cr alloys are consistent with the measured results. But when Cr exceeds 20 in mole%, the addition of Cr will cause the rise of the viscosity. The evaluated values by the Chou model are the biggest and have a much more reasonable low viscosity region. Comparison between the evaluated results and experimental values of the Fe–Ni–Cr ternary alloys were investigated. The average errors between the measured results and predicted values by Kohler, Toop and Chou model are below 5%, indicating that evaluated viscosities of Fe–Ni–Cr ternary alloys by three models (Kohler, Toop and Chou) can reproduce the measured results quite well.
View full abstractDownload PDF (905K) Full view HTML -
Lei Gan, Jianjiang Xin, Yihong ZhouArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1303-1312
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: July 04, 2017 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe viscosity of SiO2–Al2O3–CaO–MgO system and its subsystems are of fundamental importance for control and optimization of metallurgical, material, energy and geological phenomena. In this work, an accurate and simple viscosity model suitable for use in numerical simulations was established for SiO2–Al2O3–CaO–MgO system and its subsystems, based on the physically meaningful MYEGA equation. The model was calibrated by 4403 viscosity data measured in non-graphite crucibles. It was found current model calculates the viscosity with a remarkable overall accuracy of 15.8%. For each of the subsystems, current model also results in very good accuracy lower than 20%. The model could calculate the viscosity very reliably over the entire composition, temperature and viscosity value ranges studied in the work, even for viscosity value as low as 10−2 Pa·s. The composition dependences of viscosity for binary, ternary and quaternary systems were derived using established model. The effects of each component on viscosity were interpreted according to the concept of network “former” and “modifier” and the charge compensation effect of Ca2+ on the tetrahedral-coordinated structure of Al3+.
View full abstractDownload PDF (2619K) Full view HTML -
Yusuke Harada, Shoya Sakaguchi, Toshiaki Mizoguchi, Noritaka Saito, Ku ...Article type: Regular Article
2017 Volume 57 Issue 8 Pages 1313-1318
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this study, the electrical capacitances of CaO–SiO2–CaF2–RO (R=Mg, or Sr) flux systems were measured under a shear rate. From the measurement results, it was observed that the capacitance decreased as the slag crystallized. The temperature when the capacitance began to decrease was defined as the crystallization temperature, and the super-cooling degree was defined as the difference between the crystallization and liquidus temperatures. The super-cooling degree of slag containing 5 mol% MgO depended on the shear rate: the higher the shear rate, the lower the super-cooling degree. On the other hand, the super-cooling degree of slag containing 10 mol% MgO had no dependence on the shear rate. Furthermore, super-cooling of slag containing 5 mol% SrO was not observed when the shear rate was varied. However, small changes were observed for the super-cooling degree of slag containing 10 mol% SrO when a high shear rate was applied. In order to better understand the factors that induce the acceleration of the crystallization process by shear rates, XRD was used to detect the primary and succeeding crystalline phases, and the crystalline phase morphology was observed with SEM. The XRD results showed that fluxes containing 5 mol% MgO and 10 mol% SrO, whose super-cooling degree was affected by the shear rate, had dicalcium silicate (2CaO-SiO2) as their primary crystalline phase. Conversely, fluxes containing 10 mol% MgO and 5 mol% SrO, whose super-cooling degree was not affected by the shear rate, had cuspidine (3CaO-2SiO2-CaF2) as their primary crystalline phase. The SEM results showed that the crystalline phase morphology were different between the samples containing MgO and SrO. Consequently, for CaO–SiO2–CaF2–RO (R=Mg, or Sr) flux systems, it was considered that the acceleration of the crystallization depended on the crystalline phase and changes in the morphology of the crystalline phase.
