Fundamentals of High Temperature Processes
Separation of Vanadium and Titanium Phase from the Vanadium Slag System Utilizing Supergravity
2021 年 61 巻 3 号 p. 690-696

詳細
2021 年 61 巻 3 号 p. 690-696
To effectively recycle and utilize vanadium and titanium resource from the vanadium slag, the crystallization and separation behaviors of V-spinel phase and Ti-spinel phase in the FeO–SiO2–V2O3–TiO2 system as the main components of vanadium slag were investigated. The results indicated that the suitable temperatures for precipitating V-spinel phase and Ti-spinel phase were chosen as 1723 K and 1623 K, respectively. With introduction supergravity at the parameter of G = 700, T = 1723 K and t = 10 minutes, the solid V-containing phase was intercepted by the filter to form the V-enriched slag, while the residual melt went through the filter into the lower crucible to form the Ti-containing slag. And the mass fraction of V2O3 in the V-enriched slag reached about 32.98 wt% and that of TiO2 in the Ti-containing slag reached about 19.41 wt%; the recovery ratios of V2O3 and TiO2 were about 86.50% and 76.80%, respectively. In addition, the Ti-spinel phase was further separated and concentrated in the Ti-enriched slag from the Ti-containing slag with the gravity coefficient G = 500 at 1623 K for 10 minutes. The mass fraction and the recovery ratio of TiO2 in the Ti-enriched slag could reach 30.83 wt% and 89.80%, respectively. In the whole process, the comprehensive recovery ratio of TiO2 could reach 68.97%.
Titanium is reputed as “space metal”, characterized by its stable chemical properties, good resistance to high temperature, low temperature, strong acid and alkali, as well as the highest strength-to-density ratio of any metallic elements.1,2,3,4) In a non-alloy state, titanium is as strong as some steels, but 45% lighter. Titanium can be alloyed with aluminium, vanadium and other elements to produce strong lightweight alloys for aerospace, automobile, industrial process, agri-food and other applications.4,5,6) Vanadium, as one of the most important alloying elements, is widely used in metallurgy, chemical engineering and aerospace for its ability to enhance mechanical properties, such as tensile strength, hardness and fatigue resistance.7,8) With the development of economy in the 21st century, the requirements of titanium and vanadium are rapidly increasing.
Furthermore, it is well known that vanadium-titanium magnetite resource is a typical multiple-element symbiotic composite ore, which contains 59.2–62.3 wt% TFe, 5.2–12 wt% TiO2, 0.8–1.02 wt% V2O5.8,9,10) Meanwhile, the vanadium-titanium magnetite is the largest titanium and vanadium resource in China and other countries.8,11) Nevertheless, this kind of ore resource has been mainly adopting blast furnace iron making process for refining of iron, but the extractions of vanadium and titanium are inadequate. After mineral processing, about 53% TiO2 and 61.62% V2O5 in the vanadium-titanium magnetite go into the iron concentrate, which transfer into the vanadium-bearing hot metal and the titanium-bearing blast furnace slag with 20–25% TiO2 that is used to extract titanium material.8) And the vanadium-bearing hot metal is pre-oxidized in a vanadium-extraction converter (VEC) by blowing oxygen through it to obtain semi-steel and vanadium-bearing slag that contains 11–15 wt% V2O3 and 10–14 wt% TiO2.12,13,14,15) Then, the vanadium oxides in the vanadium slag are treated by wet extraction to obtain V2O5, but TiO2 is discharged into the waste residue, which not only leads to resource waste, but also causes environmental pollution.14,15,16,17,18) Furthermore, the plenty of TiO2 can significantly improve the chemical stability of the spinel boundary and reduce the conversion rate of vanadium during the salt roasting and leaching.14,15,16,19,20,21) Therefore, it is necessary to improve the grade of vanadium slag and recycle titanium resource before the vanadium wet extraction process. Thus, the comprehensive utilization of vanadium slag has been studied by many researchers during the vanadium extraction process, but the effects are limited.11,12,13,16,22,23,24) In addition, few reports on the recovery of titanium from Ti-bearing slag, especially the vanadium slag system of the FeO–SiO2–V2O3–TiO2 have been successfully applied in industry due to the limitations of existing process for treating the complex system. Therefore, an innovative and efficient method for improving vanadium slag grade and recycling the titanium element before vanadium wet extraction process are strongly desired.