View full abstractDownload PDF (949K) Full view HTML -
Dmitry Chebykin, Hans-Peter Heller, Tobias Dubberstein, Iurii Korobein ...Article type: Regular Article
2017 Volume 57 Issue 8 Pages 1319-1326
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLWithin the present investigation, results of the viscosity measurements using a rotating bob viscometer and a newly-developed vibrating finger viscometer have been presented. The knowledge of the viscosity property of metallurgical slags and fluxes is of major importance considering its tasks of fulfilment in the process of steel manufacturing and casting.
Due to the chemical stability of the slag and/or the measurement technology, the measurements were applied in the temperature range from 1300°C to 1600°C. Nowadays, the rotation bob method with a concentric cylinder and a wide gap is the state of the art of the viscosity measuring devices for slags, e.g. rheometers with air bearing. In the present investigation, the Anton Paar MCR 301 rheometer was used as recently reported in Ref. 1). Furthermore, a new vibrating finger viscometer was developed to provide a wider measurement range in high temperature regions from 1 mPa∙s up to 1 Pa∙s dynamic viscosity.2,3,4) In the current investigation, the viscosities of CaO–Al2O3, CaO–SiO2, CaO–SiO2–Al2O3–MgO slags and reference glass have been measured up to 1600°C using the two viscometer apparatuses. The results have been discussed in the context of the high temperature calibration errors, e.g. deviations in geometry of the crucible, the slag stability, the fluid flow, the atmospheric conditions, as well as for the difference in both measurement principles. Also, in the last section of this manuscript, the achieved results have been compared with the previous literature reports.
View full abstractDownload PDF (966K) Full view HTML -
Taehee Yoon, Kyuyong Lee, Baek Lee, Yongsug ChungArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1327-1333
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: July 04, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLThe wetting, spreading and penetration phenomena between slags and refractories were investigated by using a dispensed drop technique with a high speed camera (1000 frame/s) at 1923 K and 1873 K and using non-saturated slag and saturated slag on MgAl2O4 spinel. Single crystal spinel was adopted as a substrate to determine the intrinsic values associated with the phenomena including dissolution reaction. Industrial spinel substrates with 35% apparent porosity such as MgO-rich spinel, stoichiometric spinel and Al2O3-rich spinel were used to study the influence of chemical composition and porosity of refractories on those phenomena. In case of the stoichiometric spinel, the values of apparent contact angle and droplet height were found lower in comparison with single crystal spinel. When MgO and Al2O3 content were added to the spinel, the MgO-rich spinel appeared to have larger permeability of slag. On the other hand, the Al2O3-rich spinel showed larger resistance to slags. The change of apparent volume of slag in contact with substrate was analyzed using a spherical cap model.
The experimental values of the spreading rate of non-saturated slag are in good agreement with the value of the De-Gennes’s theoretical model.
View full abstractDownload PDF (1129K) Full view HTML -
Kyung-Hyo Do, Hong-Sik Nam, Jung-Mock Jang, Dong-Sik Kim, Jong-Jin PakArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1334-1339
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: June 29, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLThermodynamic interaction between chromium and phosphorus in liquid iron was studied using the slag/metal equilibration technique to measure the equilibrium phosphorus distribution between liquid slags and carbon saturated Fe–Cr–P alloys containing chromium up to 20 mass% in the temperature range from 1573 K to 1723 K. The phosphate capacities,
 of CaO–CaF2 and CaO–CaF2–Al2O3 slags at different temperatures were separately determined using carbon saturated liquid Fe–P alloys under a CO atmosphere. The carbon solubility in liquid iron, which is known to have a large effect on phosphorus, was also determined as a function of chromium and phosphorus concentration. Using the Wagner’s interaction parameter formalism, the experimental results were thermodynamically analyzed to determine the specific effects of phosphorus and chromium on phosphorus as their interaction parameters in liquid iron:
of CaO–CaF2 and CaO–CaF2–Al2O3 slags at different temperatures were separately determined using carbon saturated liquid Fe–P alloys under a CO atmosphere. The carbon solubility in liquid iron, which is known to have a large effect on phosphorus, was also determined as a function of chromium and phosphorus concentration. Using the Wagner’s interaction parameter formalism, the experimental results were thermodynamically analyzed to determine the specific effects of phosphorus and chromium on phosphorus as their interaction parameters in liquid iron: View full abstractDownload PDF (622K) Full view HTML
View full abstractDownload PDF (622K) Full view HTML -
Jianjiang Xin, Lei Gan, Lina Jiao, Chaobin LaiArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1340-1349
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: July 13, 2017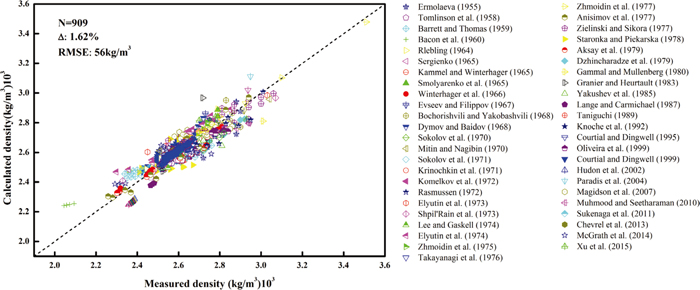 JOURNAL OPEN ACCESS FULL-TEXT HTML
JOURNAL OPEN ACCESS FULL-TEXT HTMLA density calculation model for molten slags in SiO2–Al2O3–CaO–MgO system and its subsystems was established in this work, based on constant thermal expansion coefficients and composition-dependent excess molar volume. The model was calibrated by 909 density measurements in unary, binary, ternary and quaternary systems. Current model calculates the density with remarkable relative average error of 1.62% and overall absolute error of 56 kg/m3. The temperature dependence of molar volume was found to be linear within studied composition and temperature ranges. The temperature and composition dependences of unary to quaternary systems were plotted using current model. It reveals that the densities always decrease with increasing SiO2 content. On a mass percent basis, substitution of SiO2 by Al2O3 will cause an obvious increase in density; whereas substitution of CaO by MgO will result in a slight increase in density.
View full abstractDownload PDF (2257K) Full view HTML
-
Shengli Wu, Feng Chang, Jianliang Zhang, Hua Lu, Mingyin KouArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1364-1373
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: July 04, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLElectric arc furnace dust (EAFD) is one of the by-products of steelmaking industry. This research aims at dealing with EAFD by pyrometallurgy through mixing it with anthracite to be used as carbon-containing briquettes in RHF. The effect of the briquetting parameters on the green pellet strength was investigated in this paper. Effects of reduction temperature, reduction time and C/O molar ratio on metallization rate and removal rate of element Zn were also studied respectively. The results showed that: Effect of different factors on the drop number was greater than the compressive strength of briquettes. Green briquette drop number was more sensitive to moisture content and bentonite content. Given 2 wt% content of bentonite, 70 MPa pressure and 1.0 mole ratio of C/O, the drop number of the green pellets increased from 1.4 times to 6.4 times by water content changed from 4 to 10 wt%. Zinc and iron compounds are both easy to be reduced by anthracite. When the reduction temperature is up to 1200°C, the zinc can be rapidly reduced within 5 min. But if the temperature reduced by 100°C, the total removal time would be prolonged to 20 min. The iron-containing phases were mainly Fe, Ca2Fe2O5 and a small amount of FeO after high temperature reduction. When reduction temperature, reduction time, C/O molar ratio were 1200°C, 20 min and 1.1 respectively, direct reduction iron was most concentrated.