Supergravity is a new technology, which is used to replace the conventional gravity field in industrial production.25,26,27) By rotating, a stable and adjustable centrifugal force field is generated, which is used to strengthen the phase transfer and microscopic mixing for improving the multiphase reaction and the effective separation.28,29,30) In this environment, the molecular diffusion and the mass transfer among molecules with different sizes are much faster than that of normal gravity field. Gas-liquid, liquid-liquid, solid-liquid in a porous medium or channel under supergravity condition can significantly improve the stress difference between two phases to strengthen the relative speed, reduce the role of liquid surface tension, and generate a great shearing force for stretching or tearing the liquid into micron or nanoscale liquid membrane and liquid droplets.31,32,33) Compared with the conventional gravity field, the interphase area is greatly increased, the diffusivity of substances is obviously improved, the phase interface is fast updated, and the micromixing of different phases is accelerated, to greatly enhance the mass transfer of substance. Thus the supergravity technology has been studied in the following metallurgy fields: (a) removal of impurity elements (such as Fe, Si, and Cu) from molten metals,27,34) (b) enrichment of valuable elements (such as Ti, V, RE, and P) from metallurgical slags,25,28,30,31,35,36,37,38,39,40,41) (c) separation of non-metallic inclusions (such as Al2O3 particle) from molten metal,42,43,44) and (d) refinement of the solidification structure of metal alloy (such as Al–Cu alloy).28,29,45) The research results have demonstrated that the supergravity technology is a high-efficiency method for purifying the molten metal, recycling the valuable elements, and refining the solidification structure according to three selective features (namely selective separating, selective concentrating and selective growing).35,36,37,38,39,40,41,42,43,44,45)
Vanadium slag is mainly composed of four oxides, namely FeO, SiO2, V2O3 and TiO2, as shown in Table 1.8,12) Si is mainly existed in the fayalite phase. V and Ti are mainly concentrated in “dispersed” and “fine” spinel phases (FeV2O4, FeTiO3), which is wrapped in silicate phases.8,11,12) Considering that the melting point and density of various phases in the vanadium slag are about 2023 K and 4.32 × 103 kg/m for V-spinel, 1668 K and 4.12 × 103 kg/m for Ti-spinel as well as below 1573 K and 3.10 × 103 kg/m3 for fayalite phase respectively, the suitable temperature and holding time are selected to melt Ti-spinel and fayalite or fayalite for liquid and promote the growth of solid spinels (V-spinel or Ti-spinel). As the density difference between solid particles and liquid slag,11,35,46) the introduction of supergravity technology in the molten slag with a filter will result in the liquid phase through the filter and the solid particles remain in the upper part for realizing V-containing phase or Ti-containing phase enrichment and separation from the molten slag, which will improve the grade of vanadium in the vanadium slag and recycle titanium resource. Meanwhile, the separated tailing is mainly composed of fayalite phase, which can be used as recycled material in metallurgical industry.
| FeO | SiO2 | V2O3 | TiO2 | MnO | Al2O3 | MgO | CaO | Cr2O3 |
|---|---|---|---|---|---|---|---|---|
| 28–36 | 19–15 | 11–15 | 10–13 | 7–9 | 4–2 | 3–1 | 3–1 | 3–0 |
Therefore, thinking about the successful application of supergravity technology on other types of slag to separate valuable elements in previous studies,25,28,30,31,35,36,37,38,39,40,41) this work studied the crystal behaviors of various spinels in the FeO–SiO2–TiO2–V2O3 slag as the main components of vanadium slag with different treatments to obtain the suitable temperatures. And then the separations of V-containing phase and Ti-containing phase from the FeO–SiO2–TiO2–V2O3 slag were investigated by supergravity technology. Meanwhile, the microstructure and recovery ratios of V2O3 and TiO2 in the enriched slag were analysed and calculated, respectively.