View full abstractDownload PDF (1770K) Full view HTML
-
Yongliang Yang, Yixin Yin, Donald Wunsch, Sen Zhang, Xianzhong Chen, X ...Article type: Review
2017 Volume 57 Issue 8 Pages 1350-1363
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: July 07, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLThe burden distribution process is an important and efficient measure to maintain the stable operation of the blast furnace. An accurate burden distribution model will reveal the impact on the internal furnace state and help to optimize the blast furnace production index. This article reviews the recent development of the modeling and control techniques in the burden distribution process. The current modeling methods of the blast furnace burden distribution can mainly be divided into the following types: the mechanism-based method, the physical scale model-based experiments and the data-driven method. However, most of the existing modeling methods are not applicable to general blast furnaces because it depends on the specific furnace structure and parameters. Furthermore, with the advancement in measurement technology, sensors now provide rich amount of online measurement of the blast furnace iron-making process. This makes the data analysis more challenging. It is imperative to establish new modeling methods for the burden distribution process. Therefore, this paper points out the new trends in modeling and control of the blast furnace burden distribution process. First, a dynamic clustering method based on dynamic time warping and adaptive resonance theory is introduced. Second, the inverse dynamic model-based burden distribution control is developed. Furthermore, a multi-model-based switch for modeling the fluctuating blast furnace process is formulated. Finally, the reinforcement learning method for the dynamic optimization of the production index is recommended.
View full abstractDownload PDF (2189K) Full view HTML
-
Guangwei Wang, Jianliang Zhang, Guohua Zhang, Haiyang Wang, Di ZhaoArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1374-1383
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe reduction behavior, phase transformation and microstructure evolution of four ferric oxide-biochar composite pellets (RLC-pellet, PHC-pellet, MCC-pellet and PSC-pellet) were investigated by use of non-isothermal thermogravimetric, X-Ray diffraction (XRD) and Scanning electron microscopy (SEM) analysis. The apparent kinetic parameters of reduction process were estimated by fitting the experimental data to the three parallel nth order rate models. The results showed that ferric oxide-biochar composite pellet reduction process was divided into three stages of Fe2O3→Fe3O4, Fe3O4→FeO and FeO→Fe, where the first stage was independent to the next two stages. The sequence of reduction reactivity as to all samples was MCC-pellet > PHC-pellet > PSC-pellet > RLC-pellet. Meanwhile, increasing heating rate could efficiently improve the reduction reactivity. Through kinetic analysis, it was found that three parallel nth order rate models could well represent reduction process, and activation energies of three stages calculated by the model were 204.9–405.5 kJ/mol, 259.6–643.8 kJ/mol and 291.5–685.8 kJ/mol, respectively. The marked compensation effect was also presented between the activation energy and pre-exponential factor.
View full abstractDownload PDF (2890K) Full view HTML -
Takahide Higuchi, Liming Lu, Eiki KasaiArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1384-1393
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: June 27, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLThe influence of iron ore properties, such as ore type, mineralogical texture, and particle size, on the intra-particle water migration dynamics were evaluated using immersion method. When immersed, ores were reached 68–78% of their final saturation in first 60 s and then approached final saturation slowly. It typically took up to 1×105 s to reach final saturation. Compared with the initial and final saturation water contents of 2.8–4.0 mass% in the case of Brazilian ores, Australian ores showed higher water contents of 5–6.4 mass% due to more porous structure. While the final saturation water content was partially explained by the porosity and total pore volume of ores, the kinetics of water migration should be considered to explain the saturation curve of different ores. In terms of mineralogical texture, porous texture showed higher final saturation water contents than dense texture. Finer particles showed higher final saturation water contents than coarser particles.
A revised migration model was introduced to explain the effect of pore size distribution and trapped air. It was revealed that water migration proceeds more readily in the finer pores due to the larger capillary force, which is needed to overcome the trapped air. The water migration in the coarser pores is restrained due to the weak capillary force against trapped air, resulting in lower degree of saturation at equilibrium. Compared with Australian ores, Brazilian ores showed a lower degree of saturation due to their higher proportion of coarse pores.
View full abstractDownload PDF (1759K) Full view HTML
-
Yadollah Saboohi, Amorhossein Fathi, Igor Skrjanc, Vito LogarArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1394-1399
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe paper presents a conceptual study on modification of the electric arc furnace (EAF) slag doors in order to allow removal of the excess slag from the EAF. The idea behind additional slag doors is to allow deslagging of the bath in certain unfavorable cases when the slag height is too great. Slags which exceed the optimal height cause unnecessary refractory corrosion and additional energy losses. The study proposes symmetric slag doors comprised of two hatches, i.e. upper and lower. The upper hatch is intended to decrease the slag height to the optimal level, while the lower hatch can be used to completely deslag the EAF at tapping. In this manner, tilting of the EAF is not necessary. A conceptual study is performed focusing on the effects of the proposed doors on EAF energy performance. The study shows that implementation of the proposed solution could lead up to 1–2% efficiency improvement and approximately 2–3 minute tap-to-tap time decrease in comparison to the conventional slag doors.
View full abstractDownload PDF (1895K) Full view HTML -
Dong Hou, Zhou-Hua Jiang, Yan-Wu Dong, Wei Gong, Yu-Long Cao, Hai-bo C ...Article type: Regular Article
2017 Volume 57 Issue 8 Pages 1400-1409
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLA new mathematical model for the computation of concentration changes occurring in electroslag remelting is proposed in order to study the oxidation behavior of titanium, aluminum, silicon in stainless steel. The solutions of the mass transfer are simultaneously calculated by penetration theory and film theory. In order to make the each system of Al+Al2O3, Si+SiO2, Ti+TiO2 and Fe+FeO reach the thermodynamic equilibrium at the slag-metal interface in the model, the molarity of FeO at the interface
 is employed, and then calculated by mass transfer balance for oxygen element. The ion and molecule coexistence theory is employed to investigate the effect of slag composition on the change of each alloying element. At the process of liquid metal film formation, metal droplet passing though the molten slag and metal pool, the fluxion of molten slag was considered into the mass transfer coefficient. Finally, the model was established using the software of Matlab. In theory, this model is suitable for all the chemical reaction of each element during the ESR process, and determines the change of concentration of each component both in metal and slag.View full abstractDownload PDF (1106K) Full view HTML
is employed, and then calculated by mass transfer balance for oxygen element. The ion and molecule coexistence theory is employed to investigate the effect of slag composition on the change of each alloying element. At the process of liquid metal film formation, metal droplet passing though the molten slag and metal pool, the fluxion of molten slag was considered into the mass transfer coefficient. Finally, the model was established using the software of Matlab. In theory, this model is suitable for all the chemical reaction of each element during the ESR process, and determines the change of concentration of each component both in metal and slag.View full abstractDownload PDF (1106K) Full view HTML -
Dong Hou, Zhou-Hua Jiang, Yan-Wu Dong, Wei Gong, Yu-Long Cao, Hai-bo C ...Article type: Regular Article
2017 Volume 57 Issue 8 Pages 1410-1419
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLKinetics of slag/metal reaction were investigated experimentally using 50 kg electroslag remelting (ESR) furnace in order to clarify the effect of slag containing different CaO and TiO2 content on titanium, aluminum and silicon content during the ESR process with 1Cr21Ni5Ti stainless steel. The results obtained show that the more CaO content in slag is, the more aluminum content in ingots increases. The lg([Al]4/[Ti]3) increases with the increase of slag temperature in the first 13 minutes during the ESR process, and after the slag temperature tends to be stable, the lg([Al]4/[Ti]3) decreases with the increase of TiO2 content in the rest process. The penetration and film theories were employed to analyze the rate determining step of slag/metal reaction, and it was found that the rate determining step of the reaction was the mass transfer of aluminum through the molten steel, silica through the slag and titanium on both of the metal and slag sides. The slag containing low CaO content combined with extra titania constantly added into molten slag in the first temperature-rising period is suitable for electroslag remelting of 1Cr21Ni5Ti stainless steel with high titanium and low aluminum content.