Reagent grade powders of V2O3 (>99.50 mass%), FeC2O4 (>99.50 mass%), TiO2 (>99.50 mass%), and high purity SiO2 (>99.99 mass%) were used as raw materials. These four kinds of powders were dried at 373 K for 4 hours in a drying oven to remove moisture, and then were well mixed in a ball mill in the required proportion according to the actual component of vanadium slag as shown in Table 2. After that, the mixed powders were pressed into tablet samples and heated at 1823 K for 120 minutes in a magnesia crucible to ensure complete melting for preparing pre-melted slag under Ar gas (≥99.999 vol%) with a flow of 400 ml·min−1. After heating, the sample was rapidly taken out from the furnace and quenched by water to avoid the oxidation of elements during the cooling process. In addition, during the heating process, the sample was held at 873 K for 120 minutes to decarburize FeC2O4.
| FeO | SiO2 | V2O3 | TiO2 |
|---|---|---|---|
| 43.00 | 26.00 | 17.00 | 14.00 |
After completion of the pre-melting process, 10 g of the pretreated slag was put into crucible and heated to 1823 K for 30 minutes under Ar gas in a muffle furnace to ensure fully melting. Thereafter, the melted slag was sequentially cooled to the target temperatures at a cooling rate of 2 K/minute and maintained for 60 minutes. After heating, the samples obtained in different temperatures were water-quenched and measured by X-ray diffraction (XRD) and a scanning electron micrograph (SEM) with an attached energy dispersive X-ray analyzer (EDS) to obtain the crystallization behaviors of various spinels with different conditions for confirming the suitable temperatures.
According to the crystallization experiment results in Section 3.1, it is known that the suitable treatment temperatures were 1723 K for the separation of V-spinel phase and 1623 K for the separation of Ti-spinel phase. The separation experiments of V-spinel phase and Ti-spinel phase were conducted in a centrifugal apparatus respectively, as shown in Fig. 1. A counterweight was symmetrically fixed onto a centrifugal rotor in the furnace for generating a stable and adjustable supergravity field, which rotated from vertical to horizontal once the centrifugal rotor started running. 30 g of the pretreated slag was ground and put into the upper magnesia crucible with several pores (D = 0.5 mm). And a carbon felt was embedded on the bottom of crucible as filter with the thickness of 5 mm. Another lower magnesia crucible was used to hold the slag that went through the filter. The sample was heated to 1723 K in a heating furnace for 60 minutes, and then the centrifugal apparatus was adjusted to angular velocity of 1583 r/min, namely G = 700 as calculated by Eq. (1) at 1723 K for 10 minutes to separate and concentrate the V-spinel phase. After that, the equipment was shut off and the sample was quenched by water. In addition, the parallel experiment was carried out at 1723 K for 10 minutes without supergravity treatment. During the whole experimental process, Ar gas was injected to avoid the oxidation of elements.
| (1) |

Schematic diagram of centrifugal separation apparatus. 1. Counterweight; 2. Centrifugal axis; 3. Base; 4. Magnesia crucible; 5. Slag melt before centrifugal separation; 6. Resistance coil; 7. Slag melt after centrifugal separation; 8. Filter; 9. Spinel particles after centrifugal separation; 10. Spinel particles before centrifugal separation; 11. Thermocouple; 12. Horizontal rotor; 13. Conductive slipping; 14. Temperature controller. (Online version in color.)
After the separation of V-containing phase (V-spinel phase), the slag was heated to 1623 K for 60 minutes under Ar gas, and then the centrifugal apparatus was adjusted to angular velocity of 1338 r/min (namely G = 500) at 1623 K for 10 minutes to separate and concentrate the Ti-spinel phase. After the separation of Ti-bearing phase, the slag was taken out and cooled by water.
The samples obtained by supergravity with different conditions were sectioned longitudinally along the center axis to obtain a macrograph. And then, the separated samples were measured by XRD and SEM-EDS methods for analyzing the mineral compositions and microstructures, and the chemical components of samples were determined by XRF and ICP-OES. The contents of various oxides in samples were converted by the mass of the corresponding elements in the ICP-OES tested results. Conclusively, the recovery ratio of vanadium and titanium was calculated via Eq. (2).
| (2) |
In order to achieve the purpose of supergravity separation of V-containing phase and Ti-containing phase, the suitable treatment temperature should be first determined to obtain a single crystal (V-spinel or Ti-spinel) phase with suitable grain size from the molten slag. Therefore, the present work investigated the crystallization behavior of spinel phases in the vanadium slag.
Combined with the variations in mineral compositions and microstructures of slag melt with temperature decreasing as shown in Fig. 2, it was obvious that the fine V-spine crystals were precipitated at 1773 K. With temperature decreasing to 1723 K, the diffraction peak intensity of V-spinel was obviously increased, and the fine V-spinel crystals transformed into a larger lump and strip crystals, but titanium element remained in slag melt rather than forming Ti-spinel precipitations. When temperature further decreased to 1673 K, the diffraction peak intensity of V-spinel changed slightly, while a weak diffraction peak of Ti-spinel started to present and its shape appeared needle as shown in Figs. 2(c), 2(e). When temperature reached 1623 K, the peaks of Ti-spinel significantly enhanced compared with that of 1673 K, and the acicular Ti-spinel crystals changed into ribbon and rod. In addition, the fayalite phase didn’t precipitate from the molten slag at 1623 K. In addition, the physicochemical properties of vanadium slag could be deteriorated when the temperature was below 1600 K according to the literature.8,47) Overall, it is known from the experimental results that Ti-spinel phase could be precipitate when the temperature reached 1673 K. Meanwhile the suitable size of V-spinel and Ti-spinel could obtain at 1723 K and 1623 K, respectively.

SEM photographs and XRD patterns of the slag melts with different temperatures: (a) SEM of 1773 K; (b) SEM of 1723 K; (c) SEM of 1673 K; (d) SEM of 1623 K; (e) XRD patterns. (Online version in color.)
From above analysis, a single V-spinel phase with appropriate crystal size could be obtained from the vanadium slag when the temperature was chosen as 1723 K. After separation of V-containing phase, a single Ti-spinel phase with appropriate crystal size could be obtained from the residual slag when the temperature was 1673 K. Therefore, in order to obtain a single V-spinel phase or Ti-spinel phase in the crystals from the corresponding slag during the subsequent separation experiments, the experimental temperature should be chosen as 1723 K and 1623 K, respectively.
3.2. Separation of V-Spinel Phase from the FeO–SiO2–V2O3–TiO2 SystemFigure 3 shows a cross-section of the samples obtained by centrifugal enrichment with the gravity coefficient G = 700 at 1723 K for 10 minutes compared with the parallel sample with the normal gravity at same temperature for 10 minutes. It is observed from Fig. 3(a) that there was no stratification phenomenon presenting in the parallel sample under normal-gravity field, and the whole sample with a uniform structure was obviously blocked by filter. After centrifugal separation, two separated samples that went through and held above the filter were obtained, which means that part of slag went through the filter into the lower crucible and the significant stratification was presented as shown in Fig. 3(b).

Macrographs of the samples after centrifugal separation compared with the parallel sample at 1723 K for 10 minutes: (a) G = 1; (b) G = 700. (Online version in color.)
In order to further analyse separated effect, the mineral compositions and microstructures with G = 1 for area-A in Fig. 3(a) and G = 700 for area-B and area-C in Fig. 3(b) were detected by SEM-EDS as shown in Fig. 4. It can be seen that the slag in the upper part for area-B as shown in Figs. 4(b), 4(d) was mainly composed of a large quantity of irregular triangle and quadrangle V-spinel phase and glass phase, which was defined as the V-enriched slag; and that in the low part for for area-C as shown in Figs. 4(c), 4(e) was mainly composed of a large quantity of glass phase and a few acicular V-spinel phase, which was defined as the Ti-containing slag. Compared with the separated sample, the V-spinel phase and glass phase coexisted in the slag for the parallel sample with the normal gravity as shown in Fig. 4(a), which means that