View full abstractDownload PDF (1618K) Full view HTML
-
Masao Inose, Tomohiro Matsushima, Satoshi Kinoshiro, Kazunori Tahara, ...Article type: Regular Article
2017 Volume 57 Issue 8 Pages 1420-1424
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLIn the production of steel sheet, the surface of the steel is inevitably oxidized. Removal of oxide layers with acid pickling has been necessary to maintain quality. Monitoring acid concentration in the pickling solution is of primary importance in controlling the pickling process. The acid concentration of the pickling solution fluctuates dramatically in short periods because of the rapid pickling process. This makes it difficult to follow changes in the concentrations of the acid and other constituents in the pickling process with conventional chemical analyses. Currently, near-infrared spectroscopy (NIR) has been attracting attention as a potential continuous analytical technique to determine the concentration of chemical species. Therefore, the authors examined the performance of NIR for monitoring the concentration species in acid pickling solutions of the pickling process. NIR spectra in the region of 9500 cm–1 to 5000 cm–1, which covers the first stretching over-tone of OH bonds (6800 cm–1), were investigated. The peak shape of the OH bond in aqueous solutions is altered by the interaction of water molecules with dissolved species. The concentrations of total acid and iron in the solutions were estimated by multivariate analysis using the NIR spectra of the solutions. The parameters of the multivariate analysis were optimized to improve the correlation between the analytical values obtained by the multivariate analysis of the NIR and those obtained by chemical analyses. The correlation coefficient reached 0.98, which is enough to apply the multivariate analysis to practical operations. The NIR analyzer enabled us to simultaneously measure more than two species in 1 minute. The applicability of the system to an actual pickling process was tested, and good results were obtained.
View full abstractDownload PDF (1278K) Full view HTML -
Rie Shishido, Masahito Uchikoshi, Shigeo Sato, Hidekazu Todoroki, Shig ...Article type: Regular Article
2017 Volume 57 Issue 8 Pages 1425-1432
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: June 27, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLThe mechanical properties of high-alloyed steels are influenced by small amounts of light elements such as hydrogen, carbon, and nitrogen, which are dissolved or precipitated. Thus, it is important to analyze the microscopic distribution of these light elements in the microstructure of steels. Secondary ion mass spectrometry (SIMS) is a powerful method for detecting the distribution of light elements in the microstructure of steels. In this study, time-of-flight secondary ion mass spectrometry (ToF-SIMS) was used to analyze the microscopic distribution of light elements, such as deuterium, carbon, and nitrogen in Fe–Cr based alloys which are typical high-alloys, as ToF-SIMS provides high sensitivity and high spatial resolution. The studied Fe–Cr based alloys were a pure ferritic Fe-10%Cr alloy and a commercial duplex stainless steel consisting of the ferritic and austenitic phases. Both steels were electrochemically charged with deuterium. The results showed that charged deuterium more easily diffuses out of the ferritic Fe-10%Cr alloy in comparison with the duplex stainless steel, and small amounts of carbon and nitrogen were segregated at grain boundaries in Fe-10%Cr. It was also shown that deuterium, carbon, and nitrogen were heterogeneously distributed in the microstructure of the duplex stainless steel.
View full abstractDownload PDF (1504K) Full view HTML
-
Nao-Aki Noda, Kejun Hu, Yoshikazu Sano, Yusuke Hosokawa, Xu WangArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1433-1441
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLBimetallic rolls are widely used in steel rolling industries because of the excellent hardness, wear resistance and high temperature properties. Controlling the residual stress distribution is necessary since the compressive residual stress at the surface may improve fatigue life though the tensile residual stress at the center may reduce the strength. Therefore, it is necessary to measure the residual stress distribution from the surface to center correctly to ensure the roll quality. The disk method has been widely used in predicting the roll residual stress by measuring the stress of the thin sliced disk from the roll. In this study, therefore, the relation between the original roll residual stress and the sliced disk residual stress is investigated for the single material roll and bimetallic roll on the basis of thermo-elastic-plastic FEM analysis. The effect of the quenching time is discussed as well as the effect of the sliced disk thickness on the residual stress.
View full abstractDownload PDF (1769K) Full view HTML -
Yan-hong Mu, Bao-yu Wang, Jing Zhou, Yi Kang, Xue-tao LiArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1442-1450
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: June 29, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLIn this paper, a new hot stamping process of boron steel by using partition heating was adopted to produce the components with tailored properties for a better crash response. A hot stamping simulation experiment was performed using a furnace and a flat die to investigate the effect of heating temperature and heating time on the mechanical and microstructural properties of as-quenched boron steel. Response surface models reflecting the relationship of tensile strength and elongation with heating temperature and heating time in both high and low temperature regions are established and analyzed. Multi-objective optimization is performed by using non-dominated sorting genetic algorithm II (NSGA-II) to obtain the optimal frontiers, and the optimal heating parameters are selected according different demands for mechanical properties in high and low temperature regions. The M-shaped part with tailored properties was hot stamped using partition heating according to optimal heating parameters, whose tensile strengths and elongations are 1572 MPa and 9.41% in high-temperature region and 554 MPa and 26.73% in low-temperature region, respectively.
View full abstractDownload PDF (1664K) Full view HTML
-
Hassan Ghassemi-Armaki, Elliot Biro, Sriram SadagopanArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1451-1460
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: July 04, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLAdvanced characterization of the mechanical properties in the softened HAZ is vital for designing welded AHSS components, as it is needed to predict post-weld performance, such as during crash. The weld heat affected zone (HAZ) of advanced high strength steels (AHSS) containing significant volume fractions of martensite exhibit considerable softening because of tempering effects. HAZ softening of two AHSS; Usibor 1500 (press hardening steel) and M1500 with nominal ultimate tensile strength (UTS) of 1500 MPa has been characterized in this study. Samples were subjected to various rapid tempering cycles using the Gleeble to simulate the microstructures found in different locations of the sub-critical HAZ. Mechanical properties of simulated weld areas have been measured with different geometries, representing different levels of stress triaxiality. Furthermore, Digital Image Correlation (DIC), to determine fracture strain of HAZ, measured the fracture strain of a spot weld and base metal for Usibor 1500. Uniaxial tensile and notch sample geometries were used to investigate the influence of different strain path. The results show fracture strain is a weak function of strain path for samples that fail in the HAZ, whereas fracture strain of the base material considerably depends on strain path.
View full abstractDownload PDF (1321K) Full view HTML
-
Toshiharu Morimoto, Takashi KumaiArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1461-1467
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLFilms of crystalline aluminum, titanium, and amorphous alloy prevent hydrogen entry into steel. Thermal spraying is a convenient method for producing coatings on metal substrates. However, as conventional thermal spray coatings have pores and cracks, they cannot prevent hydrogen entry sufficiently. In this study, with the use of new thermal spray guns that enable nitrogen gas cooling, aluminum-magnesium, titanium, amorphous coatings were fabricated and their anti-hydrogen-embrittlement effects were evaluated by a conventional strain rate tensile test. Passivated alumina film on the aluminum-magnesium coating, passivated chromium oxide film on the iron-chromium-based amorphous coating, and generated nitrogen titanium film on the titanium coating were expected to prevent hydrogen entry and hydrogen embrittlement.