the vanadium slag didn’t appear stratified phenomenon under normal-gravity field. In addition, after the treatment of supergravity technology, the size of spinel phase was obviously increased and silicate phase was significantly decreased, which would benefit the subsequent vanadium extraction process. As the V-spinel particles were wrapped in silicate phase in the vanadium slag, larger grain size and higher spinel grade could increase the exposed area to improve the vanadium oxidation and yield rates during wet extraction process, which could effectively reduce the required sodium salt dosage and roasting temperature as well as waste discharge.16,17,18,19)
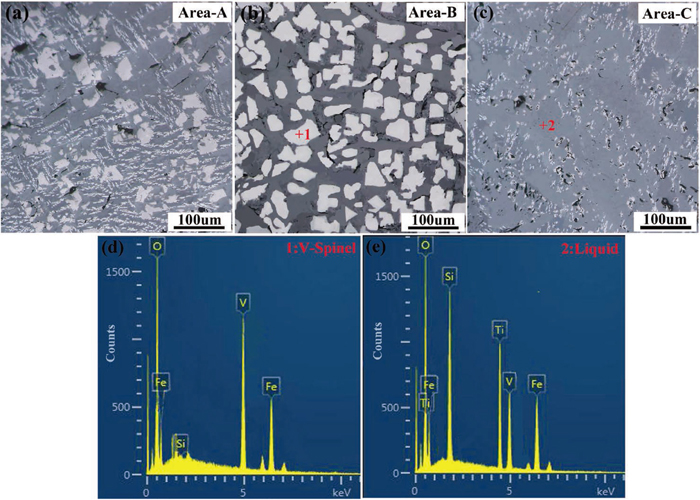
SEM photographs of the samples for separating vanadium: (a) SEM of the parallel slag; (b) SEM of the V-enriched slag; (c) SEM of the Ti-containing slag; (d) EDS of V-spinel; (e) EDS of liquid. (Online version in color.)
Table 3 shows the chemical composition of the stratified sample using XRF and ICP-OES with the G = 700, T = 1723 K and t = 10 minutes. The mass fraction of V2O3 in the V-enriched slag was up to 32.98 wt%, while that in the Ti-containing slag was just 4.14 wt%, which presented a clear differentiation phenomenon. The opposite result appeared on the distribution of TiO2, and the mass fraction of TiO2 in the Ti-containing slag was up to 19.41 wt%, while that in the V-enriched slag was just 7.28%. The recovery ratio of V2O3 in the V-enriched slag reached about 86.50%; and that of TiO2 in the Ti-containing slag was up to 76.80%, as shown in Table 4. This means that the solid spinel particles were effectively intercepted by the filter and gathered in the residue (the upper part) after supergravity technology to achieve the separation of vanadium and titanium and improve the vanadium grade in the enriched slag.
| Sample | FeO | SiO2 | V2O3 | TiO2 |
|---|---|---|---|---|
| Parallel slag | 43.00 | 26.00 | 17.00 | 14.00 |
| V-enriched slag | 54.38 | 5.36 | 32.98 | 7.28 |
| Ti-containing slag | 33.84 | 42.61 | 4.14 | 19.41 |
| Sample | Mass (g) | Mass Fraction | Recovery Ratio of V2O3 | Recovery Ratio of TiO2 |
|---|---|---|---|---|
| V-enriched slag | 13.38 | 44.59 | 86.50 | – |
| Ti-containing slag | 16.62 | 55.41 | – | 76.80 |
After the separation of V-containing phase from vanadium slag, titanium was enriched and recycled from the Ti-containing slag with the gravity coefficient G = 1 and G = 500 at 1623 K for 10 minutes. The microstructures with different conditions were analyzed by SEM-EDS as shown in Fig. 5. It can be shown that the main phases consisted of Ti-spinel phase and silicate glass phase, but the mass fraction of each phase and the size of spinels were different under various conditions. For the parallel sample with the normal gravity G = 1 as shown in Fig. 5(a), fine spinel particles were uniformly distributed in the glass phase, and the stratified phenomenon didn’t appear. But with the introduction of supergravity technology, Ti-spinel phase was almost separated and stayed in the upper part as shown in Figs. 5(b), 5(d), which was defined as the Ti-enriched slag. And most of silicate phase and few acicular spinel phase went through the filter in the low part as shown in Figs. 5(c), 5(e), which was defined as the tailing. Table 5 shows the chemical composition of the stratified sample using XRF and ICP-OES with the G = 500, T = 1623 K and t = 10 minutes. The mass fraction of TiO2 in the Ti-enriched slag was up to 30.83 wt%, while that in the tailing was just 4.55 wt%. The recovery ratio of TiO2 in the Ti-enriched slag could reach 89.80% as shown in Table 6. And the comprehensive recovery ratio of TiO2 is also used to explain the final enrichment effect, which could be estimated by the recovery ratio of TiO2 in the Ti-containing slag multiplied by that of in the Ti-enriched slag. The comprehensive recovery ratio of TiO2 could reach 68.97%.