View full abstractDownload PDF (1882K) Full view HTML
-
Mary E Story, Bryan A WeblerArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1468-1475
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLThe work presented here demonstrated that changes to the near-surface microstructure could promote internal oxidation in a CMnSi advanced high strength steel (AHSS) grade. The starting material was industrially-supplied cold-rolled sheet. Samples with this microstructure were compared against two other conditions: annealed at 1200°C and 850°C prior to oxidation. The surface regions of both annealed samples were decarburized. All samples were then oxidized at 850°C in an argon atmosphere with approximately 10−20 atm oxygen for 5–90 minutes. The oxidation treatments were performed in a high-temperature confocal scanning laser microscope (CSLM) setup that enabled in-situ visualization of surface oxide formation. Analysis of CSLM and scanning electron microscopy (SEM) images of sample surfaces indicated there were differences in oxide morphology and coverage between samples with different starting microstructures. Cold-rolled samples showed little internal oxidation but extensive external oxidation. Samples annealed prior to oxidation exhibited both internal and external oxidation. The differences in behavior were attributed to the formation of a decarburized surface layer during the pre-anneal, which led to ferritic iron near the surface. Another result of the pre-anneal was a reduction in dislocation density, which potentially led to fewer preferential nucleation sites for oxides very close to the sample surface.
View full abstractDownload PDF (817K) Full view HTML -
Genki Tsukamoto, Tatsuya Morikawa, Kenji Higashida, Ken Kimura, Kohsak ...Article type: Regular Article
2017 Volume 57 Issue 8 Pages 1476-1483
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
JOURNAL OPEN ACCESS FULL-TEXT HTMLDeformation microstructures developed by cold-rolling in Ti-added ultra low carbon steel have been investigated by the same site analyses for dislocation substructures and crystal orientation by employing the techniques of SEM-AsB and SEM-EBSD. Particular attention has been paid on the relationship between the characteristics of deformation microstructures and preferred crystallographic orientations after cold-rolling. Moreover, correlation between the formation of newly observed fine grains around grain boundaries and preferred orientations was also examined, taking into consideration the grain boundary characteristics.
Microstructural characteristics of each crystal orientation observed using AsB and EBSD are as follows: (1) grains with γ-fiber (ND//<111>) have relatively fine cell structures, where the micro bands or shear bands are frequently observed. (2) grains with the orientation of α-fiber (RD//<110>) have coarse cell structures except the case that they are γ-fiber. Nanoindentation tests for those microstructures demonstrated an orientation dependence in which the hardness of γ-fiber is higher than that of the other oriented fibers. Such orientation dependences of microstructures and hardness indicate that work hardening in γ-fiber is more enhanced than that in other fibers.
It is also to be noted that fine grains were observed around some grain boundaries. Many of those boundaries are adjacent to the γ-fiber, which indicates that new grains are formed in the vicinity of boundaries during cold-rolling although they are limited in well work-hardened grains.
View full abstractDownload PDF (2209K) Full view HTML
-
Christof LanzerstorferArticle type: Regular Article
2017 Volume 57 Issue 8 Pages 1484-1489
Published: August 15, 2017
Released on J-STAGE: August 19, 2017
Advance online publication: June 29, 2017JOURNAL OPEN ACCESS FULL-TEXT HTMLThe dusts generated in the blast furnace process are partly recycled via the sinter plant. The amount of Zn which is recycled with these dusts is limited to avoid operational problems. Usually, the dusts from the dust catcher and the cast house dust are recycled, while the residue from second stage top-gas de-dusting has to be discharged at least partly. In this study the application of air classification was investigated for maximization of the recycled fractions of the dusts at certain limits for the amount of recycled Zn. For this, approximation functions for the dependence of the Zn content in the coarse material on the fraction of the coarse material had to be derived from classification experiments. The calculations showed that the positive effect of air classification was higher at lower values of the limit for the amount of Zn recycled with the dust. Depending on the value of this limit the possible increase in dust recycling in comparison to classification of the second stage filter dust only ranged from 0.27 to 0.45 kg/t HM for air classification of second stage filter dust and cast house dust and from 0.35 to 0.79 kg/t HM for classification of all three dusts.
View full abstractDownload PDF (511K) Full view HTML
- |<
- <
- 1
- >
- >|