SEM-EDS photographs of the samples for separating titanium: (a) SEM of the parallel slag; (b) SEM of the Ti-enriched slag; (c) SEM of the tailing; (d) EDS of Ti-spinel; (e) EDS of liquid. (Online version in color.)
| Sample | FeO | SiO2 | V2O3 | TiO2 |
|---|---|---|---|---|
| Parallel slag | 33.84 | 42.61 | 4.14 | 19.41 |
| Ti-enriched slag | 39.91 | 22.60 | 6.66 | 30.83 |
| Tailing | 25.94 | 68.65 | 0.86 | 4.55 |
| Sample | Mass (g) | Mass Fraction | Recovery Ratio of TiO2 |
|---|---|---|---|
| Ti-enriched slag | 16.97 | 56.56 | 89.80 |
| Tailing | 13.03 | 43.44 | – |
According to the above analysis, it is known that vanadium and titanium were effectively separated from the vanadium slag after two-step supergravity separation process. The mass fraction of V2O3 was increased from 17.00 wt% before separation to 32.98 wt% in the enriched slag, which was effectively improved the quality of vanadium slag and decreased the content of other oxides. In the subsequent vanadium extraction process, it could improve the leaching rate of vanadium, decrease the amount of sodium salt and waste discharge. In addition, the main components of the V-enriched slag were iron oxide and vanadium oxide as shown in Table 3, which could be used as raw materials for vanadium ferroalloy. After two-step supergravity separation, the content of TiO2 was increased from 14 wt% in the primary slag to 30.83 wt% in the Ti-enriched slag. And the main components of the Ti-enriched slag were iron oxide, titanium oxide and silicon oxide as shown in Table 5, which could be used as raw materials for titanium-silicon ferroalloy and titanium metal smelting. In addition, the contents of FeO and SiO2 in tailing reached 25.94% and 68.65% respectively, which could be recycled as metallurgical material in the steel industry.
The crystallization behaviors of V-spinel and Ti-spinel for FeO–SiO2–V2O3–TiO2 system as the main components of vanadium slag were investigated. On this basis, the V-spinel phase and Ti-spinel phase were effectively separated utilizing supergravity technology, the following conclusions have been drawn:
(1) For the FeO–SiO2–V2O3–TiO2 system, the fine V-spinel crystals transformed into a larger lump and strip crystals with decreasing of the temperature from 1773 K to 1723 K. With further decreasing to 1673 K, Ti-spinel crystals started to crystallize from the slag. Therefore, in order to adequately precipitate a single V-spinel phase from the molten slag, the temperature should be chosen as 1723 K.
(2) For the FeO–SiO2–TiO2–(V2O3) system, the acicular Ti-spinel crystals changed into ribbon and rod with decreasing of the temperature from 1673 K to 1623 K. Meanwhile, the fayalite phase didn’t precipitate from molten slag at 1623 K, so the temperatures should be chosen as 1623 K to precipitate Ti-spinel phase from the molten slag.
(3) After centrifugal separation at the parameter of G = 700, T = 1723 K and t = 10 minutes, the solid V-containing phase was intercepted by the filter to form the V-enriched slag, while the residual melt went through the filter into the lower crucible to form the Ti-containing slag. And the mass fraction of V2O3 in the V-enriched slag reached about 32.98 wt% and that of TiO2 in the Ti-containing slag reached about 19.41 wt%; the recovery ratios of V2O3 and TiO2 were about 86.50% and 76.80%, respectively.
(4) With further separating TiO2 from the Ti-containing slag at the gravity coefficient G = 500, T = 1623 K for 10 minutes, the Ti-containing phase was collected in the Ti-enriched slag. The mass fraction of TiO2 in the Ti-enriched slag was up to 30.83 wt%, while that in the tailing was only 4.55 wt%. The recovery ratio of TiO2 in the Ti-enriched slag was up to 89.80%. In the whole separation process, the comprehensive recovery ratio of TiO2 could reach 68.97%.
This work was supported by the National Natural Science Foundation of China [No. 51804094].